Изобретение относится к силоизмерительной технике, в частности к контролируемой затяжке резьбовых соединений, используемых при сборке машин и механизмов.
Известно, что перетяжка или недостаточная затяжка резьбовых соединений приводит к нарушению нормальной работы машин и даже авариям, а оптимальное усилие их затяжки обеспечивает долговечную надежную работу, даже при пульсирующей нагрузке, например в кривошипно-шатунных механизмах двигателей внутреннего сгорания.
Известен способ контролируемой затяжки резьбовых соединений по величине крутящего момента, регистрируемого динамометрическим ключом (см. Г.Б.Иосилевич и Ю.В.Шарловский. Затяжка и стопорение резьбовых соединений. М. "Машиностроение", 1971 г. с.24-25).
Этот способ не обеспечивает требуемой точности осевой силы затяжки резьбового соединения вследствие нестабильности величины коэффициента трения поверхностей резьб болта и гайки, зависящего от шероховатости поверхностей их контакта, материала, покрытия и количества затяжек.
Известен также способ контроля усилия затяжки резьбовых соединений по величине крутящего момента, при котором фиксируют болт от проворачивания, нагружают стержень болта осевой силой, равной по величине заданной осевой силе затяжки болта, прижимая этой силой гайку к детали соединения, проворачивают гайку до заданного ее положения на резьбе, измеряя при этом величину крутящего момента, разгружают стержень болта от осевой нагрузки и заворачивают гайку до величины измеренного момента (см. авторское свидетельство SU 993062, М. кл. Q 01 L 5/24, 1983 г., прототип).
По известному способу несколько повышается точность осевой силы затяжки резьбового соединения за счет приложения осевой силы на стержень болта, завинчивания гайки с измерением величины крутящего момента, последующей разгрузки болта и завинчивания гайки до величины измеренного момента. Однако и этот способ не обеспечивает требуемой точности осевой силы затяжки болта, необходимой для надежной эксплуатации машин и механизмов, т.к. осевую силу прилагают к стержню болта со стороны гайки по направлению к его головке, в результате чего нагрузка на витки резьбы уменьшается по направлению к опорной поверхности гайки, т.е. в направлении, противоположном реальным условиям действующей силы. По этой причине у поверхности контакта гайки и соединяемой детали шероховатость поверхностей резьб при завинчивании гайки практически не сглаживается, тогда как эта зона в наибольшей степени влияет на стабилизацию величины крутящего момента при эксплуатации резьбового соединения. Этот недостаток является препятствием для достижения технического результата.
Задачей изобретения является обеспечение точной контролируемой затяжки резьбового соединения путем стабилизации крутящего момента за счет приложения осевой силы к головке болта в направлении от ее гайки, а также двукратного сглаживания шероховатости поверхностей резьб болта и гайки только в направлении к опорной поверхности гайки под действием нагружающей его головку осевой силы.
Техническим результатом изобретения является повышение точности контролируемой затяжки резьбового соединения.
Указанные техническая задача и результат достигаются тем, что в способе контролируемой затяжки резьбовых соединений по величине крутящего момента, включающем фиксацию болта от проворачивания, нагрузку болта осевой силой, равной по величине заданной осевой силе его затяжки, прижимая этой силой гайку к опорной детали, завинчивание гайки до заданного ее положения на резьбе, измеряя при этом величину крутящего момента, разгрузку болта от осевой силы, и завинчивание гайки до величины измеренного момента, болт предварительно устанавливают, фиксируют от проворачивания и нагружают его головку осевой силой в противоположном от гайки направлении на стенде, после чего завинчивают гайку до заданного положения на резьбе с осевым усилием, меньшим рабочей осевой нагрузки, разгружают болт и отвинчивают гайку по меньшей мере на один виток резьбы без нагрузки, затем нагружают болт полной рабочей нагрузкой и завинчивают гайку до заданного ее положения на резьбе с измерением крутящего момента на завинчивание, после чего болт разгружают от осевой силы, отвинчивают гайку без нагрузки, снимают болт со стенда, устанавливают на соединяемых деталях и завинчивают гайку с крутящим моментом, равным ее затяжке на второй ступени нагрузки на стенде.
