Изобретение относится к определенному типу устройств для установки в заданное положение с возможностью снятия чувствительного элемента в непосредственной близости к или в прямом контакте с критической точкой или критической зоной цилиндрического тела, обычно, хотя не исключительно, из металла, и в особенности вблизи концевой части упомянутого тела.
Идеальным образом вышеупомянутое устройство может быть использовано в связи с приспособлением для установки съемного термоэлектрического измерительного устройства для измерения температуры литьевого сопла для впрыскивания потока расплавленного термопластичного полимера и, как результат, для косвенного измерения температуры упомянутого расплавленного полимера. В связи с этим в последующем описании все ссылки будут делаться на такой вариант использования, хотя следует понимать, что настоящее изобретение может быть использовано точно так же во всех технических случаях и вариантах применения, когда возникает или ощущается необходимость в измерении наружной температуры цилиндрического тела в соответствии с прилагаемой формулой изобретения.
Конкретнее, вышеупомянутое сопло используется предпочтительно в машинах для литьевого формования термопластичного полимера, когда поток такого полимера в его расплавленном, т.е. жидком, состоянии либо втекает в соответствующие каналы, известные в этой отрасли техники под названием "обогреваемые литники" и размещенные внутри соответствующей плиты, либо же прямо из инжектора литьевой машины впрыскивается в множество гнезд пресс-формы, образованных парой соответствующих полуформ.
Термин "обогреваемый литник" широко используется в общепринятом техническом лексиконе в данной конкретной отрасли, так что его использование в данном контексте не создаст каких-либо трудностей для специалистов.
Повсеместно используемой практикой является применение устройств с термопарами для непрерывного измерения температуры нагретого литьевого сопла; чтобы иметь возможность контролировать температуру вблизи выходного канала такого сопла, важно, чтобы сама термопара была размещена как можно ближе к передней части сопла. Весьма критичной и решающей является также возможность точного определения и жесткой стабилизации позиции термопары. Поэтому датчик, т.е. измерительная головка измерительного устройства, должен быть закреплен очень точно и надежно, особенно во время установки и обслуживания сопел в форме для литья под давлением.
Это требование должно безусловно соблюдаться при каждом случае снятия сопла по любой причине, и потому достаточно очевидна необходимость в технических решениях, которые обеспечивали бы быстрое снятие и повторную установку термопары с обеспечением в любом случае ее исключительно точного и постоянного позиционирования.
Из описания к патенту США №5405258 известен метод, состоящий во введении датчика или измерительного спая термопары в литьевое сопло, используемое для впрыскивания расплавленного термопластичного полимера; такой датчик, хоть и может обеспечить самое точное контролирование температуры полимера, требует, однако, применения некоторых дополнительных устройств; кроме того, он удерживается на своем месте только перепадом давлений между самим соплом и выполненным в форме усеченного конуса участком плиты, содержащей обогреваемые литники. Это практически является причиной как повышенной сложности в установке термопары, так и весьма вероятной нестабильности при позиционировании самого термоэлектрического измерительного устройства.
Согласно способу, описанному в патенте США №5028227, термопара позиционируется в непосредственной близости от сопла путем выполнения соответственно наклонного отверстия снаружи сопла и самой аккуратной и точной установки в него термопары. Однако поскольку при каждой замене сопел возникает необходимость вначале удалить термопару, а затем опять установить ее в новое сопло, необходимая степень точности, требуемая этим процессом, будет неизбежной причиной значительного удлинения времени, необходимого для выполнения самого процесса, так же, как и усложнения его.
Известно решение, описанное в патенте США №4875848, которое включает в себя использование концевой части сопла, имеющей форму усеченного конуса, для выполнения в ней поперечного глухого отверстия 138, в которое затем вводится и размещается термопара. Однако для обеспечения необходимой стабильности всего узла само сопло, связанный с ним нагревательный элемент, а также термопара должны быть прикреплены друг к другу, предпочтительно пайкой твердым или мягким припоем, а это, конечно, несет в себе, вдобавок к сложности такого дополнительного процесса, еще и тот неизбежный недостаток, что, когда необходимо заменить сопло, возникает также необходимость перепаять термопару или даже заменить ее новой.
Из описания к патенту США №5795599 известен метод, состоящий в установке термопары путем сверления или, во всяком случае, выполнения в передней части сопла отверстия, идущего к задней части его, введения в него термопары и изгибания связанных с нею проводников в заднем направлении на половину полного угла (т.е. на 180°). Установленную на сопле таким образом термопару фиксируют, т.е. закрепляют на нем с помощью наружного дополнительного кольца, которое снабжено множеством соответствующих выступов в виде короны. После того как такое кольцо установлено должным образом, чтобы закрепить на месте термопару, упомянутые выступы загибают силой, чтобы закрепить упомянутое кольцо, а следовательно, и термопару, на конечной части сопла. Решение такого рода в любом случае можно охарактеризовать как весьма трудоемкое и при установке, и при снятии термопары.
Из описания к патенту США №5326251 известен метод, состоящий в установке двух отдельных термопар в двух соответствующих позициях в конечной части сопла с целью более эффективного контроля протекания, т.е. кривой, температурного градиента в полимере во время впрыскивания его в пресс-форму. Это действительно оказывается особенно полезным при работе с пластмассами разных типов и свойств. Однако в остальных случаях предлагаемое решение представляется неоправданно сложным.
Из описания к патенту США №5312242 известен метод, состоящий в применении полой трубки, действующей как защитная оболочка, которая окружает и заключает в себе проводники термопары на их определенной длине. Действительное назначение такой защитной оболочки - предотвращать возможные утечки полимера в другие части формы вдоль самой термопары. Это решение, однако, не дает никаких преимуществ в том, что касается методов установки и снятия самой термопары.
