Изобретение относится к машиностроению, и именно к технологии отделочной обработки осей и валиков из алюминия и его сплавов методами последовательного шлифования и электролитно-плазменного полирования.
Наиболее близким по технологической сущности предложенного способа является способ обработки алюминия и его сплавов (SU 1713993 А1, МПК 7 C 25 F 3/04, опубл. 23.02.1992), предназначенный для изготовления диффузного отражателя, включающий анодное травление при температуре 80-100°С и плотности тока 4-5 А/дм2 в электролите, содержащем серную кислоту и хлорид-ионы с последующим осветлением, анодное травление ведут в течение 100-120 минут в водном растворе, содержащем серную кислоту и хлорид натрия, г/л:
с последующим нагревом до 150-200°С, осветляющем в водном растворе азотной кислоты и вакуумной сушкой при комнатной температуре.
Недостаток данного способа состоит в том, что он не обеспечивает высокого качества обрабатываемых поверхностей деталей из алюминия и его сплавов. Длительное анодное травление приводит к значительному растравливанию поверхности. Иногда на полированной поверхности в оптический микроскоп видны ее структура, т.е. отдельные зерна металла, и локальные ямки травления. Это отрицательно сказывается на отражающей способности (потемнению поверхности) и относительном сглаживании обрабатываемой поверхности. Кроме того, обрабатываемая поверхность подвергается интенсивной коррозии с микропитингами. Таким образом, данный способ не решает двуединую задачу: существенное уменьшение шероховатости поверхности и высокое качество полировки деталей.
Сущность предлагаемого способа заключается в том, что применяется комбинированная обработка деталей из алюминия и его сплавов, включающий последовательное шлифование и полирование в электролите.
Техническим результатом предлагаемого изобретения является повышение качества обрабатываемых поверхностей деталей из алюминия и его сплавов за счет значительного уменьшения шероховатости поверхности путем применения операций шлифования и последующей полировки в электролите.
Технический результат достигается тем, что детали частично погружают в электролит, приводят во вращение и производят последовательное шлифование и анодное полирование, причем шлифование осуществляют абразивным кругом до обеспечения шероховатости Ra = 0,10-0,12 мкм, а полирование до Ra = 0,04-0,05 мкм при плотности тока 3-4 А/дм2 и напряжении 270-290 В при следующем соотношении компонентов, мас.%:
и проводят обработку осей и валиков.
Сущность изобретения иллюстрируется чертежом.
В ванну с электролитом 1, содержащем хлориды и имеющем температуру 70-90°С, частично погружается деталь 2 типа оси или валика, установленная в приспособлении 3. Соответствующим подключением источника тока 4 обеспечивается анод на обрабатываемой детали 2 и катод на медном электроде - пластине 5. Ванне с электролитом 1 сообщается режим с плотностью тока 3-4 А/дм2 и напряжением 270-290 В. Электролит 1 имеет следующее соотношение компонентов, мас.%: хлорид калия 2-3; хлорид железа 3-4; соляная кислота 0,1-0,2; вода 94,9-92,8. Деталь 2 подвергается последовательному шлифованию и полированию. Для осуществления процесса шлифования предназначен абразивный круг 6 с характеристикой 92А10НСМ17К6.
Способ комбинированной обработки деталей из алюминия и его сплавов производится следующим образом.
Обрабатываемую деталь 2, установленную в приспособлении 3 (центрах), частично погружают в электролит 1 с температурой 70-90°С, содержащем хлориды калия и железа и использованием малой добавки соляной кислоты, приводят во вращение со скоростью Vд и производят последовательное шлифование и полирование. Через источник тока 4 обеспечиваются анод на обрабатываемой детали 2 и катод на медном электроде - пластине 5. В ванне с электролитом 1 поддерживается режим с плотностью тока 3-4 А/дм2 и напряжением 270-290 В при следующем соотношении компонентов, мас.%: хлорид калия 2-3; хлорид железа 3-4; соляная кислота 0,1-0,2; вода 94,9-92,8. К обрабатываемой детали 2 подводится абразивный круг, который совершает вращение со скоростью Vк и подачу на врезание SВР. Кроме этого абразивный круг 6 производит возвратно-поступательное перемещение SПР вдоль обрабатываемой поверхности детали 2. Силовые линии, идущие от катода - пластины 5 к аноду - детали 2, сосредотачиваются на микровыступах обрабатываемой поверхности, где образующаяся в процессе анодного растворения пленка солей электролита 1 тоньше и оказывает меньшее сопротивление растворенного металла. Это благоприятно сказывается на срезании микровыступов с обрабатываемой поверхности детали 2 абразивными зернами шлифовального круга 6. Процесс шлифования осуществляют до обеспечения шероховатости обрабатываемой поверхности Ra = 0,10-0,12 мкм. После этого шлифовальный круг 6 отходит в исходное положение, а деталь 2 продолжает вращаться при частичном погружении в электролите 1 и производится анодное полирование обрабатываемой поверхности. Учитывая, что разница между микровыступами и микровпадинами незначительная, процесс анодного полирования происходит ровно. В результате обрабатываемая поверхность сглаживания и на ней получается глянец с шероховатостью Ra = 0,04-0,05 мкм. Соотношение компонентов электролита 1 подобрано экспериментальным путем из условия получения высокой отражательной способности и относительного сглаживания обрабатываемой поверхности детали 2.
