Настоящее изобретение относится к способу изготовления и устройству для высокоскоростного изготовления оптических волокон с высококачественным покрытием и к оптическим волокнам с покрытием, слои покрытия которых обладают повышенной гладкостью поверхности.
Описание уровня техники
Традиционно, оптические волокна с покрытием изготавливают следующим способом. При первом способе заготовку оптического волокна (т.е. исходный материал) плавят при температуре около 2000°С для формирования оптического волокна без покрытия путем вытягивания. Затем оптическое волокно без покрытия пропускают через систему охлаждения, чтобы снизить температуру оптического волокна без покрытия примерно до 100°С или ниже. После этого, оптическое волокно без покрытия покрывают смолой, отверждаемой ультрафиолетом, или термореактивной смолой с помощью системы покрытия смолой, и отверждают смолу с использованием системы отверждения смолы, в результате чего получают оптическое волокно с покрытием. Это оптическое волокно с покрытием наматывают на приемную бобину через ролики.
Для увеличения производительности применяется высокоскоростное вытягивание. Однако при высокой скорости вытягивания, 400 м/мин или вьпие, возрастает величина смещения оптического волокна в поперечном направлении (т.е. перпендикулярном к направлению протяжки волокна). В этом случае, (i) оптическое волокно может соприкасаться с ниппелем системы покрытия смолой, что снижает прочность оптического волокна, или (ii) толщина слоя покрытия становится неоднородной, что ухудшает характеристики, относящиеся к поперечному (боковому) давлению. В данном случае, увеличение скорости потока (i) газа для охлаждения оптического волокна без покрытия или с покрытием и (ii) газа для продувки в системе отверждения смолы приводит к увеличению смещения оптического волокна, поскольку оптическое волокно вибрирует под действием потока упомянутых газов. Можно предположить и другие причины данного явления, но авторы настоящего изобретения обнаружили, что гладкость поверхности первого ролика, которого касается оптическое волокно с покрытием, также оказывает влияние на перемещение оптического волокна в поперечном направлении.
В порядке решения вышеупомянутой проблемы, в японском патенте №2863071 описан процесс изготовления оптического волокна с покрытием путем формирования слоя покрытия вокруг стержня оптического волокна без покрытия и наматывания этого волокна с использованием твердых тел, например, роликов, в системе намотки, где шероховатость поверхности первого твердого тела, которого касается оптическое волокно с покрытием, составляет 0,6 мкм или менее. Задачей этого изобретения является уменьшение (i) смещения оптического волокна в поперечном направлении и (ii) неоднородности толщины слоя покрытия, и использование твердого тела с гладкой поверхностью подавляет поперечное перемещение или вибрацию оптического волокна, обусловленное неровностью поверхности твердого тела.
Однако, хотя вышеупомянутое традиционное изобретение имело своей задачей уменьшение поперечного перемещения оптического волокна и неоднородности толщины слоя покрытия, указанное традиционное изобретение не ставило перед собой задачу повышения гладкости поверхности оптического волокна с покрытием. Кроме того, в японском патенте №2863071 идет речь о шероховатости поверхности только первого твердого тела, с которым соприкасается оптическое волокно с покрытием, но не уделяется внимание шероховатости поверхности других твердых тел, с которыми оптическое волокно поочередно соприкасается по мере протяжки, и твердых тел, используемых в других процессах, помимо процесса вытягивания, например, твердых тел, с которыми оптическое волокно соприкасается в процессе перемотки.
Кроме того, в вышеупомянутом патенте не исследованы такие параметры, как температура поверхности и модуль Юнга оптического волокна.
В процессе вытягивания оптического волокна с покрытием, температура слоя покрытия оптического волокна с покрытием после прохождения через УФ лампу (т.е. устройство УФ излучения) превышает комнатную температуру, и такое оптическое волокно с покрытием нагретое до высокой температуры, соприкасается с твердыми телами, например, натяжным приспособлением (куда поступает волокно) и системой предотвращения обрыва (содержащей плавающий ролик) до того, как будет намотано на приемную бобину (т.е. посредством намоточной системы или машины).
В целом, натяжное приспособление, система предотвращения обрыва, ролик линии протяжки и приемная бобина выполнены из металла. Например, железо (Fe) имеет модуль Юнга 60000 МПа (мегапаскаль), хотя это значение изменяется в зависимости от качества материала. Нержавеющая сталь и алюминий имеют модуль Юнга того же порядка. Можно использовать и другие материалы, например, керамику; однако, все эти материалы являются твердыми и имеют модуль Юнга порядка несколько десятков тысяч МПа.
С другой стороны, поверхность наружного слоя покрытия оптического волокна с покрытием имеет модуль Юнга порядка нескольких сотен МПа, тогда как, согласно вышесказанному, модуль Юнга каждого твердого тела, с которым соприкасается оптическое волокно, составляет несколько десятков тысяч МПа. Очевидно, что прижатие твердого тела к более мягкому материалу (т.е. слою покрытия оптического волокна) вызывает деформацию более мягкого слоя покрытия. В частности, при высокой температуре наружного слоя покрытия оптического волокна с покрытием, такой контакт с твердым телом приводит к заметным эффектам на слое покрытия.
Поэтому, при контакте оптического волокна с покрытием с твердыми телами, имеющими недостаточно гладкие поверхности, возникают неровности поверхности оптического волокна с покрытием. В результате, получается некачественное изделие, неровности поверхности которого можно легко наблюдать, что существенно снижает его рыночную стоимость.
Кроме того, оптическое волокно с покрытием обычно окрашивают цветными чернилами, чтобы отличать волокна друг от друга, например, когда оптические волокна с покрытием используют для изготовления оптического кабеля, шнура, шлейфа или ленты. Небольшие неровности поверхности оптического волокна могут приводить к снижению производительности окрашивания цветными чернилами.
Сущность изобретения
Ввиду вышеописанных проблем, возникающих при изготовлении волокна, задачами настоящего изобретения является обеспечение способа изготовления оптического волокна с покрытием, содержащего следующие этапы, на которых формируют оптическое волокно без покрытия из заготовки оптического волокна, формируют первичный слой покрытия вокруг оптического волокна без покрытия, формируют вторичный слой покрытия вокруг первичного слоя покрытия, наматывают оптическое волокно с покрытием через твердые тела, предпочтительно ролики на приемную бобину, при этом, обеспечивая при значении модуля Юнга не более 500 МПа шероховатость поверхности каждого из указанных твердых тел, с которым контактирует вторичный слой оптического волокна с покрытием во время вытягивания и перенамотки не более 0,8 мкм для обеспечения возможности формирования волокна со средней шероховатостью поверхности не более 0,2 мкм для последующей окраски.
Таким образом, имеется возможность изготавливать оптическое волокно с покрытием, обладающее повышенной гладкостью поверхности и обеспечивающее повышенную производительность окрашивания цветными чернилами.
Согласно второму аспекту изобретения заявлено оптическое волокно, изготавливаемое в соответствии с вышеуказанным способом изготовления, которое имеет среднюю шероховатость поверхность 0,2 мкм для последующей окраски указанного оптического волокна.