Патент США №5346388 раскрывает решение, в котором термопара размещена подобно тому, как описано в вышеупомянутом патенте США №5795599, но зафиксирована на месте согласно тому, как показано в качестве примера в вышеупомянутом патенте США №5405258. Естественно, здесь повторяются недостатки, свойственные упомянутым патентам.
Исходя из вышесказанного главную цель настоящего изобретения можно видеть в том, чтобы создать устройство, приспособленное к монтированию термочувствительного элемента для измерения температуры цилиндрического тела, предпочтительно изготовленного из металла, которое могло бы преодолеть и устранить недостатки упомянутых выше решений, было бы пригодно для легкой неоднократной установки и снятия, имело низкую стоимость и могло быть реализовано с использованием легкодоступных методов и материалов.
Эта цель настоящего изобретения, вместе с некоторыми дополнительными его достоинствами, достигается устройством, которое выполнено и работает в соответствии с прилагаемой формулой изобретения.
Настоящее изобретение может иметь форму предпочтительного, хотя и не единственного, варианта осуществления, такого как тот, который подробно описан и проиллюстрирован ниже в качестве неограничительного примера со ссылками на прилагаемые чертежи, на которых:
Фиг.1 представляет собой упрощенное изображение в перспективе кольца по настоящему изобретению вместе с датчиком термочувствительного элемента, предназначенным для применения с упомянутым кольцом.
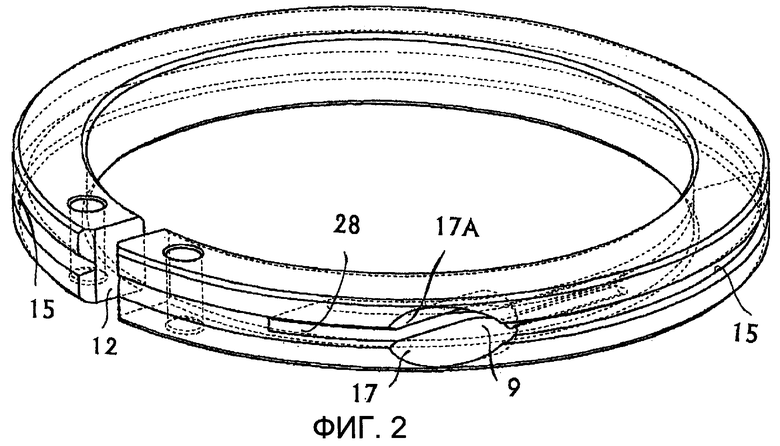
Фиг.2 представляет собой увеличенное изображение показанного на фиг.1 варианта кольца.
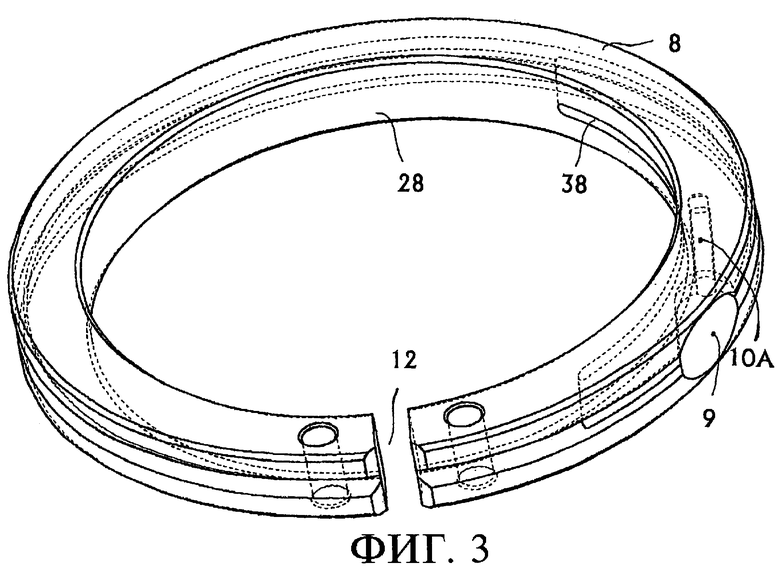
Фиг.3 представляет собой другое изображение в перспективе кольца, показанного на фиг.2.
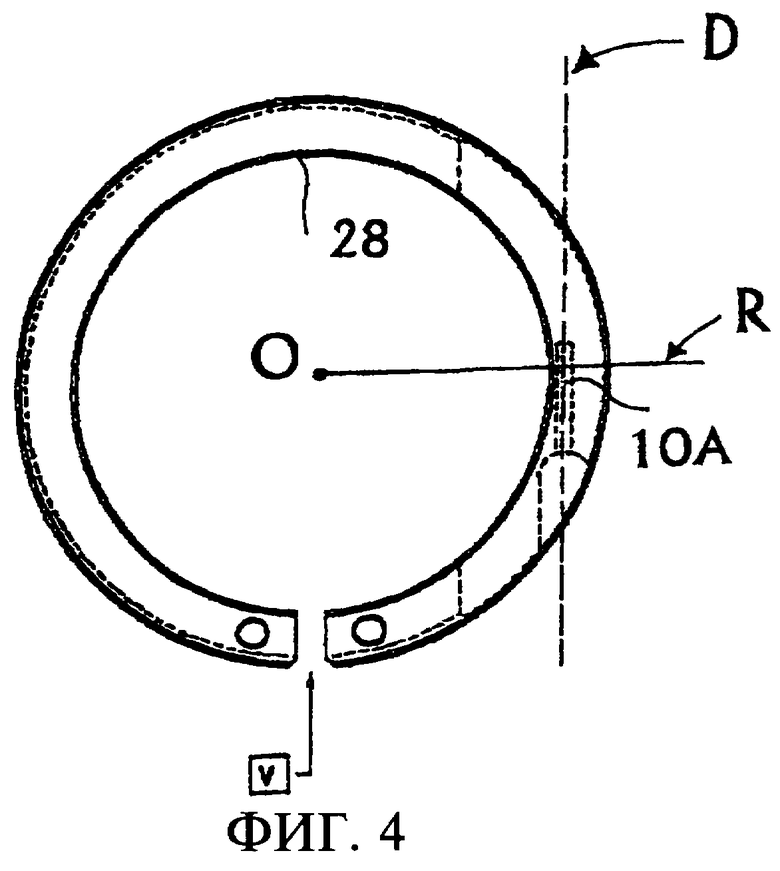
Фиг.4 представляет собой вид сверху кольца, показанного на предыдущих фигурах, как оно видно из плоскости, перпендикулярной к оси кольца.
