Предпосылки создания изобретения
Настоящее изобретение относится в целом к формированию метки, предпочтительно микрометки, на драгоценном камне или промышленном алмазе и к установке драгоценного камня или алмаза для данной операции. Термин "микрометка (micro mark)" в используемом здесь смысле означает очень небольшую метку на драгоценном камне или промышленном алмазе. Метка может представлять собой узнаваемую фабричную марку или товарный знак, такой как имя, наименование или логотип розничного торговца, производителя или торгующей организации, занимающихся алмазами и ювелирными изделиями. Можно наносить метки на промышленные алмазы, некоторые из которых (подобные протяжным кольцам для проволоки) имеют шлифованные поверхности. Тем не менее изобретение в большей степени применимо в области ювелирных изделий, при этом метку наносят на одну из шлифованных граней драгоценного камня, предпочтительно на базовую грань (алмаза). Были сделаны различные предложения по образованию на драгоценных камнях или промышленных алмазах меток, которые невидимы для невооруженного глаза; таким образом, в случае драгоценного камня метка может находиться на грани, которая будет видна в оправе ювелирного изделия. Строго говоря, при большинстве практически осуществимых способов метка формируется в (а не на) поверхности вследствие того что метка формируется за счет удаления материала (называемого фрезерованием (травлением)). Однако такие выражения, как "на поверхности", в используемом здесь смысле включают в себя такое фрезерование в соответствии с обычным языком описания.
Глубину метки главным образом регулируют для ограничения видимости метки до уровня, который не ухудшает эстетических свойств и, следовательно, ценности драгоценного камня - особенно в случае алмазов предпочтительно, чтобы метка была такой, чтобы она не снижала присущую алмазу степень чистоты. Как правило, метка должна быть невидимой для невооруженного глаза. В наиболее широком смысле метка не должна ухудшать красоту камня или ухудшать внешний вид драгоценного камня с эстетической точки зрения. Существуют различные стандарты, но обычное требование состоит в том, что внутренние дефекты должны быть невидимыми при 10-кратном увеличении при использовании невооруженного глаза с применением лупы с 10-кратным увеличением, хотя по мере того как маркирование алмазов становится более популярным, некоторая видимость (различимость) метки может быть приемлемой, в частности потому, что метки не являются точно внутренними дефектами. Например, метки, занимающие площадь до 1 мм2, гравированные до глубины 25 нм или 50 нм, могут быть приемлемыми, несмотря на то что они видны при определенных условиях освещения при 10-кратном увеличении. Значительно более глубокие метки с глубиной до 500 нм также могут быть приемлемыми. Минимальная глубина составляет приблизительно 20 или приблизительно 30 нм. Однако предпочтительно, чтобы на драгоценном камне метка была достаточно неглубокой с тем, чтобы не вызывать значительного рассеяния света из любой зоны. В документе WO 97/03846 имеется описание размеров меток, которые могут быть образованы. Линии, из которых сформированы метки, могут иметь отношение ширины к глубине примерно от приблизительно 20:1 до приблизительно 3000:1, но предпочтительный диапазон составляет от 50:1 до 1000:1.
Метки могут быть сформированы любым пригодным способом. Один способ заключается в использовании метода микролитографии, при которой грань покрывают резистом или фоторезистом методом центрифугирования, и или рисунок шаблона проецируют на покрытую грань путем использования экспонирующего излучения, которое обеспечивает экспонирование резиста (обычно используют систему линз, которая существенно уменьшает размер изображения относительно шаблона), или изображение формируют на покрытой грани путем использования движущегося луча (непосредственное лучевое формирование рисунка). После этого резист проявляют для удаления заданных участков, фактически получая контактный шаблон на грани. Во время проявления экспонированные и неэкспонированные зоны резиста подвергаются проявлению с разной скоростью - при позитивном резисте именно экспонированные зоны растворяются быстрее, оставляя поверхность или грань немаскированной в экспонированных зонах. Подробное описание метода микролитографии имеется в работе Thomson и др. "Introduction to Microlithography" ("Введение в микролитографию"), 2-е издание (1994). После этого драгоценный камень или промышленный алмаз может быть подвергнут фрезерованию (травлению) путем использования, например, плазменного травления, как раскрыто в патенте США 5344526 или в документе WO 98/52773. Другой способ заключается в использовании излучения, которое обеспечивает непосредственную бомбардировку поверхности алмаза или драгоценного камня, при этом проецирование лучей происходит или через шаблон, или формирование рисунка происходит непосредственно на поверхности, например, как описано в патентном документе WO 97/03846.
Более конкретно, изобретение относится к установке и подготовке драгоценного камня или промышленного алмаза для образования метки на его поверхности.
Предпосылки первого и второго аспектов изобретения
Предпочтительно увеличить скорости маркирования драгоценных камней или промышленных алмазов. Одна из проблем заключается в том, что установка драгоценного камня или алмаза в заданном положении занимает некоторое время. Поверхность должна быть установлена точно перпендикулярно к экспонирующему излучению так, чтобы вся зона изображения находилась в фокусе, и пример допуска максимального угла наклона составляет приблизительно 0,1° или 0,2°. Поверхность также должна быть размещена, как правило, на определенной высоте, хотя допустима довольно большая погрешность, например, до ±100 микрон; небольшие различия по высоте могут быть компенсированы посредством регулируемой фокусировки при условии, что поверхность, подлежащая маркированию, не будет расположена слишком далеко от базовой плоскости оборудования вне ее. Тем не менее скорость травления зависит от высоты, на которой располагается поверхность, подлежащая травлению. Таким образом, желательно разработать способ фиксации драгоценного камня или алмаза так, чтобы его поверхность была перпендикулярной к экспонирующему излучению, и на такой высоте, которая по существу будет близка к предварительно заданной высоте. Поскольку может потребоваться нанести резист на алмаз методом центрифугирования и нагреть алмаз для отверждения резиста, фиксация должна быть надежной, и нагрев до температуры приблизительно 105°, 110° или 115°С в течение 50-70 секунд не должен вызывать существенного изменения положения драгоценного камня или алмаза.
В патентном документе WO 00/76583 предложено решение данной проблемы путем обеспечения держателя в виде металлической пластины, которая имеет цилиндрические сквозные отверстия с размером, который приблизительно такой же, как размер алмазов, подлежащих установке в пластине. Пластину помещают на плоскую базовую поверхность или контактную поверхность, и алмазы вставляют базовой гранью вниз в отверстия так, чтобы их базовые грани контактировали с контактной поверхностью. Пробку вставляют в каждое отверстие, и пастообразный клей наносят между алмазом и пробкой и между пробкой и стенками отверстия, при этом отверждение пасты обеспечивает фиксацию пробки и алмаза в отверстии. Данное решение требует наличия широкой номенклатуры держателей с отверстиями разного размера и связано с риском, заключающимся в том, что алмаз с размером, немного превышающим заданный, застрянет в отверстии, или не будет надлежащим образом выровнен, или не будет надежно зафиксирован, а также с риском, связанным с тем, что вершины граней алмаза будут разрушены.
