Изобретение относится к области волоконной оптики и может быть использовано в волоконных линиях связи, а также в волоконных датчиках физических величин.
Известен способ изготовления одномодового световода с большим линейным двулучепреломлением, сохраняющего линейное состояние поляризации оптического излучения, распространяющегося по световедущей жиле световода [1, 2]. Вначале методом внешнего парофазного осаждения (VAD-метод) изготавливается исходная заготовка диаметром 20 мм, которая в своей центральной части содержит световедущую жилу, затем она "жакетируется" опорными кварцевыми трубами до диаметра 48 мм. Затем по обе стороны от световедущей жилы ультразвуком просверливают два сквозных круглых отверстия так, чтобы их геометрические центры и геометрический центр световедущей жилы располагались на одной прямой линии. После этого в просверленные отверстия вставляют нагружающие стержни, состоящие из кварцевого стекла, легированного окисью бора, и из полученной таким образом заготовки вытягивается одномодовый волоконный световод типа "Панда". При вытяжке из заготовки со вставленными в нее стержнями используют вакуумирование пространства между поверхностью отверстий в заготовке и нагружающими стержнями. Это делается с целью исключения образования пузырьков воздуха на границе поверхности отверстий и поверхности нагружающих стержней при вытяжке из заготовки на установке вытяжки световодов. Недостатком известного способа изготовления световода "Панда" является то, что не удается с достаточной степенью точности обеспечить расположение геометрических центров нагружающих стержней и световедущей жилы на одной прямой линии на большой длине заготовки, из-за чего может увеличиться количество брака волокна.
Известен другой способ изготовления одномодового световода с большим линейным двулучепреломлением, сохраняющего линейное состояние поляризации излучения, типа "Панда" [3]. Вначале изготавливается исходная заготовка для световода, содержащая световедущую жилу, отражающую оболочку и внешнюю защитную кварцевую оболочку. Затем с двух диаметрально противоположных сторон вдоль боковой поверхности по всей длине исходной заготовки прорезаются два паза. После этого заготовку помещают внутрь опорной кварцевой трубы и сплавляют с ней на тепломеханическом станке изготовления заготовок (операция "жакетирования" заготовки). После "жакетирования" заготовки с двух диаметрально противоположных сторон от световедущей жилы за счет прорезанных ранее пазов внутри "жакетированной" заготовки образуются два сквозных отверстия, которые подвергаются травлению в плавиковой кислоте до необходимого диаметра. После этого в растравленные отверстия вставляют нагружающие стержни, состоящие из кварцевого стекла, легированного окисью бора, и из полученной таким образом сборной заготовки на установке вытяжки световодов вытягивается одномодовый световод "Панда" [4]. После вытяжки из заготовки со вставленными в отверстия нагружающими стержнями световод в поперечном сечении содержит световедущую жилу, два нагружающих стержня, располагающихся по обе стороны от нее таким образом, что геометрические центры жилы и нагружающих стержней располагаются на одной прямой линии, внешнюю защитную кварцевую оболочку и полимерное защитно-упрочняющее покрытие. Недостатком известного способа изготовления одномодового световода "Панда" является то, отверстия в заготовке после процесса травления получаются неидеально круговой формы, что приводит к ухудшению поляризационных характеристик световода. Другим недостатком известного способа изготовления световода можно считать слишком длительный процесс растравливания отверстий в заготовке после "жакетирования" исходной заготовки с нарезанными пазами. Стандартная скорость травления кварцевого стекла в плавиковой кислоте HF составляет величину ˜0,1 мм/ч, поэтому на травление заготовок в зависимости от состояния раствора и величины диаметра нагружающих стержней тратится от 20 до 40 часов. Еще одним недостатком известного способа изготовления световода является наличие воздушных пузырьков, которые могут образовываться внутри световода при его вытяжке из заготовки со вставленными в нее нагружающими стержнями. Наличие воздушных пузырьков внутри световода приводит к потере прочности световода, а также к ухудшению его поляризационных характеристик.
Целью настоящего изобретения является улучшение его поляризационных и эксплуатационных характеристик, а также увеличение производительности вытяжки волокна.
Указанная цель достигается тем, что пазы нарезают шириной h и глубиной dП, причем h≤dП, при этом сквозные отверстия, образовавшиеся в заготовке после сплавления исходной заготовки с опорными кварцевыми трубами используют в качестве направляющих отверстий для производящего сверление и полировку круглых отверстий инструмента, после чего заготовку со вставленными нагружающими стержнями перед вытяжкой световода перетягивают в заготовку меньшего диаметра с одновременным сплавлением ее с нагружающими стержнями.