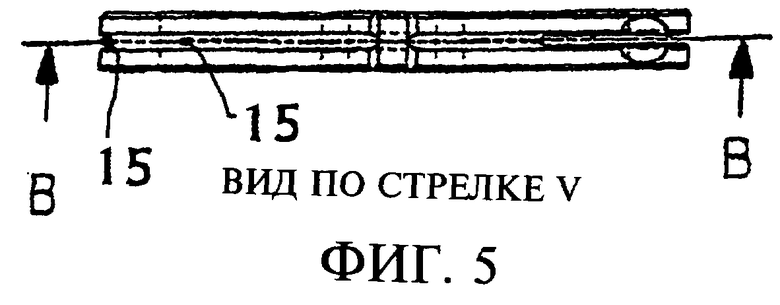
Фиг.5 представляет собой вид сбоку кольца, показанного на фиг.4, на виде по стрелке "V", показанной на фиг.4.
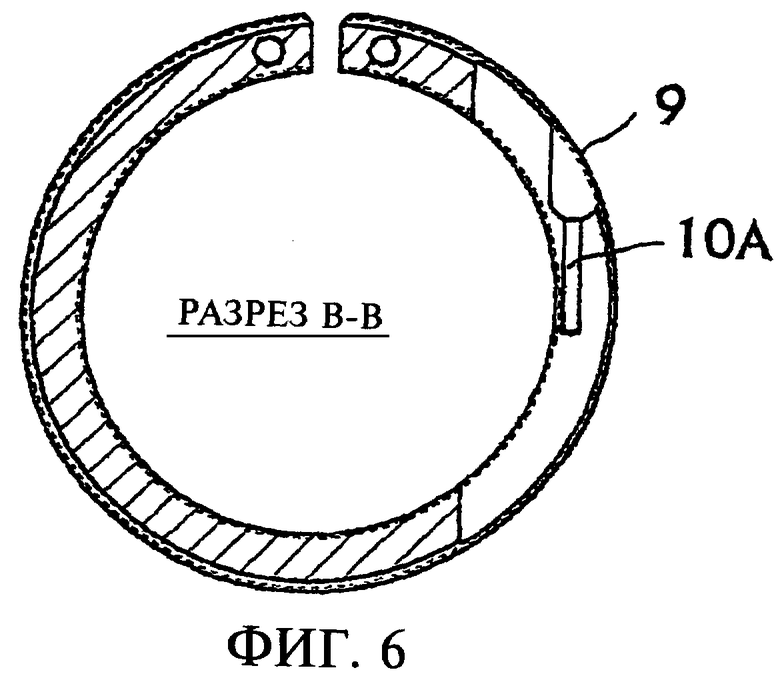
Фиг.6 представляет собой разрез кольца, показанного на фиг.5, по секущей плоскости В-В.
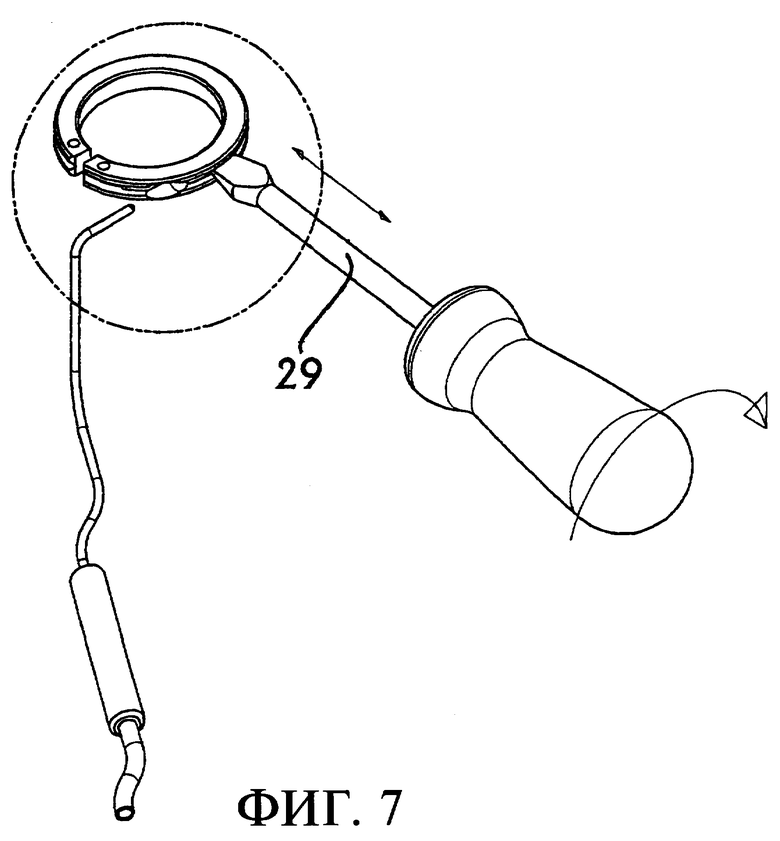
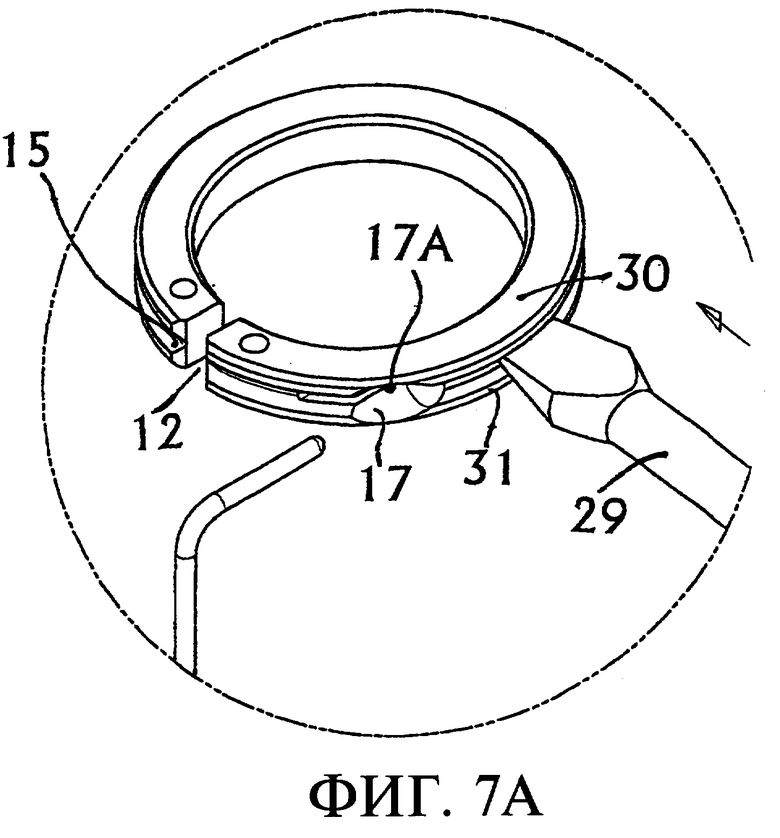