Причинно-следственная связь совокупности существенных признаков и достигаемого технического результата состоит в том, что предварительная установка и фиксация от проворачивания болта на стенде позволяют измерить осевую силу нагрузки на болт и момент завинчивания, которым обеспечивается эта нагрузка, чего в соединяемых деталях, например соединении шатуна с его головкой, измерить очень сложно. Нагружение стержня болта заданной осевой силой со стороны его головки в направление, противоположном гайке, обеспечивает силовой контакт поверхностей резьб болта и гайки в противоположном осевой нагрузки направлении, при этом напряжение смятия шероховатостей в витках резьбы соединения возрастает в сторону опорной поверхности гайки. По данным исследований (Г.Б.Иосилевич и Ю.В.Шарловский, тот же источник информации) это возрастание характеризуется от 7% на верхнем до 34% осевой нагрузки на нижнем витке резьбы, т.е. на стенде создаются условия работы резьбового соединения, идентичные реальным условиям его работы. В прототипе картина нагружения (при осевой нагрузке стержня болта с его торца в сторону головки) обратная, т.е. на верхнем витке создается 34% осевой нагрузки с ее уменьшением до 7% на последнем нижнем витке. Завинчивание гайки до заданного положения на резьбе с усилием, меньшим рабочей осевой нагрузка, последующей разгрузкой болта и отвинчивание гайки, по крайней мере на один виток резьбы без