Согласно третьему аспекту изобретения предусмотрено оптическое волокно с покрытием, изготавливаемое в соответствии с вышеуказанным способом изготовления, которое имеет среднюю шероховатость поверхности не более 0,15 мкм для последующей окраски указанного оптического волокна. Согласно четвертому аспекту изобретения предусмотрен способ изготовления оптического волокна с покрытием, содержащий следующие этапы, на которых формируют оптическое волокно без покрытия из заготовки оптического волокна, формируют первичный слой покрытия вокруг оптического волокна без покрытия, формируют вторичный слой покрытия вокруг первичного слоя покрытия и наматывают оптическое волокно с покрытием через твердые тела на приемную бобину, в котором при выполнении, по меньшей мере, одного из условий, а именно, температура вторичного слоя покрытия составляет меньше 35°С, и модуль Юнга вторичного слоя покрытия превышает 500 МПа, шероховатость поверхности каждого твердого тела, с которым контактирует вторичный слой оптического волокна с покрытием во время вытягивания и перенамотки, составляет не более 1,2 мкм для обеспечения возможности формирования волокна со средней шероховатостью поверхности не более 0,2 мкм для последующей окраски.
Соответственно, можно повысить гладкость и производительность окрашивания (цветными чернилами) наружного слоя покрытия оптического волокна с покрытием и, одновременно, снизить производственные затраты.
Согласно пятому аспекту изобретения обеспечивается оптическое волокно с покрытием, изготавливаемое в соответствии со способом согласно четвертому аспекту изобретения, в котором оптическое волокно с покрытием имеет среднюю шероховатость поверхности не более 0,2 мкм для последующей окраски волокна.
Согласно шестому аспекту изобретения обеспечивается оптическое волокно с покрытием, изготавливаемое в соответствии со способом по четвертому аспекту изобретения, в котором оптическое волокно с покрытием имеет среднюю шероховатость поверхности не более 0,15 мкм для последующей окраски указанного волокна.
Согласно еще одному аспекту изобретения предусмотрено устройство для изготовления оптического волокна с покрытием, содержащее вытяжную печь для плавления заготовки оптического волокна и формирования оптического волокна без покрытия; систему охлаждения для охлаждения сформированного оптического волокна без покрытия; первую систему покрытия смолой для покрытия оптического волокна без покрытия смолой, которая функционирует в качестве первичного слоя покрытия оптического волокна с покрытием, первую систему отверждения для отверждения смолы для первичного слоя покрытия, вторую систему покрытия смолой для покрытия оптического волокна без покрытия смолой, которая функционирует в качестве вторичного слоя покрытия оптического волокна с покрытием; вторую систему отверждения для отверждения смолы для вторичного слоя покрытия; и твердые тела, предпочтительно ролики, образующие линию протяжки, по которой оптическое волокно с покрытием поступает на приемную бобину, в котором шероховатость поверхности каждого твердого тела, предпочтительно роликов с которым контактирует, вторичный слой оптического волокна с покрытием во время вытягивания и перенамотки составляет не более 0,8 мкм для обеспечения возможности формирования волокна со средней шероховатостью поверхности не более 0,2 мкм для последующей окраски.
Согласно вышеописанному устройству, гладкость наружного слоя покрытия оптического волокна с покрытием можно повысить. Поэтому, имеется возможность изготавливать оптическое волокно с покрытием, обладающее повышенной гладкостью поверхности и повышенной производительностью окрашивания цветными чернилами.
Согласно следующему аспекту изобретения предусмотрено оптическое волокно с покрытием, изготавливаемое вышеуказанным устройством для изготовления оптического волокна с покрытием, в котором указанное оптическое волокно с покрытием имеет среднюю шероховатость поверхность не более 0,2 мкм для последующей окраски указанного оптического волокна. Согласно следующему аспекту изобретения предусмотрено оптическое волокно с покрытием, изготавливаемое вышеуказанным устройством для изготовления оптического волокна с покрытием, в котором указанное оптическое волокно имеет среднюю шероховатость поверхности не более 0,15 мкм для последующей окраски указанного оптического волокна. Согласно еще одному аспекту изобретения предусмотрено устройство для изготовления оптического волокна с покрытием, содержащее вытяжную печь, в которой осуществляется плавление заготовки оптического волокна и формирование оптического волокна без покрытия; систему охлаждения для охлаждения сформированного оптического волокна без покрытия; первую систему покрытия смолой для покрытия оптического волокна без покрытия смолой, которая функционирует в качестве первичного слоя покрытия оптического волокна с покрытием, первую систему отверждения для отверждения смолы для первичного слоя покрытия, вторую систему покрытия смолой для покрытия оптического волокна без покрытия смолой, которая функционирует в качестве вторичного слоя покрытия оптического волокна с покрытием; вторую систему отверждения для отверждения смолы для вторичного слоя покрытия; и твердые тела, предпочтительно ролики, образующие линию протяжки, по которой оптическое волокно с покрытием поступает на приемную бобину, в котором при выполнении, по меньшей мере, одного из условий, а именно, температура вторичного слоя покрытия равна комнатной температуре, и модуль Юнга вторичного слоя покрытия превышает 500 МПа, шероховатость поверхности каждого твердого тела, с которым контактирует вторичный слой оптического волокна с покрытием во время вытягивания и перенамотки, составляет не более 1,2 мкм для обеспечения возможности формирования волокна со средней шероховатостью поверхности не более 0,2 мкм для последующей окраски.
Соответственно, можно повысить гладкость и производительность окрашивания (цветными чернилами) наружного слоя покрытия оптического волокна с покрытием и, одновременно, снизить производственные затраты.
Согласно следующему аспекту изобретения предусмотрено оптическое волокно с покрытием, изготавливаемое вышеуказанным устройством для изготовления оптического волокна с покрытием, в котором указанное оптическое волокно с покрытием имеет среднюю шероховатость поверхности не более 0,2 мкм для последующей окраски волокна.
Согласно следующему аспекту изобретения предусмотрено оптическое волокно с покрытием, изготавливаемое вышеуказанным устройством для изготовления оптического волокна с покрытием, в котором оптическое волокно с покрытием имеет среднюю шероховатость поверхности не более 0,15 мкм для последующей окраски волокна.
Краткое описание чертежей
На фиг.1 представлена схема устройства для изготовления оптического волокна с покрытием, согласно варианту осуществления изобретения.
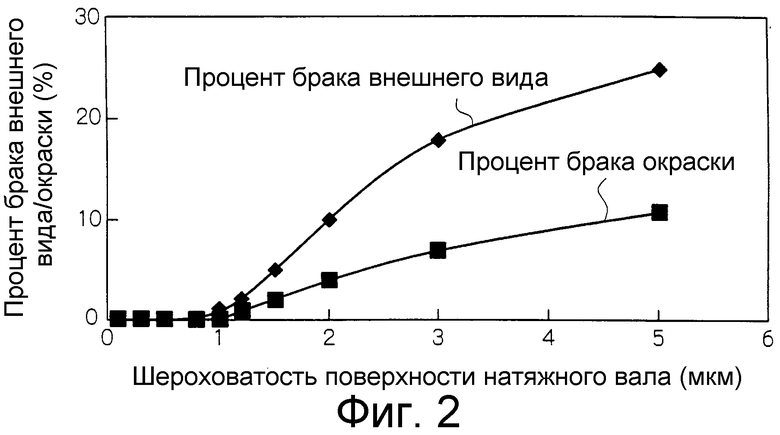
На фиг.2 изображен график соотношения между шероховатостью поверхности натяжного вала и процентом брака в отношении внешнего вида и окраски оптического волокна с покрытием.
