Настоящее изобретение относится к волоконно-оптическому соединителю, наконечнику, предназначенному для использования в составе волоконно-оптического соединителя, и способу изготовления наконечника. В частности, настоящее изобретение относится к волоконно-оптическому соединителю, предназначенному для точного выравнивания взаимного расположения сердцевин оптических волокон и соединения их друг с другом путем вставления оптических волокон в поддерживающие их цилиндрические наконечники, к наконечнику, предназначенному для использования в составе волоконно-оптического соединителя, и способу изготовления наконечника. Настоящее изобретение относится также к устройству, несущему проволочный элемент, предназначенному для использования при изготовлении наконечника.
УРОВЕНЬ ТЕХНИКИ
В последние годы электрические кабели для телефонных линий во всем мире уступают место волоконно-оптическим кабелям. Оптическое волокно используют не только в телефонной оптической связи. Оптическое волокно также находит широкое применение в оптических устройствах, оборудовании ЛВС (локальных вычислительных сетей) и различных оптических системах. В оптических системах связи применяют известные способы соединения между собой оптических волокон, в том числе способ неразъемного соединения, основанный на использовании сплавки или механического сращивания, и способ разъемного соединения, основанный на использовании волоконно-оптического соединителя. Для применения волоконно-оптического соединителя согласно последнему способу требуется, чтобы можно было легко производить присоединение и разъединение и чтобы волоконно-оптический соединитель был устойчив к среде. Кроме того, для создания оптической системы связи с большой пропускной способностью, осуществляющей дальнюю связь, необходимо добиваться снижения потерь в соединении, обеспечиваемом волоконно-оптическим соединителем, и применять обработку неотражающим веществом для стабилизации пропускания лазерного излучения.
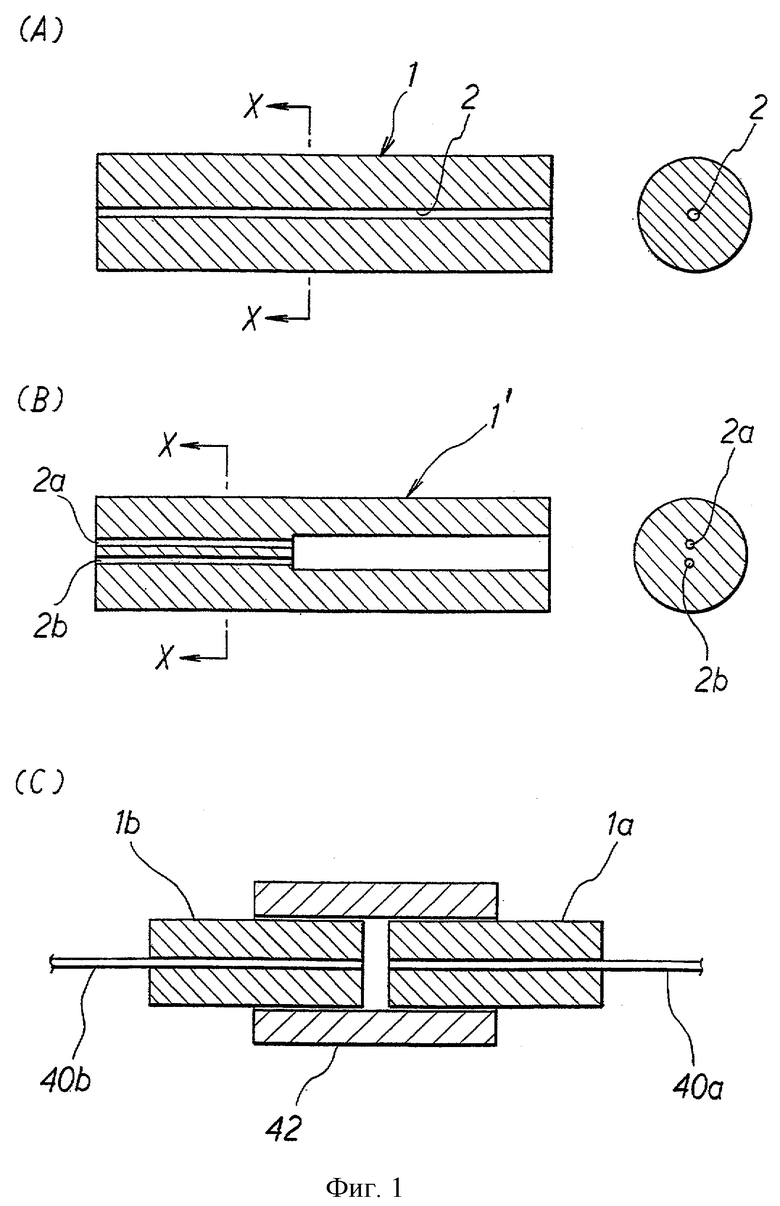
Обычно, как показано на фиг.1 (С), волоконно-оптический соединитель содержит трубчатые элементы 1а и 1b (ниже именуемые «наконечниками»), имеющие в поперечном сечении круг, предназначенные для крепления оптических волокон 40а, 40b диаметром около 0.13 мм в определенных положениях относительно оси, заданных с высокой точностью, выравнивающей секцию 42, в которой наконечники 1a, 1b могут располагаться, примыкая друг к другу. Рассмотрим, например, наконечник цилиндрической формы, изображенный на фиг.1 (А), выполненный из керамического материала на основе диоксида циркония или подобного материала. Наконечник 1, показанный на фиг.1 (А), представляет собой наконечник для размещения одной сердцевины. Например, в наконечнике 1 имеется сквозное отверстие 2 в точности кругового поперечного сечения φ=0.126 мм, проходящее в продольном направлении по оси цилиндра длиной около 8 мм. Наконечник Г, показанный на фиг.1 (В), представляет собой наконечник для размещения двух сердцевин. В наконечнике 1' имеются два сквозных отверстия 2а, 2b, через которые можно пропустить два оптических волокна.
Для изготовления наконечника, показанного на фиг.1 (А) применяют следующий способ. Сначала, исходный материал, представляющий собой смесь порошкообразного диоксида циркония и смолы, формуют, придавая ему форму цилиндра, с помощью, например, формы для инжекционного формования или экструзии. После этого отформованное изделие обжигают при температуре около 500°С, чтобы разложить смолистый компонент, а затем обжигают при высокой температуре около 1200°С. В полученном цилиндрическом обожженном изделии имеется сквозное отверстие, в которое вставляют элемент алмазной полировки, имеющий линейную конфигурацию, чтобы точно отрегулировать внутренний диаметр сквозного отверстия. Наконец, наружную часть цилиндрического изделия подвергают механической обработке относительно центра внутреннего отверстия для чистовой обработки наконечника, чтобы придать ему в точности круглую форму.