нагрузки, затем нагрузка болта с полным рабочим усилием и завинчивание гайки до заданного ее положения на резьбе с измерением крутящего момента на завинчивание приводит к одностороннему приглаживанию шероховатостей на поверхностях резьб болта и гайки в зоне их силового контакта "К", что обеспечивает наибольшую стабилизацию коэффициента трения в поверхностях резьб и, как следствие, повышает точность осевой силы затяжки резьбового соединения. Протарированное таким образом на стенде на заданное усилие затяжки резьбовое соединение и определение стабильного крутящего момента затяжки в рабочем положении позволяют произвести последующую сборку деталей с контролируемой затяжкой резьбового соединения по величине измеренного на стенде крутящего момента и за счет этого обеспечить повышение надежности соединения деталей, работающих при пульсирующей нагрузке.
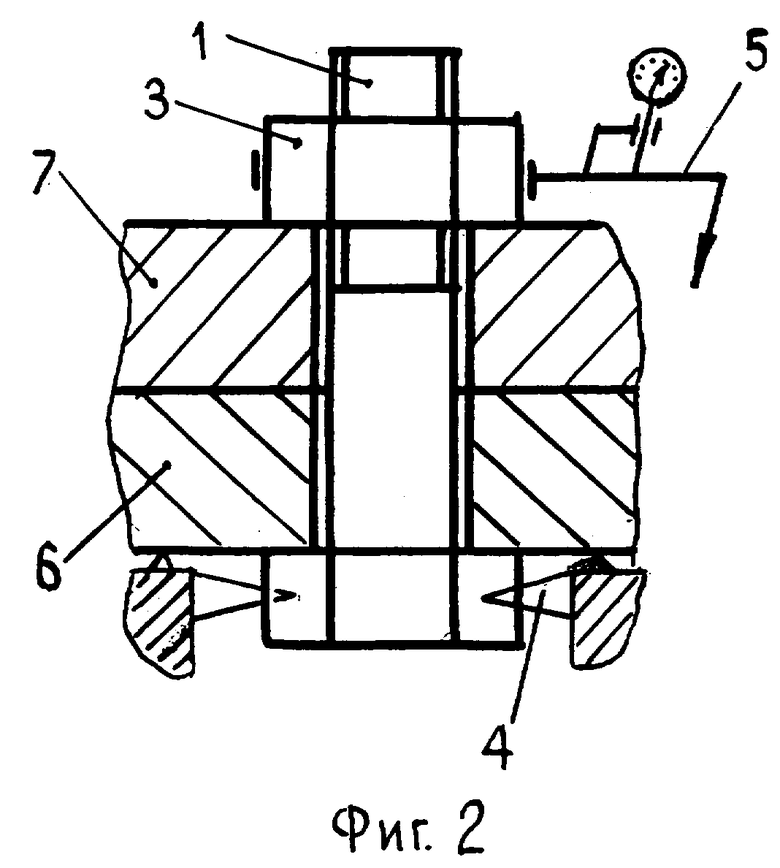
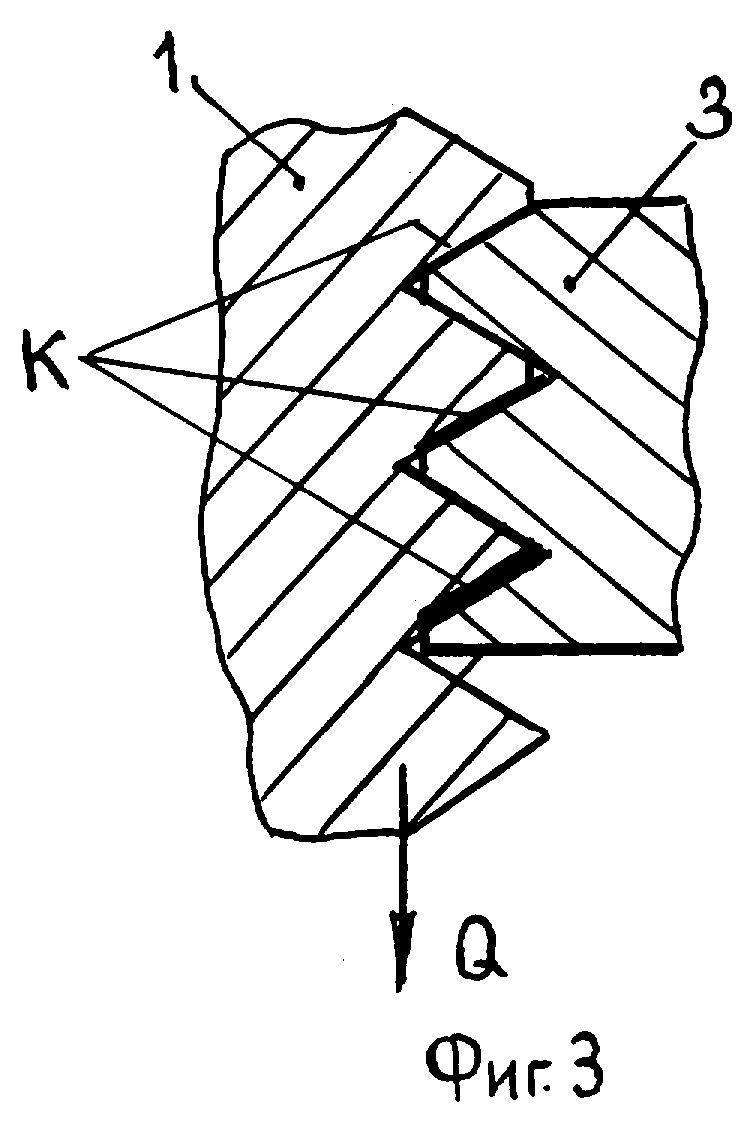
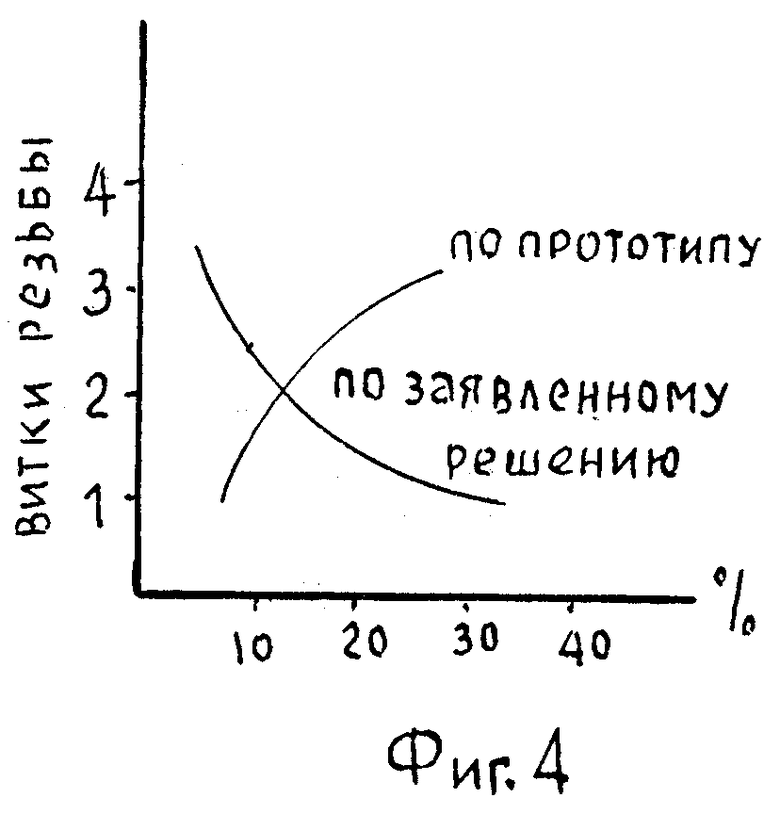
Способ поясняется чертежами и диаграммой, где на фиг.1 показана установка болта с гайкой на стенде контроля затяжки резьбового соединения; фиг.2 показано соединение деталей с помощью подготовленных на стенде элементов резьбового соединения; фиг.3 показан увеличенный фрагмент резьб болта и гайки; фиг.4 показана диаграмма изменения величины силового контакта "К" на поверхностях витков болта и гайки в прототипе и заявленном способе.