В общих чертах, драгоценный камень или алмаз следует фиксировать таким способом, который подходит для всех процессов, используемых при маркировании. Помимо этого, способ установки и крепления должен быть таким, чтобы установку, снятие и очистку можно было осуществлять настолько просто и быстро, насколько это возможно. В большинстве способов маркирования используются шесть основных операций плюс сама процедура установки. Они перечислены ниже с требуемыми признаками:
установка - должна быть быстрой, чистой, безопасной, надежной, дешевой (экономичной) и простой;
очистка - базовая грань должна быть совершенно чистой;
центрифугирование - должно обеспечиваться удобное манипулирование и надежная фиксация драгоценного камня или алмаза;
термообработка - эта операция рассматривается ниже;
экспонирование - поверхность, подлежащая маркированию, должна быть выровнена, как рассмотрено выше;
проявление - должно обеспечиваться удобное манипулирование;
травление - держатель должен быть совместим с вакуумом, и драгоценный камень или алмаз должен располагаться в центре относительно держателя [с точностью] до 0,5 мм;
снятие - те же требования, что и для установки;
очистка держателя и драгоценного камня - те же требования, что и для установки.
Известно, что используют следующее:
термоплавкие безрастворные клеи - температура превышает безопасный для здоровья предел, составляющий 40оС, и для драгоценного камня и держателя требуется химическая очистка, часто с использованием кислоты;
холодные клеи (клеи естественного отверждения) - они имеют большую продолжительность отверждения и обычно требуют кислотного травителя для их удаления;
удерживание с помощью механических зубчатых захватов - такой держатель является сравнительно большим и дорогостоящим и требует трудоемкой установки - имеют место существенные изменения для различных драгоценных камней и плохая теплопередача.
Данные проблемы препятствовали промышленному использованию технологии, в частности, микролитографии для травления меток на алмазе, но также и в целом.
Целью первого аспекта изобретения является преодоление или частичное устранение, по меньшей мере, одного из недостатков известных решений из уровня техники или создание пригодной альтернативы в той области, которая связана с установкой драгоценного камня или алмаза.
Первый аспект изобретения
В соответствии с первым аспектом изобретения разработаны способы по пунктам 1, 37 или 38 формулы изобретения и держатель по пункту 41 формулы изобретения. В зависимых пунктах формулы изобретения заявляются предпочтительные и/или возможные, но необязательные признаки. Таким образом, традиционно в соответствии с изобретением драгоценный камень или алмаз помещают в форму, поверхность, подлежащую маркированию, вводят в контакт с контактной поверхностью, удерживающий материал формуют вокруг драгоценного камня или алмаза, и он надежно удерживает драгоценный камень или алмаз, так что драгоценный камень или алмаз не может смещаться относительно удерживающего материала, и точно определяют базовую поверхность, которая параллельна контактной поверхности или лежит в одной плоскости с контактной поверхностью. Базовая поверхность может быть на удерживающем материале, но, возможно, более рационально удерживать драгоценный камень или алмаз в контейнере и иметь базовую поверхность на контейнере.
Указанные операции не обязательно должны осуществляться в указанном выше порядке - например, контейнер может быть заполнен жидким удерживающим материалом перед или после размещения драгоценного камня или алмаза в контейнере в зависимости от технологического процесса. Если контейнер является круглым, можно сказать, что он имеет одну боковую стенку.
Разработанный способ обеспечивает возможность установки драгоценного камня или промышленного алмаза таким образом, что соответствующая грань или поверхность может лежать в одной плоскости с базовой поверхностью, в результате чего обеспечивается возможность простого манипулирования драгоценным камнем или промышленным алмазом и быстрой и простой установки драгоценного камня или промышленного алмаза в заданное положение для обработки посредством экспонирующего излучения. Одно преимущество состоит в том, что для драгоценных камней большинства форм и размеров требуется контейнер только одного размера. Возникает возможность установки драгоценных камней или алмазов в отдельных производственных помещениях для отправки их в другое место с целью маркирования. Установленные алмазы или их происхождение (источник) можно идентифицировать путем маркировки контейнера или удерживающего материала или путем включения в удерживающий материал окрашивающего вещества, или индикаторного средства, или вещества для скрытого обозначения.
Предпочтительно, чтобы удерживающий материал не прилипал к драгоценному камню или алмазу, для избежания возникающих позднее проблем с очисткой, при этом предпочтительно, чтобы удерживающий материал удерживал драгоценный камень или алмаз только за счет механической блокировки, то есть за счет формы. Тем не менее драгоценный камень или алмаз надежно удерживается удерживающим материалом и не может смещаться относительно удерживающего материала ни в направлении, перпендикулярном к поверхности, подлежащей маркированию, ни в направлении, параллельном такой поверхности. В случае драгоценного камня удерживающий материал фактически передает любое усилие на экваториальную плоскость, поскольку экваториальная плоскость "захвачена" удерживающим материалом.
Теоретически, по меньшей мере, если резист будет нанесен методом центрифугирования, соответствующая поверхность удерживающего материала может лежать в одной плоскости с гранью или поверхностью драгоценного камня или алмаза, так что любой натек или венчик образуется вне поверхности, подлежащей маркированию; однако, если натек образуется из-за разрыва непрерывности, метка может быть сформирована в стороне от края поверхности.
Резист должен покрывать только поверхность, подлежащую маркированию, и во время травления все части драгоценного камня или алмаза за исключением маркируемой поверхности могут быть защищены удерживающим материалом, что позволяет предотвратить непреднамеренное травление других граней. Таким образом, в случае грани драгоценного камня, все части драгоценного камня вокруг данной грани могут быть закрыты удерживающим материалом - верхняя поверхность удерживающего материала может лежать в одной плоскости с поверхностью, подлежащей маркированию.
При использовании изобретения высококачественные метки могут быть нанесены путем применения сравнительно недорогого и надежного устройства, что позволяет интегрировать способ по изобретению в технологический процесс изготовления шлифованных драгоценных камней или промышленных алмазов при оптимальных издержках.
Вообще, в случае использования резиста удерживающий материал должен быть стабильным при температурах термообработки резиста, указанных выше. Могут быть использованы удерживающие материалы различных типов.
Удерживающий материал первого предпочтительного типа может быть гибким или может быть упругим, например представлять собой эластомер. Эластомер является эластичным и упругим; эластомер представляет собой материал (который может представлять собой натуральный каучук, синтетический каучук или пластик), который при комнатной температуре может быть растянут при приложении небольшого усилия до длины, по меньшей мере, в два раза превышающей его исходную длину, и при мгновенном снятии нагрузки данный материал будет упруго возвращаться к его приблизительно исходной длине, хотя следует отметить, что эластомеры не ограничены данным определением. Термин "эластичный" в используемом здесь смысле имеет данное общепринятое значение, хотя и не ограничен им. Если удерживающий материал удерживает алмаз достаточно прочно, например, при нанесении резиста методом центрифугирования, некоторая гибкость является приемлемой, поскольку во время решающей стадии, а именно экспонирования поверхности для образования метки, алмаз находится практически в ненапряженном состоянии. Преимущество использования гибкого или эластичного удерживающего материала состоит в том, что в конце технологического процесса, когда поверхность уже подвергнется маркированию, драгоценный камень или алмаз может быть просто вытолкнут, например, путем выталкивания его с задней стороны за счет приложения сравнительно небольшого усилия; в данный момент несущественно то, что удерживающий материал может быть деформирован с усилием, превышающим его предел упругости, поскольку обычно его извлекают (если он находится в контейнере) и затем выбрасывают или используют повторно. Отсутствует необходимость в очистке контейнера. После извлечения драгоценного камня или алмаза драгоценный камень или алмаз необходимо очистить только для удаления резиста.