Фиг.7 и фиг.7а представляют собой, соответственно, изображение в перспективе способа применения устройства по настоящему изобретению и увеличенный вид части этого изображения.
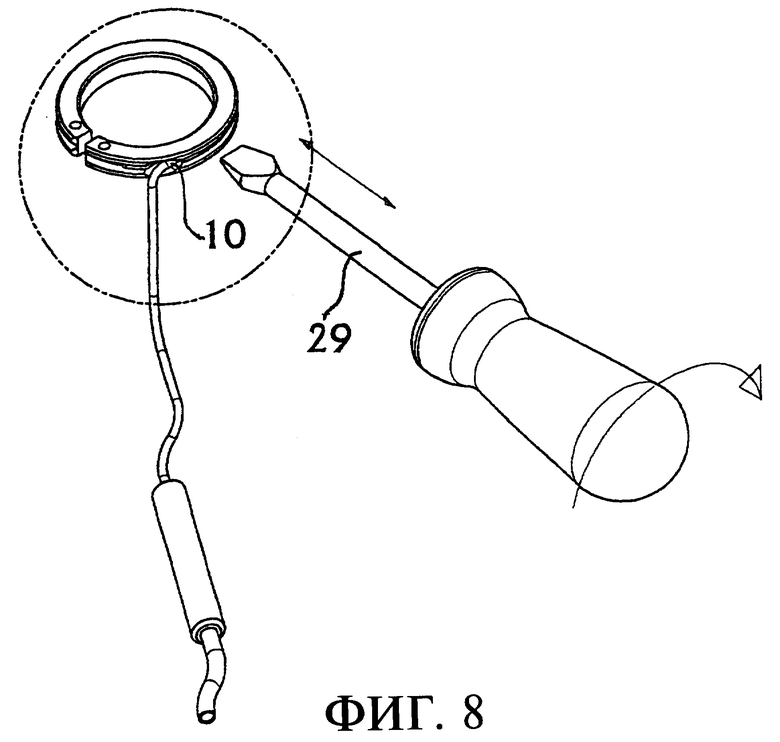
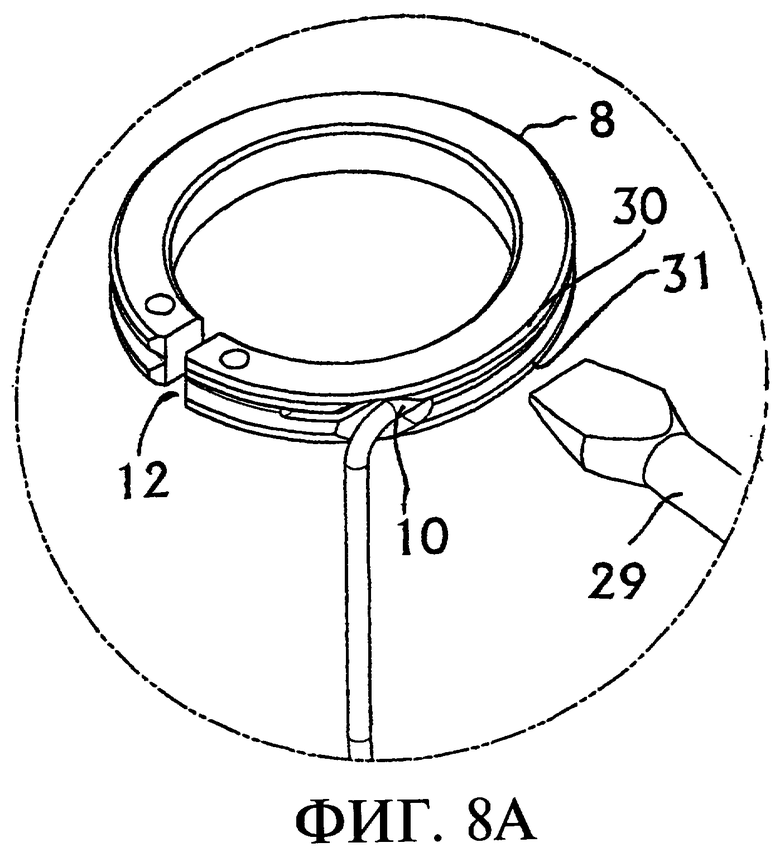
Фиг.8 и фиг.8а представляют собой изображения в перспективе устройства, показанного на фиг.7 и фиг.7а соответственно, на следующем этапе упомянутого способа его применения и установки.