Способ контролируемой затяжки резьбовых соединений по величине крутящего момента осуществляется следующим образом. Болт 1 (фиг.1) устанавливают на опорной плите 2 стенда контроля резьбового соединения и завинчивают гайку 3 до положения, близкого к соприкосновению их опорных поверхностей с плитой 2 стенда. Затем болт 1 нагружают внешней осевой силой Q, прилагаемой к головке и направленной в сторону, противоположную гайке 3, прижимая ее к опорной плите 2 стенда и создавая силовой контакт "К" (фиг.3) на поверхностях резьб, направленный у гайки в противоположную сторону от нагружающей осевой силы Q, напряжение в котором увеличивается от верхнего к нижнему виткам от 7 до 34% передаваемой нагрузки по параболическому закону (фиг.4). После этого головку болта 1 фиксируют на опорной плите 2 стенда от проворачивания упорами 4 и завинчивают гайку 3 до ее заданного положения на резьбе с усилием, меньшим рабочей осевой нагрузки. При этом шероховатости на поверхностях контакта "К" резьб болта 1 и гайки 3 приглаживаются только с контактирующих сторон. После этого болт 1 разгружают и отвинчивают гайку 3 на один виток без осевой нагрузки. При этом поверхность резьб при отвинчивании гайки 3 без нагрузки не нарушает характера приглаживании шероховатости резьб. Затем болт 1 нагружают полной рабочей нагрузкой и завинчивают гайку 3 до заданного ее положения на резьбе, измеряя крутящий момент на завинчивание посредством динамометрического ключа 5. Приглаженные с меньшим осевым усилием шероховатости в зонах контакта резьб болта 1 и гайки 3 снова приглаживаются в том же направлении завинчивания гайки с большим усилием нагрузки на болт, что обеспечивает стабильность коэффициента трения резьбового соединения при окончательном завинчивании гайки на второй ступени. После этого снимают нагрузку с головки болта 1, отвинчивают гайку 3, снимают болт с опорной плиты 2 стенда, устанавливают его на соединяемых деталях 6 и 7 (фиг.2) и завинчивают гайку с крутящим моментом, равным ее затяжке на второй ступени нагрузки болта на стенде.
Применение способа контролируемой затяжки резьбовых соединений в соответствии с заявляемым техническим решением с предварительной подготовкой зоны рабочего контактирования поверхностей резьб болота и гайки позволило повысить точность осевой силы затяжки резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ УСИЛИЯ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2009 |
|
RU2401423C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТРЕНИЯ В РЕЗЬБЕ | 2024 |
|
RU2818012C1 |
| СПОСОБ ЭКСПЕРИМЕНТАЛЬНОГО ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТРЕНИЯ В РЕЗЬБЕ | 2024 |
|
RU2825541C1 |
| ЭКСПЕРИМЕНТАЛЬНОЕ ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА ТРЕНИЯ В РЕЗЬБЕ | 2024 |
|
RU2825542C1 |
| СПОСОБ ВЫБОРА РЕЗЬБОВЫХ СОЕДИНЕНИЙ С ОПТИМАЛЬНЫМИ ДЕМПФИРУЮЩИМИ ХАРАКТЕРИСТИКАМИ | 2011 |
