Область техники, к которой относится изобретение
Это изобретение относится к устройству и способу для изготовления расходомера Кориолиса и более конкретно расходомера Кориолиса, отформованного главным образом из пластмассы.
Уровень техники
Расходомеры Кориолиса широко используются в применениях, в которых требуется получение точной информации, относящейся к потоку материала. Эта информация включает массовый расход и плотность материала. Расходомеры Кориолиса имеют диапазон размеров от расходомеров, имеющих расходомерную трубку диаметром 0,16 сантиметров, до расходомеров, диаметр трубки которых составляет 15 сантиметров. Эти расходомеры служат для широкого диапазона потоков материала, который охватывает от приблизительно нескольких капель в минуту, например, для использования в установках для анестезии до нескольких тонн в минуту, например, для использования в нефтепроводах или при погрузке и выгрузке нефтяных танкеров. Независимо от их размеров, большинство применений, в которых используются расходомеры Кориолиса, требуют высочайшего уровня точности, такого, например, как максимальная ошибка 0,15 процентов. Многие применения, в которых используются расходомеры Кориолиса, также включают получение информации о потоке материала, который является опасным и при обращении с которым должны быть приняты меры предосторожности для предотвращения утечки материала в окружающую среду.
Проблема заключается в том, что эти строгие требования приводили до сих пор в результате к высокой стоимости изготовления расходомеров Кориолиса. Эта высокая стоимость изготовления является результатом необходимости в использовании дорогих материалов, например нержавеющей стали и титана. Эта высокая стоимость изготовления также является результатом сложности процессов изготовления, обычно используемых для изготовления высококачественных расходомеров Кориолиса, которые отвечают вышеуказанным требованиям. Эти стадии включают тщательную механическую обработку, сварку, пайку и сборку частей. Другое требование заключаются в том, что расходомерные трубки расходомеров с изогнутыми расходомерными трубками должны иметь постоянную кривизну и не иметь перегибов. Эти требования повышают сложность механической обработки и операций изгиба, требуемых для изготовления расходомерной трубки.
Другая проблема связана с операциями пайки, используемыми для соединения различных деталей расходомера. Соединения пайкой обычно используются для прикрепления расходомерной трубки к скрепляющей пластине. Соединения пайкой также используются для соединения других частей, таких как кронштейны привода и тензодатчиков, и для прикрепления разветвленного трубопровода к концам U-образных расходомерных трубок. Значительные меры предосторожности должны быть приняты в операциях пайки для производства соединений пайкой, которые надежно прикрепляют детали одну к другой и в которых нет микроскопических трещин. Также термические напряжения создаются при операции пайки, в которой скрепляющая пластина может охлаждаться быстрее, чем расходомерная трубка или другие детали, с которыми соединяется скрепляющая пластина. Это быстрое и неравномерное охлаждение создает постоянные напряжения в деталях, с которыми соединяется скрепляющая пластина.
Другая проблема заключается в том, что расходомеры Кориолиса не являются такими устройствами, которые изготовляются в больших объемах на сборочной линии. Они являются устройствами, которые производятся в малых количествах вручную и тщательно проверяются на каждой стадии процесса изготовления, чтобы гарантировать, что каждая часть отвечает техническим требованиям к ее конструкции и обладает требуемой точностью перед тем, как она будет соединена с другой частью. Эти значительные меры предосторожности требуются для того, чтобы гарантировать, что готовый расходомер отвечает техническим требованиям к конструкции, и в нем нет дефектов, которые могут исказить точность выходных данных или вызвать его поломку.
Другая проблема расходомеров Кориолиса состоит в том, что они часто требуются для анализа коррозионных материалов. Это сокращает предполагаемый срок службы и надежность расходомеров, если они не изготовлены с использованием дорогостоящих материалов, например нержавеющей стали или титана. Эти материалы являются дорогими при покупке и трудными в изготовлении. Использование этих материалов часто приводит к тому, что расходомер имеет детали, изготовленные из несходных материалов: например, расходомер имеет ряд деталей из нержавеющей стали, которые должны быть соединены с титановой расходомерной трубкой, чтобы обеспечить канал для потока целиком из титанового материала, который имеет высокое сопротивление коррозионным анализируемым материалам.
Другой проблемой расходомеров Кориолиса является то, что металлические расходомерные трубки приемлемой толщины являются относительно жесткими и имеют сопротивление изгибу. Чем толще стенка расходомерной трубки, тем более жесткой является расходомерная трубка. Эта жесткость противодействует силам Кориолиса, которые создаются потоком материала, и уменьшает отклонения Кориолиса в вибрирующей расходомерной трубке с потоком материала. Это в свою очередь уменьшает чувствительность расходомера путем уменьшения сдвига фаз выходных сигналов, которые вырабатываются тензодатчиками расходомерной трубки. Это представляет собой особенную проблему расходомеров Кориолиса, в которых должны использоваться расходомерные трубки, имеющие толстые стенки для содержания материалов под высоким давлением. Таким образом, использование любой металлической расходомерной трубки представляет собой компромисс между требуемой толщиной стенки, в связи с требованиями содержания под высоким давлением, и требуемой от расходомера чувствительностью к потоку. В патенте США 5157975 описан расходомер Кориолиса, имеющий стеклянную расходомерную трубку. Однако она является хрупкой и не решает вышеупомянутые проблемы расходомеров Кориолиса, имеющих металлические расходомерные трубки.
Решение
В соответствии с настоящим изобретением предложен расходомер Кориолиса, в котором достигнут технический прогресс и решены вышеуказанные проблемы, включая проблему высокой стоимости материалов и трудности изготовления. В расходомере по настоящему изобретению эти проблемы решены путем использования пластмассы для большинства деталей, образующих расходомер. В расходомере по настоящему изобретению вышеупомянутые проблемы решены с использованием технологий изготовления, которые дают возможность формовать многие конструктивные исполнения изобретения путем литья под давлением. Во всех конструктивных исполнениях изобретения широко используются пластмасса и литье под давлением. В частности, все конструктивные исполнения имеют динамически активную конструкцию, которая отформована полностью из пластмассы путем литья под давлением.
В соответствии с первым возможным примером конструктивного исполнения предложен расходомер Кориолиса, имеющий одну прямую расходомерную трубку, окружающую ее пластмассовую уравновешивающую пластину, концентричную с расходомерной трубкой, и пластмассовую скрепляющую пластину, которая соединяет торцы уравновешивающей пластины с расходомерной трубкой. Вся динамически активная конструкция (расходомерная трубка, уравновешивающая пластина и скрепляющая пластина) отформована из пластмассы путем литья под давлением. Концы расходомерной трубки могут быть впоследствии соединены с торцевыми фланцами посредством соответствующих технологий приклеивания.
В соответствии со вторым возможным конструктивным исполнением изобретения детали динамически активной конструкции, а также торцевые фланцы отформованы из пластмассы путем литья под давлением. Это второе конструктивное исполнение предусматривает пластмассовый смоченный канал для потока материала, который проходит по всей длине расходомера, причем поток материала проходит последовательно от входного фланца через расходомерную трубку к выходному фланцу. Это конструктивное исполнение имеет то преимущество, что пластмассовый смоченный канал для потока устраняет проблемы коррозии, возникающие в результате взаимодействия между анализируемым материалом и деталями расходомера из металла, например титана, нержавеющей стали и других металлов. За исключением, возможно, привода и тензодатчиков, и корпус расходомера полностью изготовлен из пластмассы путем литья под давлением.
Вышеописанное конструктивное исполнение отформовано путем процесса литья под давлением, который содержит первую стадию формования формы для стержня канала для потока, имеющей полость, которая определяет физические характеристики канала для потока внутри расходомера. Полость внутри формы для стержня канала для потока заполняют соединением металла из плавких сплавов, содержащих висмут, свинец, олово, кадмий и индий. Эти сплавы имеют низкую точку плавления, приблизительно 47 градусов Цельсия. Впрыснутый металл затем получает возможность охладиться до твердого состояния, в это время разъемные половины формы разделяют и удаляют отформованный металл. Этот металл точно образует канал для потока материала через расходомер.
Вторая стадия процесса включает формование оболочковой формы, имеющей полость, которая образует наружную часть отформованных деталей расходомера. Отформованный стержень канала для потока из низкотемпературного металла вставляют в оболочковую форму, в которую затем впрыскивают пластмассу, которая используется для формования наружной части деталей расходомера. Пластмасса в оболочковой форме затем получает возможность охлаждения и отверждения, после чего разъемные половины оболочковой формы разделяют, и отформованную пластмассовую деталь расходомера удаляют. Наружная часть отформованной пластмассы образует деталь расходомера с требуемыми наружными параметрами. Металлический стержень канала для потока, образующий канал для потока, остается заключенным в пластмассовую конструкцию, отформованную в процессе литья посредством оболочковой формы. Эту пластмассовую конструкцию, образующую канал для потока, затем нагревают до температуры, требуемой для плавления низкотемпературного металла стержня канала для потока. Низкотемпературный металл плавится и вытекает из пластмассовой детали расходомера, так чтобы полученная в результате конструкция представляла собой деталь расходомера, имеющую наружные физические характеристики, определяемые полостью внутри оболочковой формы, и имеющую внутренний канал для потока, образованный металлическим стержнем канала для потока, отформованным посредством формы для стержня канала для потока.
Пластмассовые детали расходомера, отформованные путем вышеописанного процесса, имеют то преимущество, что их наружные физические характеристики формуются с высокой точностью посредством полости внутри оболочковой формы. Деталь расходомера имеет внутренний канал для потока, отформованный с высокой точностью посредством стержня канала для потока из низкотемпературного металла, отформованного посредством формы для стержня. В этом процессе создается идеальный канал для потока, имеющий стенки, в которых нет дефектов и неровностей, типичных для обычных процессов литья, связанных с изготовлением металлических разветвленных трубопроводов для потока.
Другим конструктивным исполнением изобретения предусмотрен расходомер Кориолиса, имеющий одну изогнутую расходомерную трубку, отформованную из пластмассы. Этот расходомер может быть изготовлен посредством процесса литья под давлением, подобного тому, который описан выше для расходомеров с одной прямой трубкой.
Другим конструктивным исполнением изобретения предусмотрен расходомер Кориолиса, имеющий пару прямых трубок, соединенных между входным фланцем и выходным фланцем. Пара расходомерных трубок содержит динамически уравновешенную конструкцию, отформованную из пластмассы, которая может быть изготовлена посредством литья под давлением способом, подобным описанному выше.
Другим конструктивным исполнением изобретения предусмотрен расходомер Кориолиса, имеющий пару изогнутых расходомерных трубок, содержащих динамически уравновешенную конструкцию и соединенных между входным фланцем и выходным фланцем. Этот расходомер может быть отформован из пластмассы и изготовлен способом, подобным описанному выше.
В соответствии с другим конструктивным исполнением изобретения все описанные выше расходомеры имеют скрепляющие пластины, отформованные из пластмассы и изготовленные посредством литья под давлением пластмассы для того, чтобы создать единый блок со связанными с ним расходомерными трубками.