Кроме этого способ комбинированной обработки деталей из алюминия и его сплавов позволяет повысить производительность, увеличить технологические возможности процесса, исключить деформации и структурные изменения на полированной поверхности, значительно оздоровить и облегчить условия труда рабочих.
Эффективность способа комбинированной обработки деталей из алюминия и его сплавов рассмотрим на примере полирования деталей из деформируемого алюминиевого сплава марок АД33 и АД35. Достигаемые параметры качества поверхности при различных способах обработки следующие (см. таблицу).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2009 |
|
RU2405069C1 |
| СПОСОБ ОБРАБОТКИ ЛОПАТОК ТУРБОМАШИН ИЗ ЖЕЛЕЗОХРОМОНИКЕЛЕВЫХ СПЛАВОВ | 2017 |
|
RU2649128C1 |
| СПОСОБ ПОВЫШЕНИЯ ЭКСПЛУАТАЦИОННЫХ ХАРАКТЕРИСТИК ЛОПАТОК ТУРБОМАШИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2014 |
|
RU2551344C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ С ПОВЕРХНОСТИ ДЕТАЛИ ЗАЩИТНОГО ПОКРЫТИЯ НА ОСНОВЕ АЛЮМИНИЯ И НИКЕЛЯ | 2023 |
|
RU2805723C1 |
| Способ электролитно-плазменного полирования изделий из титановых и железохромоникелевых сплавов | 2019 |
|
RU2706263C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ С ПОВЕРХНОСТИ ДЕТАЛИ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2013 |
|
RU2566139C2 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ДЕТАЛИ | 2019 |
|
RU2715398C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2015 |
|
RU2602903C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛИ | 2019 |
|
RU2725516C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2495967C1 |
Изобретение относится к машиностроению, а именно к технологии отделочной обработки деталей из алюминия и его сплавов, преимущественно осей и валиков, методами шлифования и электролитно-плазменного полирования. Способ включает частичное погружение деталей в электролит, приведение их во вращение, последовательное шлифование и полирование, причем шлифование осуществляют абразивным кругом до обеспечения шероховатости Ra=0,10-0,12 мкм, а полирование до Ra=0,04-0,05 мкм при плотности тока 3-4 А/дм2 и напряжении 270-290 В при следующем соотношении компонентов в электролите, мас.%: хлорид калия 2-3, хлорид железа 3-4, соляная кислота 0,1-0,2, вода 94,9-92,8. Технический результат: повышение качества обрабатываемых поверхностей деталей за счет значительного уменьшения шероховатости поверхности. 1 з.п. ф-лы, 1 табл., 1 ил.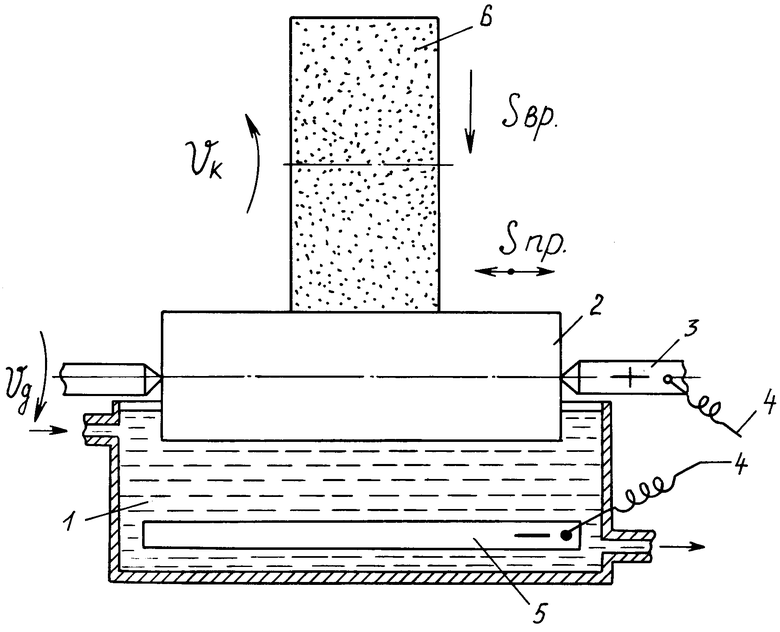
| Способ обработки алюминия и его сплавов | 1988 |
|
SU1713993A1 |
| СПОСОБ ПОЛИРОВАНИЯ ИЗДЕЛИЙ | 1994 |
|
RU2116391C1 |
| US 5028304 A, 02.07.1991. | |||