Согласно вышеописанному способу формования, обожженное отформованное изделие немного сужено следствие обжига, и потому его внутренний диаметр не соответствует нужному размеру. По этой причине процесс полировки, основанный на использовании элемента алмазной полировки, который осуществляют после обжига, является абсолютно необходимым этапом обработки. Однако полировка является трудоемким процессом, требующим квалификации, что снижает производительность. Кроме того, даже осуществляя процесс полировки, совсем не просто добиться совершенно одинакового внутреннего диаметра относительно положения в направлении оси внутреннего отверстия обожженного изделия, например вследствие неоднородного присоединения алмаза к линейному элементу полировки. Кроме того, возникает проблема дороговизны оборудования, обусловленная расходованием и износом элемента алмазной полировки.
Для осуществления вышеописанного инжекционного формования или экструзии требуются специализированные и дорогостоящие машина для формования и форма. Следует отметить, что порошкообразный диоксид циркония, в силу своей исключительной твердости, оказывают заметное абразивное действие на машину для формования и форму, что значительно сокращает срок их службы. Поэтому поверхности машины для формования и формы также должны быть выполнены из твердого материала. Однако при этом стоимость изготовления такой специализированной машины для формования и специализированной формы сильно возрастает. Кроме того, использование обжига при температурах от 500 до 1200°С обуславливает высокое энергопотребление, что приводит к расходованию источника энергии. В силу высокой стоимости изготовления наконечника с применением вышеописанного способа, стоимость изготовления волоконно-оптического соединителя, в котором размещается наконечник, также оказывается высокой.
Кроме того, возникает следующая проблема. Хотя до сих пор, в основном, используют наконечник для размещения одной сердцевины, изображенный на фиг.1 (А), постепенно развивается потребность в наконечниках для размещения двух сердцевин, показанных на фиг.1 (В), и наконечниках для размещения более двух сердцевин. Что касается наконечников для размещения двух или более сердцевин, то выдержать размеры путем полировки при помощи элемента алмазной полировки чрезвычайно трудно. Наконечники же для размещения трех и более сердцевин изготовить практически невозможно.
Для соединения друг с другом оптических волокон с помощью волоконно-оптического соединителя осуществляют соединение, при котором концы оптических волокон примыкают друг к другу, т.е. образуют так называемый физический контакт (ниже обозначаемый «ФК»), который позволяет снизить потери на отражение в месте соединения. Чтобы добиться соединения с ФК осуществляют следующую обработку. Торцевую поверхность наконечника полируют для получения выпуклой сферической поверхности или выпуклой сферической поверхности со скосом, или торцевую поверхность наконечника полируют для получения плоской поверхности или скошенной плоской поверхности, совместно с концом оптического волокна, когда оптическое волокно вставлено в наконечник. При использовании традиционных наконечников, выполненных из диоксида циркония или стекла, возникает проблема, связанная со сложностью такого процесса.
В соответствии с традиционной технологией, для того, чтобы установить наконечник в волоконно-оптическом соединителе, нужно сначала установить наконечник в держателе, а затем, совместно с держателем, установить в волоконно-оптическом соединителе, поскольку держатель позволяет поворачивать наконечник, регулируя его положение относительно оси. В связи с использованием такого держателя количество деталей волоконно-оптического соединителя возрастает, что также является проблемой.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
С учетом вышеописанных проблем, присущих уровню техники, первой задачей настоящего изобретения является наконечник, способ его изготовления и устройство для его изготовления, позволяющие изготавливать наконечник при низком энергопотреблении с помощью простого и недорогого оборудования, не прибегая к использованию какого-либо дорогостоящего и специализированного оборудования, например машины для формования и формы.
Второй задачей настоящего изобретения является наконечник, способ его изготовления и устройство для его изготовления, обеспечивающие высокие показатели стабильности размеров наконечника, а также высокопроизводительный процесс, не требующий привлечения высококвалифицированного персонала.
Третьей задачей настоящего изобретения является наконечник, способ изготовления наконечника и устройство для изготовления наконечника, обеспечивающие простоту изготовления наконечника, даже если его конструкция предусматривает размещение множественных сердцевин.
Четвертой задачей настоящего изобретения является наконечник, характеризуемый чрезвычайно малым, если не нулевым, отклонением размеров, при простоте изготовления наконечника.
Пятой задачей настоящего изобретения является недорогой волоконно-оптический соединитель, обеспечивающий высокоточное соединение оптических волокон.
Согласно первому аспекту настоящего изобретения, предусмотрен способ изготовления наконечника, используемого при соединении оптических волокон, содержащий этапы, на которых осаждают металл посредством гальванопластики на по меньшей мере один проволочный элемент для получения продукта гальванопластики в виде стержня без обеспечения слоя припоя на проволочном элементе, при этом, по меньшей мере, один проволочный элемент имеет диаметр, незначительно больший, чем диаметр оптического волокна, и вытягивают или экструдируют проволочный элемент из продукта гальванопластики без использования растворения и приложения тепла, вызывающих ухудшение характеристик проволочного элемента. При этом внутренний диаметр наконечника определяется наружным диаметром проволочного элемента, точность внутреннего диаметра наконечника определяется точностью наружного диаметра проволочного элемента, поэтому, при наличии проволочного элемента, поперечное сечение которого повторяет поперечное сечение оптического волокна, а ширина или диаметр превышает толщину оптического волокна и который обладает высокой точностью линейности и круглости, можно получить наконечник, характеризуемый исключительной точностью внутреннего диаметра. В связи с этим отпадает необходимость в операции полировки, которую производили до сих пор для обеспечения точности размеров внутреннего диаметра наконечника. После осаждения на проволочный элемент металла методом гальванопластики проволочный элемент можно удалить из продукта гальванопластики путем помещения продукта гальванопластики в среду, растворяющую только проволочный элемент, или путем вытягивания или выдавливания проволочного элемента из продукта гальванопластики. Соответственно, появляется возможность получить цилиндрическую металлическую трубку, в которой имеется сквозное отверстие с поперечным сечением той же формы, что и у проволочного элемента. Желательно, чтобы используемый проволочный элемент представлял собой проволочный элемент, наружный диаметр которого не превышает 0,2 мм, предпочтительно не превышает 0,13 мм.
Для получения наконечника из продукта гальванопластики к продукту гальванопластики применяют механическую обработку, прежде всего режут на куски определенной длины. Наружную периферическую часть продукта гальванопластики можно подвергнуть резанию вокруг центра сквозного отверстия, которое образуется при удалении из продукта гальванопластики проволочного элемента.