В соответствии с другим конструктивным исполнением изобретения расходомер с одной прямой расходомерной трубкой включает связанную с ней уравновешивающую пластину для динамического равновесия. Уравновешивающая пластина может быть либо концентричной и окружающей связанную с ней расходомерную трубку, либо, альтернативно, может быть отдельной деталью, параллельной и отделенной промежутком от связанной с ней расходомерной трубки, но соединенной с расходомерной трубкой посредством связывающей скрепляющей пластины.
Все описанные выше альтернативы предусматривают расходомер Кориолиса, в котором широко использована пластмасса для его деталей. В некоторых конструктивных исполнениях пластмасса используется только для расходомерной трубки или трубок; в других пластмасса используется для всей динамической конструкции, содержащей расходомерную трубку или трубки, уравновешивающую пластину и скрепляющую пластину. В других конструктивных исполнениях пластмасса используется для торцевых фланцев, так чтобы в расходомере Кориолиса обеспечивался смоченный канал для потока материала полностью из пластмассы. Часть или части расходомеров из пластмассы отформованы путем литья под давлением так, чтобы часть или части расходомера, в которых используется пластмасса, содержали одну выполненную как единое целое пластмассовую деталь.
Расходомеры по настоящему изобретению сводят к минимуму проблемы коррозии путем использования пластмасс. Эти расходомеры являются более легкими в изготовлении и поэтому имеют меньшую стоимость в связи с использованием технологий литья пластмассы под давлением. Эти расходомеры предотвращают проблемы известного уровня техники, связанные с неодинаковой толщиной стенки. Эти расходомеры Кориолиса имеют дополнительное преимущество, так как использование литья пластмассы под давлением создает расходомерную трубку, имеющую контролируемую толщину стенки. Если требуется, боковая стенка пластины расходомерной трубки может иметь изменяемую по оси толщину с целью выполнения настройки режима. Соосные детали, такие как боковые ребра, также могут быть расположены на расходомерной трубке или уравновешивающей пластине, чтобы регулировать боковую вибрацию. Расходомерная трубка, уравновешивающая пластина и скрепляющая пластина образуют единую конструкцию. Эта единая конструкция может включать фланцы или, альтернативно, фланцы могут быть прикреплены позднее посредством приклеивания адгезивом или сварки пластмассы растворением. Корпус, если предусмотрено, может быть либо металлическим, либо пластмассовым, и, если он является пластмассовым, то может быть постоянно прикреплен к остальным пластмассовым деталям расходомера, чтобы обеспечить создание выполненного как единое целое блока, отформованного преимущественно из пластмассы за исключением необходимых металлических деталей, например металлических проводов, требуемых для управления расходомером. Также пластмассовая коробка для фидера может быть приклеена к пластмассовому расходомеру после того, как в нее будут вставлены провода.
Формы подвергают точной механической обработке, чтобы отформовать каналы для потока, имеющие идеальные изгибы с хорошо контролируемыми размерами внутреннего диаметра и наружного диаметра. Проблемы отклонения от закругления канала для потока расходомерной трубки исключаются. Также исключаются негладкость, шероховатость или неровность внутренних стенок расходомерной трубки. Проблемы коррозии сводятся к минимуму путем использования пластмассы. Также исключается разрушение паяных и сварных соединений, типичное для металлических расходомерных трубок, а также исключаются термические проблемы, связанные с операциями сварки и пайки. Измерительный прибор также имеет небольшой вес и легко ликвидируется по завершению ресурса путем утилизации пластмассы. Пластмассовые расходомерные трубки являются более гибкими, чем металлические расходомерные трубки той же толщины. Это повышает чувствительность расходомера благодаря тому, что пластмассовая расходомерная трубка может иметь большую реакцию Кориолиса при данном расходе.
Аспектом изобретения является расходомер Кориолиса, содержащий:
устройство расходомерных трубок, приспособленное для приема потока материала из входного отверстия расходомера и для прохода указанного потока материала через указанное устройство расходомерных трубок к выходному отверстию расходомера;
привод для приведения в вибрационное движение указанного устройства расходомерных трубок;
устройство тензодатчиков, соединенное с указанным устройством расходомерных трубок для выработки выходных сигналов, представляющих отклонения Кориолиса указанного устройства вибрирующих расходомерных трубок с потоком материала;
устройство, реагирующее на указанные выходные сигналы, вырабатываемые указанными тензодатчиками для выработки выходной информации, относящейся к указанному потоку материала; и
отличающийся тем, что указанный расходомер Кориолиса дополнительно содержит:
указанное устройство расходомерных трубок отформовано из пластмассы, чтобы образовать пластмассовый смоченный канал для потока материала, который проходит через всю длину указанного устройства расходомерных трубок;
указанный смоченный канал для потока материала дополнительно включает пластмассовые штуцера расходомерных трубок, каждый из которых имеет первый конец, соединенный с концами указанного устройства расходомерных трубок;
первый из указанных пластмассовых штуцеров расходомерных трубок имеет второй конец, приспособленный для приема указанного потока материала;
второй из указанных пластмассовых штуцеров расходомерных трубок имеет второй конец, приспособленный для выхода указанного потока материала.
Предпочтительно, указанный расходомер Кориолиса включает пластмассовый входной фланец и пластмассовый выходной фланец, соединенные с концами устройства указанных пластмассовых штуцеров расходомерных трубок для образования указанного входного отверстия расходомера и указанного выходного отверстия расходомера.
Предпочтительно, указанный пластмассовый смоченный канал для потока материала дополнительно включает указанный пластмассовый входной фланец и указанный пластмассовый выходной фланец, причем указанный поток материала проходит через указанный пластмассовый входной фланец, и указанные пластмассовые штуцера расходомерных трубок, и указанное устройство пластмассовой расходомерной трубки, и указанный пластмассовый выходной фланец.
Предпочтительно, указанный расходомер Кориолиса включает корпус, причем указанный корпус ограждает устройство пластмассовых расходомерных трубок, и указанные пластмассовые штуцера, и указанный привод, и указанные устройства тензодатчиков.
Предпочтительно, указанный корпус отформован из пластмассы.
Предпочтительно, указанное устройство расходомерной трубки содержит одну расходомерную трубку.
Предпочтительно, указанное устройство расходомерной трубки содержит одну пластмассовую расходомерную трубку;
пластмассовую уравновешивающую пластину, ориентированную параллельно указанной расходомерной трубке; и
устройство пластмассовых скрепляющих пластин, соединяющее указанную расходомерную трубку с торцевыми частями указанной уравновешивающей пластины.
Предпочтительно, указанное устройство скрепляющих пластин содержит первую и вторую пластмассовые скрепляющие пластины, соединяющие торцы указанной уравновешивающей пластины с указанной расходомерной трубкой; и
поверхность стенки указанной расходомерной трубки содержит волнистость в части указанной расходомерной трубки между указанными пластмассовыми скрепляющими пластинами.
Предпочтительно, указанный пластмассовый смоченный канал для потока дополнительно включает пластмассовый входной фланец и пластмассовый выходной фланец, соединенные с концами указанной расходомерной трубки.
Предпочтительно, указанная уравновешивающая пластина, и указанное устройство скрепляющих пластин, и указанная расходомерная трубка ограждены корпусом, чтобы образовать составляющую одно целое конструкцию расходомера Кориолиса, отформованную из пластмассы.
Предпочтительно, указанная уравновешивающая пластина, и указанное устройство скрепляющих пластин, и указанная расходомерная трубка ограждены корпусом, чтобы образовать выполненную как одно целое конструкцию расходомера Кориолиса, отформованную из пластмассы;
устройство пластмассовых соединительных штанг корпуса соединяет внутреннюю стенку указанного корпуса с торцами указанной уравновешивающей пластины, и с указанной расходомерной трубкой, и с указанным устройством скрепляющих пластин.
Предпочтительно, расходомер Кориолиса включает пластмассовые соединительные штанги пластмассового корпуса, расположенные между указанным устройством фланца и указанным устройством соединительных штанг корпуса и соединяющие указанную внутреннюю стенку указанного корпуса с указанной расходомерной трубкой.
Предпочтительно, указанная уравновешивающая пластина содержит детали поверхности, отформованные из пластмассы для облегчения монтажа указанного привода и указанных устройств тензодатчиков на указанной уравновешивающей пластине.
Предпочтительно, указанный привод имеет пластмассовую бобину, выполненную как единое целое с указанной уравновешивающей пластиной, и дополнительно имеет электрическую подводящую катушку на указанной бобине.
Предпочтительно, указанная уравновешивающая пластина ограждает указанную расходомерную трубку.
Предпочтительно, указанная уравновешивающая пластина параллельна указанной расходомерной трубке и имеет продольную ось, смещенную относительно продольной оси указанной расходомерной трубки.
Предпочтительно, указанное устройство расходомерных трубок содержит первую пластмассовую расходомерную трубку и вторую пластмассовую расходомерную трубку, и что указанный расходомер Кориолиса дополнительно содержит:
устройство пластмассовых скрепляющих пластин, имеющее первый торец, соединенный с концами указанной первой расходомерной трубки, и второй торец, соединенный с указанной второй расходомерной трубкой.
Предпочтительно, указанный смоченный канал для потока включает пластмассовый входной фланец и пластмассовый выходной фланец, причем каждый из них соединен с концами указанной первой расходомерной трубки и указанной второй расходомерной трубки.
Предпочтительно, указанная скрепляющая пластина и указанная первая расходомерная трубка и указанная вторая расходомерная трубка ограждены пластмассовым корпусом.
Предпочтительно, указанный смоченный канал для потока включает первый пластмассовый штуцер, образующий пластмассовый расходящийся разветвленный трубопровод, соединяющий указанный входной фланец со входными частями указанной первой и второй расходомерных трубок, и дополнительно включает второй пластмассовый штуцер, образующий пластмассовый сходящийся разветвленный трубопровод, соединяющий указанный выходной фланец с выходными частями указанных первой и второй расходомерных трубок.
Предпочтительно, указанная первая расходомерная трубка и указанная вторая расходомерная трубка изогнуты.
Предпочтительно, указанный смоченный канал для потока включает:
пластмассовый входной фланец, соединенный со входными концами указанных первой и второй расходомерных трубок; и пластмассовый выходной фланец, соединенный с выходными концами указанных первой и второй расходомерных трубок.
Предпочтительно, указанный смоченный канал для потока дополнительно содержит:
указанный пластмассовый входной разветвленный трубопровод, соединяющий указанный входной фланец с указанными входными концами указанных первой и второй расходомерных трубок;
указанный пластмассовый выходной разветвленный трубопровод, соединяющий указанный выходной фланец с указанными выходными концами указанных первой и второй расходомерных трубок.
Предпочтительно, указанная скрепляющая пластина, и указанные первая и вторая расходомерные трубки, и каждый из указанных разветвленных трубопроводов ограждены пластмассовым корпусом.