Что касается выбора твердости эластичного или гибкого удерживающего материала, то необходим компромисс. Чем тверже удерживающий материал, тем лучше для установки [драгоценного камня или алмаза] в заданное положение, а также для обеспечения стойкости во время травления и очистки. Однако, если удерживающий материал слишком твердый, труднее извлечь драгоценный камень или алмаз, и в случае некоторых драгоценных камней с особой огранкой, таких как маркизы, существует опасность отслаивания угловой зоны, если удерживающий материал будет слишком твердым. В целом, удерживающий материал может быть достаточно эластичным или гибким, для обеспечения возможности выталкивания драгоценного камня или алмаза из держателя в направлении, перпендикулярном к поверхности, подлежащей маркированию, без отрывания кусков удерживающего материала, хотя в удерживающем материале могут возникать некоторые трещины. Более предпочтительно, если в удерживающем материале не будет возникать никаких трещин, несмотря на то что удерживающий материал может быть деформирован с нагрузкой, превышающей его предел упругости. Наиболее твердые удерживающие материалы могут быть использованы для круглых драгоценных камней с бриллиантовой огранкой, и при измерении по шкале А твердости по Шору (шкале твердомера) твердость по Шору может составлять, например, от приблизительно 60 или 70 до приблизительно 100; для круглых алмазов с бриллиантовой огранкой предпочтительная твердость составляет приблизительно 92. Теоретически удерживающий материал, даже если он образован из полимера, может быть твердым при комнатной температуре и может быть нагрет для извлечения драгоценного камня, но это нежелательно. Удерживающие материалы могут быть прозрачными - прозрачность помогает при выставлении драгоценных камней с особо "причудливыми" формами, то есть драгоценных камней, которые не являются круглыми на виде в плане. Чем ниже удельная теплопроводность, тем лучше. Пригодными пластиками являются термопласты, или синтетические каучуки, предпочтительно термопластичные по характеру изменения свойств (то есть обладающие способностью к расплавлению и повторному затвердеванию). Тем не менее удерживающий материал может быть получен путем введения исходных веществ под давлением, так что удерживающий материал отверждается путем химической реакции. Кроме того, несмотря на то что в предпочтительном способе используется горячее литьевое формование, возможно, существует возможность найти соответствующий полимер, который может быть залит в холодном состоянии и затвердевает за счет химической реакции.
Удерживающий материал второго типа является хрупким, так что удерживающий материал может быть легко разрушен в конце технологического процесса маркирования для освобождения драгоценного камня или алмаза без риска повреждения драгоценного камня или алмаза. Удерживающий материал может быть подвергнут литьевому прессованию как хрупкий полимер или исходные вещества для его получения или введен другим способом.
Удерживающий материал третьего типа представляет собой жидкость при температуре выше его температуры плавления, которая отверждается при обычном застывании или затвердевании. При выборе удерживающего материала с высокой удельной теплопроводностью драгоценный камень или промышленный алмаз может быть нагрет на короткое время, и его температуру можно точно регулировать. Драгоценный камень или промышленный алмаз находится в хорошем тепловом контакте с удерживающим материалом.
Одним таким удерживающим материалом является металл, такой как индий или его пригодный сплав. Могут быть использованы другие металлы и сплавы, отличные от индия и его сплавов. Предпочтительными сплавами являются эвтектические сплавы, поскольку они имеют одну температуру плавления, одним таким сплавом является сплав олова и висмута. Индий имеет высокую удельную теплопроводность, и его температура плавления составляет приблизительно 156°С, что означает, что он может быть легко расплавлен. Температура при термообработке резиста точно ниже данной температуры плавления, и перегретая вода может быть использована для термообработки. Индий имеет низкое давление пара. Он стремится смачивать алмаз. Может быть использован флюс. Индий не вызывает никаких заметных повреждений алмаза при температурах, которые могут быть использованы, хотя при более высоких температурах существует опасность травления.
В конце технологического процесса отвердевший удерживающий материал второго типа может быть расплавлен для его удаления, и любые следы, остающиеся на драгоценном камне, могут быть стерты. Несмотря на то что индий стремится смачивать алмаз, как указано выше, он не прилипает к поверхности алмаза. Если остаются какие-либо следы, они могут быть удалены, например, царской водкой.
Использование удерживающего материала любого типа облегчает очистку поверхности драгоценного камня или промышленного алмаза. Могут быть использованы соответствующие чистящие химикаты, не вызывающие растворения удерживающего материала и не вызывающие, например, загрязнения. Поверхность удерживающего материала является сравнительно мягкой и маскирует острые края и углы грани или поверхности, подлежащей маркированию, что позволяет предотвратить или уменьшить истирание ветоши, используемой для очистки, и тому подобных материалов, используемых во время механической очистки.
Драгоценные камни и промышленные алмазы, диапазон размеров и форм которых является довольно широким, могут быть установлены в держателе одного и того же размера. При соответствующем размещении и наладке множество драгоценных камней может быть установлено в одном держателе.
Контейнер может иметь любую пригодную форму. Например, он может иметь открытый верх, который размещают рядом с контактной поверхностью, или он может иметь открытый низ, который размещают рядом с контактной поверхностью, или он может быть выполнен в виде кольца, верх или низ которого размещают рядом с контактной поверхностью, и при необходимости другой конец закрывают другим элементом. В самом широком смысле, контейнер не обязательно должен составлять часть держателя, но может служить просто для формования удерживающего материала в заданном положении, при этом позднее контейнер удаляют, или может образовывать пресс-форму, из которой удерживающий материал и драгоценный камень или алмаз удаляют. Если контейнер не образует части держателя, удерживающий материал должен быть достаточно жестким. Базовая поверхность на контейнере или пресс-форме определяет соответствующую поверхность на удерживающем материале для установки держателя для выполнения дальнейших технологических операций, например экспонирования резиста, для образования метки, так что базовая поверхность контейнера косвенным образом определяет положение держателя для выполнения дальнейших технологических операций. Базовая поверхность может представлять собой поверхность контейнера или пресс-формы, противоположную контактной поверхности. В альтернативном варианте базовая поверхность может быть контактной поверхностью, так что соответствующая поверхность на удерживающем материале будет лежать в одной плоскости с поверхностью драгоценного камня или алмаза, подлежащей маркированию. В данном альтернативном варианте держатель может быть размещен под координатным столом или плитой для операции экспонирования и зафиксирован на нижней поверхности координатного стола, и в плите выполняют отверстие для экспонирующего излучения.
Второй аспект изобретения
В соответствии со вторым аспектом изобретения разработаны способ по пункту 25 формулы изобретения и держатель по пункту 45 формулы изобретения. В зависимых пунктах формулы изобретения заявляются предпочтительные и/или возможные, но необязательные признаки.
Предпосылки третьего аспекта изобретения
Обычно резист, упомянутый выше, должен быть подвергнут термообработке после того, как он будет нанесен. Температура и продолжительность термообработки имеют решающее значение, поскольку величина экспозиции резиста зависит от свойств резиста и степени его термообработки. Если термообработка проведена не надлежащим образом, экспонирование, как правило, будет неправильным - например, продолжительность термообработки должна быть такой, чтобы не вызывать высушивания резиста. Температуры и продолжительность указаны выше.