Согласно способу, отвечающему настоящему изобретению, например, если проволочный элемент выполнен из алюминия или сплава на его основе, для удаления проволочного элемента из продукта гальванопластики предпочтительно растворять проволочный элемент в щелочном или кислом растворе по окончании этапа гальванопластики. Если проволочный элемент выполнен из железа или сплава на его основе, перед этапом гальванопластики предпочтительно применять к проволочному элементу обработку для освобождения формы, а по окончании этапа гальванопластики удалять из продукта гальванопластики проволочный элемент, вытягивая или выдавливая проволочный элемент из продукта гальванопластики.
Способ, отвечающий настоящему изобретению, предусматривает изготовление наконечника для размещения двух сердцевин методом гальванопластики при наличии двух проволочных элементов, разнесенных относительно друг друга на определенное расстояние. При этом два проволочных элемента располагают так, чтобы между проволочными элементами помещались две шпильки одинакового диаметра, что позволяет легко и с высокой точностью регулировать расстояние между двумя проволочными элементами. Аналогичным способом можно изготавливать наконечник для размещения трех или более сердцевин, располагая три или более проволочных элемента параллельно друг другу и обеспечивая одинаковое расстояние между ними, например, с помощью двух или более шпилек.
Согласно второму аспекту настоящего изобретения, предусмотрен металлический наконечник, точность внутреннего диаметра которого определяется точностью наружного диаметра проволочного элемента, и изготовленный способом, отвечающим первому аспекту.
Согласно третьему аспекту настоящего изобретения, предусмотрен наконечник, предназначенный для использования при соединении оптических волокон, причем наконечник сформирован только из металлического материала как единое целое.
Металлический наконечник, отвечающий настоящему изобретению, можно просто, дешево и с высокой точностью изготовить, например, методом гальванопластики, в соответствии с настоящим изобретением. Чтобы стыковать друг с другом два оптических волокна с помощью волоконно-оптического соединителя, в котором размещается наконечник, торец наконечника должен быть отполирован совместно с оптическим волокном для обеспечения плоского стыка или стыка с ФК. Полировать наконечник, отвечающий настоящему изобретению, очень просто, поскольку он выполнен из металла. Наконечник, отвечающий настоящему изобретению, допускает операцию полировки с высокоточной регулировкой. Это дает возможность осуществлять высококачественную стыковку с ФК и добиваться низких потерь на отражение в месте стыка оптических волокон.
На обоих концах наконечника, отвечающего настоящему изобретению, имеются отверстия, через которые может проходить оптическое волокно, этим отверстиям, посредством механической обработки, придана коническая форма, что позволяет использовать наконечник как муфту для механического сращивания.
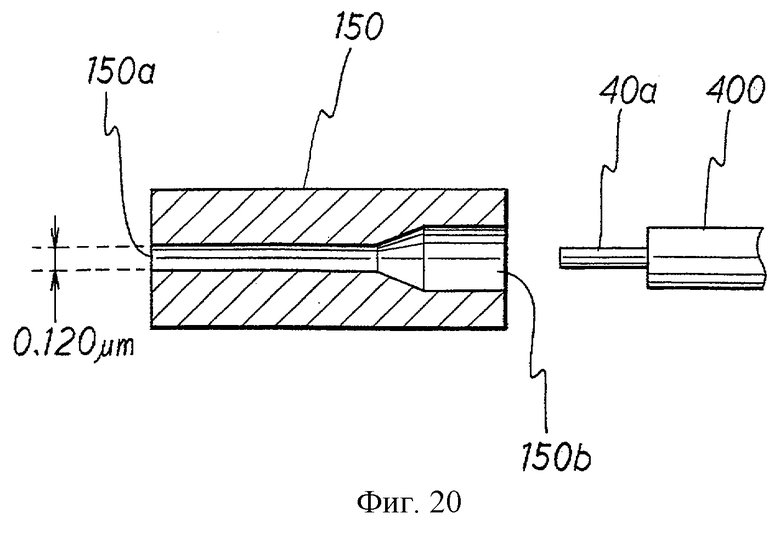
Наконечник может содержать столбчатую секцию полости, проходящую в продольном направлении наконечника, на первом конце наконечника может находиться первое отверстие, диаметр которого равен диаметру секции полости, и на втором конце наконечника может находиться второе отверстие, диаметр которого больше диаметра секции полости (см. фиг.20). Секция полости может содержать первую секцию полости, вторую секцию полости, диаметр которой больше диаметра первой секции полости, и третью секцию полости конической формы, соединяющую первую секцию полости со второй секцией полости. При такой конфигурации участок оптического волокна, покрытый оболочкой, размещается во второй секции полости, а оболочка оптического волокна размещается в первой секции полости. Таким образом, вторая секция полости играет роль традиционного держателя наконечника. Третья секция полости облегчает введение оболочки оптического волокна в первую секцию полости.
Согласно третьему аспекту настоящего изобретения, предусмотрен волоконно-оптический соединитель, предназначенный для соединения оптических волокон, содержащий наконечник, сформированный только из металлического материала как единое целое, и корпус для размещения наконечника.
Процесс полировки для обеспечения соединения с ФК можно осуществлять легко и с высокой точностью, поскольку волоконно-оптический соединитель, согласно настоящему изобретению, содержит наконечник, выполненный из металла. Это дает возможность создать недорогой волоконно-оптический соединитель, обеспечивающий низкие потери на отражение. Вышеописанный металлический наконечник предпочтительно изготавливать методом гальванопластики, в соответствии с настоящим изобретением.
Корпус волоконно-оптического соединителя, согласно настоящему изобретению, может фигурировать как гнездо или штекер. Волоконно-оптический соединитель может дополнительно содержать муфту для выравнивания двух наконечников. Волоконно-оптический соединитель может дополнительно содержать адаптер для возможности подсоединения к гнезду. В этой конструкции адаптер может включать муфту для выравнивания наконечника внутри себя. Волоконно-оптический соединитель может дополнительно содержать волоконно-оптический кабель.
Согласно четвертому аспекту настоящего изобретения, предусмотрено несущее устройство для проволочного элемента, используемое при изготовлении, посредством гальванопластики, наконечника для размещения множественных сердцевин, предназначенного для соединения оптических волокон, содержащее:
несущую пластину;
пару первых позиционирующих выступов одинаковой ширины, расположенных на несущей пластине напротив друг друга;
два проволочных элемента, натянутых параллельно друг другу с помощью пары первых позиционирующих выступов, расположенных между ними.
