Изобретение относится к области получения износостойких и коррозионных покрытий на изделиях из алюминия и его сплавов.
Широкое распространение в приборо- и машиностроении для модифицирования поверхности различных изделий из алюминия и его сплавов нашел метод микродугового оксидирования. Оксидные слои, сформированные данным методом, имеют остаточную пористость. Для повышения износостойкости и коррозионной стойкости в состав покрытия в процессе оксидирования или после вводят полимерную составляющую методами экономически малоэффективными. Это способствует поиску новых путей решения имеющейся проблемы.
Известен способ микродугового оксидирования вентильных металлов и их сплавов, включающий последовательные процессы: микродугового оксидирования, проводимого в щелочном электролите в анодно-катодном режиме при плотности тока 30…70 А/дм2 и соотношении анодного и катодного токов 1.06:2.0; уплотнения покрытия, осуществляемого окунанием изделия с оксидным покрытием в раствор, приготовленного путем растворения фторопласта Ф-32 (ОСТ 6-05-432-78, дисперсность порошка 30…40 мкм) в бутиловом эфире уксусной кислоты, и последующей полимеризацией при температуре 200…300°С [Патент РФ на изобретение №2046157 / Ж.М. Рамазанова, Ю.А. Савельев, А.И. Мамаев // Способ микродугового оксидирования вентильных металлов. - 1995].
Основным недостатком способа является использование токсичных веществ (бутиловый эфир уксусной кислоты).
Известен способ получения композиционных покрытий на алюминии и его сплавах, включающий микродуговое оксидирование в анодном режиме при плотности тока 0.1…1 А/дм2 в электролите, содержащем фосфат и карбонат натрия, и последующее формирование полимерной пленки путем натирания порошкообразного тефлона дисперсностью 5 мкм и последующего отжига при температуре от 280 до 340°С [Патент РФ на изобретение №20680373 / С.В. Гнедиков, В.С. Руднев, Т.П. Яровая, С.Л. Синебрюхов и др. // Способ получения композиционных покрытий на алюминии и его сплавах. - 1996].
Основным недостатком способа является незначительная фиксация порошка тефлона на поверхности оксидного покрытия, что снижает адгезию формируемой полимерной пленки.
Наиболее близким к предлагаемому способу является способ получения защитных покрытий на вентильных металлах и их сплавах, включающий электрохимическую обработку поверхности металла в течение 10 мин при плотности тока 0.5…1 А/см2 в электролите, содержащем растворимый фосфат, тартрат или силикат; нанесение на поверхность посредством окунания в суспензию политетрафторэтилена, содержащую частицы размером 0.2…0.6 мкм в изопропиловом спирте с добавлением смачивателя ОП-10, слоя политетрафторэтилена; последующую термообработку при 320°С [Патент РФ на изобретение №2534123 / С.В. Гнеденков, С.Л. Синебрюхов, Д.В. Машталяр, А.Г. Завидная и др. // Способ получения защитных покрытий на вентильных металлах и их сплавах. - 2014].
Недостатками способа являются низкие механические характеристики формируемого покрытия, что объясняется малой продолжительностью процесса микродугового оксидирования.
Задачей изобретения является разработка способа получения износостойких покрытий на изделиях из алюминия и его сплавов, обеспечивающего формирование на поверхности металла композиционного покрытия, состоящего из оксидов алюминия и политетрафторэтилена.
Техническим результатом является повышение износостойкости и антифрикционных свойств оксидных покрытий.
Поставленная задача решается тем, что согласно предлагаемому решению изделие подвергают микродуговому оксидированию в анодно-катодном режиме при плотности тока 7…7.5 А/дм2 и соотношении анодного и катодного токов 1.0:0.9 в течение 70…75 мин в щелочном электролите, содержащем водные растворы гидроксида натрия и силиката натрия концентрацией 3.5…4 и 11.5…12 г/л соответственно, шлифуют до параметра шероховатости Ra 0.8…1.6, очищают от минеральных и органических загрязнений, пропитывают в ультразвуковой ванне в течение 10-13 мин суспензией политетрафторэтилена Ф-4Д, сушат и термически обрабатывают при температурах 40-50 и 290-300°С в течение 10-12 и 60-62 мин соответственно.