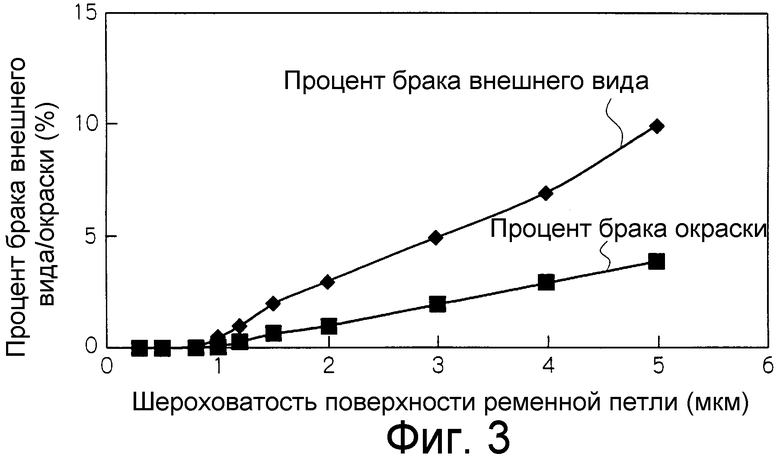
На фиг.3 изображен график соотношения между шероховатостью поверхности натяжной ременной петли и процентом брака в отношении внешнего вида и окраски оптического волокна с покрытием.
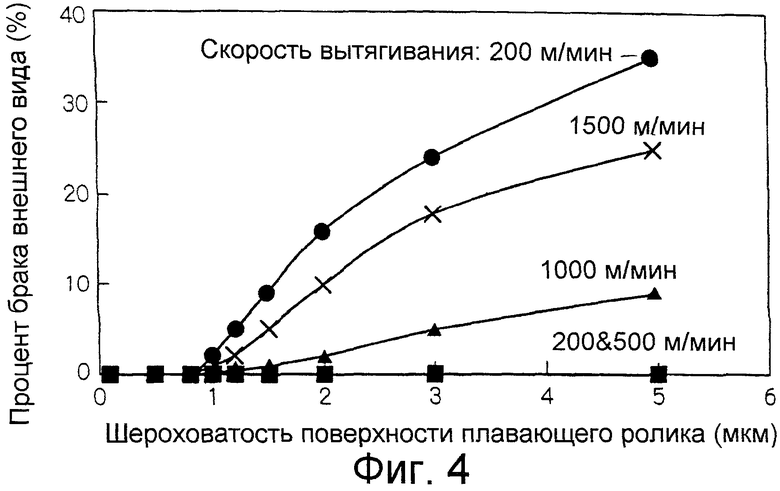
На фиг.4 представлен график соотношения между шероховатостью поверхности плавающего ролика и процентом брака внешнего вида оптического волокна с покрытием, которое определяют при разных скоростях вытягивания.
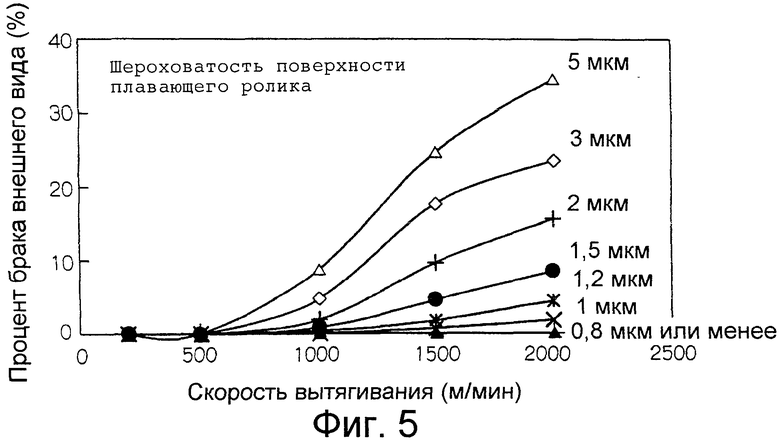
На фиг.5 представлен график соотношения между скоростью вытягивания и процентом брака внешнего вида оптического волокна с покрытием, которое определяют при разной степени шероховатости поверхности плавающего ролика.
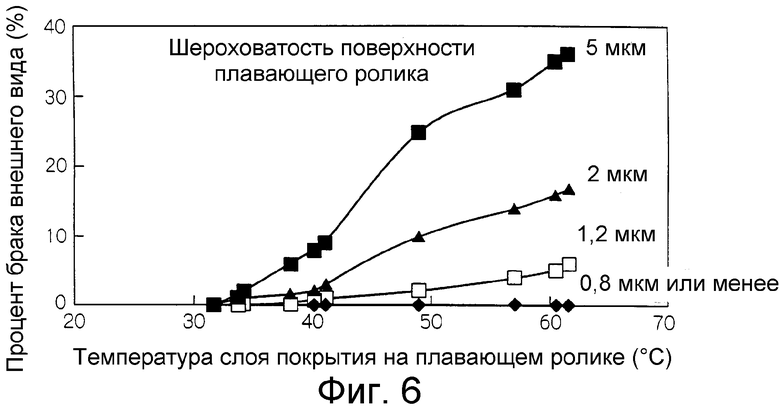
На фиг.6 представлен график соотношения между температурой вторичного слоя покрытия, измеренной на плавающем ролике, и процентом брака внешнего вида оптического волокна с покрытием, которое определяют при разной степени шероховатости поверхности плавающего ролика.
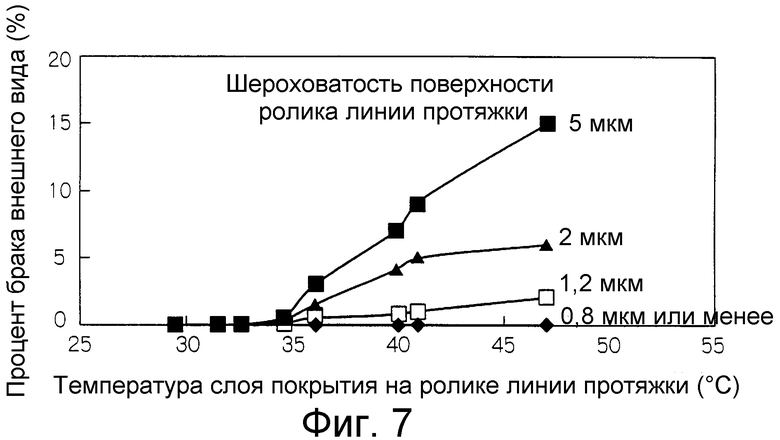
На фиг.7 представлен график соотношения между температурой вторичного слоя покрытия, измеренной на ролике линии протяжки и процентом брака внешнего вида оптического волокна с покрытием, которое определяют при разной степени шероховатости поверхности ролика линии протяжки.
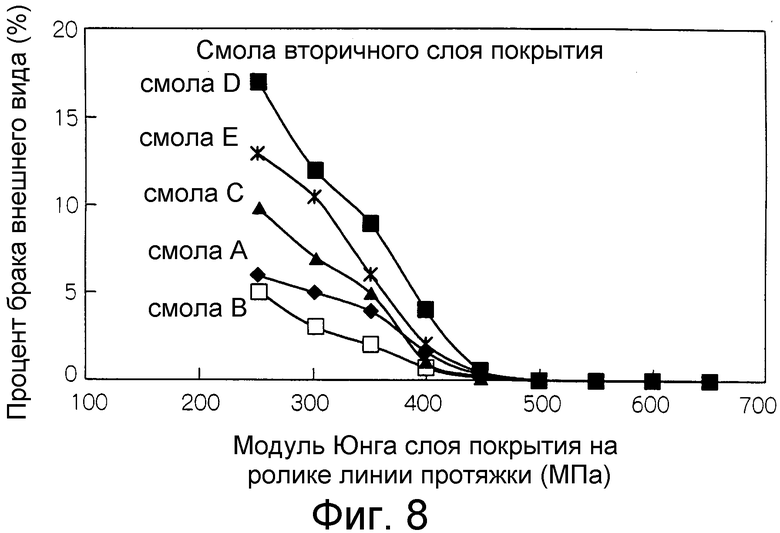
На фиг.8 представлен график соотношения между модулем Юнга слоя вторичного смоляного покрытия, измеренного на ролике линии протяжки и процентом брака внешнего вида оптического волокна с покрытием.