Улучшение поляризационных характеристик световода достигается за счет идеальной круглой формы нагружающих зон, образующихся по обе стороны от световедущей жилы в световоде. Круговая форма нагружающих зон достигается за счет того, что полукруглые пазы в исходной заготовке нарезаются одинаковой ширины и глубины, а также за счет сверления сквозных отверстий. Улучшение поляризационных характеристик достигается также и за счет того, что по всей длине световода удается обеспечить нахождение на одной прямой линии геометрических центров световедущей жилы и нагружающих зон. Это достигается за счет того, что сквозные отверстия, образованные пазами после сплавления исходной заготовки с опорной кварцевой трубой, используются как направляющие отверстия для инструмента, производящего сверление и полировку отверстий в заготовке необходимого диаметра. Улучшение эксплуатационных характеристик световода достигается за счет увеличения прочностных характеристик световода. Прочность световода увеличивается за счет исключения воздушных пузырьков внутри световода, которые образовываются на границе сплавления нагружающих стержней со стенками отверстий в заготовке при вытяжке световода на установке вытяжки световодов. Операция предварительного сплавления заготовки с нагружающими стержнями на тепломеханическом станке изготовления заготовок с одновременным перетягиванием заготовки в заготовку меньшего диаметра позволяет избежать образования воздушных пузырьков внутри заготовки. Увеличение производительности вытяжки волокна достигается за счет увеличения длины заготовки. С помощью сверления отверстий по направляющим отверстиям, которые образованы пазами при сплавлении исходной заготовки с опорной кварцевой трубой, удается обеспечить необходимую точность расположения на одной прямой линии геометрических центров световедущей жилы и нагружающих стержней на большой длине заготовки. При сверлении без направляющих отверстий длина заготовки для вытяжки световода с нужными характеристиками значительно меньше.
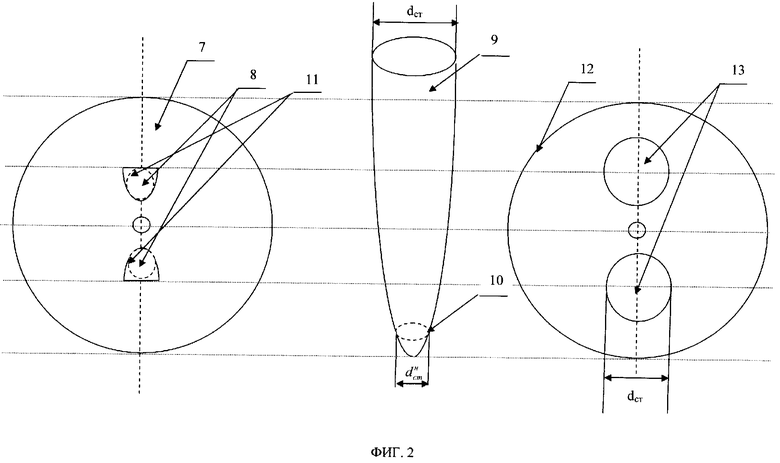
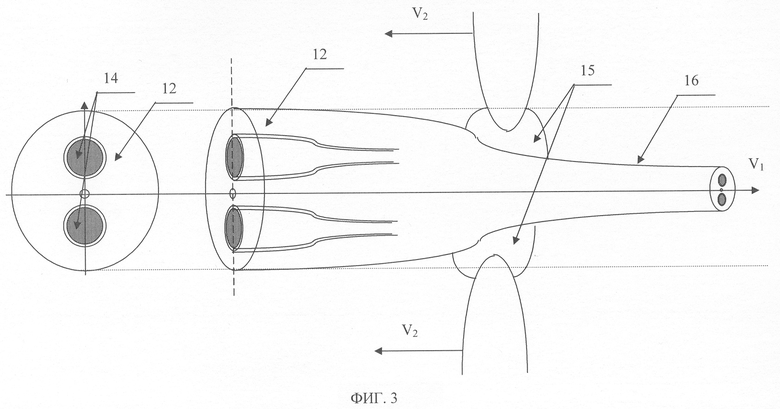
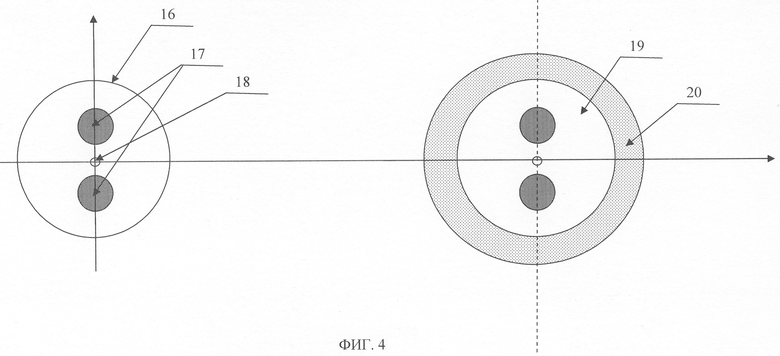
Сущность изобретения поясняется чертежами. На Фиг.1 показан процесс формирования заготовки со сквозными отверстиями вдоль всей длины заготовки. На Фиг.2 показан принцип рассверливания отверстий в заготовке. На Фиг.3 показан процесс сплавления заготовки с нагружающими стержнями с одновременным ее перетягиванием в заготовку меньшего диаметра. На Фиг.4 показан общий вид поперечного сечения заготовки и вытянутого из нее световода «Панда».