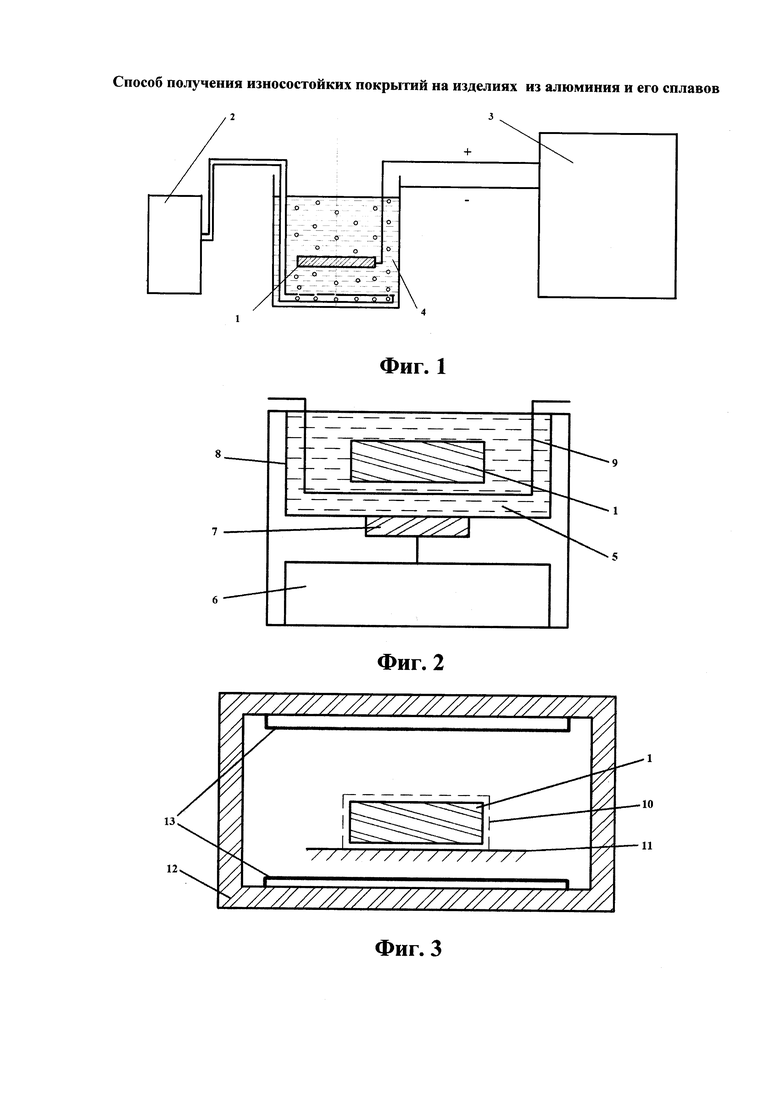
Изобретение поясняется чертежами, на которых представлены схема микродугового оксидирования (Фиг. 1), схема пропитки оксидного покрытия суспензией фторопласта Ф-4Д в ультразвуковой ванне (Фиг. 2), схема сушки и термической обработки (Фиг. 3).
Предлагаемый способ осуществляют следующим образом.