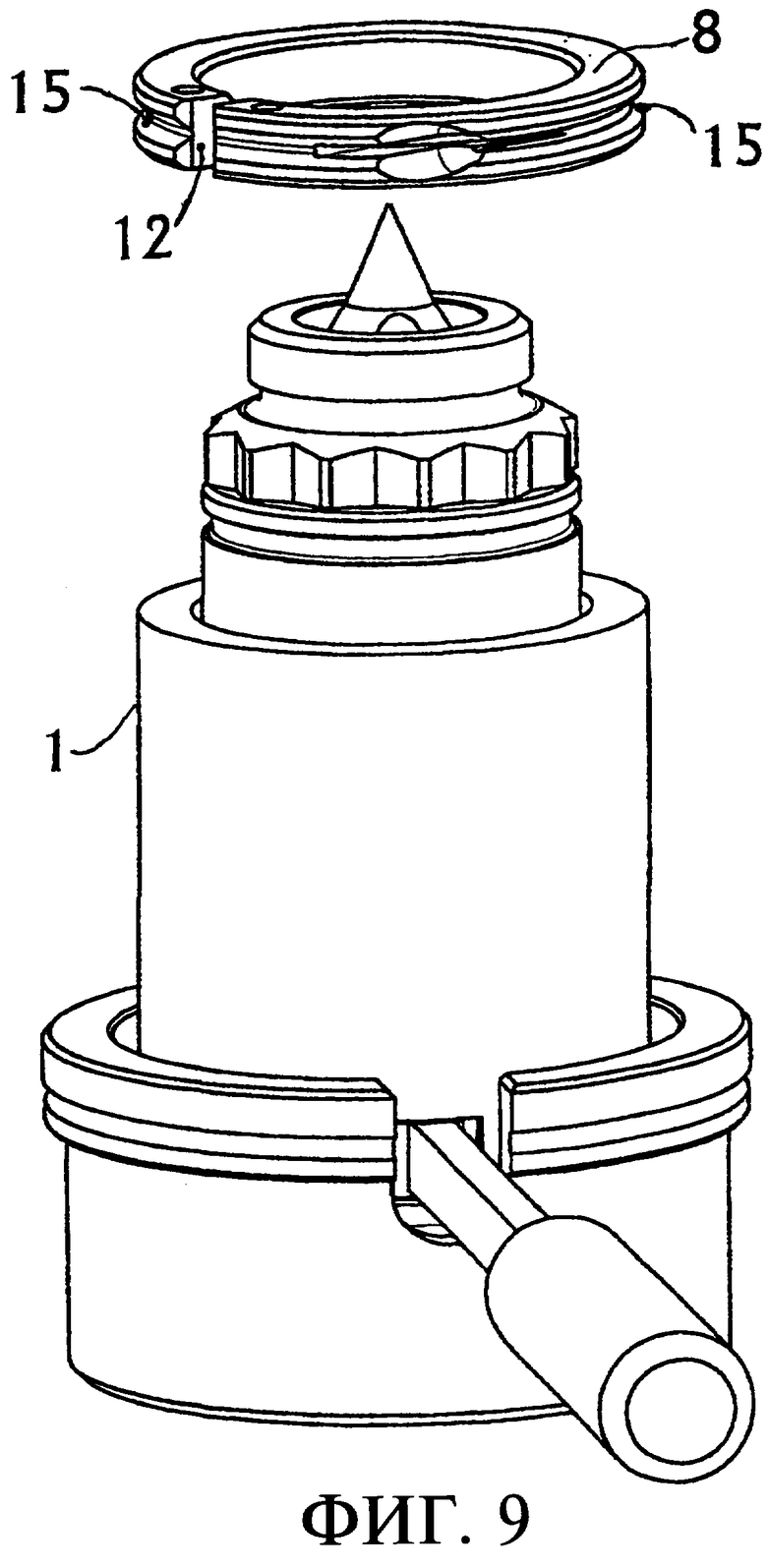
Фиг.9 представляет собой изображение, показывающее предпочтительный способ монтажа устройства по настоящему изобретению на сопле для впрыскивания пластичного полимера.