|
RU2482455C1 |
| Устройство для фиксации резьбовых соединений от проворачивания | 1990 |
|
SU1781023A1 |
| УСТРОЙСТВО ДЛЯ РАЗБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2003 |
|
RU2254226C2 |
| СТОПОРЯЩЕЕСЯ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1992 |
|
RU2155886C2 |
| Способ затяжки резьбовых соединений | 1990 |
|
SU1803617A1 |
| Способ затяжки резьбового соединения | 2015 |
|
RU2621749C2 |
Изобретение относится к измерительной технике и может быть использовано для контроля затяжки резьбовых соединений. Способ включает в себя установку болта на стенде, фиксацию его от проворачивания, нагрузку осевой силой, равной по величине заданной осевой силе затяжки, головки болта в сторону, противоположную гайке, и завинчивание гайки до заданного положения на резьбе с усилием, меньшим рабочей осевой нагрузки. После этого болт разгружают, гайку отвинчивают на один виток, а болт нагружают полной рабочей нагрузкой и завинчивают гайку до заданного ее положения на резьбе с измерением крутящего момента на завинчивание гайки. Далее отвинчивают гайку, снимают болт со стенда, устанавливают его на соединяемых деталях и завинчивают гайку с крутящим моментом, равным ее затяжке на второй ступени нагрузки на стенде. Технический результат заключается в повышении точности осевой силы затяжки резьбового соединения. 4 ил.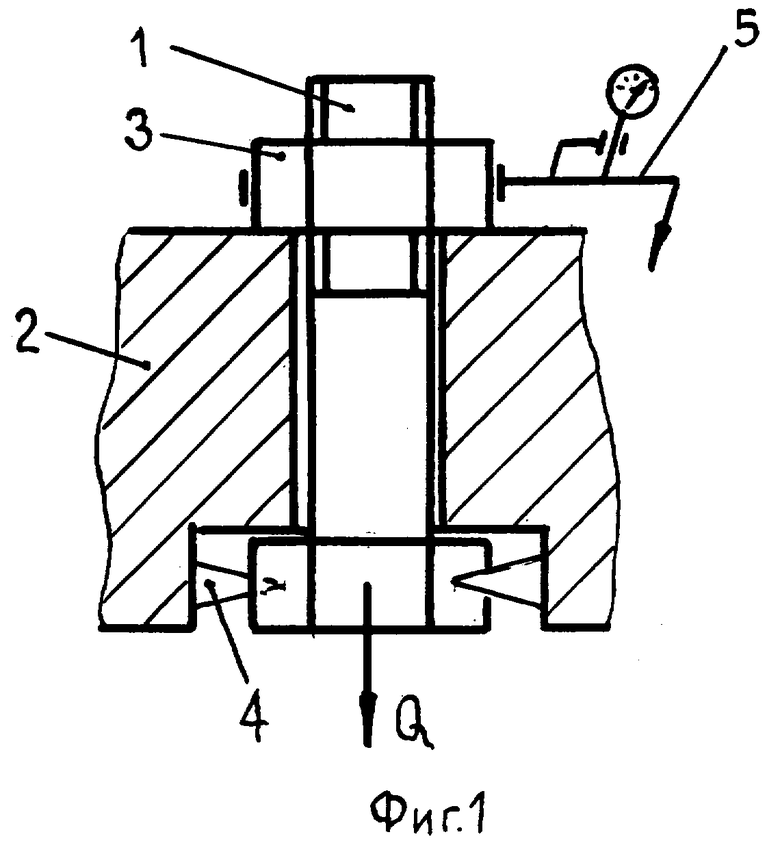
Способ контролируемой затяжки резьбовых соединений по величине крутящего момента, включающий фиксацию болта от проворачивания, нагрузку его стержня осевой силой, равной по величине заданной осевой силе затяжки болта, прижимая этой силой гайку к опорной детали, завинчивание гайки до заданного ее положения на резьбе, измеряя при этом величину крутящего момента, разгрузку болта от осевой нагрузки и завинчивание гайки до величины измеренного момента, отличающийся тем, что болт предварительно устанавливают и фиксируют от проворачивания на стенде, нагружают головку болта осевой силой в противоположном от гайки направлении, завинчивают гайку до заданного положения на резьбе с усилием, меньшим рабочей осевой нагрузки, разгружают болт, отвинчивают гайку, по меньшей мере, на один виток резьбы без нагрузки, затем нагружают болт полной рабочей нагрузкой и завинчивают гайку до заданного ее положения на резьбе с измерением крутящего момента на завинчивание, после чего болт разгружают от осевой силы, отвинчивают гайку, снимают болт со стенда, устанавливают на соединяемых деталях и завинчивают гайку с крутящим моментом, равным окончательной ее затяжке на стенде.
| Способ контроля усилия затяжки резьбовых соединений | 1981 |
|
SU993062A1 |
| Способ контроля усилия затяжки резьбовых соединений | 1977 |
|
SU647565A1 |
| Г.Б.Иосилевич и Г.Б.Шарловский | |||
| Затяжка и стопорение резьбовых соединений | |||
| М | |||
| Машиностроение, 1971, с.24-25. | |||