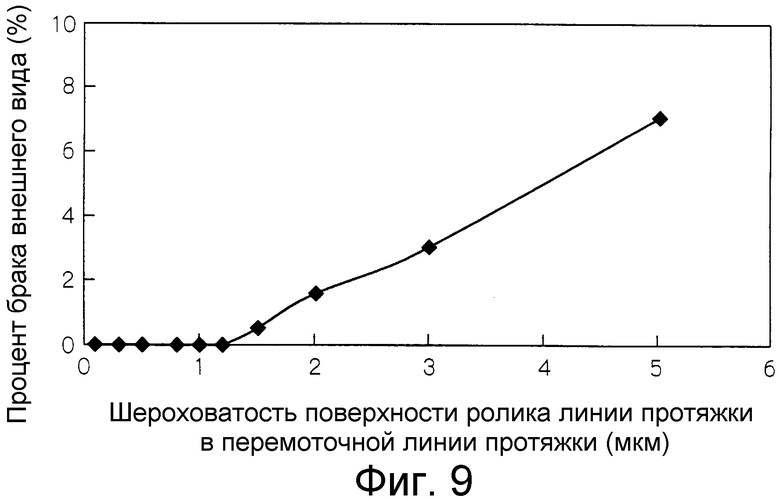
На фиг.9 представлен график соотношения между шероховатостью поверхности ролика линии протяжки на перемоточной линии протяжки и процентом брака внешнего вида оптического волокна с покрытием.
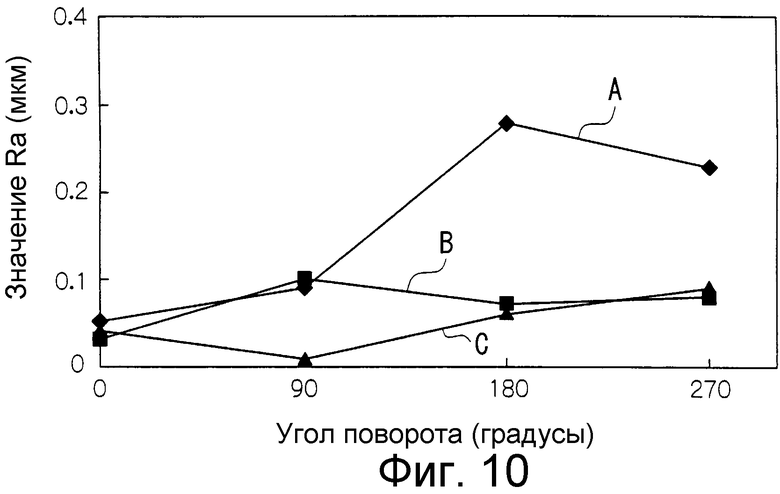
На фиг.10 представлен график, иллюстрирующий результаты измерений шероховатости поверхности оптического волокна с покрытием, полученные с помощью лазерного микроскопа.
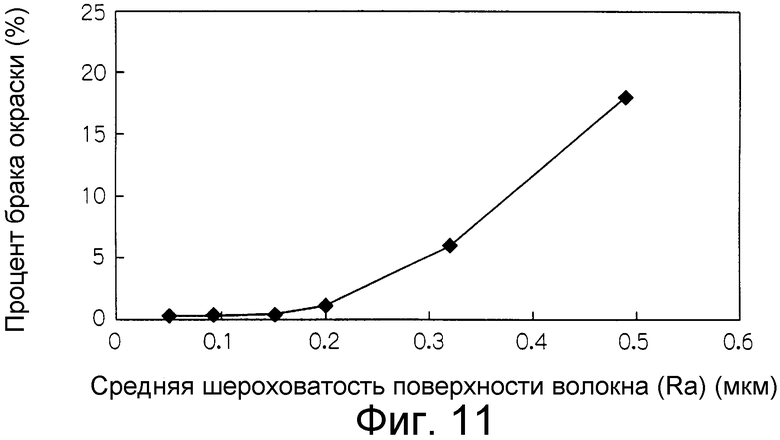
На фиг.11 представлен график соотношения между шероховатостью поверхности оптического волокна с покрытием и процентом брака в отношении окраски оптического волокна с покрытием.
Описание предпочтительных вариантов осуществления изобретения
Ниже приведено описание вариантов осуществления настоящего изобретения со ссылкой на чертежи.
На фиг.1 представлен вариант осуществления устройства для изготовления оптического волокна с покрытием.
На фиг.1, позиция 1 обозначает заготовку оптического волокна, указанную заготовку 1 плавят в вытяжной печи 2 для формирования стержня оптического волокна 3. Наружный диаметр стержня оптического волокна 3 измеряют с помощью устройства 4 измерения наружного диаметра. Стержень оптического волокна 3 направляют в систему охлаждения 5 для охлаждения волокна, после чего волокно направляют в первую систему 6 покрытия смолой.
В первой системе 6 покрытия смолой оптическое волокно 3 покрывают смолой для формирования слоя покрытия вокруг оптического волокна без покрытия. Затем оптическое волокно подают в первую систему 7 отверждения, в которой смола отверждается, образуя первичный слой покрытия. Первичное покрытие оптического волокна дополнительно покрывают смолой с помощью второй системы 8 покрытия смолой, и эта смола отверждается во второй системе 9 отверждения, образуя вторичный слой покрытия (соответствующий наружному слою покрытия настоящего изобретения). Согласно вышеупомянутому процессу, изготавливают оптическое волокно 10 с покрытием.
Устройство для изготовления оптического волокна 10 с покрытием, в основном, скомпоновано в продольном направлении; однако поворотный ролик 11 изменяет направление оптического волокна 10 с покрытием на 90 градусов, после чего оптическое волокно наматывается на приемную бобину 14 через натяжное приспособление 12 и систему 13 предотвращения обрыва.
Натяжное приспособление 12 обычно работает на постоянной скорости; однако флуктуации наружного диаметра оптического волокна 10 с покрытием приводят к небольшим отклонениям скорости подачи волокна. В соответствии с этими отклонениями скорости, удерживаемая длина оптического волокна 10 с покрытием регулируется посредством системы 13 предотвращения обрыва, и скорость намотки волокна на приемную бобину 14 также изменяется.
Дополнительно, натяжное приспособление 12, система 13 предотвращения обрыва и приемная бобина 14 имеют соответствующие положения и угол ввода оптического волокна, и ролик 15 линии протяжки используется для формирования предпочтительной линии протяжки, позволяющей реализовать заданное положение и угол ввода.
В качестве материала покрытия для оптического волокна 10 с покрытием, обычно, используют смолу, отверждаемую УФ (т.е. УФ-смолу), хотя можно использовать и термореактивную смолу. Кроме того, оптическое волокно без покрытия, имеющее наружный диаметр 125 мкм, обычно покрывают двумя слоями УФ-смолы, чтобы наружный диаметр оптического волокна с покрытием составлял 240-250 мкм. В этой структуре внутренний слой является мягким слоем, модуль Юнга которого составляет приблизительно от 0,3 до 1,2 МПа (мегапаскаль), тогда как наружный слой является твердым слоем, модуль Юнга которого составляет приблизительно от 600 до 950 МПа. Вышеприведенные значения модуля Юнга определены при комнатной температуре (23°С).
В качестве УФ-смолы можно использовать эпоксиполиакрилат, бутадиенполиакрилат или эфирполиакрилат; однако, в основном, используется уретанполиакрилат. УФ-смолу отверждают с помощью устройства УФ излучения (т.е. УФ лампы), переводя ее из текучего (жидкого) состояния в твердое.