На поверхности детали 1 на установке микродугового оксидирования (Фиг. 1) (источник 3) в анодно-катодном режиме при постоянной плотности тока 7…7.5 А/дм2 и соотношении анодного и катодного токов 1.0:0.9 в течение 70…75 мин формируют оксидное покрытие, при этом деталь погружают в электролитическую ванну 4, заполненную щелочным электролитом, на основе водных растворов гидроксида натрия и силиката натрия концентрацией 3,5-4 и 11,5-12 г/л соответственно. Перемешивание электролита осуществляют с помощью компрессора 2 путем подачи воздуха через шланг в придонную область электролитической ванны. В результате микродугового оксидирования на поверхности изделия образуется покрытие толщиной 50-100 мкм.
После проведения процесса микродугового оксидирования производят последовательную механизированную шлифовку детали с использованием влагостойкой наждачной бумаги зернистостью от Р1000 до Р2000 (ISO-6344) до получения поверхности с параметром шероховатости Ra 0.8…1,6. После чего шлифованную деталь со сформированной на ее поверхности оксидной пленкой подвергают последовательно ультразвуковой очистке в водном 4-6% растворе поверхностно-активных веществ (например Сульфонол - П) и промывке дистиллированной водой в течение 8…10 и 5…7 мин соответственно. Для ультразвуковой очистки изделие располагают на решетке 9 и погружают в ванну 8, заполненную водным раствором поверхностно-активного вещества комнатной температуры. На ванну 8 посредством пьезокерамического преобразователя 7 накладывают ультразвуковые колебания частотой 22 кГц, вырабатываемые генератором 6. Промывку детали осуществляют путем периодического окунания решетки с размещенной на ней деталью в ванну, заполненную дистиллированной водой комнатной температуры. После проведения промывки деталь сушат на воздухе при комнатной температуре.
Далее деталь 1 со сформированной на ее поверхности оксидной пленкой подвергают пропитке (Фиг. 2) в течение 10…13 мин, для чего изделие располагают на решетке 9 и погружают в ванну 8, заполненную суспензией 5 политетрафторэтилена Ф-4Д комнатной температуры. На ванну 8 посредством пьезокерамического преобразователя 7 накладывают ультразвуковые колебания частотой 22 кГц, вырабатываемые генератором 6.
После пропитки политетрафторэтиленом Ф-4Д деталь последовательно подвергают сушке и термической обработке (Фиг. 3), для чего изделие 1 с оксидным покрытием 10, пропитанным политетрафторэтиленом Ф-4Д, размещают на керамической подложке 11, помещенной в муфельной печи 12 с нагревательными элементами 13. Сушку производят при температуре 40…50°С в течение 10…12 мин, обеспечивая тем самым удаление из покрытия излишков влаги, после увеличивают температуру до 290…300°С и в течение 60…62 мин производят термическую обработку для полимеризации политетрафторэтилена.
Выбранные режимы микродугового оксидирования обеспечивают формирование равномерно проплавленного по всей поверхности покрытия: при уменьшении длительности процесса (менее 70 мин) и плотности тока (менее 7 А/дм2) уменьшается толщина покрытия и доля его непроплавленных участков, при увеличении плотности тока (более 7.5 А/дм2) и увеличении длительности процесса оксидирования (свыше 75 мин) увеличивается содержание материала основы в покрытии и количество дефектов. Выбранный тип электролита (щелочной на основе водных растворов гидроксида натрия и силиката натрия с концентрациями 3.5…4 и 11…12 г/л соответственно) для проведения процесса микродугового оксидирования позволит избежать: 1) интенсивного травления покрытия и материала основы, 2) наличия в покрытии элементов, входящих в состав электролита.
Шлифовка поверхности детали со сформированным покрытием до параметра шероховатости Ra 0,8…1,6 позволяет снизить износ в процессе эксплуатации изделия. При шлифовке поверхности детали до параметра шероховатости более Ra=1.6 уменьшается износостойкость оксидного покрытия. Шлифовка до параметра шероховатости Ra менее 0,8 является экономически не целесообразной.
