Изобретение относится к трубопрокатному производству, а именно к способу производства бесшовных горячекатаных труб, и может быть использовано при производстве бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами, имеющими в своем составе станы поперечно-винтовой прокатки (прошивки).
В трубопрокатном производстве известен способ производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами, согласно которому нагретые до температуры пластичности (1250-1300)°С слитки (заготовки) задают в стан поперечно-винтовой прокатки и прошивают в гильзы с вытяжкой μпр, далее гильзы прокатывают на пилигримовом стане с вытяжкой μпил, которая зависит от толщины стенки прокатываемых труб (Данилов Ф.Н., Глейберг А.З., Балакин В.Г. Горячая прокатка труб. Металлургиздат, 1962, с. 300-301).
Недостатком данного способа производства бесшовных горячекатаных труб на установках с пилигримовыми станами является относительно высокий расходный коэффициент металла, вызванный образованием технологических отходов в виде пилигримовых головок и затравочных концов, которые занимают основную долю отходов металла при производстве труб данным способом.
Наиболее близким техническим решением является способ производства бесшовных горячекатаных труб на установках с пилигримовыми станами, включающий нагрев слитков (заготовок) до температуры пластичности, прошивку их в стане поперечно-винтовой прокатки с разной вытяжкой по длине μпр и μпр1, где максимальная вытяжка μпр1 приходится на участок гильзы, образующий пилигримовую головку (Патент РФ №2151658, МПК 7 В 21 В 19/04, 21/00 от 27.06.2000. Бюл. №18).
Недостатком данного способа производства бесшовных горячекатаных труб на установках с пилигримовыми станами является повышенная поперечная разностенность передних (затравочных) концов, приводящая к их удалению (обрезке) длиной от 400 до 800 мм в зависимости от диаметра и толщины стенки труб, продолжительная затравка, которая составляет от 8 до 12% от общего времени прокатки одной трубы (в зависимости от геометрических размеров), а также не уточнены необходимая вытяжка и длина участка гильзы, образующего пилигримовую головку.
Целью предложенного способа является снижение поперечной разностенности передних (затравочных) концов труб, определение теоретически необходимой вытяжки и длины участка гильзы, образующего пилигримовую головку, снижение времени на затравку и длины затравочных концов, а следовательно, снижение расходного коэффициента металла.
Поставленная цель достигается тем, что в известном способе производства бесшовных горячекатаных труб на трубопрокатных агрегатах с пилигримовыми станами, включающем нагрев слитков (заготовок), прошивку их в стане поперечно-винтовой прокатки в гильзы с разными вытяжками по длине μпр и μпр1, прокатку на пилигримовом стане с вытяжкой μпил, прошивку слитков-заготовок в гильзы осуществляют с разной вытяжкой по длине гильз μпр, μпр1 и μпр2, где максимальная вытяжка μпр2 приходится на передний конец (участок) гильзы, образующий затравочный конец трубы на пилигримовом стане, вытяжку на переднем конце гильзы уменьшают от μпр2 до μпр за счет разведения валков на длине (0,15-0,20)Lг, образующей затравочный конец на пилигримовом стане, которую определяют из выражения
μпр2=(1,4-1,6)μпр,
а вытяжку на заднем конце гильзы увеличивают от μпр до μпр1 за счет сведения валков на длине гильзы (0,1-0,15)Lг, образующей пилигримовую головку, которую определяют из выражения
μпр1=(1,3-1,5)μпр,
где μпр - коэффициент вытяжки в прошивном стане при установившемся процессе прошивки на центральной части гильзы, равной (0,65-0,75)Lг;
μпр1 - максимальный коэффициент вытяжки на заднем конце гильзы;
μпр2 - максимальный коэффициент вытяжки на переднем конце гильзы;
μпил - коэффициент вытяжки на пилигримовом стане.
Процесс затравки в первоначальной стадии происходит без кантовки гильзы, а для полной обкатки (затравки) требуется от 15 до 25 подач (в зависимости от диаметра и толщины стенки). После нескольких подач без кантовки по выпускам валков (калибров) образуются бунты (утолщения металла), которые при последующих подачах с кантовкой гильзы на угол ≈ равный 90° приводят к переполнению калибра, образованию закатов и повышенной поперечной разностенности, что, в свою очередь, приводит к повышенной обрези затравочных концов. После прошивки по предлагаемому способу получаем гильзу с конусными концами. Передний конец гильзы имеет конус на длине (0,15-0,2)Lг, равный 500-600 мм. Время на затравку таких гильз сокращается на 30-40%, процесс затравки происходит без образования бунтов, а следовательно, без образования закатов и повышенной поперечной разностенности, что, в свою очередь, приводит к снижению длины обрезаемых затравочных концов на 25-35% и экономии металла при прокатке. Определение теоретически необходимой вытяжки и длины участка гильзы, образующего пилигримовую головку, исключает деформацию (сминание) заднего конца гильзы при прокатке тонкостенных труб (180-220 подач-ударов подающего аппарата) и снижает общую длину гильз.