Предпочтительно, указанный расходомер Кориолиса содержит:
пластмассовый корпус,
пластмассовые соединительные устройства, которые соединяют указанный корпус с указанным устройством пластмассовой расходомерной трубки, указанное устройство расходомерной трубки является пластмассовым и расположено внутри указанного корпуса и приспособлено для приема потока материала;
указанный привод приводит в вибрационное движение указанное устройство пластмассовой расходомерной трубки;
указанное устройство тензодатчиков соединено с указанным устройством пластмассовой расходомерной трубки для выработки выходных сигналов, представляющих отклонения Кориолиса указанного вибрирующего пластмассового устройства расходомерной трубки с потоком материала;
указанные выходные сигналы передаются в электрическую схему, которая вырабатывает информацию, относящуюся к указанному потоку материала.
Предпочтительно, указанный привод имеет пластмассовую бобину, соединенную с указанным устройством пластмассовой расходомерной трубки; и
указанное устройство тензодатчиков имеет пластмассовую бобину, соединенную с указанным устройством расходомерной трубки.
Другим аспектом изобретения является способ изготовления конструкции расходомера Кориолиса, включающего устройство расходомерной трубки; причем указанный способ содержит стадии:
формуют стержень, образующий канал для потока материала указанного устройства расходомерной трубки путем впрыскивания металла с низкой температурой плавления или растворимого материала в полость формы для стержня, причем указанная полость образует указанный канал для потока материала;
вставляют указанный отформованный стержень канала для потока материала в полость оболочковой формы и закрывают указанную оболочковую форму для формования полости между наружной поверхностью указанного отформованного стержня канала для потока материала и внутренней поверхностью указанной полости указанной оболочковой формы;
указанная полость указанной оболочковой формы образует наружную поверхность указанного устройства расходомерной трубки;
заполняют указанную полость указанной оболочковой формы пластмассой для формования отформованного пластмассового устройства расходомерной трубки, которое содержит указанный отформованный стержень канала для потока материала;
удаляют указанное отформованное пластмассовое устройство расходомерной трубки, содержащее указанный отформованный стержень канала для потока материала, из указанной оболочковой формы; и
удаляют указанный отформованный стержень канала для потока материала из указанного отформованного пластмассового устройства расходомерной трубки путем повышения температуры указанного отформованного пластмассового устройства расходомерной трубки выше точки плавления указанного металла, из которого отформован указанный стержень канала для потока материала, или путем растворения указанного литого отформованного стержня канала для потока материала посредством растворителя.
Предпочтительно, указанная полость дополнительно имеет средства, которые располагают указанный отформованный стержень канала для потока материала в указанной полости указанной оболочковой формы.
Предпочтительно, указанная форма для стержня имеет указанную полость, которая образует указанный канал для потока материала указанного устройства расходомерной трубки.
Предпочтительно, стадия формования оболочковой формы включает наличие полости, которая образует указанную наружную поверхность указанного устройства расходомерной трубки, и дополнительно имеет указанное устройство, которое располагает указанный отформованный стержень канала для потока материала в указанной полости указанной оболочковой формы.
Предпочтительно, указанное устройство расходомерных трубок образуется парой расходомерных трубок;
стадия формования указанной формы для стержня включает:
стадию формования указанной формы для стержня так, чтобы указанная полость указанной формы для стержня образовала каналы для потока материала указанной пары расходомерных трубок;
стадия формования указанного стержня канала для потока материала включает стадию формования указанного стержня канала для потока материала указанной пары расходомерных трубок;
стадия заполнения указанной полости указанной оболочковой формы пластмассой включает стадию формования отформованной пластмассовой конструкции, образующей указанную пару расходомерных трубок, каждая из которых содержит один из указанных стержней канала для потока материала.
Предпочтительно, указанная изготовленная конструкция расходомера Кориолиса дополнительно содержит:
первую скрепляющую пластину, соединяющую первые концы каждой из указанной пары расходомерных трубок один с другим, и вторую скрепляющую пластину, соединяющую вторые концы каждой из указанных расходомерных трубок один с другим;
отличающаяся тем, что указанная стадия формования оболочковой формы включает стадию формования полости в указанной оболочковой форме, которая образует наружную поверхность указанной изготовленной конструкции расходомера Кориолиса, включающей указанные первую и вторую скрепляющие пластины и указанную пару расходомерных трубок;
стадия заполнения указанной полости указанной оболочковой формы пластмассой включает стадию формования пластмассовой конструкции расходомера Кориолиса, образующей указанную пару расходомерных трубок и указанные скрепляющие пластины, причем указанная отформованная конструкция расходомера Кориолиса содержит указанный отформованный стержень канала для потока материала.
Предпочтительно, указанная изготовленная конструкция расходомера Кориолиса дополнительно содержит:
детали для монтажа привода и детали для монтажа тензодатчиков, прикрепленные к указанным первой и второй расходомерным трубкам;
указанная стадия формования указанной оболочковой формы включает стадию формования полости в указанной оболочковой форме, которая образует наружную поверхность указанной изготовленной конструкции расходомера Кориолиса, включающей указанные детали для монтажа привода и указанные детали для монтажа тензодатчиков;
отличающаяся тем, что указанная оболочковая форма снабжена средством для расположения указанного отформованного стержня в указанной полости указанной оболочковой формы;
отличающаяся тем, что стадия заполнения указанной полости указанной оболочковой формы пластмассой включает стадию образования отформованной пластмассовой конструкции расходомера Кориолиса, которая содержит указанную пару расходомерных трубок, указанные детали для монтажа привода и указанные детали для монтажа тензодатчиков, причем указанная пара расходомерных трубок содержит указанный отформованный стержень канала для потока материала.
Предпочтительно, указанная конструкция расходомера дополнительно содержит:
входной фланец, соединенный со входным концом указанных расходомерных трубок, и выходной фланец, соединенный с выходным концом указанных расходомерных трубок;
отличающаяся тем, что указанная стадия формования оболочковой формы включает стадию формования при наличии полости, которая образует наружную поверхность указанной конструкции расходомера Кориолиса, включающей указанные расходомерные трубки, указанную первую скрепляющую пластину и указанную вторую скрепляющую пластину, указанный входной фланец и указанный выходной фланец;
стадия заполнения указанной полости указанной оболочковой формы пластмассой включает стадию формования отформованной пластмассовой конструкции расходомера Кориолиса, которая образует наружную поверхность указанных расходомерных трубок, указанные первую и вторую скрепляющие пластины и указанный входной фланец и указанный выходной фланец, причем указанная пластмассовая конструкция расходомера Кориолиса содержит указанный отформованный стержень канала для потока материала.
Предпочтительно, указанная изготовленная конструкция расходомера дополнительно содержит:
входной разветвленный трубопровод, соединяющий указанный входной фланец с входным концом указанных расходомерных трубок, и выходной разветвленный трубопровод, соединяющий указанный выходной фланец с выходным концом указанных расходомерных трубок;
указанная стадия формования оболочковой формы включает стадию формования при наличии полости, которая образует наружную поверхность указанной конструкции расходомера Кориолиса, включающей указанные расходомерные трубки, указанную первую скрепляющую пластину и указанную вторую скрепляющую пластину, указанный входной разветвленный трубопровод и указанный выходной разветвленный трубопровод, указанный входной фланец и указанный выходной фланец;
стадия заполнения указанной полости указанной оболочковой формы пластмассой включает стадию формования отформованной пластмассовой конструкции расходомера Кориолиса, которая образует наружную поверхность указанных расходомерных трубок, указанные первую и вторую скрепляющие пластины и указанный входной разветвленный трубопровод, и указанный выходной разветвленный трубопровод, указанный входной фланец и указанный выходной фланец, причем указанная пластмассовая конструкция расходомера Кориолиса содержит указанный отформованный стержень канала для потока.
Предпочтительно, указанная отформованная конструкция расходомера Кориолиса содержит расходомерную трубку и концентричную уравновешивающую пластину, окружающую указанную расходомерную трубку;
стадия формования формы для стержня включает стадии формования формы для первого стержня, имеющей полость, которая образует канал для потока материала указанной расходомерной трубки;
указанная стадия формования формы для стержня дополнительно включает стадию формования формы для второго стержня, имеющей полость, которая образует пространство между наружной поверхностью указанной расходомерной трубки и внутренней поверхностью указанной уравновешивающей пластины;
стадия формования стержня включает стадии впрыскивания низкотемпературного металла или растворимого материала в указанную форму для первого стержня для формования указанного стержня канала для потока материала и дополнительно включает стадию впрыскивания низкотемпературного металла или растворимого материала в указанную форму для второго стержня для формования полого стержня для уравновешивающей пластины, который образует указанное пространство между наружной поверхностью указанной расходомерной трубки и указанной внутренней поверхностью указанной уравновешивающей пластины;
стадия формования указанной оболочковой формы включает стадии формования полости, приспособленной для того, чтобы вставить в нее указанный отформованный стержень канала для потока материала и указанный отформованный полый стержень уравновешивающей пластины;
стадия, на которой вставляют стержень, включает стадии, на которых вставляют указанный отформованный стержень канала для потока материала в указанную полость оболочковой формы, и вставляют указанный отформованный полый стержень уравновешивающей пластины в указанную полость оболочковой формы, так чтобы указанный полый стержень уравновешивающей пластины был расположен концентрично с указанным стержнем канала для потока материала;
стадия заполнения включает стадию заполнения указанной полости указанной оболочковой формы пластмассой для формования отформованной пластмассовой конструкции расходомера Кориолиса, которая образует наружную поверхность указанной расходомерной трубки и указанную концентричную уравновешивающую пластину, причем указанная пластмассовая конструкция расходомера Кориолиса содержит указанный стержень канала для потока материала и указанный полый стержень уравновешивающей пластины.
Предпочтительно, указанная изготовленная конструкция расходомера Кориолиса дополнительно содержит:
первую скрепляющую пластину, соединяющую первый торец указанной уравновешивающей пластины с указанной расходомерной трубкой, и вторую скрепляющую пластину, соединяющую второй торец указанной уравновешивающей пластины с указанной расходомерной трубкой;
указанная стадия формования оболочковой формы включает стадию формования при наличии полости в указанной оболочковой форме, которая образует наружную поверхность указанной конструкции расходомера Кориолиса, включающей указанную расходомерную трубку и указанную уравновешивающую пластину, а также указанную первую скрепляющую пластину и указанную вторую скрепляющую пластину;
стадия заполнения указанной полости указанной оболочковой формы пластмассой включает стадию формования отформованной пластмассовой конструкции расходомера Кориолиса, которая образует указанную расходомерную трубку и указанную концентричную уравновешивающую пластину, а также указанные первую и вторую скрепляющие пластины, и которая содержит указанный стержень канала для потока материала и указанный полый стержень уравновешивающей пластины.