Одномодовый волоконный световод, сохраняющий состояние линейной поляризации, типа "Панда" изготавливается следующим образом. Вначале изготавливается исходная заготовка 1 (Фиг.1), содержащая световедущую жилу 2 и внешнюю защитную кварцевую оболочку 3. Световедущая жила обычно состоит из кварцевого стекла, легированного германием. Внешний слой кварцевой оболочки образован опорной кварцевой трубой, а внутренний слой формируется за счет осаждения на внутреннюю поверхность опорной кварцевой трубы (MCVD-метод) чистого кварцевого стекла. Для снижения потерь оптической мощности излучения, распространяющегося по световедущей жиле, вокруг световедущей жилы может наносится дополнительная оболочка, имеющая меньшую чем чистое кварцевое стекло температуру плавления [5], но с показателем преломления, равным показателю преломления чистого кварцевого стекла. Затем с двух диаметрально противоположных сторон в исходной заготовке алмазным кругом на плоскошлифовальном станке прорезаются, например, два полукруглых паза 4 шириной h и глубиной dП, в результате получается заготовка 5. После этого заготовка с прорезанными в ней пазами помещается внутрь опорной кварцевой трубы 6 и сплавляется с ней на тепломеханическом станке изготовления заготовок, в результате получается заготовка 7, в которой после сплавления исходной заготовки с опорной кварцевой трубой образовались два сквозных отверстия 8. При последующем растравливании сквозных отверстий в травильном растворе до необходимого диаметра очень трудно получить отверстия под нагружающие стержни круговой формы. Поэтому в данной ситуации целесообразно использовать сверление отверстий с целью получения сквозных отверстий идеальной круговой формы. Сверление отверстий можно, например, выполнить с помощью алмазного инструмента 9 (Фиг.2), имеющего на одном из своих концов конусообразный участок 10. Алмазный инструмент своим конусообразным участком вставляется в сквозное отверстие в заготовке, занимая положение показанное пунктирной линией 11, и далее производится рассверливание отверстий, используя при этом первичные сквозные отверстия как направляющие, в результате сверления в заготовке 12 получаются отверстия 13 идеальной круглой формы. Условие h≤dП необходимо для того, чтобы при рассверливании отверстий автоматически обеспечивалась одинаковость расстояний круглых отверстий до световедущей жилы, что является обязательным условием получения высоких поляризационных характеристик световода. Геометрические центры сквозных отверстий, получающиеся после сплавления исходной заготовки с пазами, должны лежать на одной прямой линии с геометрическим центром световедущей жилы. Этого можно с высокой степенью точности добиться при нарезании на плоскошлифовальном станке пазов практически на любой длине заготовки, что в результате позволяет получить в конечном счете высокоточное сверление отверстий на большой длине заготовки.
После рассверливания и полировки отверстий в них вставляются нагружающие стержни 14 (Фиг.3). В качестве нагружающих стержней обычно используются стержни, состоящие из кварцевого стекла, легированного бором. Затем заготовка со вставленными в нее нагружающими стержнями помещается на тепломеханический станок изготовления заготовок и подвергается разогреву с помощью газовой горелки 15 (Фиг.3), при этом правый конец заготовки с помощью специального механизма перемещается вправо со скоростью V1, а сама газовая горелка перемещается влево со скоростью V2. С помощью подбора температуры разогрева заготовки со вставленными в нее стержнями и величин скоростей V1 и V2 можно обеспечить перетягивание заготовки со вставленными в нее стержнями в заготовку меньшего диаметра 16 с одновременным сплавлением заготовки с нагружающими стержнями, в результате этой операции мы получаем монолитный кварцевый стержень. При перетягивании и сплавлении с нагружающими стержнями заготовки возможен подбор таких режимов перетягивания, при которых удается избежать образования воздушных пузырьков на границе сплавления нагружающих стержней с заготовкой.