Устройство, согласно настоящему изобретению, будучи установлено в ванне для гальванопластики, весьма полезно при изготовлении наконечника для размещения множественных сердцевин. Два проволочных элемента контактируют с выступами, например, прижимаясь к выступам, например к опорным шпилькам, находящимся на несущей пластине напротив друг друга. Таким образом, проволочные элементы располагаются по обе стороны выступов. Соответственно, расстояние между двумя проволочными элементами с высокой точностью регулируется в соответствии с диаметром опорной шпильки. Чтобы иметь возможность устанавливать различные расстояния между множественными внутренними отверстиями в наконечнике для размещения множественных сердцевин, можно предварительно подготовить опорные шпильки разных диаметров и надлежащим образом менять опорные шпильки в зависимости от нужного расстояния между внутренними отверстиями.
Устройство может дополнительно содержать пару вторых позиционирующих выступов одинаковой ширины, находящихся на несущей пластине напротив друг друга, и два проволочных элемента, натянутых параллельно друг другу с помощью пары вторых позиционирующих выступов, расположенных между ними, причем проволочные элементы, натянутые параллельно друг другу с помощью первых выступов, расположенных между ними, взаимно параллельны проволочным элементам, натянутым параллельно друг другу с помощью вторых выступов, расположенных между ними, и соответствующие соседние проволочные элементы располагаются на одинаковом расстоянии друг от друга. Соответственно, имеется возможность изготавливать наконечник для размещения четырех сердцевин, в котором сформированы четыре внутренних отверстия, расположенных с одинаковыми промежутками.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг.1 представлены виды в разрезе, иллюстрирующие волоконно-оптический соединитель и наконечники, причем на фиг.1 (А) показан вид в продольном разрезе наконечника для размещения одной сердцевины и его вид в поперечном разрезе, проведенном в направлении Х-Х, на фиг.1 (В) показан вид в продольном разрезе наконечника для размещения двух сердцевин и его вид в поперечном разрезе, проведенном в направлении Х-Х, на фиг.1 (С) показан вид в разрезе, схематически иллюстрирующий волоконно-оптический соединитель для соединения оптических волокон.
На фиг.2 показана схема устройства для гальванопластики, отвечающего варианту осуществления настоящего изобретения.
На фиг.3 показан вид сбоку (А) и вид в плоскости (В), иллюстрирующие несущее монтажное приспособление, предназначенное для использования в устройстве, показанном на фиг.2.
На фиг.4 показан конкретный вариант осуществления несущего монтажного приспособления, пригодного для использования в устройстве, показанном на фиг.2, а именно вид сбоку, иллюстрирующий несущее монтажное устройство, предназначенное для изготовления наконечника для размещения двух сердцевин.
На фиг.5 показаны виды (А) - (F) в поперечном разрезе различных многожильных проволок, которые отличаются от тех, которые обладают круглым поперечным сечением, согласно настоящему изобретению.
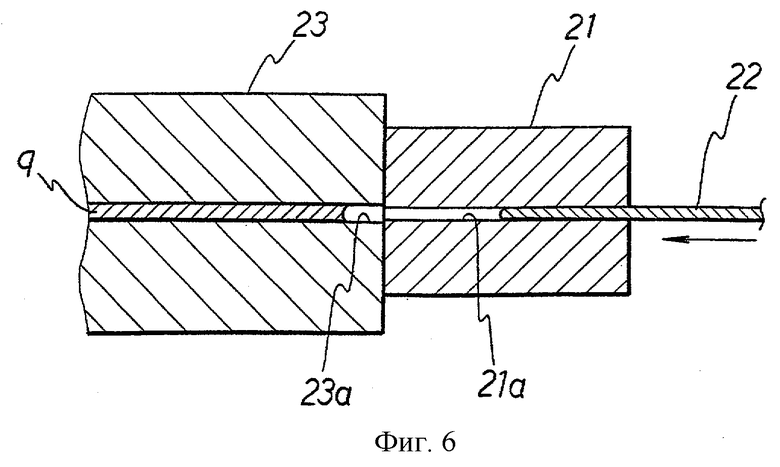
Фиг.6 иллюстрирует в общем виде процедуру выдавливания проволоки из продукта гальванопластики в соответствии со способом, предложенным в настоящем изобретении.
Фиг.7 иллюстрирует в общем виде, каким образом ленты 20 размещают на проволоке с определенными промежутками, чтобы вытягивать проволоку из продукта гальванопластики, в соответствии со способом, предложенным в настоящем изобретении.
На фиг.8 показана в общем виде проволока в состоянии, когда ленту 20, изображенную на фиг.7, отслоили после гальванопластики.
Фиг.9 иллюстрирует в общем виде процедуру вытягивания проволоки из продукта гальванопластики с использованием монтажного приспособления, когда проволоку вытягивают из продукта гальванопластики в соответствии со способом, предложенным в настоящем изобретении.