Предпочтительно, указанная изготовленная конструкция расходомера дополнительно содержит:
входной фланец, соединенный со входным концом указанной расходомерной трубки, и выходной фланец, соединенный с выходным концом указанной расходомерной трубки;
отличающаяся тем, что указанная стадия формования оболочковой формы включает стадию формования при наличии полости, которая образует наружную поверхность указанной конструкции расходомера Кориолиса, включающей указанную расходомерную трубку, указанную уравновешивающую пластину, указанную первую скрепляющую пластину и указанную вторую скрепляющую пластину, указанный входной фланец и указанный выходной фланец;
стадия заполнения указанной полости указанной оболочковой формы пластмассой включает стадию формования отформованной пластмассовой конструкции расходомера Кориолиса, которая образует наружную поверхность указанной расходомерной трубки, указанную уравновешивающую пластину, указанные первую и вторую скрепляющие пластины, и указанный входной фланец и указанный выходной фланец, причем указанная пластмассовая конструкция расходомера Кориолиса содержит указанный отформованный стержень канала для потока материала и указанный полый стержень уравновешивающей пластины.
Предпочтительно, указанная изготовленная конструкция расходомера Кориолиса дополнительно содержит:
детали для монтажа привода и детали для монтажа тензодатчиков, прикрепленные к указанной уравновешивающей пластине;
стадия формования указанной оболочковой формы включает стадию формования полости в указанной оболочковой форме, которая образует наружную поверхность указанной конструкции расходомера Кориолиса, включающей указанную расходомерную трубку, указанную уравновешивающую пластину, указанные скрепляющие пластины, указанный входной разветвленный трубопровод и указанный выходной разветвленный трубопровод, и указанные детали для монтажа привода, и детали для монтажа тензодатчиков;
стадия заполнения указанной полости указанной оболочковой формы пластмассой включает стадию формования отформованной пластмассовой конструкции расходомера Кориолиса, наружная поверхность которой образует указанную расходомерную трубку, указанную уравновешивающую пластину, указанные скрепляющие пластины, указанные детали для монтажа привода и детали для монтажа тензодатчиков на указанной уравновешивающей пластине, указанный входной разветвленный трубопровод и указанный выходной разветвленный трубопровод, причем указанная пластмассовая конструкция расходомера Кориолиса содержит указанный отформованный стержень канала для потока материала и указанный полый стержень уравновешивающей пластины.
Предпочтительно, указанные стадии формования стержня, образующего канал для потока материала указанного устройства расходомерной трубки, включают стадии:
впрыскивают металл с низкой температурой плавления или растворимый материал в полость формы для стержня, причем указанная полость образует указанный канал для потока материала;
вставляют указанный отформованный стержень канала для потока материала в полость оболочковой формы и закрывают указанную оболочковую форму для формования полости между наружной поверхностью указанного отформованного стержня канала для потока материала и внутренней поверхностью указанной полости указанной оболочковой формы;
указанная полость указанной оболочковой формы образует наружную поверхность указанного устройства расходомерной трубки;
заполняют указанную полость указанной оболочковой формы пластмассой для формования отформованного пластмассового устройства расходомерной трубки, которое содержит указанный отформованный стержень канала для потока материала;
удаляют указанное отформованное пластмассовое устройство расходомерной трубки, содержащее указанный отформованный стержень канала для потока материала, из указанной оболочковой формы; и
удаляют указанный отформованный стержень канала для потока материала из указанного отформованного пластмассового устройства расходомерной трубки путем повышения температуры указанного отформованного пластмассового устройства расходомерной трубки выше точки плавления указанного металла, из которого отформован указанный стержень канала для потока материала, или путем растворения указанного литого отформованного стержня канала для потока материала посредством растворителя.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение может быть лучше понято путем чтения следующего подробного описания, которое рассматривается совместно с чертежами, на которых:
Фиг.1 изображает расходомер Кориолиса, имеющий пару прямых расходомерных трубок.
Фиг.2 изображает расходомер Кориолиса, имеющий одну прямую расходомерную трубку.
Фиг.3 изображает расходомер Кориолиса, имеющий одну прямую расходомерную трубку с волнистостью динамически активной части расходомерной трубки.
Фиг.4 изображает расходомер Кориолиса, имеющий одну прямую расходомерную трубку, окруженную концентричной уравновешивающей пластиной, и корпус, ограждающий расходомерную трубку и уравновешивающую пластину.
Фиг.5 и 6 изображают расходомер Кориолиса, имеющий пару по существу U-образных расходомерных трубок.
Фиг.7 изображает форму для стержня, используемую для формования стержня канала для потока расходомера с двумя прямыми трубками.
Фиг.8 изображает стержень канала для потока, отформованный посредством формы для стержня по фиг.7.
Фиг.9 изображает оболочковую форму и стержень канала для потока перед тем, как стержень канала для потока будет вставлен в сегменты полости оболочковой формы.
Фиг.10 изображает конструкцию расходомера Кориолиса, отформованную посредством оболочковой формы по фиг.9 после завершения процесса формования.
Фиг.11 изображает конструкцию расходомера по фиг.10 после его удаления из оболочковой формы, и удаления посредством плавления стержня канала для потока.
Фиг.12 изображает конструкцию расходомера по фиг.11, соединенного с торцевыми фланцами и ограждающим корпусом.
Фиг.13 изображает нижнюю половину оболочковой формы, используемой для формования расходомера по фиг.5 посредством процесса формования.
Фиг.14 изображает половину оболочковой формы, используемой для формования расходомера по фиг.2, а также разрез стержня уравновешивающей пластины.
Фиг.15, 16, 17 представляют собой технологические схемы способов, используемых для изготовления расходомеров Кориолиса, представляющие собой воплощения изобретения.
Подробное описание
Описание фиг.1
На фиг.1 изображен вид в разрезе расходомера 100 Кориолиса, имеющего пару расходомерных трубок 101 и 102, огражденных корпусом 103. Поток материала входит в расходомер через входное отверстие 106 фланца 104А и проходит через канал 111 для потока горловины 105 и торец 109А корпуса в разделитель 114, который разделяет поток материала на две половины, которые проходят через расходомерные трубки 101 и 102. Расходомерные трубки 101 и 102 проходят через скрепляющие пластины 110А и 110В. Поток материала выходит из расходомерных трубок в соединитель 116 и проходит через торец 109В корпуса и канал 112 для потока горловины 115 и выходное отверстие 107 фланца 104В. Горловины 105 и 115 соединяют фланцы 104А и 104В с торцами 109А и 109В корпуса 103. Конечные части расходомерных трубок соединены одна с другой скрепляющими пластинами 110А и 110В.
Магнит и катушка привода D прикреплены к расходомерным трубкам 101 и 102 для того, чтобы приводить их в вибрационное движение в направлении, перпендикулярном к их продольной оси, в противофазе. Привод D приводится в действие сигналами, получаемыми от электронного измерительного прибора 121 по каналу 123. Поток материала по вибрирующим расходомерным трубкам создает силы Кориолиса, которые воспринимаются левым тензодатчиком LPO и правым тензодатчиком RPO, которые вырабатывают сигналы, показывающие величину сил Кориолиса. Выходные сигналы от тензодатчиков проходят по каналам 122 и 124 к электронному измерительному прибору 121, который обрабатывает эти сигналы и передает выходную информацию по каналу 125, показывающему поток материала.
В соответствии с первым возможным примером конструктивного исполнения изобретения расходомерные трубки 101 и 102, а также горловины 105 и 115 могут быть отформованы из пластмассы посредством процесса литья под давлением для создания смоченного канала для потока по всей длине расходомера между входным отверстием 106 и выходным отверстием 107.
В качестве другого возможного конструктивного исполнения расходомерные трубки 101 и 102, а также скрепляющие пластины 110А и 110В, торцы 109А и 109В корпуса и фланцы 104А и 104В могут быть отформованы из пластмассы посредством процесса формования. Пластмассовый корпус 103 может быть прикреплен посредством приклеивания адгезивом к торцам 109А и 109В корпуса для создания расходомера, который изготовлен целиком из пластмассы, за исключением металлических проводов в катушках привода D и тензодатчиков LPO и RPO вместе со связанными с ними магнитами.
Корпус может быть изготовлен независимо от остального расходомера 100 и впоследствии прикреплен к торцам корпуса посредством приклеивания адгезивом. Корпус может быть изготовлен либо из металла, либо из пластмассы.
Описание фиг.2
На фиг.2 изображен в разрезе расходомер 200 Кориолиса, имеющий одну расходомерную трубку 201, соединенную посредством скрепляющих пластин 210А и 210В с цилиндрической уравновешивающей пластиной 202, которая концентрична продольной центральной оси расходомерной трубки 201. Материал проходит из входного отверстия 106 фланца 104А через канал 111 для потока горловины 105, через штуцер 217А расходомерной трубки к скрепляющей пластине 210А, через расходомерную трубку 201, через штуцер 217В расходомерной трубки к скрепляющей пластине 210В, через канал 112 для потока горловины 115 к выходному отверстию 107 фланца 104В.
Часть расходомерной трубки 201, огражденная уравновешивающей пластиной 202, образована как динамически активная часть расходомерной трубки. Эта часть приводится в вибрационное движение посредством привода D для создания сил Кориолиса, которые определяются тензодатчиками LPO и RPO, которые передают сигналы по проводам 122 и 124 к электронному измерительному прибору 121, таким же образом, как описано в связи с фиг.1. Электронный измерительный прибор передает сигналы по проводу 122 приводу D, чтобы приводить в вибрационное движение расходомерную трубку 201 и уравновешивающую пластину 202 в противофазе.
Все части конструкции, показанной на фиг.2, могут быть отформованы из пластмассы посредством процесса формования. Если требуется, только расходомерная трубка 201 и уравновешивающая пластина 202 могут быть отформованы из пластмассы. Остальная часть конструкции по фиг.2 может поэтому быть металлической. Альтернативно, фланцы 104А и 104В могут быть дополнительно отформованы из пластмассы. Альтернативно торцы 109А и 109В корпуса и корпус 103 могут быть изготовлены из металла или пластмассы независимо и прикреплены посредством приклеивания адгезивом после того, как остальная часть расходомера будет отформована и калибрована.
Описание фиг.3
На фиг.3 изображен в разрезе расходомер 300 Кориолиса, который подобен расходомеру Кориолиса по фиг.2 тем, что он имеет одну расходомерную трубку 301, соединенную посредством скрепляющих пластин 310А и 310В с уравновешивающей пластиной 302, которая концентрична расходомерной трубке 301. Поток материала проходит через расходомер 300 из входного отверстия 106 фланца 104А, канал 111 для потока горловины 105, через торец 109А корпуса, через штуцер 317А и активную часть расходомерной трубки 301 между скрепляющими пластинами 310А и 310В, через штуцер 317В и торец 109В корпуса, через канал 112 для потока горловины 115 к выходному отверстию 107 фланца 104В.