Выбранные режимы ультразвуковой очистки и последующей промывки дистиллированной водой обеспечивают эффективную очистку поверхности оксидного покрытия от минеральных и органических загрязнений. При уменьшении длительности процессов ультразвуковой очистки и промывки дистиллированной водой (менее 8 и 5 мин соответственно) снизится степень очистки поверхности от загрязнений. Увеличение длительности процессов ультразвуковой очистки и промывки дистиллированной водой экономически не целесообразно.
Выбранные режимы ультразвуковой пропитки обеспечивают равномерное заполнение поверхностных дефектов оксидного покрытия изделия суспензией политетрафторэтилена Ф-4Д. При уменьшении длительности ультразвуковой пропитки (менее 10 мин) открытые поры оксидного покрытия полностью не заполняются суспензией политетрафторэтилена Ф-4Д. При увеличении длительности ультразвуковой пропитки (более 13 мин) увеличивается неравномерность заполнения дефектов суспензией политетрафторэтилена Ф-4Д.
Выбранные режимы сушки и термической обработки обеспечивают формирование равномерной по структуре полимерной пленки на поверхности оксидного покрытия изделия. При уменьшении или увеличении температуры и длительности сушки (40…50°С и 10…12 мин соответственно) и термической обработки (290…300°С и 60…62 мин соответственно) в структуре формируемой полимерной пленки появляются дефекты в виде пор, трещин, возможно отслаивание пленки от оксидного покрытия.
Пример выполнения способа получения износостойких покрытий на изделиях из алюминия и его сплавов
На подложке из алюминиевого сплава Д16 методом микродугового оксидирования продолжительностью 75 мин, в анодном-катодном режиме при постоянной плотности тока 7.5 А/дм2 и соотношении анодного и катодного токов 1.0:0.9 в щелочном электролите, на основе водных растворов гидроксида натрия и силиката натрия концентрацией 4 и 12 г/л соответственно, при комнатной температуре формировали оксидное покрытие. Перемешивание электролита осуществляли подачей воздуха в придонную область электролитической ванны (пример 12 табл. 1),,
После проведения процесса микродугового оксидирования производили последовательную механизированную шлифовку детали с использованием влагостойкой наждачной бумаги зернистостью от Р1000 до Р2000 (ISO-6344) до получения поверхности с параметром шероховатости Ra 1, 2. После чего деталь со сформированной на ее поверхности оксидной пленкой подвергали последовательно ультразвуковой очистке в 5% водном растворе Сульфонола-П и промывке дистиллированной водой в течение 8 и 5 мин соответственно. После проведения промывки деталь сушили на воздухе при комнатной температуре.
Далее деталь с оксидным покрытием пропитывали в ультразвуковой ванне УЗВ2-0,16/37 при частоте 22 кГц в течение 12 мин суспензией политетрафторэтилена Ф-4Д. Сушку и термическую обработку проводили в муфельной печи МП-2У при температурах 50° и 300°С в течение 12 и 62 мин соответственно.
Для подтверждения повышения износостойкости покрытий были проведены исследования относительной износостойкости покрытий согласно
ГОСТ 23.208-79, сформированных предлагаемым способом (МДО+УЗ ПТФЭ) и образцов с покрытиями, полученными следующими методами: микродугового оксидирования (МДО) и микродугового оксидирования с последующими окунанием в суспензию и термической обработкой (МДО+О ПТФЭ).
Технологические режимы с результатами измерения износостойкости покрытий для различных примеров осуществления способа приведены в табл. 1.