Поперечное сечение перетянутой заготовки содержит нагружающие зоны 17 (Фиг.4) и световедущую жилу 18. Из полученной таким образом заготовки затем на установке вытяжки световодов вытягивается одномодовый волоконный световод "Панда" 19, который защищен полимерным защитно-упрочняющим покрытием 20.
Литература
[1] Yutaka SASAKI "Long-Length Low-Loss Polarization-Maintaining Fibers" Journal of Lightwave technology, vol.LT-5, №9, September, 1987.
[2] Y.Sasaki, K.Tajima, and S.Seikai "26-km-long polarization-maintaining optical fiber" Electron. Lett., vol.23, pp.127-128, 1987.
[3] A.M.Курбатов и др. Способ получения одномодового волоконного световода. Патент РФ №2043313, приоритет изобретения 25.07.1986 г.
[4] A.M.Курбатов Способ получения одномодового волоконного световода. Патент РФ №2164698, дата приоритета 20.11.1998 г.
[5] A.M.Курбатов и др. Заготовка для одномодового волоконного световода, сохраняющего поляризацию излучения. Патент РФ №2062257, дата приоритета 09.04.1990 г.
Изобретение относится к области волоконной оптики и может быть использовано в волоконных линиях связи, а также в волоконных датчиках физических величин. Технической задачей настоящего изобретения является улучшение поляризационных и эксплуатационных характеристик одномодового волоконного световода, а также увеличение производительности вытяжки волокна. В заготовке нарезают пазы шириной h и глубиной dП, причем h≤dП, при этом сквозные отверстия, образовавшиеся в заготовке после сплавления исходной заготовки с опорными кварцевыми трубами используют в качестве направляющих отверстий для производящего сверление и полировку круглых отверстий инструмента. Затем заготовку со вставленными нагружающими стержнями перед вытяжкой световода перетягивают в заготовку меньшего диаметра с одновременным сплавлением ее с нагружающими стержнями. 4 ил.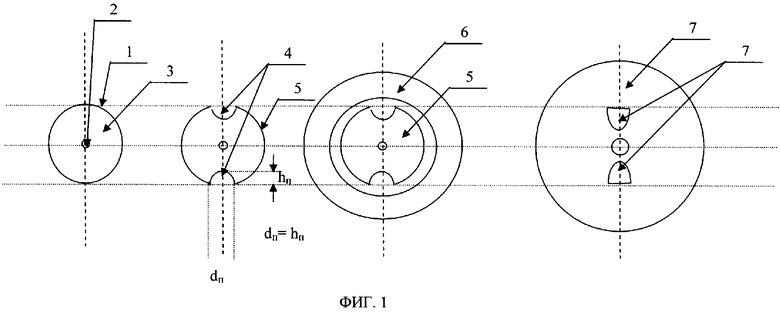
Способ изготовления одномодового световода с линейным двулучепреломлением с нагружающими зонами круговой формы, заключающийся в нарезании с двух диаметрально противоположных сторон двух пазов в исходной заготовке для одномодового световода, сплавлении исходной заготовки с пазами с опорными кварцевыми трубами, помещении в отверстия нагружающих легированных кварцевых стержней, вакуумировании внутренних воздушных полостей в заготовке, сплавлении заготовки с нагружающими стержнями и вытяжке из полученной заготовки световода, отличающийся тем, что пазы нарезают шириной h и глубиной dП, причем h≤dП, при этом сквозные отверстия, образовавшиеся в заготовке после сплавления исходной заготовки с опорными кварцевыми трубами, используют в качестве направляющих отверстий для производящего сверление и полировку круглых отверстий инструмента, после чего заготовку со вставленными нагружающими стержнями перед вытяжкой световода перетягивают в заготовку меньшего диаметра с одновременным сплавлением ее с нагружающими стержнями.
| СПОСОБ ПОЛУЧЕНИЯ ОДНОМОДОВОГО ВОЛОКОННОГО СВЕТОВОДА | 1998 |
|
RU2164698C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННЫХ СВЕТОВОДОВ, СОХРАНЯЮЩИХ ПОЛЯРИЗАЦИЮ ИЗЛУЧЕНИЯ | 1998 |
|
RU2155359C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХЖИЛЬНОГО ОДНОМОДОВОГО СВЕТОВОДА, СОХРАНЯЮЩЕГО ПОЛЯРИЗАЦИЮ ИЗЛУЧЕНИЯ | 2001 |
|
RU2233811C2 |
| ЕР 1148363 A1, 24.10.2001 | |||
| US 5515461 А, 07.05.1996. | |||