Расходомер 300 отличается от расходомера 200 только тем, что динамически активная часть расходомерной трубки 301 между скрепляющими пластинами 310А и 310В имеет волнистость 305, что изменяет вибрационные характеристики расходомерной трубки, как описано подробно в Патенте США 5814739. Расходомер 300 целиком изготовлен из пластмассы путем использования процесса формования, как описано ранее. При этом, конечно, исключаются металлические провода катушек левого тензодатчика LPO, правого тензодатчика RPO, привода D и связанных с ними магнитов.
Если требуется, корпус 103 может быть изготовлен независимо и прикреплен к остальным деталям расходомера посредством приклеивания адгезивом. Также, если требуется, корпус может отформован из металла. Однако целесообразно, чтобы динамически активная часть расходомера, включающая всю расходомерную трубку 101, была пластмассовой, отформованной путем операции формования.
Описание фиг.4
На фиг.4 изображен в разрезе расходомер 400 Кориолиса, имеющий одну прямую расходомерную трубку 401, окруженную концентричной уравновешивающей пластиной 402, имеющей неравномерное распределение веса и жесткости. Уравновешивающая пластина 402 соединена на торцах посредством скрепляющих пластин 405 с расходомерной трубкой 401. Скрепляющие пластины 405 соединены посредством соединительных штанг 417А и 417В корпуса с внутренней стенкой торца 407 корпуса. Концы расходомерной трубки 401 соединены посредством каналов 411 для потока со входным фланцем 409А и с выходным фланцем 409В. Каждый фланец 409А и 409В включает отверстия 410 для болтов для соединения с трубопроводами подачи и выхода. Каждый фланец дополнительно включает радиальную поверхность 412 и кольцевой выступ 413, окружающие входное отверстие 414 и прикрепленные к поверхности торца 415 фланца. Корпус 403 соединен с торцами 407 корпуса, которые соединены с деталями горловины 416А и 416В, которые соединены с фланцами 409А и 409В на их концах.
Уравновешивающая пластина 402 имеет неравномерное распределение жесткости и веса. Она содержит множество различных боковых ребер 430, которые повышают вибрационные характеристики расходомера. Одной из целей этой конструкции является концентрация узла колебаний конструкции уравновешивающая пластина/расходомерная трубка вблизи скрепляющих пластин 405. Боковые ребра включают боковые ребра 430А, 430В и 430С. Их функцией является подавление нежелательных боковых колебаний уравновешивающей пластины. Торцевые части уравновешивающей пластины 402 включают относительно толстые сегменты 433А и 433В. В центре между этими относительно толстыми частями имеются полости 432 и 434. Эти полости разделены центральной деталью 419, которая имеет центральную полость 431. Полости 432 и 434 обеспечивают максимальную гибкость уравновешивающей пластины в ее центральной части. Верхняя центральная часть центральной детали 419 соединена с плоской деталью 435, на которой смонтирована верхняя часть привода D. Привод D получает сигналы по проводу 424 от электронного измерительного прибора 425. Верхние поверхности сегментов 433А и 433В соединены с плоскими деталями 436 и 437, на которых смонтированы тензодатчики LPO и RPO.
Тензодатчики LPO и RPO определяют реакцию Кориолиса расходомерной трубки 401, когда она приводится в вибрационное движение в условиях потока материала. Выходные сигналы тензодатчиков проходят по проводам 422 и 423 и через фидер 421 с подводом к электронному измерительному прибору 425, который обрабатывает сигналы и передает выходную информацию на канал 426, относящийся к потоку материала.
Весь расходомер 400, за исключением проводов привода D и тензодатчиков LPO и RPO и их магнитов, может быть отформован из пластмассы. Корпус целесообразно отформовать независимо и прикрепить посредством торцов 407 корпуса к остальным деталям расходомера. Корпус может быть отформован либо из металла, либо из пластмассы. Тензодатчики LPO и RPO и привод D предпочтительно прикрепляют к уравновешивающей пластине 402 и расходомерной трубке 401 после изготовления этих деталей формованием. Провода 422, 423 и 424 проходят через отверстия в фидере 421 с подводом после того, как фидер с подводом прикрепят к отверстию в корпусе 403.
Описание фиг.5
На фиг.5 изображен расходомер 500 Кориолиса, имеющий пару по существу U-образных расходомерных трубок 552А и 552В, которые проходят через скрепляющие пластины 520 и 521 и заканчиваются в разветвленных трубопроводах 502А и 502В. Разветвленный трубопровод 502А соединен горловиной 570А со входным фланцем 501А; разветвленный трубопровод 502В соединен горловиной 570В с выходным фланцем 501В. Расходомерные трубки 552А и 552В имеют множество сегментов. Верхние сегменты 555А и 555В проходят в изогнутые сегменты 582А и 582В и изогнутые сегменты 583А и 583В. Расходомерные трубки дополнительно содержат боковые сегменты 553 и 554, нижние части которых проходят в изогнутые секции 580 и 581, которые в свою очередь проходят через скрепляющие пластины 520 и 521. Расходомерные трубки далее проходят через скрепляющие пластины к каналам 550А и 550В и 550С и 550D для потока и заканчиваются в разветвленных трубопроводах 502А и 502В.
Привод D соединен с верхними сегментами расходомерных трубок 552А и 552В для того, чтобы приводить их в вибрационное движение в противофазе в ответ на сигналы, полученные по каналу 524 от электронного измерительного прибора 525. Боковые сегменты 553 и 554 соединены с тензодатчиками LPO и RPO, которые вырабатывают сигналы, представляющие собой реакцию Кориолиса вибрирующих расходомерных трубок с потоком материала. Эти сигналы проходят по каналам 522 и 523 к электронному измерительному прибору 525, который обрабатывает сигналы и передает выходную информацию на канал 526, относящийся к потоку материала.
Весь расходомер 500, за исключением катушек тензодатчиков LPO и RPO и привода D, может быть отформован из пластмассы посредством процесса формования, причем линия разъема формы показана пунктирными линиями 561 и 562. Фланцы 501А и 501В могут быть либо отформованы в том же процессе, либо альтернативно могут быть отформованы независимо и приклеены пластмассовым адгезивом к горловинам 570А и 570В.
Детали расходомера Кориолиса по фиг.5 могут быть ограждены корпусом (не показан) для физической защиты деталей по фиг.5.
Описание фиг.6
На фиг.6 изображен другой возможный пример конструктивного исполнения изобретения, содержащего расходомер 600 Кориолиса, имеющий пару по существу U-образных расходомерных трубок 601 и 602, разветвленные трубопроводы 610 и 615, прокладки 606, 612 и 613, входной фланец 609 и выходной фланец 611. Верхняя часть расходомерных трубок соединена с приводом D, который приводит расходомерные трубки в вибрационное движение в противофазе. Боковые стояки 604А, 604В, 605А и 605В расходомерных трубок соединены с тензодатчиками LPO и RPO, которые вырабатывают выходные сигналы, представляющие собой реакцию Кориолиса вибрирующих расходомерных трубок с потоком материала. Выходные сигналы тензодатчиков передаются по проводам 614 и 618 к электронному измерительному прибору 625, который обрабатывает информацию и передает выходные сигналы на канал 626, относящийся к потоку материала. Нижние концы боковых стояков 605А и 605В соединены с выступами 608 разветвленных трубопроводов для соединения боковых стояков с разветвленными трубопроводами 610 и 615.
Входной фланец 609 соединен с разветвленным трубопроводом 610, который принимает входящий поток материала и разделяет его на две части, которые проходят в боковые стояки 605А и 605В расходомерных трубок. На стороне выхода разветвленный трубопровод 615 принимает выходящий поток материала из боковых стояков 604А и 604В и соединяет их в один поток, который поступает через выходной фланец 611 к месту назначения материала (не показано).
Расходомер 600 Кориолиса может быть изготовлен путем формования, как будет впоследствии описано, посредством процесса, который включает стадии формования формы для стержня, который проходит через фланцы 609 и 611, и разветвленные трубопроводы 610 и 615. Процесс далее включает использование формы для стержня в сочетании с оболочковой формой для формования расходомера 600 Кориолиса, который содержит полностью пластмассовый расходомер за исключением металлических проводов, связанных с приводом D и тензодатчиками LPO и RPO. Альтернативно, и если это требуется, расходомерные трубки могут быть отформованы отдельно и приклеены адгезивом к втулкам разветвленных трубопроводов 610 и 615.
Описание процесса литья под давлением пластмассовых расходомеров Кориолиса
Описание фиг.7 и 8
Первой стадией процесса литья под давлением по настоящему изобретению является изготовление формы для стержня, который используется для формования стержня канала для потока, требуемого на следующей стадии процесса литья под давлением. На фиг.7 изображена форма 700 для стержня, имеющая верхнюю половину 701, нижнюю половину 702 и вентиляционные отверстия 703 и 704, которые используются для впрыскивания пластмассы в полость, которая обозначена в общем как 706. Сегмент 706 полости включает сегменты 706А, 706В, 706С, 706D, 706Е и 706F полости стержня канала для потока. Сегмент 706 полости дополнительно включает сегменты 707 и 708 полости для разветвленного трубопровода и сегменты 719 и 720 полости для размещения стержня. Стержень канала для потока, показанный на фиг.8, формуют посредством формы 700 стержня канала для потока по фиг.7, когда верхнюю половину 701 опускают так, чтобы ее нижняя поверхность вошла в контакт с верхней поверхностью 709 нижней половины 702. После этого сплав с низкой температурой плавления впрыскивают в одно из отверстий 703 или 704, причем другие отверстия используются для воздушной вентиляции.
После того как впрыснутый металлический сплав затвердеет, две половины 701 и 702 формы разделяют, причем металлический сплав внутри сегментов полости по фиг.7 образует стержень канала для потока по фиг.8. Они включают сегменты 801 и 802 стержня канала для потока, а также сегменты 807, 808, 803, 804, 806 и 809 стержня разветвленного трубопровода. Стержень по фиг.8 также включает местные выступы 819 слева и 820 справа (не показан).
Описание фиг.9, 10 и 11
На фиг.9 изображена оболочковая форма 900, которая используется для изготовления готового расходомера с использованием стержней канала для потока по фиг.8. Оболочковая форма 900 содержит верхнюю половину 901 и нижнюю половину 902, которые показаны отдельными, но которые соединяются в продолжение процесса литья под давлением.
Процесс начинается, когда отформованный стержень 800 канала для потока по фиг.8 вставляют в полость нижней половины 902. Эта полость на фиг.9 имеет конструкцию, обозначенную в общем как 928 и 929 для деталей расходомерной трубки, которая должна быть отформована, и 904А и 906А для разветвленных трубопроводов расходомера. Отформованный стержень 800 канала для потока, показанный на фиг.8, вставляют в полость нижней половины 902. Прямоугольные выступы 819 и 820 (не показан) на концах стержня пригоняются к прямоугольным сегментам 919 и 920 полости в форме, чтобы расположить стержень канала для потока внутри полости. Верхняя половина 901 затем накладывается так, что поверхность ее дна контактирует с верхней поверхностью 911 нижней половины 902, вслед за этим пластмассу впрыскивают либо в отверстие 903, либо 913 в верхней части 901, причем другое отверстие используется для воздушной вентиляции. Впрыснутая пластмасса проходит в сегменты полости оболочковой формы и окружает металлический отформованный стержень канала для потока, который теперь расположен внутри сегментов 928 и 929 полости нижней части 902. На фиг.9 показаны сегменты 907А и 908А полости для скрепляющих пластин 907 и 908 и кронштейнов тензодатчиков и привода, которые формуют в продолжение этого процесса формования. После того как пройдет время вулканизации и отверждения пластмассы, верхняя и нижняя части 901, 902 формы 900 разделяют, и частично готовый пластмассовый расходомер Кориолиса, показанный на фиг.10, затем удаляют из сегментов полости нижней части 902.