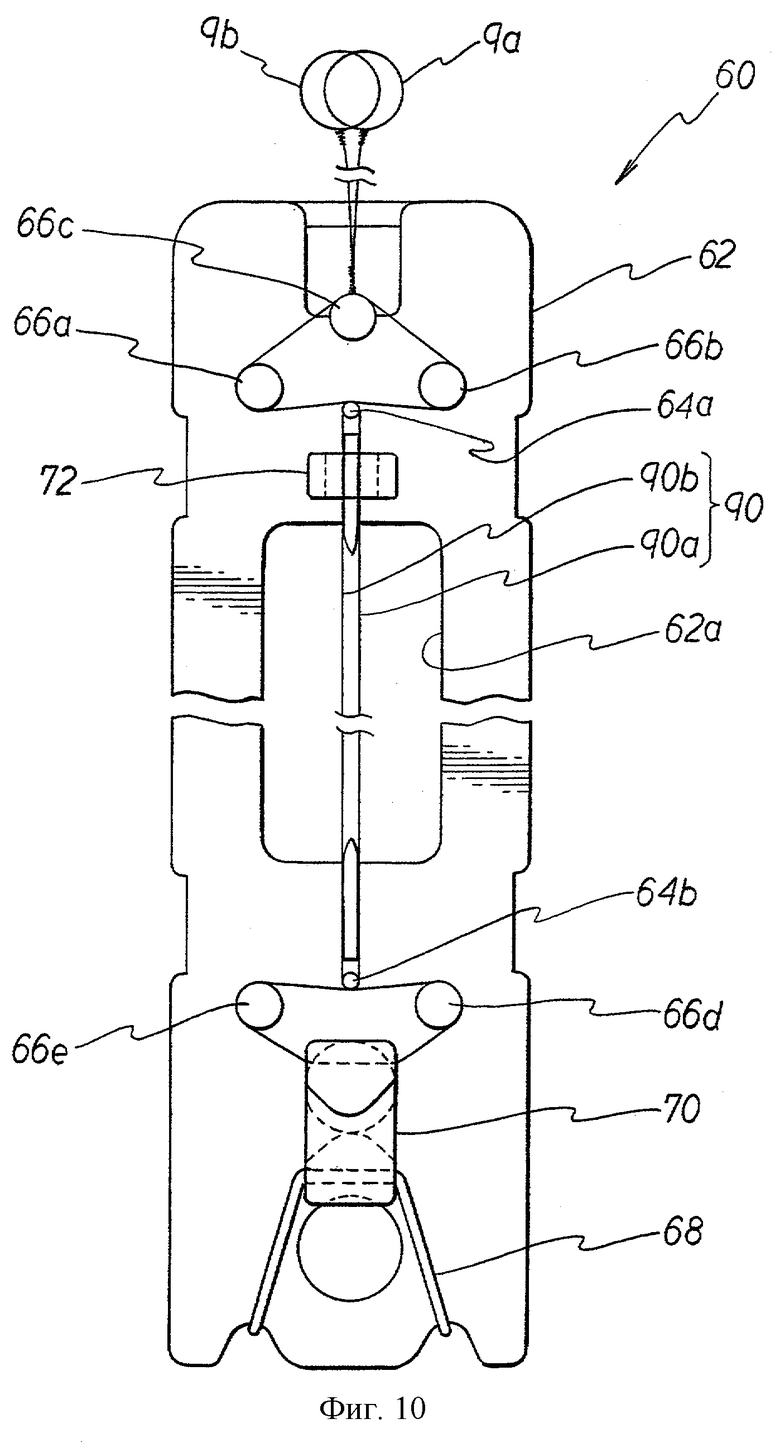
На фиг.10 показан плоский вид, иллюстрирующий схему несущего монтажного приспособления, предназначенного для использования согласно четвертому варианту осуществления настоящего изобретения.
На фиг.11 показана в общем виде проволока, подлежащая присоединению к несущему монтажному приспособлению, изображенному на фиг.10.
На фиг.12 показан вид сверху (А) и вид сбоку (В), иллюстрирующие крюк, подлежащий присоединению к несущему монтажному приспособлению, изображенному на фиг.10.
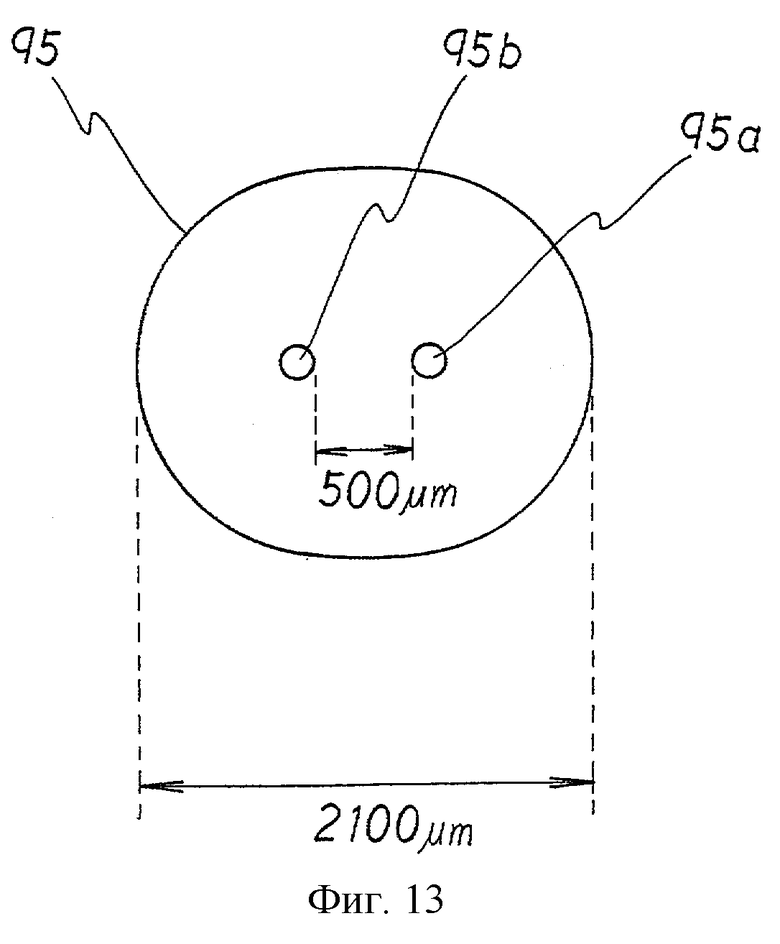
На фиг.13 показан вид в разрезе, иллюстрирующий продукт гальванопластики, полученный в соответствии с четвертым вариантом осуществления.