В большинстве случаев, эта реакция отверждения является экзотермической реакцией, и УФ лампа излучает не только УФ свет, но также видимый и инфракрасный свет. Этим объясняется высокая температура УФ-смолы в процессе и сразу по окончании процесса отверждения. Температура зависит от типа и состава смолы и от интенсивности УФ облучения; однако в обычном процессе отверждения при вытягивании волокна, температура составляет примерно от 120 до 200°С.
Подходящую скорость вытягивания определяют, исходя из размера заготовки, охлаждающей способности, производительности натяжного приспособления, производительности контроллера и т.п. Выходная мощность и количество ламп в УФ лампе также определяют надлежащим образом, чтобы получить нужную твердость смолы.
Согласно фиг.1, оптическое волокно 10 с покрытием соприкасается с поворотным роликом 11, натяжным валом 12а, натяжной ременной петлей 12b, плавающим роликом 13а и роликом 15 линии протяжки, причем все эти ролики и другие приспособления являются твердыми телами. Температура смолы (т.е. температура участка смолы) и модуль Юнга оптического волокна 10 с покрытием различны в разных местах контакта с твердыми телами.
Настоящее изобретение позволяет оптимизировать шероховатость поверхности твердых тел, с которыми соприкасается оптическое волокно 10 с покрытием, и предусматривает способ изготовления и устройство для изготовления оптического волокна с покрытием, обладающего повышенной гладкостью поверхности смоляного покрытия, и которое можно окрашивать цветными чернилами с высокой производительностью окрашивания. Предпочтительно, чтобы шероховатость поверхности твердых тел, с которыми первоначально соприкасается оптическое волокно с покрытием, составляла 0,8 мкм или менее.
Согласно исследованию соотношений между (i) температурой смолы и модулем Юнга наружного смоляного покрытия оптического волокна 10 с покрытием и (ii) шероховатостью поверхности твердых тел, когда температура наружного слоя покрытия оптического волокна с покрытием составляет 35°С или выше, или когда модуль Юнга наружного слоя покрытия оптического волокна с покрытием составляет 500 МПа или ниже, предпочтительно, чтобы шероховатость поверхности твердых тел, с которыми первоначально соприкасается оптическое волокно с покрытием, составляла 0,8 мкм или менее.
Кроме того, наружный слой покрытия оптического волокна 10 с покрытием может соприкасаться с твердыми телами, когда слой покрытия находится при комнатной температуре. Чтобы волокно, протягиваемое от поворотного ролика к приемной бобине, имело комнатную температуру или температуру, близкую к обычной температуре, можно, например, обеспечить достаточное расстояние между УФ лампой и поворотным роликом или предусмотреть трубу охлаждения между УФ лампой и поворотным роликом.
Когда слой вторичного смоляного покрытия оптического волокна 10 с покрытием находится при комнатной температуре, или когда модуль Юнга слоя вторичного смоляного покрытия оптического волокна с покрытием существенно выше 500 МПа, предпочтительно, чтобы шероховатость поверхности твердых тел, с которыми соприкасается оптическое волокно 10 с покрытием, составляла 1,2 мкм или менее.
Рассмотрев приведенные ниже примеры, можно понять, почему предпочтение отдается таким значениям шероховатости поверхности.
Гладкость поверхности в настоящем варианте осуществления определяют согласно JIS-B0601 (JIS: Японские промышленные стандарты) и измеряют с помощью оптического или контактного устройства измерения шероховатости поверхности. Измеренному значению неровности поверхности каждого ролика присваивают индекс, указывающий степень гладкости поверхности ролика.
Ролик можно изготавливать из любого материала, обеспечивающего высокую износостойкость, механическую прочностью и т.п., при этом предпочтительно использовать металл, керамику, твердые пластмассы, конструкционные пластмассы и т.п.
Для получения повышенной гладкости поверхности каждого ролика, предпочтительно подвергать ролик процессу упрочнения-покрытия, в котором на предварительно отполированную поверхность ролика наносят тонкую пленку из металла или подобного материала. Для формирования тонкой металлической пленки предпочтительно использовать метод плакирования, например, хромирование, ХОП (химическое осаждение из паровой фазы), плакирование путем химического восстановления и т.п.; однако никаких особых ограничений не предусмотрено. В качестве материала покрытия можно использовать любой материал, в соответствии с размером и материалом ролика. Кроме того, для получения гладкой поверхности ролика можно применять только полировку или только формирование тонкой пленки.
Рассмотрим конкретные примеры.
Пример 1
Оптическое волокно с покрытием изготовили с использованием оптического волокна без покрытия, которое представляет собой одномодовое оптическое волокно, имеющее наружный диаметр 125 мкм, диаметр поля моды 9,2 мкм и длину волны отсечки 1,25 мкм. В качестве материала покрытия, использовали уретанполиакрилат, отверждаемый УФ. Наружный диаметр первичного слоя покрытия составлял 190 мкм, и наружный диаметр вторичного слоя покрытия составлял 245 мкм.
Скорость вытягивания составляла 1500 м/мин. УФ лампа была установлена в положении R, указанном на фиг.1. Это положение R указывает точку отсчета положения УФ лампы, соответствующую нижней точке второй системы 9 отверждения. В качестве устройства измерения температуры для измерения температуры слоя покрытия использовали систему высокоскоростного измерения температуры (наименование изделия "Non-tact II") для измерения в линейных устройствах, производства IRCON CO., LTD.
Все твердые тела, соприкасающиеся с оптическим волокном, прошедшим через вторую систему 9 отверждения, т.е. поворотный ролик 11, натяжное приспособление 12, система 13 предотвращения обрыва, ролик 15 линии протяжки и приемная бобина 14, имели шероховатость поверхности 0,1 мкм или менее, которую измеряли на участке соприкосновения каждого твердого тела с оптическим волокном 10 с покрытием. Поверхности этих твердых тел были обработаны путем плакирования прочным слоем хрома, нанесенным на поверхность из железа. Кроме того, ременная петля 12b натяжного приспособления 12 была выполнена из уретанового каучука и имела шероховатость поверхности 0,3 мкм.
Пример 2
Скорость вытягивания варьировали в пределах от 200 до 2000 м/мин. Другие условия изготовления оптического волокна с покрытием остались такими же, как в Примере 1.
Пример 3
Систему 9 вторичного отверждения перенесли из точки отсчета R в продольном направлении (в направлении размещения устройств от устройства 4 измерения наружного диаметра до УФ лампы 9). Другие условия изготовления оптического волокна с покрытием остались такими же, как в Примере 1.
Сравнительный пример 1
Поверхность натяжного вала 12а натяжного приспособления 12 подвергли обдувке песком, при которой металлическую поверхность обдували твердыми частицами песка, чтобы сделать ее неровной), после чего поверхность надлежащим образом полировали, чтобы придать ей ту или иную шероховатость. Другие условия изготовления оптического волокна с покрытием остались такими же, как в Примере 1.
Сравнительный пример 2
Шероховатость поверхности ременной петли 12b изменяли, не меняя ее материала. Другие условия изготовления оптического волокна с покрытием остались такими же, как в Примере 1.
Сравнительный пример 3
Изменяли шероховатость поверхности контактного участка (который соприкасается с оптическим волокном с покрытием) плавающего ролика 13а системы 13 предотвращения обрыва. Другие условия изготовления оптического волокна с покрытием остались такими же, как в Примерах 1, 2 и 3.
Сравнительный пример 4
Изменяли шероховатость поверхности контактного участка (который соприкасается с оптическим волокном с покрытием) ролика 15 линии протяжки. Другие условия изготовления оптического волокна с покрытием остались такими же, как в Примерах 1, 2 и 3.