Как показали результаты опытной проверки, предлагаемый способ получения покрытий на алюминиевом сплаве Д16 позволяет формировать покрытия с более высокими показателями износостойкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения композиционных покрытий на вентильных металлах и их сплавах | 2022 |
|
RU2787330C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ОБРАБОТАННЫЕ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНА И ЕГО СПЛАВОВ | 2014 |
|
RU2567417C1 |
| Способ формирования износостойкого самоприрабатывающегося покрытия на рабочих элементах спирального детандера из алюминиевого сплава | 2020 |
|
RU2741039C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ ТИТАНА И ЕГО СПЛАВОВ | 2014 |
|
RU2581688C2 |
| СПОСОБ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 1992 |
|
RU2046157C1 |
| СПОСОБ ФОРМИРОВАНИЯ КЕРАМИЧЕСКОГО ПОКРЫТИЯ НА ОСНОВЕ ДИОКСИДА ЦИРКОНИЯ НА ИЗДЕЛИИ ИЗ ТИТАНОВОГО СПЛАВА | 2015 |
|
RU2607390C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ НА СПЛАВАХ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2013 |
|
RU2527110C1 |
| КЕРАМИЧЕСКОЕ ПОКРЫТИЕ, ПОДОШВА УТЮГА И СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ПОКРЫТИЯ НА ИЗДЕЛИЯХ ИЗ АЛЮМИНИЯ ИЛИ ЕГО СПЛАВОВ | 2000 |
|
RU2213166C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИТНЫХ ПОЛИМЕР-ОКСИДНЫХ ПОКРЫТИЙ НА ВЕНТИЛЬНЫХ МЕТАЛЛАХ И ИХ СПЛАВАХ | 2011 |
|
RU2483144C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ ВЕНТИЛЬНЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ | 1995 |
|
RU2085615C1 |
Изобретение относится к области получения износостойких и коррозионно-стойких покрытий на изделиях из алюминия и его сплавов. Способ характеризуется тем, что изделие подвергают микродуговому оксидированию в анодно-катодном режиме при плотности тока 7-7,5 А/дм2 и соотношении анодного и катодного токов 1,0:0,9 в течение 70-75 мин в щелочном электролите, содержащем водные растворы гидроксида натрия и силиката натрия концентрацией 3,5-4 и 11,5-12 г/л соответственно, шлифуют до параметра шероховатости Ra 0,8-1,6, очищают от минеральных и органических загрязнений, пропитывают в ультразвуковой ванне в течение 10-13 мин суспензией политетрафторэтилена Ф-4Д, сушат и термически обрабатывают при температурах 40-50 и 290-300°С в течение 10-12 и 60-62 мин соответственно. Техническим результатом является повышение износостойкости и антифрикционных свойств покрытий. 3 ил., 1 табл., 1 пр.
Способ получения износостойких покрытий на изделиях из алюминия и его сплавов, характеризующийся тем, что изделие подвергают микродуговому оксидированию в анодно-катодном режиме при плотности тока 7-7,5 А/дм2 и соотношении анодного и катодного токов 1,0:0,9 в течение 70-75 мин в щелочном электролите, содержащем водные растворы гидроксида натрия и силиката натрия концентрацией 3,5-4 и 11,5-12 г/л соответственно, шлифуют до параметра шероховатости Ra 0,8-1,6, очищают от минеральных и органических загрязнений, пропитывают в ультразвуковой ванне в течение 10-13 мин суспензией политетрафторэтилена Ф-4Д, сушат и термически обрабатывают при температурах 40-50 и 290-300°С в течение 10-12 и 60-62 мин соответственно.
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОСТОЙКИХ ИЗОЛЯЦИОННЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2003 |
|
RU2237758C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПРИВАЛОЧНЫХ ПЛОСКОСТЕЙ ГОЛОВОК БЛОКА ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2274537C1 |
| СПОСОБ МИКРОДУГОВОГО ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ПОКРЫТИЯ НА АЛЮМИНИИ И ЕГО СПЛАВАХ | 2011 |
|
RU2466218C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ВЕНТИЛЬНЫХ МЕТАЛЛАХ И ИХ СПЛАВАХ | 2013 |
|
RU2534123C9 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ОБРАБОТКИ СПЛАВОВ АЛЮМИНИЯ | 2013 |
|
RU2528285C1 |
| US 2006013986 A1, 19.01.2006. | |||