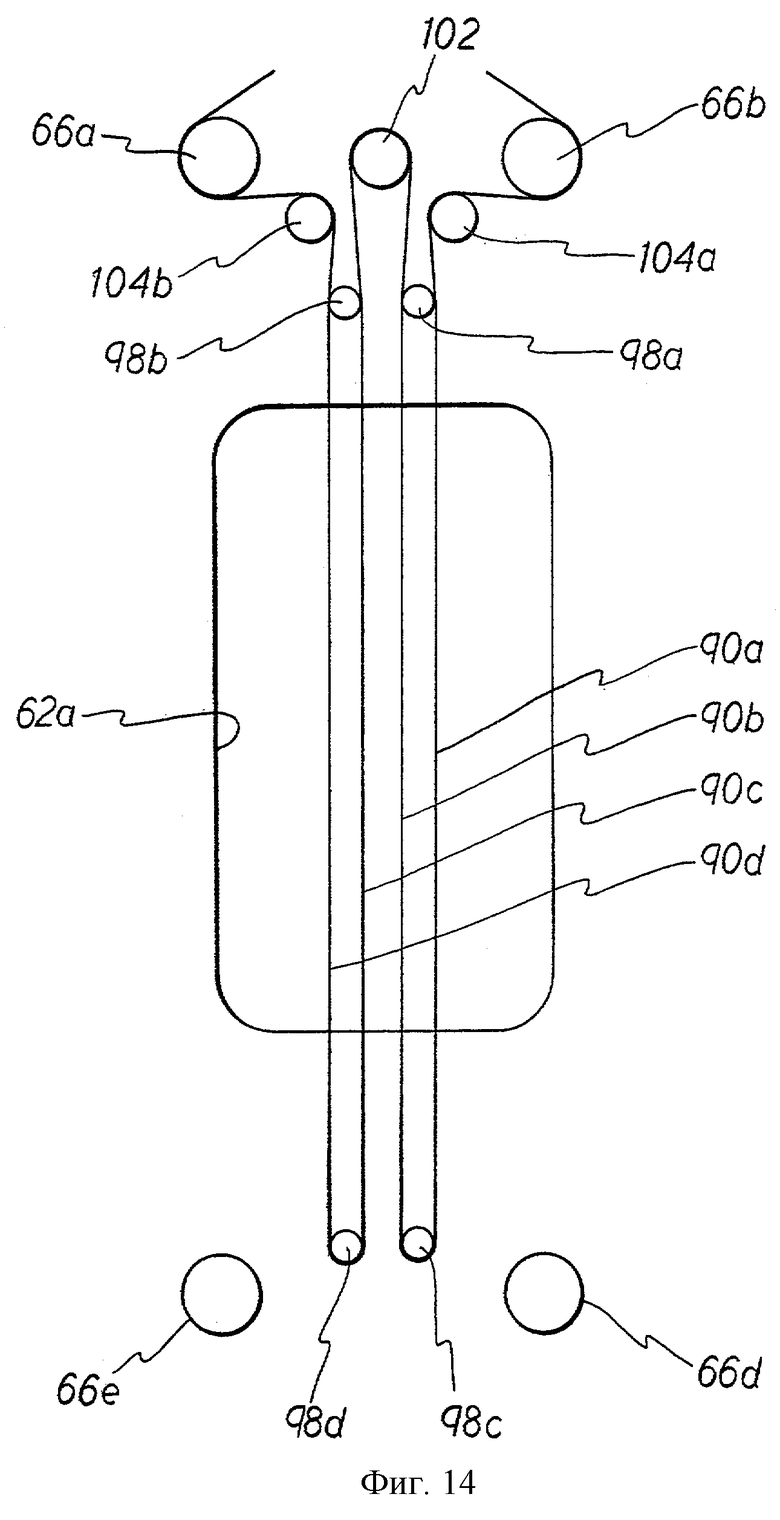
На фиг.14 показана в общем виде часть несущего приспособления для монтажа проволоки, предназначенного для использования при изготовлении наконечника для размещения трех или более сердцевин.
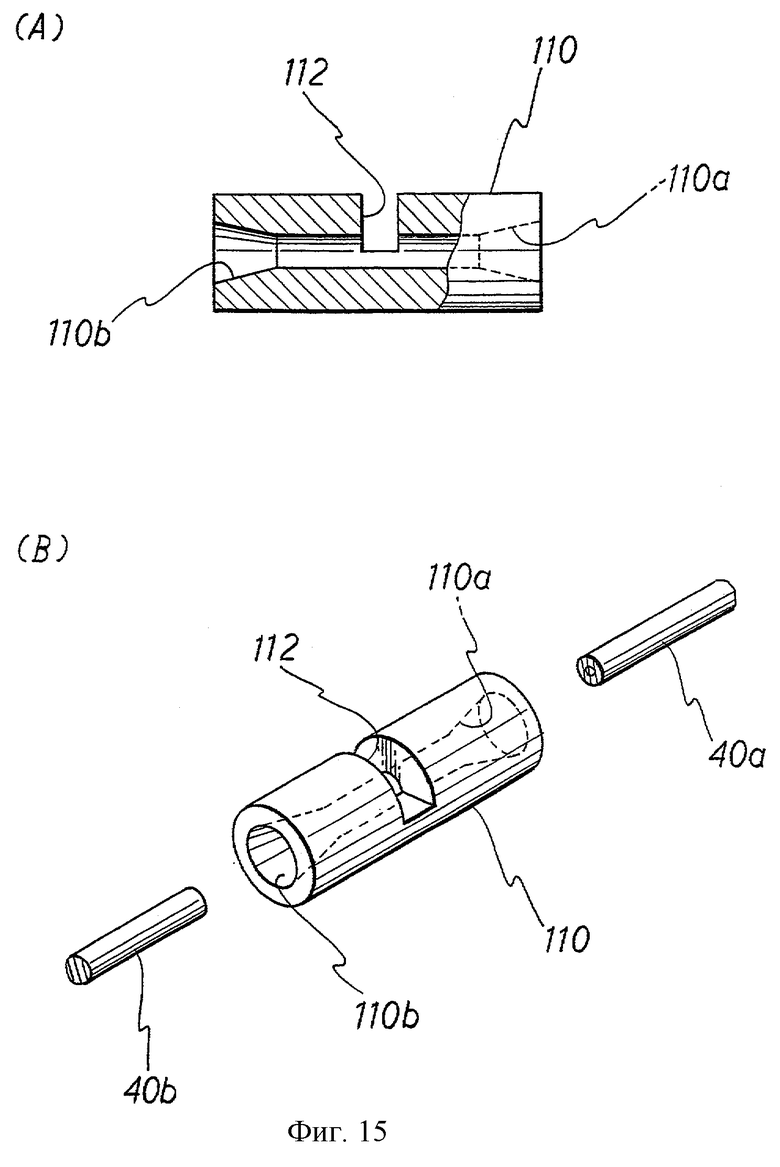
Фиг.15 иллюстрирует вариант конструкции муфты для механического сращивания, причем на фиг.15 (А) показан вид муфты в разрезе, а на фиг.15 (В) показан способ неразъемного срединения двух оптических волокон с помощью муфты.
На фиг.16 показан вид в разрезе, схематически иллюстрирующий конструкцию штекера волоконно-оптического соединителя, согласно настоящему изобретению.
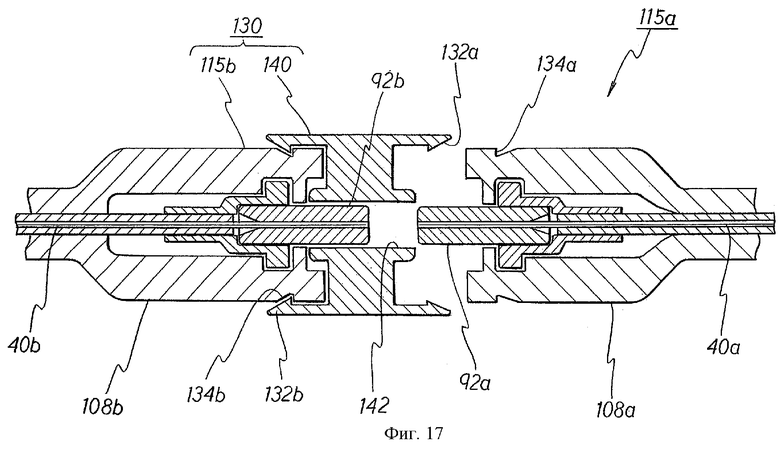
На фиг.17 показан вид в разрезе, схематически иллюстрирующий конструкцию волоконно-оптического соединителя, согласно настоящему изобретению.