Целью третьего аспекта изобретения является преодоление или частичное устранение, по меньшей мере, одного из недостатков решений из известного уровня техники или создание пригодной альтернативы в том, что касается термообработки резиста.
Третий аспект изобретения
В соответствии с третьим аспектом изобретения разработан способ по пункту 31 формулы изобретения. В зависимых пунктах формулы изобретения заявляются предпочтительные и/или возможные, но необязательные признаки.
При использовании теплового насоса можно добиться очень точного регулирования продолжительности и температуры нагрева, а также быстрого нагрева и охлаждения.
Общая идея изобретения заключается в том, что независимо от конструкции и расположения держателя и удерживающего материала, или даже если драгоценный камень или алмаз просто приклеивается к держателю, часть драгоценного камня или алмаза, противоположная поверхности, подлежащей маркированию, может быть расположена так, что она не будет покрыта удерживающим материалом или клеем, так что она будет свободна или открыта для воздействия, и поэтому данная часть может быть подвергнута нагреву или охлаждению, чтобы тем самым обеспечить нагрев или охлаждение драгоценного камня или алмаза. В случае использования удерживающего материала указанная часть предпочтительно выступает из окружающего удерживающего материала. Таким образом, драгоценный камень или алмаз может быть подвергнут прямому нагреву или охлаждению, например, путем использования термоэлектрического теплового насоса (Peltier heat pump), или нагрет путем использования пара или горячей жидкости, такой как перегретая вода или припой. Возможны другие способы нагрева, например, путем облучения поверхности, подлежащей маркированию, или противоположной стороны драгоценного камня или алмаза инфракрасным излучением. Если драгоценный камень или алмаз будет окружен удерживающим материалом с низкой удельной теплопроводностью или будет окружен воздухом, можно достичь очень быстрого нагрева и охлаждения и очень точного регулирования температуры. Данный аспект изобретения обеспечивает улучшение регулирования процесса литографии.
Предпочтительные варианты осуществления
Изобретение будет дополнительно описано в виде примера со ссылкой на сопровождающие чертежи.
На фиг.1а-1d представлены схематичные вертикальные сечения, иллюстрирующие способ установки драгоценного камня в первом держателе.
На фиг.2 представлено схематичное вертикальное сечение, иллюстрирующее способ установки драгоценного камня во втором держателе.
На фиг.3 представлено вертикальное сечение, иллюстрирующее третий держатель.
На фиг.4 представлено выполненное с частичным вырезом вертикальное сечение пресс-формы, предназначенной для установки драгоценного камня в третьем держателе.
На фиг.5 представлено вертикальное сечение, иллюстрирующее четвертый держатель.
На фиг.6 представлено вертикальное сечение части термоэлектрического устройства на основе эффекта Пелты, иллюстрирующее алмаз в третьем держателе, подвергаемый нагреву или охлаждению.
Фиг.1а-1d - первый держатель
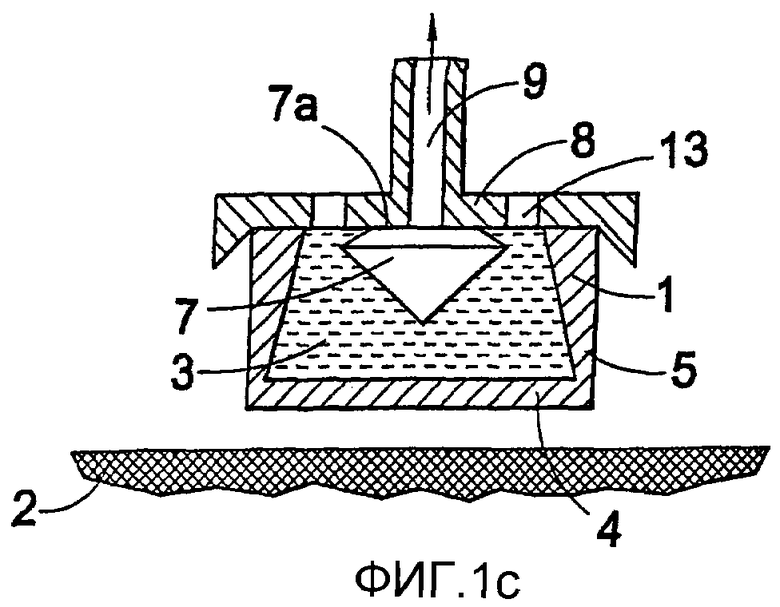
Фиг.1а иллюстрирует держатель 1, установленный на нагретую пластину или горячую плиту 2. Держатель 1 содержит удерживающий материал 3, который был переведен в жидкое состояние путем нагрева. Держатель 1 сформирован основанием 4 и наклоненными внутрь боковыми стенками 5, так что держатель 1 имеет верхнее отверстие. Верхние поверхности боковых стенок 5 являются плоскими и образуют базовую поверхность или плоскость 6. Нижняя сторона основания 4 может быть строго параллельна базовой плоскости и располагаться на предварительно заданном расстоянии от базовой плоскости 6 под ней и служить в качестве базовой (установочной) поверхности.
Установка алмаза в первом держателе
Алмаз 7 размещают в центре вакуумного патрона 8 (вакуум подводят к центральному каналу 9), и алмаз 7 удерживается на заданном местоположении с помощью вакуума. Патрон 8 образует закрывающий элемент для держателя 1 с плоской нижней поверхностью 10, которая служит в качестве контактной поверхности и у которой располагается плоская базовая грань 7а алмаза 7. Нижняя поверхность 10 окружена проходящим вниз выступом 11, который окружает боковые стенки 5, когда патрон 8 опущен.
Если удерживающий материал 3 представляет собой индий, плита 2 может быть нагрета до температуры 170°С, превышающей температуру плавления индия, составляющую 156°С.
Патрон 8 опускают до тех пор, пока его нижняя поверхность не войдет в контакт с верхней поверхностью держателя 1, когда базовая плоскость 6 "войдет в контакт" или совпадет с поверхностью 10 (фиг.1b). Наклон боковых стенок 5 внутрь приводит к ослаблению какой-либо тенденции расплавленного удерживающего материала расплескиваться вверх на нижнюю сторону патрона 8, при этом указанный наклон обеспечивает направление любых брызг вниз. Быстрое опускание алмаза 7 может вызвать застывание удерживающего материала 3; это позволяет использовать очень быструю операцию при погружении алмаза 7 внутрь и последующем подъеме патрона 8 вверх. В альтернативном варианте технологического процесса, когда это не происходит, дополнительный удерживающий материал в виде проволоки 12 может быть введен через отверстия или каналы 13 до тех пор, пока держатель 1 не будет полностью заполнен, при этом проволока 12 расплавляется по мере ее нагрева за счет контакта с держателем 1 (если она касается его) и с уже расплавленным удерживающим материалом 3. В другом альтернативном технологическом процессе удерживающий материал 3 используется в количестве, достаточном для того, чтобы он поднимался над экваториальной плоскостью алмаза 7, но при этом остается некоторое свободное пространство между поверхностью удерживающего материала 3 и нижней стороной медного зажима 8.
После этого держатель 1 охлаждают для обеспечения застывания удерживающего материала 3 (если он еще не застыл), например, путем снижения определенной температуры горячей плиты 2 или подвода охлаждающей жидкости или приложения более холодного твердого предмета к держателю 1. Требуемая степень охлаждения является небольшой, поскольку удерживающий материал 3 необходимо охладить только до температуры ниже его температуры плавления, а не до комнатной температуры.