Сравнительный пример 5
Шероховатость поверхности контактного участка (который соприкасается с оптическим волокном с покрытием) ролика 15 линии протяжки составляла 2 мкм, и изменяли тип материала вторичного слоя покрытия. Другие условия изготовления оптического волокна с покрытием остались такими же, как в Примере 1. В частности, помимо смолы А, которая является материалом для вторичного слоя покрытия, для формирования вторичного слоя покрытия использовали каждую из смол В, С, D и Е.
Испытание 1: измеряли температуру вторичного слоя покрытия каждого протягиваемого волокна, согласно Примерам 1-3 изготовления оптического волокна с покрытием.
Испытание 2: 25-километровые отрезки изготовленного оптического волокна с покрытием наматывали на бобины, причем все бобины (для каждого 25 км отрезка) имели одинаковую форму, и визуально наблюдали и исследовали внешний вид волокна. В данном случае, было исследовано 100 оптических волокон с покрытием для каждого из условий (указанных в Примерах).
Испытание 3: 1000-километровый отрезок каждого изготовленного оптического волокна с покрытием окрашивали и исследовали частоту появления дефектов окраски в виде неравномерно окрашенных или неокрашенных участков. Для окраски использовали чернила KSU-455 (код изделия) производства Kansai Paint Co. Ltd.
Испытание 4: каждое оптическое волокно с покрытием, изготовленное в соответствии с Примером 1, подвергли испытанию перемоткой при комнатной температуре 23°С. В ходе этого испытания, изменяли шероховатость поверхности ролика 15 линии протяжки в перемоточной линии протяжки. В этих условиях наблюдали и исследовали внешний вид перемотанного оптического волокна с покрытием.
Ниже приведены результаты вышеописанных испытаний и пояснения к ним.
Сначала обратимся к результатам, полученным при Испытании 1. В таблице 1 приведены результаты измерения температуры оптических волокон с покрытием, изготовленных согласно Примерам 1-3.
ролика
В таблице 1, в графе «Позиция» указаны все позиции измерения, обозначенные на фиг.1 (см. позиции A-J). «Отсч.» означает, что нижняя точка УФ лампы для формирования вторичного слоя покрытия находится в вышеупомянутой точке отсчета в продольном направлении, и направление «+» означает сдвиг наиболее низкого положения УФ лампы относительно точки отсчета вниз на фиг.1 (т.е. по направлению к поворотному ролику 11), а направление «-» означает сдвиг нижней точки УФ лампы относительно точки отсчета вверх на фиг.1 (т.е. по направлению ко второй системе 8 покрытия смолой). Сдвиг измеряли в метрах (м), и количество ламп, входящих в состав УФ лампы, и выходную мощность УФ лампы не изменяли.
Теперь рассмотрим результаты Испытаний 2 и 3.
Во-первых, результаты Испытаний 2 и 3 для оптических волокон с покрытием, изготовленных согласно Примерам 1, 2 и 3 и Сравнительным примерам 1, 2, 3 и 4, представлены на фиг.2-7.
На фиг.2 представлены результаты, относящиеся к Примеру 1 и Сравнительному примеру 1. На графике, изображенном на фиг.2, по горизонтальной оси отложена шероховатость поверхности (мкм) натяжного вала 12а, а по вертикальной оси отложен процент брака в отношении внешнего вида и окраски.
В Примере 1 шероховатость поверхности натяжного вала 12а равна 0,1 мкм или менее (на горизонтальной оси фиг.2 точка, соответствующая 0,1 мкм отмечена), и значения процента брака в отношении внешнего вида и окраски равны нулю. Однако при увеличении шероховатости поверхности натяжного вала 12а, в частности, когда шероховатость поверхности превышает примерно 0,8 мкм, значения процента барака внешнего вида и окраски возрастают.
На фиг.3 представлены результаты, относящиеся к Примеру 1 и Сравнительному примеру 2. На графике, изображенном на фиг.2, по горизонтальной оси отложена шероховатость поверхности (мкм) натяжной ременной петли 12b, а по вертикальной оси отложен процент брака в отношении внешнего вида и окраски.
В Примере 1 шероховатость поверхности натяжной ременной петли 12b равна 0,3 мкм, и значения процента брака в отношении внешнего вида и окраски равны нулю. Однако при увеличении шероховатости поверхности натяжной ременной петли 12b, в частности, когда шероховатость поверхности превышает примерно 0,8 мкм, значения процента барака внешнего вида и окраски возрастают.
Значения процента брака в отношении внешнего вида и окраски указывают дефекты наблюдаемого внешнего вида оптического волокна с покрытием; таким образом, очевидно, что для обоих значений характерны сходные закономерности. В данном случае, шероховатость поверхности оптического волокна с покрытием, при которой появляются дефекты внешнего вида, составляет 0,8 мкм или более, а шероховатость поверхности оптического волокна с покрытием, при которой появляются дефекты окраски, составляет 1,0 мкм или более. Таким образом, значения процента брака, относящиеся к внешнему виду, фактически выше значений процента брака, относящихся к окраске; поэтому, для осуществления подробного исследования оптического волокна с покрытием, достаточно опираться на процент брака внешнего вида. Соответственно, в нижеследующих пояснениях мы будем обращаться к проценту брака внешнего вида.
На фиг.4 представлены результаты, относящиеся к Сравнительному примеру 3.
На графике, изображенном на фиг.4, по горизонтальной оси отложена шероховатость поверхности (мкм) плавающего ролика 13а, а по вертикальной оси отложен процент брака в отношении внешнего вида. Каждая кривая соответствует той или иной скорости вытягивания (м/мин).
При высокой скорости вытягивания, 1000 м/мин или выше, процент брака внешнего вида возрастает, когда шероховатость поверхности плавающего ролика 13а превышает примерно 0,8 мкм (т.е. аналогично результатам, показанным на фиг.2 и 3).
Однако при низкой скорости вытягивания, 200 или 500 м/мин, не наблюдается никаких дефектов внешнего вида, даже при большой шероховатости поверхности плавающего ролика 13а. Этот результат отличается от полученного при изменении шероховатости поверхности натяжного вала 12а или натяжной ременной петли 12b.
На фиг.5 представлены те же результаты, что и на фиг.4. На фиг.5 по горизонтальной оси отложена скорость вытягивания (м/мин), а по вертикальной оси отложен процент брака в отношении внешнего вида, и каждая кривая соответствует той или иной шероховатости поверхности плавающего ролика 13а.
Аналогично результатам, представленным на фиг.2 и 3, когда шероховатость поверхности плавающего ролика 13а составляет 0,8 мкм или менее, ни при какой скорости вытягивания не наблюдается никаких дефектов внешнего вида. Однако в отличие от ранее полученных результатов скорость вытягивания, при которой начинают появляться дефекты внешнего вида, изменяется в зависимости от шероховатости поверхности плавающего ролика 13а.
В соответствии с результатами, представленными в таблице 1, очевидно, что изменения скорости вытягивания приводят к изменениям температуры вторичного слоя покрытия оптического волокна, проходящего через линию протяжки. Поэтому, определив корреляцию между температурой вторичного слоя покрытия и процентом брака внешнего вида, можно установить причинную связь между этими параметрами.
На фиг.6 представлены результаты, относящиеся к Сравнительному примеру 3. При изменении скорости вытягивания или положения УФ лампы, температура вторичного слоя покрытия на плавающем ролике 13а (в данном случае, среднее между температурами вторичного слоя покрытия на входе и выходе плавающего ролика) изменяется. Поэтому, на фиг.6, по горизонтальной оси отложена средняя температура (°С) вторичного слоя покрытия, а по вертикальной оси отложен процент брака в отношении внешнего вида, и каждая кривая соответствует той или иной шероховатости поверхности плавающего ролика 13а. Для простоты, результаты, относящиеся к значениям шероховатости поверхности 3 мкм, 1,5 мкм и 1 мкм не показаны.