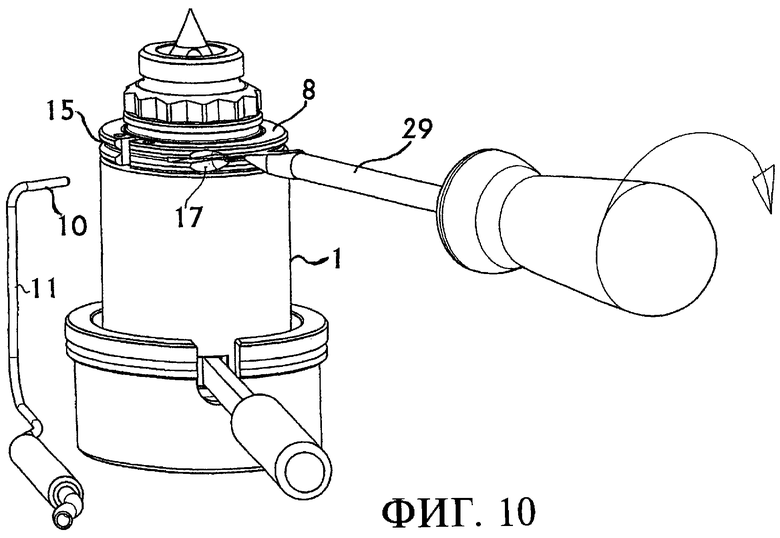
Фиг.10 представляет собой изображение, показывающее устройство с фиг.9 в его собранном состоянии на корпусе литьевого сопла с термочувствительным элементом, размещенным так, чтобы его можно было присоединить к кольцу.
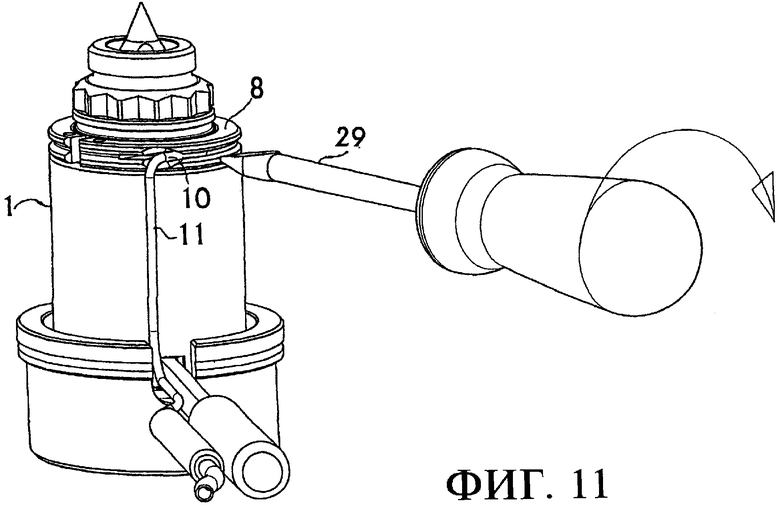
Фиг.11 представляет собой изображение, показывающее следующий этап установки устройства по настоящему изобретению, в том состоянии, когда оно уже прочно закреплено на сопле.
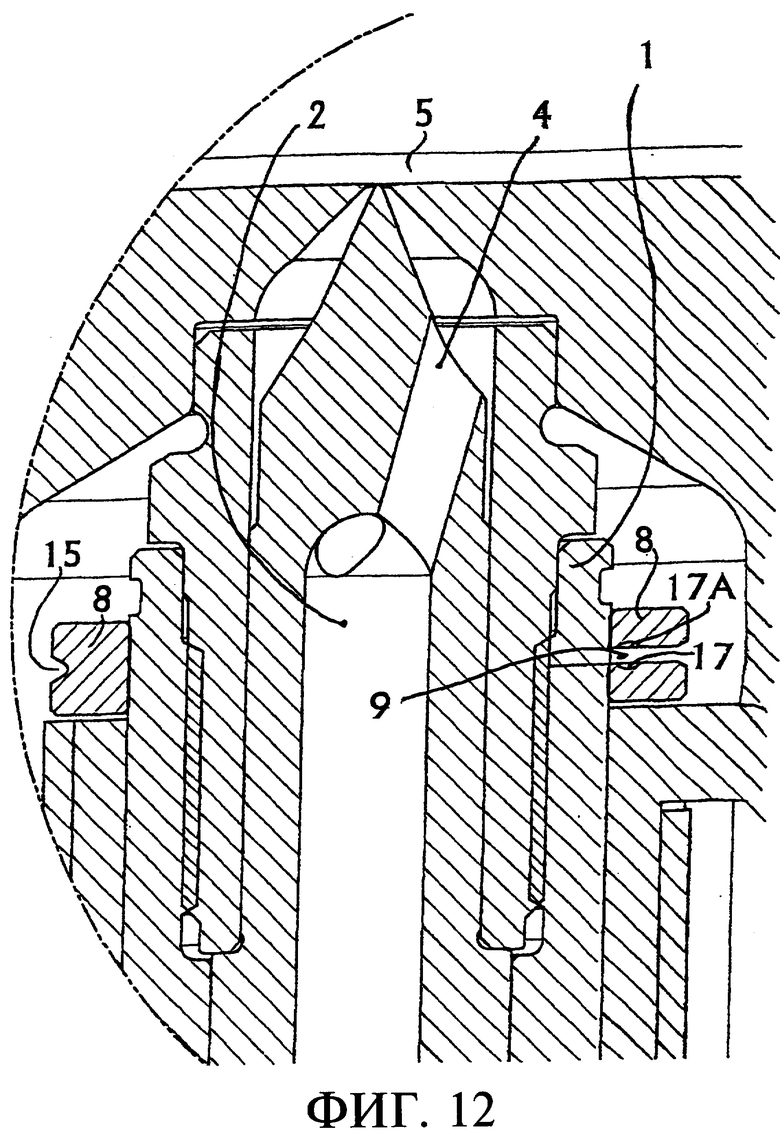
Фиг.12 представляет собой увеличенный разрез по оси узла сопла с фиг.11, в котором используются кольцо по настоящему изобретению.