После этого патрон 8 можно использовать для подъема держателя 1 и алмаза 7 с горячей плиты 2, что позволяет выполнить дополнительное охлаждение (фиг.1с). После этого можно прервать образование вакуума ("перекрыть подвод" вакуума). Держатель 1 образует зажим для алмаза 7, когда алмаз 7 установлен в держателе 1 так, что его базовая грань 7а лежит в одной плоскости с нижней поверхностью 10 патрона 8 и с базовой поверхностью или плоскостью 6 (см. фиг.1d) и располагается строго параллельно нижней стороне основания 4. Зажим (1) может быть отделен от патрона 8. При соответствующем выборе материала патрона 8 и удерживающего материала 3 зажим (1) может разжиматься в случае прерывания создания вакуума - например, если удерживающий материал 3 представляет собой индий или сплав висмута и свинца, патрон 8 может быть изготовлен из алюминиевого сплава.
Обычно держатель 1 и патрон 8 могут быть изготовлены из алюминия или алюминиевого сплава, латуни, нержавеющий стали или керамики, которая может быть механически обработана. Держатель 1 и патрон 8 могут иметь круглую форму.
Если держатель 1 имеет соответствующий размер и предусмотрено соответствующее число каналов 9 для подвода вакуума, то в держателе 1 может быть установлено множество алмазов 7.
Очистка
Далее алмаз 7 может быть очищен, например, посредством механической очистки с помощью щеток, смоченных в спирте, или путем перемещения алмаза и зажима (1) по соответствующей ткани для чистки оптических линз, или т.п. В альтернативном варианте зажим (1) может быть установлен на вакуумном патроне и приведен во вращение вокруг оси, предпочтительно перпендикулярной к базовой грани 7а алмаза 7. В этом случае может быть нанесен растворитель с последующей центробежной сушкой, механической чисткой или с использованием любого другого пригодного способа.
Нанесение резиста
Если грань подлежит травлению посредством микролитографии, зажим (1) может быть установлен на вакуумном патроне и приведен во вращение вокруг вертикальной оси, которая перпендикулярна базовой грани 7а алмаза 7 и проходит через нее. Если в зажиме (1) установлено множество алмазов 7, ось должна проходить приблизительно через центральную ось зажима (1).
Фоторезист наносят так, чтобы он покрывал, по меньшей мере, базовую грань 7а алмаза 7. Пригодным позитивным резистом является Microposit 1818, изготавливаемый Shipley Company, который представляет собой резист на основе диазонафтохинона/новолака (новолачной фенолоформальдегидной смолы). Патрон вместе с зажимом (1) и драгоценным камнем 7 вращают с высокой частотой вращения, как правило, от 4000 до 8000 оборотов в минуту в течение периода, составляющего, как правило, от 15 до 30 секунд. Это приводит к образованию пленки из резиста, имеющей равномерную толщину, на большей части базовой грани 7а алмаза, при этом указанная толщина, как правило, составляет от одного до двух микрон. Если верхняя поверхность будет непрерывной и проходить по всей базовой грани 7а алмаза, по поверхности удерживающего материала 2 и верхним поверхностям боковых стенок 5 зажима (1), на базовой грани 7а алмаза не будет образовываться никакого натека или венчика.
Термообработка перед экспонированием
После этого резист подвергают термообработке. Типовые условия следующие: продолжительность одна минута при температуре 115°С. Указанная термообработка может быть осуществлена путем размещения зажима (1) на горячей плите, при этом предпочтительно используют вакуумный патрон для удерживания зажима в плотном контакте. Тепло подают к зажиму (1) посредством контактирования с горячей плитой и далее тепло быстро передается алмазу 7. В альтернативном варианте эффект нагрева может быть получен за счет индукционного нагрева, при этом нагревательный элемент будет встроен в зажим (1), или любым другим пригодным способом, таким как облучение базовой грани 7а инфракрасным излучением. Температуру зажима (1) можно измерять с помощью термопары или т.п., установленной в зажиме (1) или в контакте с ним, и с помощью данных измерений можно управлять нагревательным средством для регулирования температуры. В альтернативном варианте можно измерять и регулировать температуру горячей плиты.
После термообработки подвод тепла прекращают, и зажим (1) быстро охлаждают. Теперь алмаз 7 готов для экспонирования резиста.Оптическое экспонирование
Зажим (1) помещают на горизонтальную плиту соответствующего оборудования для микролитографии для экспонирования резиста с рисунком, соответствующим метке, подлежащей формированию, например, путем проецирования шаблона на базовую грань 7а алмаза с 10-кратным уменьшением (отрицательным увеличением). Местоположение, ориентацию и фокус изображения, получаемого экспонированием, регулируют соответствующим образом, при этом базовую грань 7а алмаза удерживают строго параллельно плите оборудования и на точно заданной высоте над данной плитой. В альтернативном варианте зажим (1) можно удерживать у обращенной вниз поверхности совмещения, выполненной с отверстием, через которое базовая грань 7а алмаза может облучаться. В данном альтернативном варианте нижняя сторона основания 4 не обязательно должна быть строго параллельной базовой плоскости 6 и не обязательно должна располагаться под указанной плоскостью на предварительно заданном расстоянии.
Любое пригодное излучение может быть использовано для экспонирования резиста. Для резиста Microposit 1818 пригодным является электромагнитное излучение в диапазоне длин волн от 350 до 450 нм. Волны с более короткой длиной позволяют получить изображение с более высоким разрешением. Экспонирование может осуществляться с одной длиной волны, например, при использовании ртутной лампы G-line при 436 нм, или с некоторым диапазоном длин волн, например, при использовании вольфрамово-галогенной лампы с защитным светофильтром.
Термообработка после экспонирования
Может оказаться предпочтительным подвергнуть резист термообработке после экспонирования. Процесс диффузии позволяет уменьшить влияние стоячих волн или интерференционные полосы в резисте. Процедура аналогична термообработке перед экспонированием, описанной выше.
Проявление
Проявление резиста может быть традиционным. Используемое устройство может быть аналогичным центрифуге для распределения резиста, описанной выше.
Травление
Для осуществления процесса плазменного травления может быть использовано оборудование, например, от компании Oxford Plasma Technology (Великобритания) или от компании South Bay Technology (США). Можно использовать травление в разряде постоянного тока, но предпочтительно использовать плазму высокой частоты, для исключения проблем, связанных с накоплением заряда на алмазе. Предпочтительно использовать реактивное ионное травление, при этом алмаз устанавливают на управляемом электроде установки для травления, а не на заземляющем электроде. В одном примере алмаз "создает" отрицательное напряжение смещения относительно плазмы, составляющее, например, от 100 до 1000 В. Бомбардировка ионами большой энергии из плазмы может вызвать частичное преобразование инертной аллотропической модификации углерода, представляющей собой алмаз, в более химически активные формы, такие как графит. Для окисления графита может быть подан чистый кислород, или смесь кислорода и аргона, или воздух.
Предпочтительная плазма состоит из 75% аргона и 25% кислорода, хотя в альтернативном варианте может быть использовано травление чистым кислородом с последующим травлением чистым аргоном для удаления поверхностного кислорода.