На фиг.18 показан вид в разрезе, схематически иллюстрирующий конструкцию оптического кабеля, снабженного волоконно-оптическим соединителем, согласно настоящему изобретению.
На фиг.19 показана в разрезе конструкция наконечника, полученного методом гальванопластики с помощью устройства, описанного в соответствии с шестым вариантом осуществления, с последующей механической обработкой для придания ему формы прямоугольного параллелепипеда.
На фиг.20 показана конструкция наконечника, выполненного как единое целое, содержащего наконечник и традиционный держатель наконечника, и способ его использования.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Прежде всего, рассмотрим, со ссылкой на фиг.2, устройство для изготовления наконечника, согласно настоящему изобретению, методом гальванопластики. Устройство, изображенное на фиг.2, содержит ванну 50 для гальванопластики, раствор 3 для гальванопластики, заправленный в ванну 50 для гальванопластики, и аноды 4 и катод 8, размещенные в ванне 50 для гальванопластики. Четыре анода 4 располагаются вокруг катода на основании 52, установленном на дне ванны 50 для гальванопластики. Согласно описанному ниже, катод 8 установлен на несущем монтажном приспособлении 5 и электрически подключен к проволочному элементу 9, натянутому между верхним и нижним концами несущего монтажного приспособления 5. На основании 52 предусмотрены воздушные форсунки 6, расположенные вокруг проволочного элемента 9 с интервалами 90°.
Раствор 3 для гальванопластики выбирают в зависимости от того, какой металлический материал подлежит электроосаждению на проволочный элемент 9, причем в качестве металла для электроосаждения можно использовать никель или сплав на его основе, железо или сплав на его основе, медь или сплав на его основе, кобальт или сплав на его основе, сплав на основе вольфрама и металл в дисперсном состоянии, состоящий из малых частиц. В качестве раствора 3 для гальванопластики можно использовать раствор, главным компонентом которого является водный раствор сульфамата никеля, хлорида никеля, сульфата никеля, сульфамата железа, фторбората железа, пирофосфата меди, сульфата меди, фторбората меди, фторсиликата меди, фтортитаната меди, алканолсульфоната меди, сульфата кобальта, вольфрамата натрия и т.п., и раствор, полученный диспергированием в вышеозначенном растворе тонкого порошка карбида кремния, карбида вольфрама, карбида бора, оксида циркония, нитрида кремния, оксида алюминия, алмаза и т.п. С точки зрения упрощения процесса гальванопластики, снижения напряжений в продукте гальванопластики, обеспечения химической стойкости и упрощения сварки, наиболее предпочтительно заправлять в ванну, в качестве главного компонента, сульфамат никеля.
Металлический компонент раствора для гальванопластики служит материалом, составляющим продукт гальванопластики, т.е. наконечника. Согласно описанному ниже, наконечник подвергают полировке для обеспечения ФК при осуществлении соединения. С точки зрения полировки для обеспечения ФК, особенно предпочтительно использовать в качестве металлического компонента никель-кобальтовый сплав.
Раствор для гальванопластики можно фильтровать с высокой скоростью в ванне для гальванопластики с помощью фильтра (не показан), точность фильтрации которого составляет примерно 0.1-0.2 мкм и его можно нагревать так, чтобы его температуру можно было регулировать в надлежащем температурном диапазоне, примерно 50±5°С. Предпочтительно периодически применять обработку активированным углем для удаления органических примесей. Подавая электроэнергию, желательно обеспечивать низкую плотность тока, примерно 0.2 А/дм2, чтобы удалять металлические примеси, например медь, из раствора для гальванопластики, находящегося в ванне, используя уголь в качестве анода и гофрированный лист, выполненный из железа, покрытого никелем, в качестве катода.
Анод 4 выбирают в зависимости от металла, подлежащего электроосаждению, в качестве которого может выступать, например, никель, железо, медь или кобальт. Предпочтительно использовать аноды пластинообразной или сферической конфигурации. В случае использования сферических электродов, можно использовать, например, сферы, помещенные в корзину, выполненную из титана, и покрывать их кожухом, выполненным из полиэфира.
Теперь, со ссылкой на фиг.3, рассмотрим более подробно конструкцию несущего монтажного приспособления 5. На фиг.3 (А) показан вид сбоку, а на фиг.3 (В) показан вид в разрезе нижней пластины 11, наблюдаемой в направлении В-В. Несущее монтажное приспособление 5 содержит верхнюю пластину 10 и нижнюю пластину 11, соединенные друг с другом четырьмя несущими стойками 12, находящимися между ними. Верхняя пластина 10 и нижняя пластина 11 могут быть выполнены из электроизоляционного материала, например из поливинилхлорида, полиамида, полиацеталя или полиэтилена. Несущие стойки 12 могут быть выполнены из металла, например нержавеющей стали или титана, или же из пластика. Верхняя пластина 10 и нижняя пластина 11 могут крепиться к несущим стойкам винтами (не показаны). В центральной части верхней пластины 10 предусмотрен винт 13а из коррозионно-стойкого материала, выполняющий функцию катода 8, причем винт 13а из коррозионно-стойкого материала проходит сквозь верхнюю пластину 10. Винт 13а из коррозионно-стойкого материала фиксирует первый конец 7а пружины 7, выполненной из нержавеющей стали, на нижней поверхности верхней пластины 10. Аналогично, в центральной части нижней пластины 11 предусмотрен винт 13b из коррозионно-стойкого материала, причем винт 13b из коррозионно-стойкого материала проходит сквозь нижнюю пластину 11 и выступает со стороны верней поверхности нижней пластины 11. К винту 13b прикреплен зажим 15, выполненный из пластика. Согласно описанному выше, в нижней пластине 11 в четырех местах просверлены круглые отверстия 14 под воздушные форсунки. Первый конец проволочного элемента 9 подвешен за второй конец 7b пружины 7, выполненной из нержавеющей стали. Второй конец проволочного элемента 9 зажат в зажиме 15, что обеспечивает натяжение проволочного элемента 9 за счет удлинения пружины 7. Когда проволочный элемент 9 присоединен к несущему монтажному приспособлению 5 вышеописанным способом, проволочный элемент 9 поддерживается в ванне 50 для гальванопластики в натянутом состоянии и в вертикальном положении.