Осуществлять процесс прошивки с одной максимальной вытяжкой не дает ограничение выходной стороны прошивного стана, т.е. расстояние до упорной головки выходной стороны прошивного стана, входной стороны пилигримового стана и рабочая длина пилигримовых дорнов, поэтому предлагается максимальную вытяжку осуществлять на концевом (переднем) участке гильзы, соответствующему затравочному концу. Вытяжка на заднем конце гильзы μпр2 должна быть меньше, т.к. в процессе прокатки трубы гильза с относительно тонкой стенкой на заднем конце будет деформироваться, т.е. утолщаться, а это приведет к увеличению веса пилигримовой головки и общей длины гильзы.
Сопоставительный анализ с прототипом показывает, что предлагаемый способ производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами, отличается тем, что прошивку слитков (заготовок) в гильзы осуществляют с разной вытяжкой по длине гильз μпр, μпр1 и μпр2, где максимальная вытяжка приходится на передний конец (участок) гильзы, образующий затравочный конец трубы на пилигримовом стане, которую уменьшают от μпр2 до μпр за счет разведения валков на длине (0,15-0,20)Lг, образующей затравочный конец на пилигримовом стане, и определяют из выражения
μпр2=(1,4-1,6)μпр,
а вытяжку на заднем конце гильзы увеличивают от μпр до μпр1 за счет сведения валков на длине гильзы (0,1-0,15)Lг, образующей пилигримовую головку, которую определяют из выражения
μпр1=(1,3-1,5)μпр.
Таким образом, предлагаемый способ соответствует критерию изобретения "новизна".
Сравнение предлагаемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие предлагаемое решение от прототипа, что позволяет сделать вывод о соответствии критерию "существенные отличия".
Способ опробован на трубопрокатной установке с пилигримовыми станами 8-16 "ОАО"ЧТПЗ".
Проведены сравнительные прокатки труб размером 377×9 и 426×9 мм по существующей и предлагаемой технологиям из слитков 15′′ и 16′′ стали марки 20.
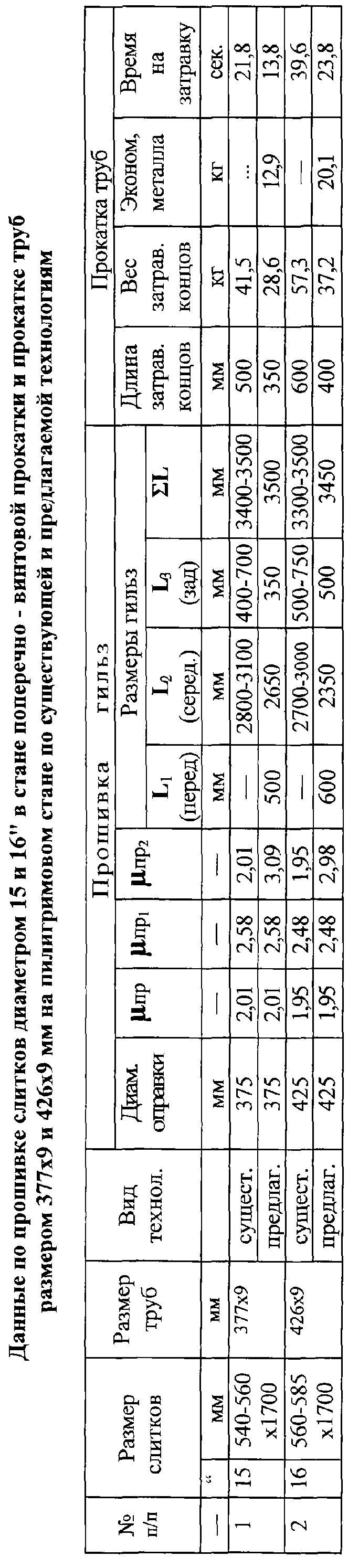
Процесс прошивки осуществлялся следующим способом. При прокатке труб размером 377×9 мм из слитков 540-560×1700 мм по существующей технологии на прошивном стане получали гильзы размером 550×80×3500 мм, которые с переднего конца на длине 2800-3100 мм имели наружный диаметр 550 мм, а на заднем конце на длине от 400 до 700 мм он уменьшался до 520-500 мм, т.е. максимальная вытяжка колебалась от 2,58 до 3,09. Прокатка труб данного размера из гильз с толщиной стенки на заднем конце менее 60 мм приводит к смятию заднего конца, а следовательно, к увеличению веса пилигримовых головок и увеличению общей длины гильз. Средняя длина затравочных концов труб составила 500 мм, а средний вес - 41,5 кг. Среднее время на затравку таких гильз составило 21,8 сек. По предлагаемому способу расстояние между рабочими валками прошивного стана на выходе составляло 500 мм (μпр2=3,09=(1,4-1,6)μпр). При выходе гильзы из валков прошивного стана валки плавно разводили до расстояния 550 мм на длине гильзы 500 мм, установившийся процесс прошивки осуществляли с вытяжкой μпр=2,01 на длине гильзы 2650 мм, а затем производилось плавное сведение рабочих валков на входе до 520 мм с максимальной вытяжкой на заднем конце гильзы μпр1=2,58=(1,3-1,5)μпр на длине 350 мм. При прокатке таких гильз на пилигримовом стане средняя длина затравочных концов составила 350 мм, средний вес затравочных концов 28,6 кг, т.е. получили снижение веса пилигримовых головок на 12,9 кг (31,1%) или снижение расходного коэффициента металла на 5,4 кг на тонну труб. Среднее время на затравку составило 13,8 секунды или сократилось на 36,7%. Аналогичная картина получена и при прокатке труб размером 426×9 мм из слитков размером 560-585×1700 мм. Средняя длина затравочных концов при прошивке слитков и прокатке труб по предлагаемому способу составила 400 мм или уменьшилась на 33,3%, экономия металла на каждой гильзе составила 20,1 кг, а среднее время на затравку одной гильзы сократилось с 39,6 до 23,8 сек или на 39,9 %. Снижение расходного коэффициента металла по трубам данного размера составило 8,0 кг на тонну.