Извлечение
Для извлечения алмаза 7 после травления зажим (1) устанавливают на горячую плиту и удерживают на ней до тех пор, пока удерживающий материал 3 не расплавится. Алмаз 7 всплывает вверх и может быть удален с помощью вакуумного патрона или с помощью пинцета.
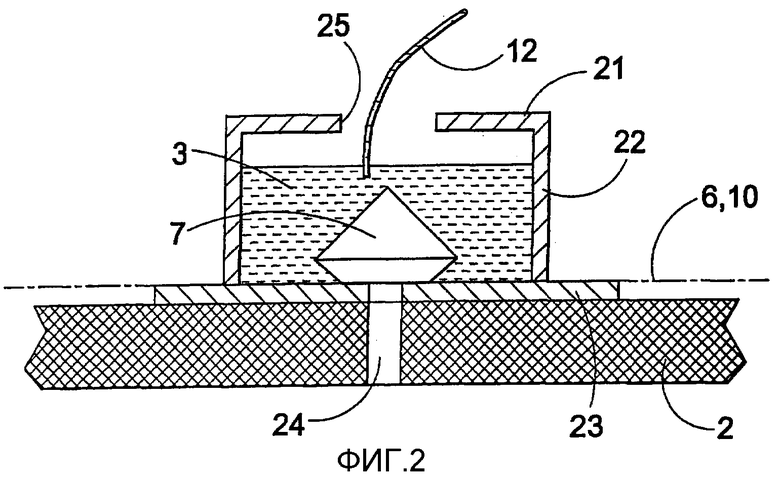
Фиг.2 - второй держатель
На фиг.2 показано, что держатель 21 может быть размещен над алмазом 7. Нижняя сторона боковой стенки 22 держателя 21, который имеет нижнее отверстие, определяет положение базовой или установочной поверхности или плоскости 6. Верхняя сторона верха держателя 21 может быть строго параллельной базовой плоскости 6 и располагаться на предварительно заданном расстоянии над ней. Алмаз помещают на пластину 23, имеющую плоскую верхнюю поверхность 10, которая образует контактную поверхность, и он удерживается в данном положении за счет вакуумирования или всасывающей силы, действующей через отверстие 24. Держатель 21 имеет верхнее отверстие 25, предназначенное для подачи удерживающего материала 3 в виде проволоки 12. Держатель 21 не обязательно должен быть заполнен полностью. Когда достаточное количество удерживающего материала будет добавлено, его охлаждают, всасывание прерывают, и держатель 21 поднимают с пластины 23, при этом алмаз 7 фиксируется внутри держателя 21. Преимущество этой конструкции состоит в том, что сначала покрывают контактную поверхность 10, и поверхность удерживающего материала 3, образованная таким путем, будет плоской без какой-либо "ряби".
Держатель 21 может быть установлен в оборудовании для микролитографии любым из двух альтернативных способов, описанных выше для держателя 1.
Фиг.3 - третий держатель
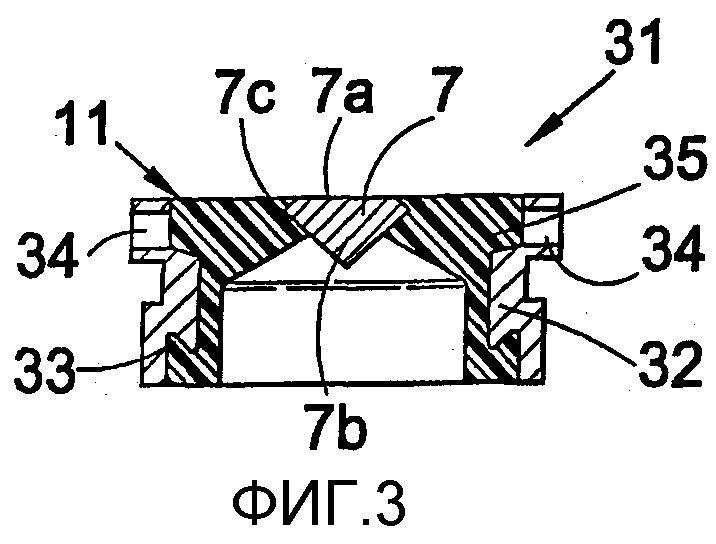
Третий держатель или зажим 31 имеет круглое кольцо зажима или круглый кольцевой контейнер 32, образующий одну боковую стенку с подрезкой 33 в виде половины паза типа "ласточкин хвост". Кольцо имеет два литника 32 для литьевого прессования и содержит удерживающий материал 35, который надежно фиксирует алмаз 7 с бриллиантовой огранкой, имеющий базовую грань 7а, площадку 7b и экваториальную плоскость 7с. Верхняя поверхность удерживающего материала 35 лежит в одной плоскости с базовой гранью 7а, и удерживающий материал 35 имеется как над, так и под экваториальной плоскостью 7с (спереди и сзади от нее, если смотреть в направлении, перпендикулярном к базовой грани 7а), так что алмаз 7 надежно фиксируется удерживающим материалом 35 и не может смещаться относительно удерживающего материала 35 ни в направлении, перпендикулярном базовой грани 7а, ни в направлении, параллельном базовой грани 7а. Площадка 7b алмаза выступает из окружающего удерживающего материала 35.
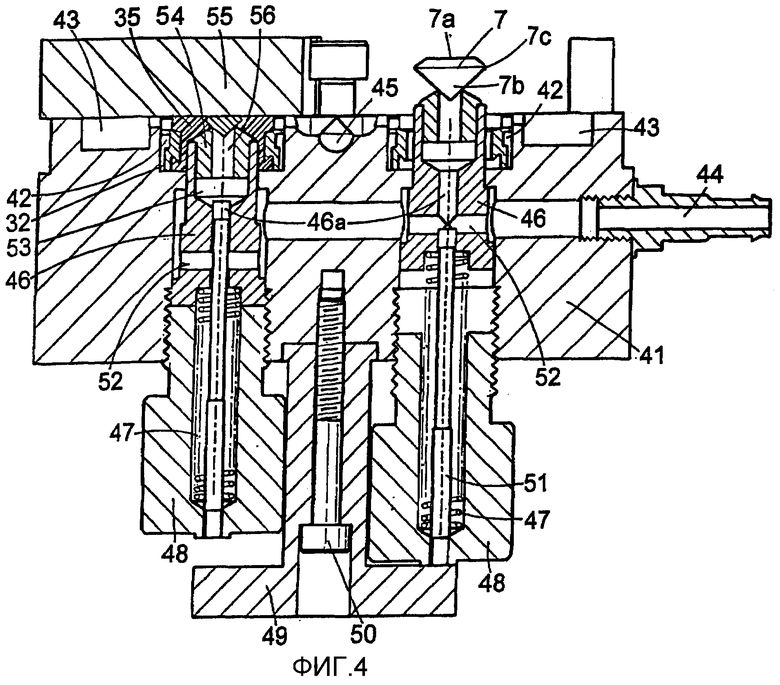
На фиг.4 проиллюстрировано, каким образом образуется зажим 31. На фиг.4 показана пресс-форма для литьевого прессования, имеющая корпус 41. В представленной конструкции корпус 41 имеет две полости 42 для литьевого прессования, или два гнезда 42 пресс-формы, две полости 43 для сброса и соединительный канал 44 для подвода вакуума, сообщающийся с соответствующими каналами внутри корпуса 41. Каждая полость 42 пресс-формы имеет стержень или т.п. (непоказанный) для установки кольца 32 зажима в полости так, чтобы один литник 34 был соединен с основным литником 45, а другой литник был соединен с полостью 43 для сброса. Два центрирующих пальца 46 установлены в корпусе 41 с возможностью смещения в вертикальном направлении и поджаты вверх цилиндрическими винтовыми пружинами 47 сжатия. Пружины 47 должны обеспечивать стабильное давление, небольшое, но достаточное для выталкивания центрирующих пальцев 46 вверх после формования. Центрирующий палец 46, показанный слева, изображен в положении при формовании, в то время как центрирующий палец, показанный справа, показан в положении под нагрузкой, то есть верхнем положении. Пружины 47 удерживаются с помощью винтов 48 с накатанной головкой, ввинченных в основной корпус 41, и основной корпус 41 служит опорой упора 49 для винтов с накатанной головкой, который удерживается в заданном положении винтом 50 с головкой. В основании каждого винта 48 с накатанной головкой размещен штифт 51 для блокировки вентиляционного канала, проходящий вверх в центральное отверстие 46а в соответствующем центрирующем пальце 46. Каждый центрирующий палец 46 имеет поперечное отверстие 52, и в каждом центрирующем пальце 46 образована цилиндрическая полость 53, в верхнем конце которой удерживается вставка 54. Над основным корпусом 41 имеется подъемная верхняя плита 55, при этом показана только левая часть данной плиты в закрытом положении.