Вслед за удалением из полости оболочковой формы 900 отформованную конструкцию нагревают до температуры, требуемой для плавления металлического стержня 800 канала для потока, содержащегося внутри пластмассовой конструкции. Металл плавится, вытекает и удаляется из конструкции расходомера 1100, показанной на фиг.11, которая включает две расходомерные трубки 1001 и 1002, имеющие полые центры, прежде заполненные металлическим стержнем 800 канала для потока, показанным на фиг.8. Конструкция, показанная на фиг.11, также включает входной разветвленный трубопровод 904 и выходной разветвленный трубопровод 906, скрепляющие пластины 907 и 908. Отверстие 803 входного трубопровода 904 принимает поток материала на входе расходомера и разделяет этот поток на две части, которые проходят через расходомерные трубки 1001 и 1002 к выходному разветвленному трубопроводу 906, который объединяет два потока в один поток материала. Выходной разветвленный трубопровод 906 принимает этот двойной поток и объединяет его в один поток.
Описание фиг.12
На фиг.12 показан готовый расходомер 1200 Кориолиса, образованный путем процесса литья под давлением, изображенным на фиг.7, 8, 9, 10 и 11. Расходомер 1200 собран с использованием конструкции расходомера 1100 по фиг.11. Тензодатчики LPO и RPO и привод D, включающие их катушки и магниты (не показаны), прикреплены к конструкции 1100, и провода 1222, 1223 и 1224 соединяют тензодатчики LPO и RPO и привод D с электрическим фидером 1221 с подводом в корпусе 1201. Корпус 1201 затем приклеивают адгезивом к наружным поверхностям разветвленных трубопроводов 904 и 906. Вслед за этим, фланцы 1202 и 1203 приклеивают адгезивом к осевым конечным частям корпуса 1201, так же, как к радиальным наружным цилиндрическим поверхностям разветвленных трубопроводов 904 и 906.
Фланцы 1202 и 1203 включают элементы 1212, которые являются радиальными наружными поверхностями каждого фланца, осевую внутреннюю поверхность 1206 и осевую наружную поверхность 1207, конусную поверхность 1211 и штуцер 1209, имеющий осевую внутреннюю поверхность 1208, который приклеивают адгезивом к наружным крайним точкам по оси корпуса 1201.
Также на фиг.12 показан электронный измерительный прибор 1221, который по проводу 1223 передает сигналы, требуемые для приведения в действие привода D для приведения в вибрационное движение расходомерных трубок 1001 и 1002 в противофазе. Провода 1222 и 1224 получают сигналы от тензодатчиков LPO и RPO, представляющие силы Кориолиса, которые возбуждаются в вибрирующих расходомерных трубках 1001 и 1002 с потоком материала. Электронный измерительный прибор получает эти сигналы по проводам 1222 и 1224, обрабатывает сигналы и передает выходную информацию на канал 1225, относящийся к потоку материала.
Описание фиг.13.
На фиг.13 изображена нижняя часть 1301 оболочковой формы 1300, используемой для изготовления расходомера Кориолиса по фиг.5 путем литья под давлением для изготовления всего расходомера из пластмассы, за исключением металлических проводов привода D и тензодатчиков LPO и RPO по фиг.5. Оболочковая форма 1300 включает нижнюю оболочковую форму 1301, имеющую сегменты полости, которые образуют наружную поверхность расходомера Кориолиса по фиг.5. Для того чтобы облегчить понимание соответствия между элементами на фиг.5 и сегментами полости в части 1301 оболочковой формы, последние две цифры номера каждой ссылки двух чертежей (за исключением букв алфавита) обозначают соответствие. Таким образом, расходомерные трубки 552А и 552В на фиг.5 образуются сегментами 1352А и 1352В полости на фиг.13.
При описании функции оболочковой формы 1300 предполагается, что стержень канала для потока отформован как было описано ранее, для того чтобы отформовать металлическую конструкцию, представляющую канал для потока расходомерных трубок 552А и 552В, а также внутреннюю часть деталей конструкции, соединенных расходомерными трубками, например горловин 570А и 570В каналов для потока. Образованный таким образом стержень канала для потока вставляется в сегменты полости оболочковой формы 1301.
Сегменты полости по фиг.13 включают сегменты 1352А и 1352В, которые образуют пару по существу U-образных расходомерных трубок; сегменты 1354А и 1354В полости, которые образуют правые стояки расходомерных трубок; сегменты 1320 и 1321 полости, которые образуют скрепляющие пластины 520 и 521 по фиг.5; сегменты 1350А, В, С и D полости, которые образуют каналы 550А, В, С и D для потока по фиг.5; сегменты 1302А и 1302В полости, которые образуют разветвленные трубопроводы 502А и 502В; и сегменты 1370А и 1370В полости, которые образуют горловины 570А и 570В каналов для потока.
Конструкцию расходомера по фиг.5 формуют, когда стержень канала для потока из сплава с низкой температурой плавления вставляют в полость сегмента формы 1302. Тогда верхняя сопрягаемая форма, имеющая сегменты полости, дополняющие сегменты нижней оболочковой формы 1301, и имеющая выемку для приспособления центрального выступающего вверх сегмента 1302 оболочковой формы 1301, опускается на оболочковую форму 1301 для образования закрытого объема. Конструкцию по фиг.5 формуют, когда пластмассу впрыскивают в сегменты полости оболочковой формы. После того как вставленная и впрыснутая пластмасса отвердится, верхнюю и нижнюю части оболочковой формы 1300 разделяют и отформованную конструкцию удаляют из сегментов полостей оболочковой формы 1301. Стержень канала для потока затем удаляют путем плавления. Оставшаяся конструкция идентична той, что показана на фиг.5, за исключением фланцев 501А и 501В. Их формуют отдельно и приклеивают адгезивом к горловинам 570А и 570В каналов для потока для формования полностью готового пластмассового расходомера по фиг.5.
Описание фиг.14
На фиг.14 изображены детали оболочковой формы 1400, используемой для изготовления расходомера Кориолиса с одной прямой трубкой по фиг.2. Сегменты полости на фиг.14 идентифицированы номерами ссылок, в которых две последние цифры (за исключением букв алфавита) идентичны двум последним цифрам частей расходомера по фиг.2, которым соответствуют детали полости по фиг.14.
Перед использованием оболочковой формы 1400 стержень канала для потока формуют посредством ранее описанной технологии для образования металлической детали, представляющей канал для потока расходомерной трубки 101 по фиг.2. Этот стержень на фиг.14 представляет собой удлиненную заштрихованную деталь 1401, проходящую по всей длине конструкции полости. Стержень 1401 проходит по всей длине расходомера из сегмента 1404А полости, образующего фланец 104А на фиг.2, до сегмента полости выходного фланца, образующего фланец 104А на фиг.2. Использование оболочковой формы 1400 также требует, чтобы стержень был предварительно отформован и представлял собой пространство между внутренней стенкой уравновешивающей пластины 202 и наружной частью расходомерной трубки 201 на фиг.2. Этот стержень уравновешивающей пластины представляет собой заштрихованную площадь, обозначенную как деталь 1403. Деталь 1402 полости представляет собой сегмент полости, который будет заполнен пластмассой в продолжение операции литья под давлением, чтобы образовать уравновешивающую пластину 202. Деталь 1403 включает выступающие вверх штуцера LPO, D и RPO, чтобы образовать отверстия в уравновешивающей пластине 202 для того, чтобы установить привод D и тензодатчики LPO и RPO. Сопрягаемые выступающие вниз штуцера на заштрихованной детали 1402 используются, чтобы образовать отверстия в нижней части уравновешивающей пластины 202. Эти отверстия используются в продолжение процесса изготовления, чтобы дать возможность регулирования расходомерной трубки и уравновешивающей пластины для контроля и настройки вибрации. Они также располагают стержень уравновешивающей пластины в полости оболочковой формы.
Детали 1417А и 1417В являются сегментами сегмента полости, который образует штуцера 217А и 217В расходомерных трубок. Сегменты 1410А и 1410В полости образуют скрепляющие пластины 210А и 210В, сегменты 1409А и 1409В полости образуют торцы 109А и 109В корпуса. Сегменты 1405А и 1415В полости образуют горловины 105 и 115 на фиг.2, соединяющие торцы корпуса с фланцами. Сегменты 1404А и 1404В полости образуют фланцы 104А и 104В.
Расходомер по фиг.2 формуют посредством оболочковой формы 1400 посредством стадий: формуют стержень 1401 канала для потока, формуют стержень 1403 уравновешивающей пластины, вставляют стержень 1403 уравновешивающей пластины поверх стержня 1401 канала для потока, располагают стержни 1401 и 1403 внутри сегментов полости оболочковой формы 1400 на фиг.14, опускают верхнюю половину (не показана) оболочковой формы 1400 на нижнюю половину, показанную на фиг.14, впрыскивают пластмассу в сегменты полости оболочковой формы по фиг.14, дают возможность вулканизации и отверждения впрыснутой пластмассе, разделяют две половины оболочковой формы 1400, удаляют отформованный отвержденный материал пластмассы, который имеет вид расходомера Кориолиса по фиг.2, за исключением электронного измерительного прибора и проводов, и привода D, и тензодатчиков LPO и RPO. Отформованную конструкцию затем нагревают до достаточной температуры, чтобы расплавить материал стержня, который вытекает из внутренней части отформованной конструкции, при этом остается полностью готовый пластмассовый расходомер, идентичный расходомеру по фиг.2, за исключением необходимых металлических деталей, включая провода катушек привода D и тензодатчиков LPO и RPO, a также провода, проходящие к электронному измерительному прибору 121.
Описание фиг.15
Фиг.15 представляет собой технологическую схему, иллюстрирующую способ, используемый для формования расходомера Кориолиса с двойной прямой трубкой, показанного на фиг.12, с использованием устройств для формования и конструкций, показанных на фиг.7, 8, 9, 10 и 11.
Стадия 1502 на фиг.15, с которой начинается процесс, включает стадию формования стержней 801 и 802 канала для потока материала из низкотемпературного металла или растворимого материала с использованием формы 700 для стержня. На фиг.8 показаны формы 801 и 802 для стержня, отформованного путем литья под давлением с использованием формы 700 для стержня, включающей верхнюю половину 701 и нижнюю половину 702.