Аналогично вышеприведенным результатам, когда шероховатость поверхности плавающего ролика 13а составляет 0,8 мкм или менее, не наблюдается никаких дефектов внешнего вида. Однако, согласно фиг.6, дефекты внешнего вида начинают появляться, когда температура вторичного слоя покрытия составляет от 30 до 40°С.
При изменении шероховатости поверхности натяжного вала 12а или натяжной ременной петли 12b, такой зависимости от температуры вторичного слоя покрытия не наблюдается. Так как температура вторичного слоя покрытия на натяжном приспособлении 12 выше, чем на плавающем ролике 13а, который не обуславливает зависимости от температуры второго слоя покрытия.
На фиг.7 представлены результаты, относящиеся к Сравнительному примеру 4. На фиг.7, по горизонтальной оси отложена температура вторичного слоя покрытия на ролике 15 линии протяжки (среднее между температурами вторичного слоя покрытия на входе и выходе ролика линии протяжки), а по вертикальной оси отложен процент брака в отношении внешнего вида, и каждая кривая соответствует той или иной шероховатости поверхности (мкм) ролика 15 линии протяжки. По аналогии с фиг.6, для простоты, результаты, относящиеся к значениям шероховатости поверхности 3 мкм, 1,5 мкм и 1 мкм не показаны.
Аналогично вышеприведенным результатам, когда шероховатость поверхности ролика 15 линии протяжки составляет 0,8 мкм или менее, не наблюдается никаких дефектов внешнего вида. Однако, согласно фиг.7, дефекты внешнего вида начинают появляться, когда температура вторичного слоя покрытия оптического волокна с покрытием превышает примерно 35°С.
Известно, что модуль Юнга зависит от температуры. При возрастании температуры вторичного слоя покрытия, модуль Юнга уменьшается. Поэтому, если материал покрытия (оптического волокна с покрытием) в мягком состоянии соприкасается с твердым телом, имеющим низкое качество поверхности, то гладкость поверхности оптического волокна с покрытием может быть утрачена. Иными словами, когда температура вторичного слоя покрытия близка к обычной температуре, модуль Юнга слоя покрытия велик. В этом случае, даже при соприкосновении наружного слоя покрытия с твердым телом, имеющим низкое качество поверхности, гладкость поверхности оптического волокна с покрытием не теряется.
На фиг.8 представлены результаты, относящиеся к Сравнительному примеру 5. На фиг.8, по горизонтальной оси отложен модуль Юнга (МПа) вторичного слоя покрытия на ролике 15 линии протяжки, а по вертикальной оси отложен процент брака в отношении внешнего вида, и каждая кривая соответствует тому или иному типу смолы. Кроме того, скорость вытягивания равна 1500 м/мин, и шероховатость поверхности соответствующего участка (соприкасающегося с волокном) ролика 15 линии протяжки равна 2 мкм, т.е. соответствуют общим условиям сравнительного примера 5. В качестве вторичного слоя покрытия дополнительно используются четыре типа смолы, а именно. В, С, D и Е для изготовления и сравнения соответствующих оптических волокон с покрытием.
В результате процент брака внешнего вида начинает возрастать, когда модуль Юнга смолы составляет примерно 500 МПа или ниже. Поэтому, очевидно, что, когда модуль Юнга вторичного слоя покрытия превышает 500 МПа, степень гладкости поверхности оптического волокна с покрытием не снижается даже при контакте слоя покрытия с твердым телом, имеющим низкое качество поверхности.
Теперь рассмотрим результаты Испытания 4. Эти результаты представлены на фиг.9. В данном испытании, скорость перемотки составляла 1800 м/мин, и шероховатость поверхности ролика 15 линии протяжки в перемоточной линии протяжки изменяли. Это испытание проводили при комнатной температуре (23°С). Вторичный слой покрытия был выполнен только из смолы А.
В результате процент брака внешнего вида начинает возрастать, когда шероховатость поверхности ролика 15 линии протяжки превышает примерно 1,2 мкм.
Модуль Юнга вторичного слоя покрытия (выполненного из смолы А) при комнатной температуре 23°С составляет 750 МПа. Согласно вышесказанному, предпочтительно, чтобы шероховатость поверхности каждого твердого тела, с которым соприкасается оптическое волокно 10 с покрытием, всегда составляла 0,8 мкм или менее. Однако, в целом, твердые тела, например, ролики и ременные петли линии протяжки, имеющие высокое качество поверхности, дороги в сравнении с теми, которые имеют низкое качество поверхности. Поэтому, применение системы, в которой все твердые тела имеют высокое качество поверхности, увеличивает производственные затраты.
Поэтому, когда слой вторичного смоляного покрытия находится при комнатной температуре, или когда модуль Юнга слоя вторичного покрытия существенно выше 500 МПа, шероховатость поверхности каждого твердого тела, с которым соприкасается оптическое волокно 10 с покрытием, может превышать 0,8 мкм, но не должно превышать 1,2 мкм. Вышеупомянутая обычная температура должна составлять от 20 до 30°С.
Гладкость поверхности оптического волокна с покрытием, изготовленного вышеописанным способом, можно исследовать с помощью лазерного микроскопа. Ниже рассмотрены результаты исследования. В данном случае, использовали лазерный микроскоп, код изделия VK-8510, производства KEYENCE Corporation.
В нижеследующем пояснении, «значение Ra» указывает среднее значение шероховатости поверхности оптического волокна с покрытием, измеренное на каждом угле поворота, когда волокно поворачивается на 90 градусов относительно своей оси. На фиг.10, по вертикальной оси отложено значение Ra, а по горизонтальной оси отложен угол поворота, и показаны результаты измерений, соответствующие отсутствию и наличию брака в оптических волокнах с покрытием. На графике, линия А указывает результаты измерений для бракованного оптического волокна, внешний вид которого имеет дефекты, линия В указывает результаты первого измерения, соответствующего отсутствию брака в оптическом волокне с покрытием, и линия С указывает результаты второго измерения, соответствующего отсутствию брака в оптическом волокне с покрытием. В данном случае, наличие или отсутствие брака определяли визуальным наблюдением внешнего вида.
Шаг измерения (для измерения средней шероховатости поверхности) составлял 0,1 мкм, коэффициент усиления лазерного пучка регулировался автоматически, и в измерении использовали 4-х кратное оптическое увеличение и простое 8-е кратное увеличение сглаживания. Никаких механизмов регулировки яркости, например, процессов отсечки темноты или отсечки яркости, не использовали. Оптическое волокно с покрытием, лишенное дефектов, подвергли двум измерительным испытаниям. В обоих случаях, значение Ra составляло 0,1 мкм или менее. Напротив, значение Ra бракованного оптического волокна с покрытием иногда достигало 0,3 мкм.
На фиг.11 показаны результаты исследования зависимости процента брака окраски от значения Ra, которое указывает среднюю шероховатость поверхности, измеренную вышеописанным способом. На фиг.11, по горизонтальной оси отложено значение Ra (мкм), а по вертикальной оси отложен процент брака окраски. При этом исследовали 100 отрезков одинаковой длины 10 км оптических волокон с покрытием, но с разными значениями средней шероховатости поверхности.