Последовательность формования является следующей.
1. Осуществляют загрузку кольца 32 зажимов в полости 42 пресс-формы.
2. Размещают площадку каждого алмаза 7 в выемке в верхней части вставки 54, которая образована отверстием 56 во вставке 54. Исключительно в качестве иллюстрации на фиг.4 показан алмаз 7 массой 0,25 карата (0,05 грамма) на левой вставке 54 и алмаз 7 массой 2 карата (0,4 грамма) на правой вставке 54. Для фиксирования алмазов 7 в местоположении используют вакуум. Верхняя выемка во вставке 54 обеспечивает центрирование алмаза 7, если алмаз имеет, например, бриллиантовую огранку, и удерживание базовой грани 7а вверху. Несмотря на то что вставка 54 одного и того же размера может быть использована для алмазов с массами, находящимися в широком диапазоне, можно предусмотреть вставки 54 разного размера. Кроме того, если алмаз имеет "причудливую" огранку, например имеет форму киля, могут быть предусмотрены вставки особой формы. Как будет описано ниже, избыточный удерживающий материал не должен проходить в отверстие 56, и максимальный допустимый зазор составляет около 30 микрон.
3. Верхнюю плиту 55 опускают. Она обеспечивает прижимание алмазов 7 вниз, что вызывает сжатие пружин 47 и заставляет базовые грани 7а алмазов входить в тесный контакт с нижней стороной верхней плиты 55, так что базовые грани 7а алмазов плотно примыкают к контактной поверхности, создаваемой нижней стороной верхней плиты 55, и оказываются ровно выставленными. Фактически алмазы 7 зажимаются как в центре, так и по плоской поверхности. Как можно видеть слева на фиг.4, при поджиме центрирующего пальца 46 вниз штифт 51 для блокировки вентиляционного канала входит в центральное отверстие и вызывает существенное уменьшение размера проходного отверстия.
4. Винты 46 с накатанной головкой ввинчивают вверх, чтобы они плавно заблокировали центрирующие пальцы 46 в заданном положении и предотвратили ситуацию, при которой давление, существующее при литьевом прессовании, вызывает выталкивание центрирующих пальцев 46 вниз.
5. Пресс-форму устанавливают в литьевую машину, и жидкий эластомерный удерживающий материал 35 вводят под давлением через основной литник 45, при этом первая часть материала проходит прямо через соответствующее кольцо 32 зажима и в полость 43 для сброса с целью вытеснения более холодного исходного наполнителя и вытеснения воздуха. Ограниченное проходное отверстие вокруг штифта 51 для блокировки вентиляционного отверстия позволяет воздуху проходить между алмазом 7 и вставкой 54, но является достаточно малым, что позволяет предотвратить просачивание удерживающего материала 35 в каналы для подвода вакуума. Тем не менее отверстие 56 и полость 53 будут заполняться удерживающим материалом 35, который будет иметь форму, похожую на головку заклепки. Поскольку литники 34 находятся на боковой стороне кольца 32 зажима, удерживающий материал 35 не будет выступать над верхней поверхностью кольца 32 зажима, и не будет возникать проблема, связанная с этим. Как правило, не имеет существенного значения то, заполняет ли удерживающий материал все кольцо 32 зажима, при условии, что алмаз 7 фиксируется на месте, но конструкция такова, что кольцо 32 зажима будет заполнено.
6. Пресс-форму извлекают из литьевой машины, и винты 48 с накатанной головкой вывинчивают.
7. Верхнюю плиту 55 поднимают, при этом пружины 47 обеспечивают выталкивание центрирующих пальцев 46 вверх, вызывая подъем алмазов 7, которые теперь уже зафиксированы в кольцах 32 зажимов для образования зажимов 31.
8. Зажимы 31 поднимают с верхних поверхностей центрирующих пальцев 46. Если удерживающий материал 35 просочился за алмаз 7, вставки 54 будут подняты вместе с зажимами 31, будучи захваченными "головкой заклепки" из удерживающего материала 35. В этом случае "головку заклепки" отрывают; удерживающий материал 35 будет разрываться в том месте, где он имеет минимальную площадь поперечного сечения, то есть в том месте, где площадка 7b алмаза размещается в отверстии 56 вставки 54. Отрывание "головки заклепки" приводит к тому, что площадка 7b становится открытой для воздействия. Если существуют какие-либо избыточные куски удерживающего материала 35 на площадке 7b, они могут быть сняты пинцетом.
9. Избыточный удерживающий материал 35 извлекают из полости 43 для сброса и из распределительных литников и т.д.
10. Вставки 54 снова устанавливают в центрирующих пальцах 46.
Время цикла может составлять приблизительно одну минуту (четыре зажима 31 через каждые две минуты), при этом не требуется никакого предварительного нагрева. Если удерживающий материал 35 представляет собой Elastron G 1047, он может быть введен под давлением при 180°С. Пресс-форма и зажимы 31 не достигают температуры выше 40°С, так что не возникает угрозы для здоровья и безопасности. Алмазы 7 могут быть сцентрированы с точностью до 0,5 мм. Используется очень малое количество удерживающего материала 35, и поэтому его стоимость является низкой; кроме того, в случае необходимости он может быть использован вторично.
Теперь зажимы 31 содержат алмазы 7, расположенные так, что их базовые грани 7а точно параллельны верхней и нижней поверхностям (торцевым поверхностям) колец 32 зажимов, каждая из которых может образовывать базовую поверхность. Как правило, ожидается, что будет иметь место небольшая усадка удерживающего материала 35. Удерживающий материал 35 входит в зону под подрезку 33 (см. фиг.3), и по мере усадки удерживающего материала 35 зона подрезки вызывает небольшое притягивание алмаза 7 вниз, но при этом базовая грань 7а алмаза будет оставаться строго параллельной верхней поверхности кольца 32 зажима благодаря симметрии конструкции. Подрезка 33 обеспечивает фиксацию удерживающего материала 35 относительно кольца 32 зажима.