На стадии 1504 отформованные стержни 801 и 802 канала для потока материала удаляют из формы 700 для стержня и помещают в сегменты полости, включающие сегменты 928, 929 и 904А и 906А полости оболочковой формы 900, имеющей верхнюю половину 901 и нижнюю половину 902. Выступы 818 и соответствующий выступ (не показан) на правом торце стержней 801 и 802 облегчают точное расположение стержней 801 и 802 в сегментах полости оболочковой формы 900. Оболочковая форма 900 также включает сегменты 907А, 907В, LPO, RPO и D полости для формования скрепляющих пластин 907, 908 и деталей для монтажа привода D и тензодатчиков LPO и RPO.
На стадии 1506 две половины 901 и 902 оболочковой формы 900 закрывают, и пластмассу впрыскивают в полости оболочковой формы 900 для формования пластмассовой конструкции расходомера 1100 Кориолиса, содержащей стержни 801 и 802 канала для потока материала и другие конструкции, содержащие разветвленные трубопроводы 904 и 906, показанные на фиг.11.
На стадии 1508 отформованную пластмассовую конструкцию расходомера 1100 Кориолиса, содержащую стержни 801 и 802 канала для потока материала, удаляют из оболочковой формы 900.
На стадии 1510 пластмассовую конструкцию расходомера 1100 Кориолиса нагревают, чтобы расплавить низкотемпературные металлические стержни 801 и 802, или подвергают их воздействию нагретой воды, чтобы растворить растворимый материал, образующий стержни 801 и 802 канала для потока материала.
Пластмассовую конструкцию расходомера 1100 Кориолиса затем подвергают дальнейшим стадиям изготовления, чтобы образовать готовый расходомер, показанный на фиг.12.
Описание фиг.16
На фиг.16 изображены стадии способа, используемого для формования расходомера Кориолиса 500 с двойной изогнутой трубкой по фиг.5 с использованием оболочковой формы 1300, показанной на фиг.13.
Стадия 1602, с которой начинается процесс, включает стадию формования пары изогнутых стержней канала для потока материала из низкотемпературного металла или растворимого материала. Эти стержни не показаны на фиг.13, но их изготовляют с использованием формы для стержня, подобной показанной на фиг.1, но имеющей изогнутую конфигурацию с отформованными стержнями канала для потока материала, которые изогнуты, но в остальном сопоставимы со стержнями канала для потока материала 801 и 802 по фиг.8.
На стадии 1604 отформованные изогнутые стержни канала для потока материала (не показаны) вставляют в сегменты 1352 и 1354 полости нижней части 1301 оболочковой формы 1300. Эта форма дополнительно включает сегменты 1320 и 1321 полости, образующие скрепляющие пластины, 1350, образующие выступы расходомерных трубок, 1302, образующие входной и выходной разветвленные трубопроводы, и 1370, образующие детали горловины для фланцев 501 по фиг.5, которые добавляют впоследствии.
На стадии 1606 верхнюю часть (не показана) оболочковой формы 1300 помещают на нижнюю часть 1301, и пластмассу впрыскивают в сегменты полости оболочковой формы для формования пластмассовой конструкции расходомера 500 Кориолиса по фиг.5, содержащей изогнутые стержни канала для потока материала (не показаны) по фиг.13.
На стадии 1608 отформованную пластмассовую конструкцию расходомера 500 Кориолиса удаляют из нижней части 1301 оболочковой формы 1300.
На стадии 1610 стержни канала для потока материала удаляют из пластмассовой конструкции расходомера 500 Кориолиса с использованием тепла для плавления низкотемпературного металла или путем растворения растворимого материала, представляющего собой стержни, путем помещения пластмассовой конструкции расходомера 500 Кориолиса в горячую воду.
Описание фиг.17
На фиг.17 изображены стадии способа, используемого для формования расходомера 200 Кориолиса с одной прямой трубкой, с использованием оболочковой формы по фиг.14.
Способ начинается со стадии 1702, на которой стержень 1401 канала для потока материала формуют из низкотемпературного металла или растворимого материала, с использованием формы для стержня, аналогичной форме 700 для стержня, но не показанной здесь.
На стадии 1704 формуют стержень 1403, образующий полость между наружной частью полностью отформованного стержня 1401 канала для потока и внутренней поверхностью уравновешивающей пластины 202.
На стадии 1706 стержень 1401 канала для потока вставляют в осевом направлении в открытый конец стержня 1403.
На стадии 1708 стержни 1401 и 1403 вставляют в полость оболочковой формы 1400 с полостью, имеющей внутреннюю поверхность, образующую пластмассовую конструкцию расходомера 200 Кориолиса.
На стадии 1710 пластмассу впрыскивают в полости оболочковой формы 1400, которая содержит стержни 1401 и 1403.
На стадии 1712 отформованную пластмассовую конструкцию расходомера 200 Кориолиса удаляют из оболочковой формы 1400.
На стадии 1714 стержни 1401 и 1403 удаляют из отформованной пластмассовой конструкции расходомера 200 Кориолиса путем нагрева низкотемпературного металла, содержащегося в стержнях, или путем растворения растворимого материала, содержащегося в стержнях, с использованием горячей воды.