Как показано на вышеперечисленных фигурах, устройство по настоящему изобретению содержит кольцо 8, основные особенности которого проиллюстрированы на фиг.1-6. Это кольцо 8 снабжено на своей наружной цилиндрической поверхности отверстием 9, предназначенным для размещения оконечного датчика 10 термоэлектрического измерительного устройства 11. Следовательно, если, используя любой из широко известных методов, надеть упомянутое кольцо 8 на наружную цилиндрическую поверхность тела, температура которого должна быть измерена, то таким образом будет реализовано устройство, выполненное с возможностью удерживать упомянутый оконечный датчик 10. В результате последний может быть установлен (с возможностью снятия) точно в нужное положение внутри кольца и, дополнительно, упомянутое кольцо может, в свою очередь, быть установлено в самой благоприятной позиции для размещения упомянутого оконечного датчика 10 в самой благоприятной позиции по отношению к зоне, температура которой должна быть измерена.
С целью повышения точности и быстроты отклика упомянутое отверстие 9 может быть выполнено сквозным - от наружной до внутренней поверхности кольца так, чтобы оконечный датчик 10 можно было продвинуть сквозь него, пока он не придет в непосредственный контакт с наружной поверхностью полого цилиндрического тела 1.
С другой стороны, если достаточна температурная характеристика, менее чувствительная к самым малым колебаниям, или если предпочтительна усовершенствованная фиксация датчика в кольце, представляется рациональным, как показано на фиг.3, фиг.4 и фиг.6, чтобы внутренняя часть 10А упомянутого датчика 10 не выступала с внутренней стороны кольца; лучше, чтобы она проходила в направлении, практически тангенциальном к самому кольцу, и, предпочтительно, выходила за пределы радиуса R, исходящего из оси О кольца перпендикулярно к тангенциальному направлению D упомянутой внутренней части 10А.
Однако такое кольцо может создавать определенные трудности при надевании его на цилиндрическое тело 1 в силу очевидных ограничений упругости материала вышеупомянутого кольца. Чтобы преодолеть такой недостаток и чтобы облегчить надевание кольца на цилиндрическое тело и снятие с него, на упомянутом кольце выполнен поперечный разрез 12 с целью дать кольцу возможность упруго расширяться (кольцо Сигера [Seeger]) и тем самым сделать надевание кольца на цилиндрическое тело и снятие с него более легким.
Однако надежная фиксация датчика 10 термоэлектрического измерительного устройства в кольце может не быть должным образом обеспечена простым введением упомянутого датчика в упомянутое отверстие 9; чтобы устранить этот недостаток, кольцо 8 снабжено по периметру раскрытой наружу канавкой 15, проходящей по внешней поверхности упомянутого кольца 8 приблизительно на середине его высоты, как это лучше всего видно, например, на фиг.2, фиг.5, фиг.7А и фиг.9.
Согласно настоящему изобретению отверстие 9, в которое должен вставляться датчик 10, благодаря этому является доступным, в своей начальной части, через два подходящих профиля 17, 17А соответствующих внутренних, взаимно противолежащих поверхностей упомянутой периметрической канавки 15.
Однако введение датчика 10 в кольцо даже в этом случае может представлять некоторые трудности.
Чтобы устранить и эту проблему на внутренней стороне 28 упомянутого кольца 8 выполнена по меньшей мере одна прорезь 38, лучше всего показанная на фиг.2 и фиг.3, вдоль ограниченной части упомянутой внутренней стороны. Эта прорезь должна быть выполнена в непосредственной близости к упомянутому отверстию 9 и должна проходить через всю толщину кольца, т.е. должна соединяться с упомянутой канавкой на противоположной стороне упомянутого кольца 8.
Истинные причины такого усовершенствования станут лучше понятны из нижеследующего описания.
Как показано на фиг.7, фиг.7А, фиг.8 и фиг.8А, для того чтобы ввести датчик 10 в отверстие 9, требуется только вставить заостренный конец простого инструмента, например лезвие отвертки 29, между кромками 30, 31, образованными противоположными частями упомянутого кольца в зоне, в которой выполнена также одна из упомянутых прорезей 38; если приложить отверткой необходимое усилие к кольцу, лезвие этой отвертки 29 сумеет упруго раздвинуть упомянутые кромки 30, 31 друг от друга и, в результате, увеличить также раскрытие отверстия 9, в которое должен быть затем вставлен упомянутый датчик температуры 10. После такого введения упомянутого датчика температуры, как показано на фиг.8 и фиг.8А, отвертку 29 вынимают, тем самым позволяя вышеупомянутым кромкам вернуться в свое свободное, т.е. нормальное положение, снова приблизившись одна к другой, и, в конце концов, уменьшить раскрытие упомянутого отверстия 9 и плотно защемить упомянутый датчик 10, который уже находится в окончательной позиции.
Как упоминалось ранее в этом описании, могут быть достигнуты дополнительные преимущества, если, как показано особенно ясно на фиг.4 и фиг.6, упомянутое отверстие 9, которое образовано упомянутыми специфическими профилями 17, будет сориентировано практически тангенциально относительно упомянутого кольца 8. Это обстоятельство фактически дает возможность увеличить до максимума длину, на которой защемляется и прочно удерживается оконечный датчик 10 и, в результате, увеличить до максимума надежность и устойчивость установки.
Фиг.9, фиг.10 и фиг.11 иллюстрируют три последовательных этапа монтажа кольца 8 по настоящему изобретению с его вышеописанными усовершенствованиями на цилиндрическое тело 1, которое имеется на сопле для впрыскивания термопластичного полимера, причем в ходе этих этапов упомянутое кольцо расширяют так, чтобы обеспечить введение в него датчика 10, а затем, после введения упомянутого датчика, упомянутое кольцо освобождают, позволяя ему вернуться в свободное состояние.