Данные по прошивке слитков диаметром 15 и 16′′ в стане поперечно-винтовой прокатки и прокатке труб размером 377×9 и 426×9 мм на пилигримовом стане по существующей и предлагаемой технологиям приведены в таблице, а форма и геометрические размеры гильз на чертеже.
Таким образом, из таблицы видно, что по предлагаемому способу производства бесшовных горячекатаных тонкостенных труб на трубопрокатных установках с пилигри-мовыми станами получено снижение расходного коэффициента металла, в зависимости от сортамента, от 5,4 до 8,0 кг, а время на затравку снижено от 36,7 до 39,9%.
Использование предлагаемого способа производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами позволит снизить расход металла за счет снижения поперечной разностенности передних (затравочных) концов, а следовательно, за счет сокращения средней длины отрезаемых затравочных концов, повысить производительность пилигримовых установок за счет сокращения времени на затравку на 30-40% и исключить смятие задних концов гильз за счет определения теоретически необходимой вытяжки и длины участка гильзы, образующего пилигримовую головку.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2012 |
|
RU2522508C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2004 |
|
RU2271886C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2523385C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ПОВЫШЕННОЙ ТОЧНОСТИ ПО СТЕНКЕ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2001 |
|
RU2207200C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ | 2002 |
|
RU2238811C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ | 2002 |
|
RU2233720C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2006 |
|
RU2334571C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2008 |
|
RU2387497C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2004 |
|
RU2278750C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2003 |
|
RU2243837C1 |
Изобретение относится к прокатному производству, а именно способу производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами. Способ включает нагрев слитков-заготовок, прошивку их в стане поперечно-винтовой прокатки в гильзы с разными вытяжками по длине μпр и μпр1, прокатку на пилигримовом стане с вытяжкой μпил, при этом прошивку слитков-заготовок в гильзы осуществляют с разной вытяжкой по длине гильз μпр, μпр1 и μпр2, где максимальная вытяжка μпр2 приходится на передний конец гильзы, образующий затравочный конец трубы на пилигримовом стане, вытяжку на переднем конце гильзы уменьшают от μпр2 до μпр за счет разведения валков на длине (0,15-0,20)Lг, образующей затравочный конец на пилигримовом стане, которую определяют из выражения μпр2=(1,4-1,6)μпр, где μпр - коэффициент вытяжки в прошивном стане при установившемся процессе прошивки на центральной части гильзы, равной (0,65-0,75)Lг, вытяжку на заднем конце гильзы увеличивают от μпр до μпр1 за счет сведения валков на длине гильзы (0,1-0,15)Lг, образующей пилигримовую головку, которую определяют из выражения μпр1=(1.3-1,5)μпр. Изобретение обеспечивает снижение расхода металла, повышение производительности пилигримовых станов и исключение смятия задних концов гильз. 2 з.п.ф-лы, 1 ил., 1 табл.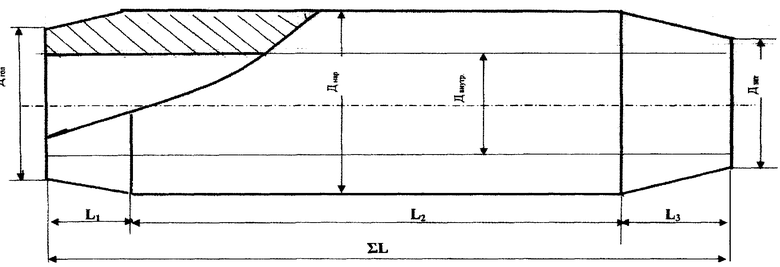
μпр2=(1,4-1,6)μпр,
где μпр - коэффициент вытяжки в прошивном стане при установившемся процессе прошивки на центральной части гильзы, равной (0,65-0,75)Lг.
μпр1=(1,3-1,5)μпр.
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 1999 |
|
RU2151658C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
| СПОСОБ ПРОИЗВОДСТВА КОТЕЛЬНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ СЛИТКОВ ЭШП | 1998 |
|
RU2180874C2 |
| US 4798071 A, 17.01.1989 | |||
| DE 3717698 А1, 14.01.1988. | |||