Необходимо понять, что настоящее изобретение не ограничено описанным конструктивным исполнением; но оно может быть использовано с другими типами расходомеров Кориолиса, включающими расходомеры с одной трубкой неправильной или изогнутой конфигурации. Например, было описано, что пластмассовый расходомер Кориолиса может быть отформован путем использования литья под давлением. Если требуется, все описанные расходомеры Кориолиса могут быть отформованы посредством одной операции литья под давлением. Альтернативно, полностью пластмассовый расходомер может быть отформован посредством раздельного литья под давлением, или других операций формования, в которых части формуются отдельно и впоследствии соединяются вместе посредством приклеивания адгезивом. Это особенно справедливо для определенных конструктивных исполнений, в которых может быть желательно отформовать корпус как отдельную деталь, которую впоследствии присоединяют к деталям, отформованным перед этим посредством литья под давлением. Альтернативно, в ряде применений может быть желательно отформовать корпус из металла, а не из пластмассы, для применений, в которых требуется повышенная физическая защита динамически активных частей расходомера. В этом случае металлический корпус может быть отформован отдельно и присоединен посредством соответствующей технологии приклеивания к остальным деталям расходомера, которые могут быть отформованы перед тем посредством соответствующих технологий литья под давлением. Необходимо понять, что использование термина «пластмассовый расходомер» не включает определенные элементы, которые при необходимости должны быть отформованы из металла. Они включают катушки приводов и тензодатчиков и электрические провода, проходящие к связанному с ними электронному измерительному прибору и магнитам привода и тензодатчиков.
Низкотемпературный сплав может представлять собой сплав серро-индий, называемый Cerrolow-117, который может быть приобретен у McMaster - Carr Supply Company, адрес которой P.O.Box 4355, Chicago, Illinois 60680-4355. Термин «пластмассовый», как он использован здесь, обозначает любые различные неметаллические соединения, полученные синтетическим путем (обычно из органических соединений путем полимеризации), которые могут быть отформованы в различных формах и отверждены для промышленного использования. Эти пластмассы имеют такой низкий модуль упругости, как 20000 psi для пластмассы без примесей, и такой высокий, как 2000000 для пластмассы со стеклянным наполнителем.
Растворимые материалы, которые здесь упоминаются, могут представлять собой растворимый воск, который поставляется из Dussek/Yates Investment Casting Wax Inc., адрес которого:
1815-t w. 15th Street
Chicago, IL 60608
Phone 312 666 9850
Fax 312 666 7502
Этот растворимый воск может быть растворен путем помещения пластмассовой конструкции расходомера Кориолиса, содержащей стержень из растворимого воска, в горячую воду.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСХОДОМЕР КОРИОЛИСА, ИМЕЮЩИЙ КОРПУС С ЗАЩИТНЫМ НАРУЖНЫМ СЛОЕМ | 2000 |
|
RU2233433C2 |
| ГИРОСКОПИЧЕСКИЙ МАССОВЫЙ РАСХОДОМЕР И СПОСОБ ЕГО ФУНКЦИОНИРОВАНИЯ | 2001 |
|
RU2277226C2 |
| УРАВНОВЕШИВАЮЩАЯ КОНСТРУКЦИЯ ДЛЯ РАСХОДОМЕРА КОРИОЛИСА С ОДНОЙ КРИВОЛИНЕЙНОЙ ТРУБКОЙ | 2006 |
|
RU2413183C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СИЛОВОГО УРАВНОВЕШИВАНИЯ РАСХОДОМЕРА КОРИОЛИСА | 2003 |
|
RU2316734C2 |
| РАСХОДОМЕР КОРИОЛИСА УМЕНЬШЕННЫХ РАЗМЕРОВ | 2000 |
|
RU2222782C2 |
| РЕГУЛЯТОР МАССОВОГО РАСХОДА, ДЕЙСТВУЮЩИЙ ПО ПРИНЦИПУ КОРИОЛИСА, ВЫПОЛНЕННЫЙ ИЗ ХИМИЧЕСКИ ИНЕРТНОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2002 |
|
RU2303808C2 |
| ИДЕНТИФИКАЦИЯ ТИПА ДЛЯ УПРАВЛЕНИЯ ВОЗБУЖДЕНИЕМ КОРИОЛИСОВА РАСХОДОМЕРА | 2000 |
|
RU2241209C2 |
| РАСХОДОМЕР, ВКЛЮЧАЮЩИЙ В СЕБЯ БАЛАНСНЫЙ ЭЛЕМЕНТ | 2009 |
|
RU2487321C1 |
| БАЛАНСИРОВОЧНЫЙ СТЕРЖЕНЬ ДЛЯ КОРИОЛИСОВА РАСХОДОМЕРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2234684C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРИОЛИСОВА РАСХОДОМЕРА, ВЫПОЛНЕННОГО В ОСНОВНОМ ИЗ ПЛАСТИКА НА ОСНОВЕ ПЕРФТОРАЛКОКСИ, И КОРИОЛИСОВ РАСХОДОМЕР | 2002 |
|
RU2303241C2 |
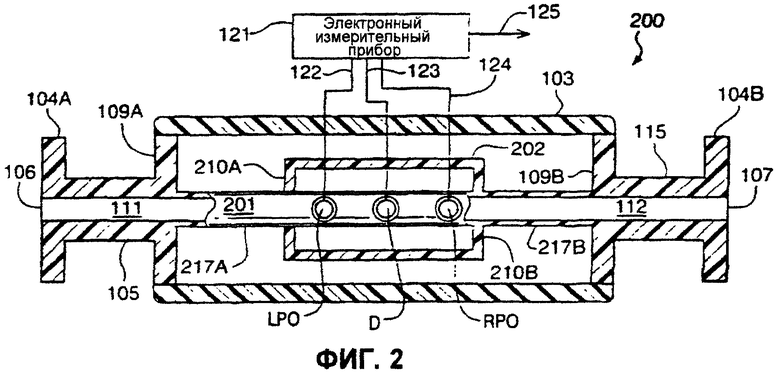
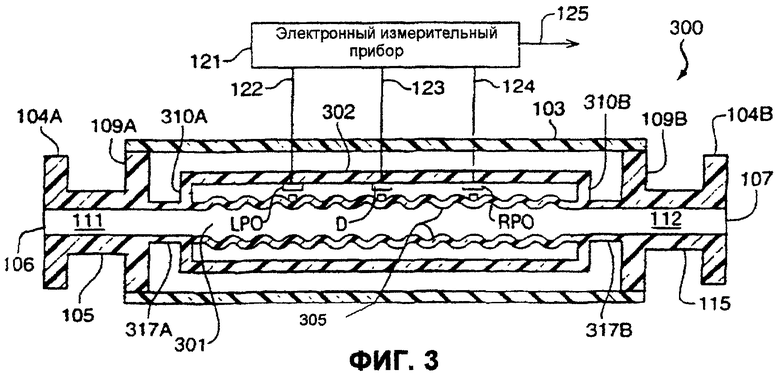

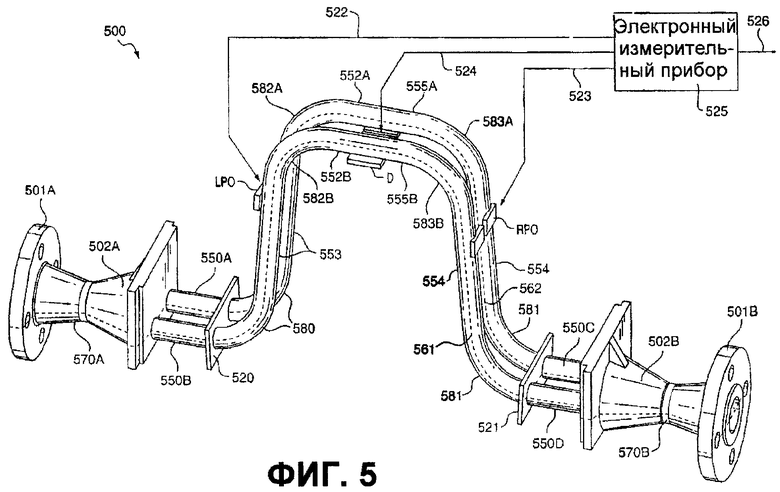

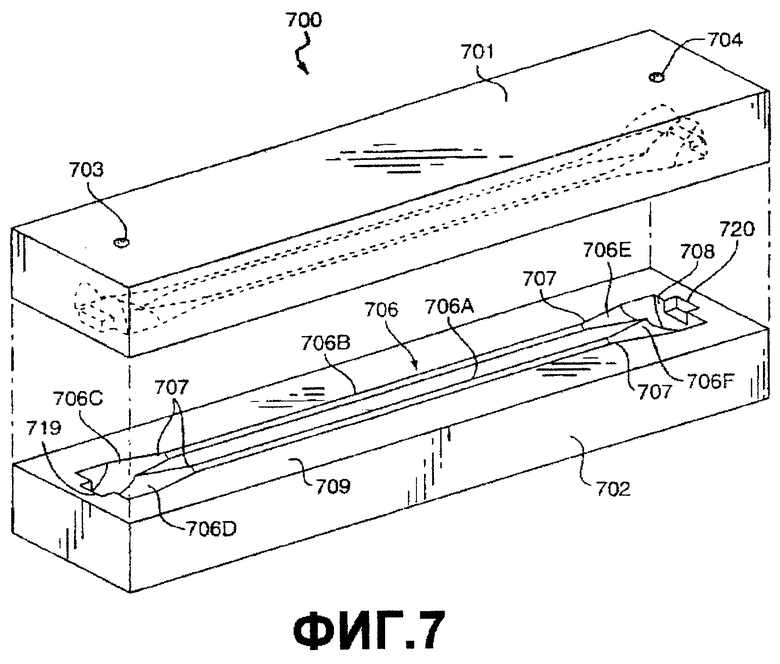


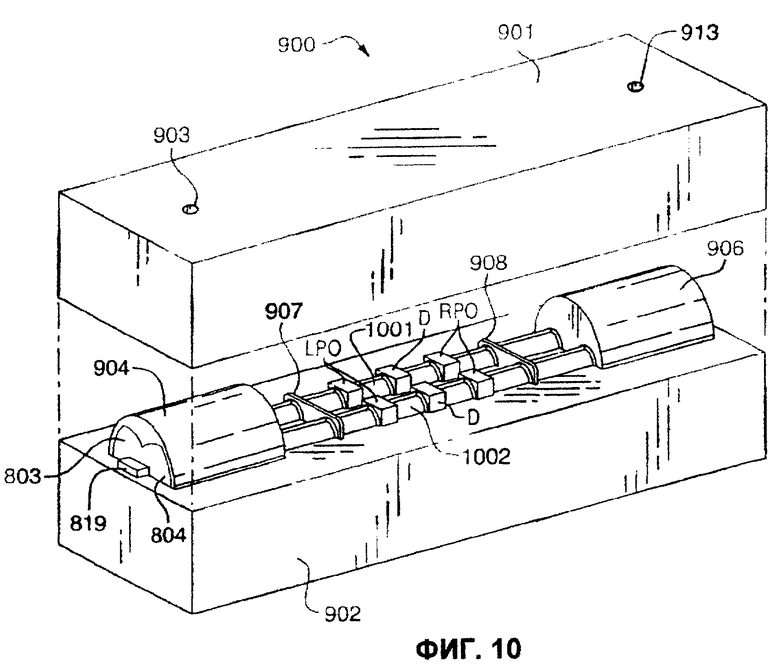






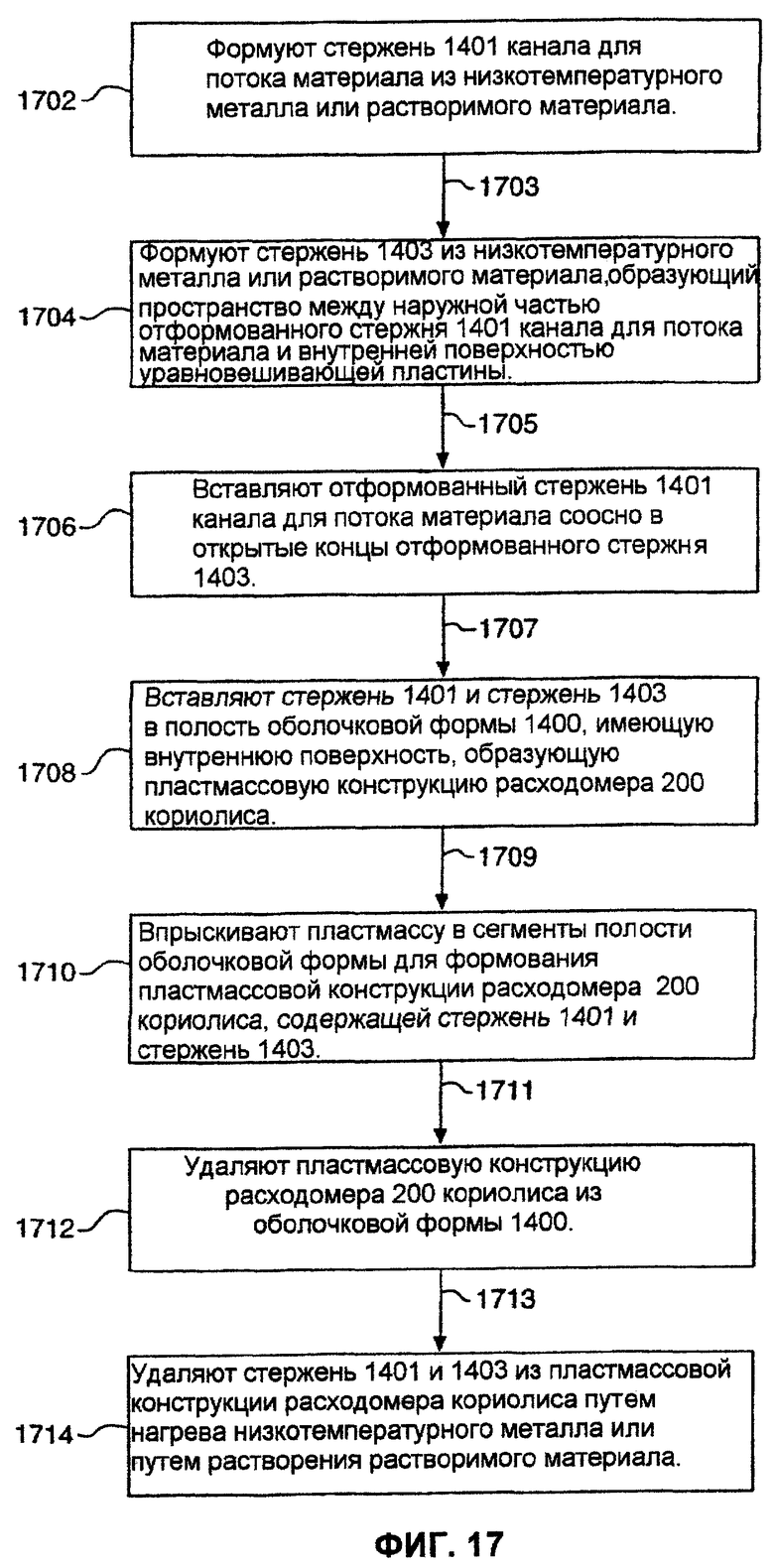
Расходомер Кориолиса содержит по меньшей мере одну расходомерную трубку, отформованную из пластмассы путем использования литья под давлением и размещенную в пластмассовом корпусе. С концами пластмассовых штуцеров по меньшей мере одной расходомерной трубки соединены пластмассовые фланцы. В вариантах выполнения расходомера балансир, скрепляющие пластины, бобины датчиков и привода также выполнены из пластмассы. В процессе литья под давлением из металла с низкой температурой плавления или растворимого материала формуют стержень канала для потока материала. Вставляют отформованный стержень в оболочковую форму, имеющую полость, образующую наружную поверхность пластмассовой конструкции расходомера Кориолиса. Заполняют полость пластмассой. Удаляют полученную пластмассовую расходомерную трубку из оболочковой формы и затем удаляют из трубки стержень канала для потока материала. Изобретения упрощают изготовление расходомеров Кориолиса и снижают их стоимость. 3 н. и 34 з.п. ф-лы, 17 ил.
| DE 4119396 C1, 27.08.1992 | |||
| US 5476013 А, 19.12.1995 | |||
| GB 1158011 А, 09.07.1969 | |||
| US 3734139 А, 22.05.1973 | |||
| Штамп для отрезки | 1977 |
|
SU733886A1 |
| US 5814739 А, 29.09.1998 | |||
| Фланец | 1975 |
|
SU568783A1 |