Для изготовления держателя могут быть использованы любые пригодные материалы. Тем не менее, в одном конструктивном варианте корпус 41 изготовлен из инструментальной стали, верхняя плита 55 изготовлена из прозрачного пластика, такого как поликарбонат, например Macrolon (который обеспечивает возможность увидеть внутреннее пространство) - если возникают проблемы, связанные с тем, что удерживающий материал 35 "перетекает" через верхние края кольца 32 зажима, верхняя плита 55 может быть выполнена с нижней поверхностью, предусмотренной с резиновой накладкой. Вставки 54 изготовлены из полиацетальной смолы или полиформальдегида, например, из Delrin, который является достаточно жестким для центрирования и для того, чтобы оставить малые каналы для прохода воздуха, но не вызывает раскалывания алмаза 7. Само кольцо 32 зажима может быть изготовлено из нержавеющей стали, или из алюминиевого сплава, или из алюминия.
Фиг.5 - четвертый держатель
Четвертый держатель или зажим 36 аналогичен зажиму 31, но не имеет никакого кольца 32 зажима, будучи образованным полностью из удерживающего материала 35. Зажим 36 показан как отформованный в полости 42 для литьевого прессования пресс-формы по фиг.4 с последующим извлечением литников. Удерживающий материал 35 представляет собой твердый полимер, и полимер и материал вставки 54 выбирают так, чтобы удерживающий материал 35 не прилипал к вставке 54; таким образом, вставка 54 по-прежнему может быть снята с центрирующих пальцев 46, но будет удерживаться в зажиме 36 только с помощью полимера, который проник в отверстие 56, и может быть отделена, как описано выше. Верхняя и нижняя поверхность полости пресс-формы определяют положение базовых поверхностей, которые образуют верхнюю и нижнюю поверхности зажима 36 и косвенным образом определяют положение базовой грани 7а алмаза для образования метки. Таким образом, или верхняя поверхность, или нижняя поверхность зажима 36 может служить в качестве базовой (установочной) поверхности.
Фиг.6
Для "Термообработки перед экспонированием", а также для "Термообработки после экспонирования", упомянутых выше, может быть использовано термоэлектрическое устройство или тепловой насос (термоэлектрический охладитель) как для нагрева алмаза 7, так и для его охлаждения.
Термоэлектрическое устройство, часть которого показана на фиг.6, представляет собой стандартный тепловой насос, имеющий термоэлектрический узел 62 с нагревательным наконечником 63. Наконечник 63 образован с полостью 64, которая содержит небольшую каплю жидкого припоя 65. Зажим 66 для наконечника выполнен такой формы, чтобы в него можно было вставить зажим 31 (или 36), который может опускаться вниз (он показан слегка поднятым на фиг.6) так, что припой 65 будет смачивать площадку 7b алмаза 7. Таким образом, алмаз 7 будет нагреваться, что, в свою очередь, вызывает нагрев резиста на базовой грани 7а для термообработки резиста (непоказанного). После того как пройдет соответствующее время термообработки, режим работы термоэлектрического теплового насоса 61 изменяют на противоположный, и алмаз 7 быстро охлаждается. Припой 65 отверждается при температуре приблизительно 70°С, но по-прежнему обеспечивает хороший тепловой контакт, хотя он и не смачивает алмаз 7. После этого зажим 31 (или 36) может быть просто снят, и никакой чистки не требуется.
Использование термоэлектрического устройства позволяет осуществить очень хорошее регулирование в течение всего цикла термообработки. Время нагрева может быть очень коротким и составлять от 3 до 4 секунд, и время охлаждения может быть очень коротким и составлять от 12 до 15 секунд, при этом термообработка осуществляется, например, при 110°С в течение одной минуты. Удерживающий материал 35 может быть выбран таким, что он не будет разрушаться при нагреве. Поскольку удерживающий материал 35 может представлять собой теплоизоляционный материал, кольцо 32 зажима остается холодным, и им можно манипулировать, при этом также избегают чрезмерных потерь тепла.
После этого зажим 31 или 36 поступает на другие этапы технологического процесса, от "Очистки" до "Травления", как описано выше. Для осуществления операции "Извлечение" в случае зажима 31 алмаз 7 просто выталкивают из зажима 31 путем использования соответствующего неметаллического инструмента для нажатия на площадку 7b. Остальной удерживающий материал 35 может быть вырван из кольца 32 зажима, и кольцо 32 зажима может быть использовано вторично. В случае зажима 36 удерживающий материал 35 может быть срезан, если он будет слишком твердым и не позволит выполнить выталкивание алмаза 7.
Если во всем описании и формуле изобретения контекст четко не требует иного, термины "содержать (comprise)", "содержащий (comprising)" и т.п. следует рассматривать как включающие в противоположность терминам, имеющим значение исключающих или исчерпывающих; то есть в смысле "включающий в себя, но не ограниченный [чем-то]".
Любое рассмотрение известного уровня техники в описании ни в коем случае не должно расцениваться как признание того, что такой предшествующий уровень техники широко известен или образует часть общеизвестных знаний в данной области.
Настоящее изобретение было описано выше исключительно в виде примера, и модификации могут быть выполнены в пределах существа изобретения, которое охватывает эквиваленты описанных элементов и признаков.




С целью установки алмаза в зажиме так, чтобы базовая грань алмаза была выставлена ровно и находилась на заранее заданной высоте, алмаз устанавливают в пресс-форме для литьевого прессования так, чтобы его базовая грань вошла в контакт с нижней стороной верхней плиты, при этом поджим алмаза в направлении вверх осуществляется с помощью вставки. Эластомер вводят под давлением в кольцо зажима, подвергая литьевому прессованию, и указанный эластомер надежно удерживает алмаз в кольце зажима за счет того что эластомер имеется как перед, так и за экваториальной плоскостью алмаза. Несмотря на то что может происходить некоторая усадка эластомера, базовая грань алмаза будет выставлена строго параллельно верхней и нижней поверхностям кольца зажима, и базовая грань будет находиться лишь немного ниже плоскости, определяемой верхней поверхностью кольца зажима. Таким образом, зажим может быть установлен на стол установки для образования метки посредством микролитографии после нанесения фоторезиста на базовую грань алмаза. Для выполнения термообработки резиста зажим размещают над нагревательным наконечником термоэлектрического теплового насоса, который имеет полость, содержащую каплю припоя, чтобы быстро нагреть алмаз, обеспечить регулирование продолжительности и температуры термообработки и быстро охладить алмаз. 9 н. и 36 з.п. ф-лы, 6 ил.
| Аппарат непрерывного действия для гидролиза | 1948 |
|
SU76583A1 |
| Способ изготовления штампов | 1976 |
|
SU695760A1 |
| Способ изготовления магнитной головки | 1974 |
|
SU491986A1 |
| Приспособление для изготовления устрой-CTBA КРЕплЕНия зАгОТОВОК ОпТичЕСКиХлиНз | 1978 |
|
SU837782A1 |
| УСТРОЙСТВО ДЛЯ СРЕЗАНИЯ ВОЛОС | 2015 |
|
RU2702176C2 |
| US 3527198 A1, 08.09.1970 | |||
| US 5760367 A1, 02.06.1998. | |||