Исходя из объяснений, уже приведенных выше в связи с этим, и учитывая полную ясность прилагаемых чертежей, специалисты не встретят никаких трудностей в понимании данного варианта осуществления или усовершенствовании других составных частей или модификаций, которые не были описаны здесь подробно.
Наконец, фиг.12 представляет собой увеличенное изображение части разреза по оси литьевого сопла, содержащего внутреннюю сквозную полость 2, которая соединяет через задние входные или впускные отверстия (не показаны) и передний выходной канал 4 обогреваемый литник (не показан) и полость 5 формы.
На этой фигуре хорошо видно отверстие 9 в кольце 8, в которое пока еще не вставлен датчик температуры, а также типичное расположение такого кольца относительно упомянутого литьевого сопла.
Устройство, которое удерживает термочувствительный элемент, включает в себя оконечный датчик, устанавливается на внешней поверхности предпочтительно цилиндрического тела. Устройство содержит упругое кольцо, установленное в контакте с телом и снабженное отверстием, в котором размещен оконечный датчик. Упругое кольцо разделено промежутком в виде разреза, который увеличивает упругую приспособляемость кольца. Предпочтительно, на внешней поверхности кольца выполнена периметрическая канавка, а отверстие доступно за счет соответствующего выполнения по форме внутренних поверхностей канавки. Изнутри кольца может быть выполнена сквозная прорезь, так что канавка может быть раздвинута вблизи отверстия. Сопло для впрыскивания термопластического полимера содержит полое цилиндрическое тело, внутренняя полость которого выполнена так, чтобы создавать возможность для термопластического полимера, вводимого через заднее входное отверстие, протекать через него. Сопло содержит также инжекционную головку, расположенную на передней концевой части полого цилиндрического тела и снабженную передним выпускным каналом, термоэлектрическое измерительное устройство, содержащее оконечный датчик температуры. Сопло имеет также устройство для установки оконечного датчика на внешней поверхности полого цилиндрического тела. Технический результат данного устройства и сопла заключается в создании устройства, приспособленного к монтированию термочувствительного элемента для измерения температур цилиндрического тела, предпочтительно из металла, которое было бы пригодно для легкой неоднократной установки и снятия, имело низкую стоимость и могло быть реализовано с использованием легкодоступных методов и материалов. 2 н. и 5 з.п. ф-лы, 12 ил.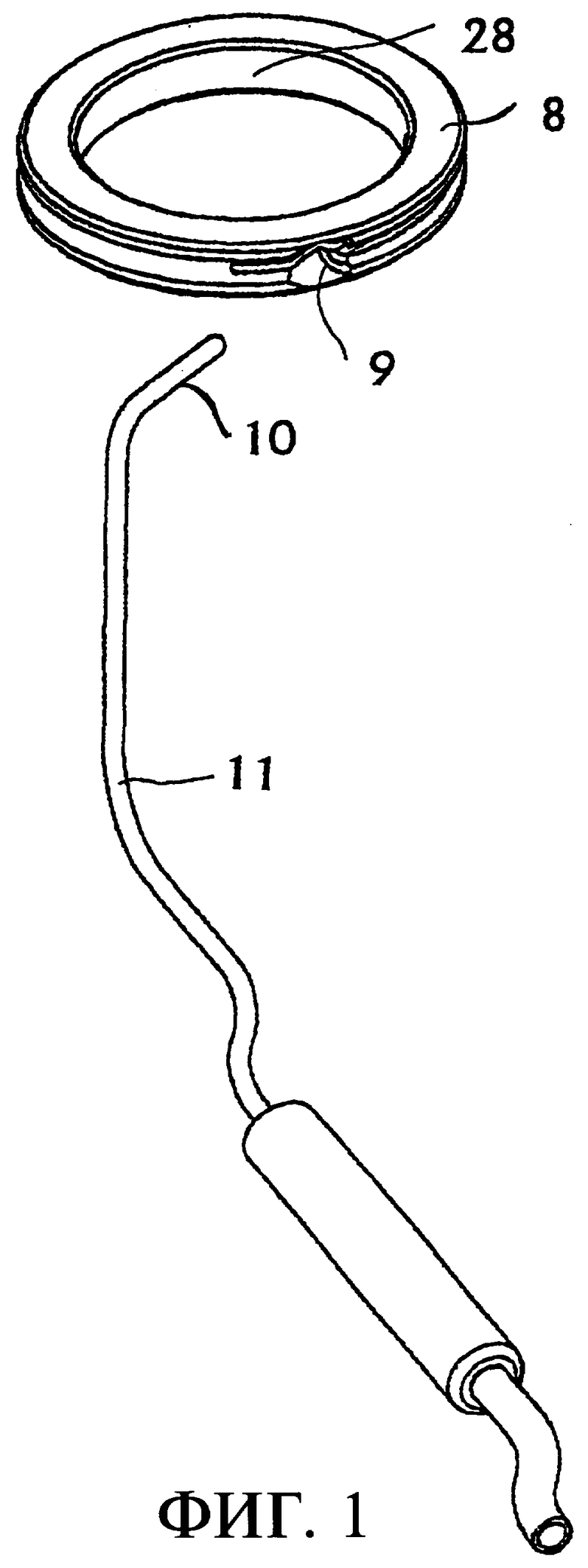
| US 5346388 А, 13.09.1994 | |||
| US 5405258 А, 11.04.1995 | |||
| DE 8704081 U, 21.05.1987 | |||
| Капельница | 1978 |
|
SU695617A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ТЕРМОРЕАКТИВНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2037419C1 |