Согласно фиг.11, когда значение Ra составляет 0,15 мкм или менее, процент брака окраски равен почти 0%; однако, когда значение Ra превышает 0,2 мкм, этот процент брака резко возрастает. Поэтому, для снижения процента брака окраски, предпочтительно, чтобы значение Ra составляло 0,2 мкм или менее, и, более предпочтительно, 0,15 мкм или менее.
В соответствии с вышеописанными способами и устройством для изготовления оптического волокна с покрытием, оптическое волокно 3 без покрытия покрывают для формирования оптического волокна 10 с покрытием, и оптическое волокно 10 с покрытием наматывают на приемную бобину 14 через ролики, которые являются твердыми телами. Когда шероховатость поверхности каждого твердого тела, с которым соприкасается оптическое волокно 10 с покрытием, составляет 0,8 мкм или менее, степень гладкости наружного слоя покрытия оптического волокна 10 с покрытием повышается. Это позволяет изготавливать оптическое волокно 10 с покрытием, обладающее высокой гладкостью поверхности и повышенной производительностью окрашивания цветными чернилами.
В частности, когда температура наружного слоя покрытия оптического волокна 10 составляет 35°С или выше, или когда модуль Юнга наружного слоя покрытия составляет 500 МПа или ниже, шероховатость поверхности каждого твердого тела, с которым соприкасается оптическое волокно 10 с покрытием, предпочтительно, составляет 0,8 мкм или менее, что повышает гладкость и производительность окрашивания (окрашенными чернилами) наружного слоя покрытия оптического волокна 10 с покрытием.
Когда наружный слой покрытия оптического волокна 10 с покрытием находится при комнатной температуре, или когда модуль Юнга наружного слоя покрытия превышает 500 МПа, шероховатость поверхности каждого твердого тела, с которым соприкасается оптическое волокно 10 с покрытием в ходе вытягивания или перемотки, составляет, предпочтительно, 1,2 мкм или менее, что повышает гладкость и производительность окрашивания (окрашенными чернилами) наружного слоя покрытия оптического волокна 10 с покрытием и, одновременно снижает производственные затраты.
Когда оптическое волокно с покрытием имеет среднюю шероховатость поверхности 0,2 мкм или менее, более предпочтительно, 0,15 мкм или менее, можно снизить процент брака в отношении окраски.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТВЕРЖДАЕМОЕ ИЗЛУЧЕНИЕМ ПЕРВИЧНОЕ ПОКРЫТИЕ D 1368 CR ДЛЯ ОПТИЧЕСКОГО ВОЛОКНА | 2007 |
|
RU2434914C2 |
| ВОЛОКНО С КОМПЕНСАЦИЕЙ ДИСПЕРСИИ | 2003 |
|
RU2284557C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОПТИЧЕСКОГО ВОЛОКНА И ПОЛУЧЕННОЕ ТАКИМ ОБРАЗОМ ОПТИЧЕСКОЕ ВОЛОКНО | 2007 |
|
RU2448920C2 |
| ОТВЕРЖДАЕМОЕ ИЗЛУЧЕНИЕМ ПЕРВИЧНОЕ ПОКРЫТИЕ D1378 CA ДЛЯ ОПТИЧЕСКОГО ВОЛОКНА | 2007 |
|
RU2439112C2 |
| УФ-ОТВЕРЖДАЕМАЯ КОМПОЗИЦИЯ ИЗ СМОЛЫ И ОПТИЧЕСКОЕ ВОЛОКНО | 2018 |
|
RU2770439C2 |
| ОПТИЧЕСКОЕ ВОЛОКНО, СОДЕРЖАЩЕЕ МНОГОСЛОЙНУЮ СИСТЕМУ ПОКРЫТИЙ | 2010 |
|
RU2532482C2 |
| ОТВЕРЖДАЕМОЕ ИЗЛУЧЕНИЕМ ПЕРВИЧНОЕ ПОКРЫТИЕ D1379 P ДЛЯ ОПТИЧЕСКОГО ВОЛОКНА | 2007 |
|
RU2439010C2 |
| ОТВЕРЖДАЕМОЕ ИЗЛУЧЕНИЕМ ПЕРВИЧНОЕ ПОКРЫТИЕ D1365 BJ ДЛЯ ОПТИЧЕСКОГО ВОЛОКНА | 2007 |
|
RU2436824C2 |
| ОТВЕРЖДЕНИЕ ВОЛОКНА ПРОТЯЖЕННЫМИ ИЗЛУЧАТЕЛЯМИ | 2008 |
|
RU2487839C2 |
| ОТВЕРЖДАЕМЫЕ ИЗЛУЧЕНИЕМ ПЕРВИЧНЫЕ ПОКРЫТИЯ D1363 ВТ НА ОПТИЧЕСКОМ ВОЛОКНЕ | 2007 |
|
RU2435814C2 |
Использование: для изготовления оптического волокна с покрытием, обладающего повышенной гладкостью поверхности смоляного покрытия, которое можно окрашивать цветными чернилами с высокой производительностью окрашивания. Способ включает этапы изготовления оптического волокна с покрытием, на которых изготавливают оптическое волокно с покрытием путем формирования наружного слоя покрытия вокруг оптического волокна без покрытия, наматывают оптическое волокно с покрытием через ролики на приемную бобину, причем шероховатость поверхности каждого твердого тела, с которым соприкасается наружный слой протягиваемого оптического волокна с покрытием, составляет 0,8 мкм или менее. Когда температура наружного слоя покрытия равна комнатной температуре, или модуль Юнга наружного слоя покрытия превышает 500 МПа, шероховатость поверхности каждого твердого тела, с которым соприкасается наружный слой оптического волокна с покрытием, составляет 1,2 мкм или менее. Техническая задача изобретения - обеспечение возможности формирования волокна со средней шероховатостью поверхности не более 0,2 мкм для последующей окраски. 12 н.п. ф-лы, 11 ил., 1 табл.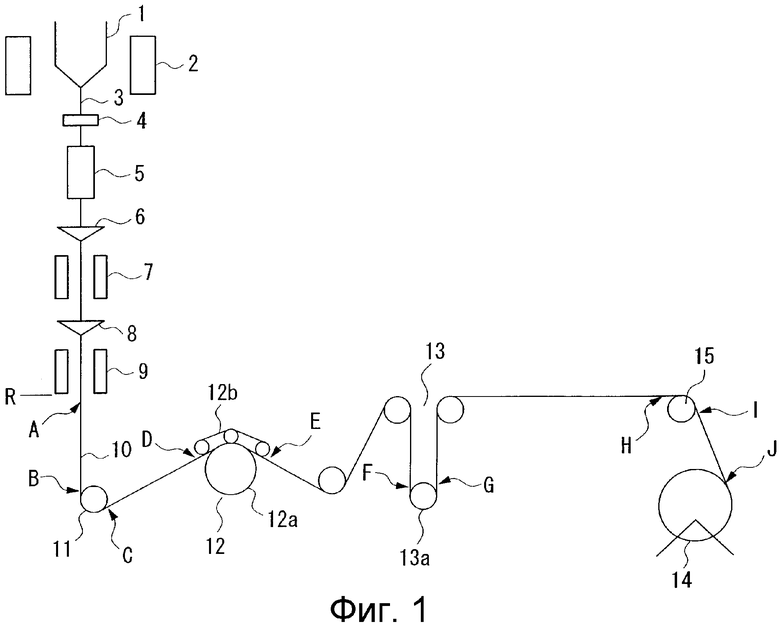
| JP 07109150 A, 25.04.1995 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПЛАСТИЧЕСКИХ МАСС | 1934 |
|
SU44680A1 |
| Транспортное средство для перевозки тяжеловесных крупногабаритных грузов | 1979 |
|
SU887298A1 |
| SU 1568468 A1, 27.06.1999. | |||