Несущее монтажное приспособление 5, показанное на фиг.3, представляет собой монтажное приспособление, с помощью которого методом гальванопластики формируют наконечник для размещения одной сердцевины. Для того чтобы методом гальванопластики сформировать наконечник для размещения двух сердцевин, можно использовать, например, несущее монтажное приспособление 5', конструкция которого изображена на фиг.4. Монтажное приспособление 5', показанное на фиг.4, содержит вспомогательные элементы 17, выполненные из пластика, которые располагаются в двух позициях между верхней пластиной 10 и нижней пластиной 11. В центральную часть вспомогательного элемента 17 внедрен проволокодержащий элемент 18, выполненный из пластика, в двух местах которого просверлены поры 19. Винты 13 из коррозионно-стойкого материала и зажимы 15 предусмотрены, соответственно, в двух местах. Для обеспечения параллельности двух проволочных элементов 9 и определенного расстояния между ними на проволочных элементах 9, поддерживаемых между вспомогательными элементами 17, предусмотрены элементы 25 из припоя, расположенные с определенными промежутками, предназначенные для соединения проволочных элементов 9. Конструкция монтажного приспособления 5' подобна конструкции монтажного приспособления 5, показанного на фиг.3, за исключением вышеупомянутых конструктивных особенностей.
Для изготовления наконечника для размещения трех или более сердцевин можно модифицировать проволокодержащий элемент 18, в соответствии с количеством проволок, таким же образом, как в монтажном приспособлении 5', показанном на фиг.4, и, соответственно, увеличить количество винтов 13 из коррозионно-стойкого материала и зажимов 15. Однако возможны и другие способы поддержки проволочного элемента 9, отличные от вышеописанного способа. Например, вместо пружины можно использовать другой упругий элемент, например резиновый, или же, для натяжения проволоки, к нижнему ее концу можно подвешивать груз. Для более точной регулировки расстояния между двумя проволочными элементами предпочтительно использовать несущее монтажное приспособление, отвечающее четвертому варианту осуществления, описанному ниже.
При изготовлении наконечника для размещения двух или более сердцевин, требуется высокая точность соблюдения размеров, что описано выше. Поэтому, поперечное сечение проволочного элемента 9 не обязательно имеет форму круга. Например, предпочтительно также использовать проволочные материалы, поперечные сечения которых, показанные на фиг.5 (A)-(G), отличаются от круга. На (А) показана проволока для изготовления наконечника для размещения двух сердцевин, поперечное сечение которых имеет форму эллипса. Пунктирные линии на чертеже соответствуют оптическим волокнам, которые могут проходить внутри наконечника, который получают методом гальванопластики при помощи проволочного элемента.
На фиг.5 (В) показан вид в разрезе проволочного элемента для изготовления наконечника для размещения трех сердцевин, поперечное сечение которых имеет форму треугольника со скругленными углами. На фиг.5 (С) показан вид в разрезе проволочного элемента для изготовления наконечника для размещения четырех сердцевин, поперечное сечение которых имеет форму четырехугольника со скругленными углами. На фиг.5 (D) показан вид в разрезе проволочного элемента для изготовления наконечника для размещения пяти сердцевин, поперечное сечение которых имеет форму пятиугольника со скругленными углами. На фиг.5 (Е) показан вид в разрезе проволочного элемента для изготовления наконечника для размещения шести сердцевин, поперечное сечение которых имеет форму шестиугольника со скругленными углами. На фиг.5 (F) показан вид в разрезе проволочного элемента для изготовления наконечника для размещения семи сердцевин, поперечное сечение которых имеет форму семиугольника со скругленными углами. На фиг.5 (G) показан вид в разрезе проволочного элемента для изготовления наконечника для размещения четырех сердцевин, поперечное сечение которых имеет вытянутую форму. Согласно фиг.5 (G) предполагается, что оптические волокна, обозначаемые пунктирными линиями, располагаются внутри полученного наконечника в одну линию. Проволоки, изображенные на фиг.5 (A)-(G) могут иметь поперечное сечение без каких-либо скругленных углов. Проволоки можно использовать вместо проволочного элемента 9, показанного на фиг.1-4.
Согласно фиг.2, через отверстия воздушных форсунок 6 выпускают малое количество воздуха, чтобы перемешивать раствор 3 для гальванопластики. Однако для перемешивания раствора 3 для гальванопластики не обязательно продувать воздух, но можно применять и другие методы, основанные, например, на использовании пропеллерной мешалки, ультразвуковой волны или ультразвуковых колебаний. С точки зрения обеспечения линейности проволочного элемента 9 особенно предпочтительно использовать перемешивание ультразвуковой волной.
В качества проволочного элемента 9 предпочтительно выбирать и использовать, например, металлические проволоки, выполненные из железа или сплава на его основе, алюминия или сплава на его основе или меди или сплава на его основе, те же проволоки, покрытые тонким слоем припоя, а также пластиковые проволоки, выполненные из нейлона, полиэфира, Тефлона и т.п. В случае использования пластиковой проволоки необходимо создать электропроводящую поверхность, осаждая, например, никель или серебро, методом химического восстановления. Предпочтительно использовать проводящий пластик. В этом случае по завершении гальванопластики, пропуская электрический ток через проводящий пластик для его нагрева, можно легко осуществлять освобождение формы для извлечения ее из продукта гальванопластики. Проволочный элемент 9 определяет внутренний диаметр наконечника, полученного методом гальванопластики. Поэтому толщина, круглость и линейность проволоки должны быть выдержаны с высокой точностью. Регулировку толщины, круглости и линейности проволоки можно осуществлять посредством, например, способа, основанного на экструзии с помощью штампа, волочения проволоки или нецентрированной обработки. В настоящее время, имеется, например, коррозионно-стойкая проволока диаметром 125 мкм с отклонением в пределах примерно ±0.5 мкм, из которой можно изготовить коррозионно-стойкий проволочный элемент. В случае многожильных проволок, форма поперечного сечения которых отличается от круга, показанного на фиг.5, можно получать точные размеры посредством, например, экструзии с помощью штампа.
Теперь рассмотрим операцию формирования трубчатого элемента методом гальванопластики при помощи устройства 100 для гальванопластики, показанного на фиг.2. Ванну 50 для гальванопластики заправляют раствором 3 для гальванопластики, после чего между анодами 4 и катодом 8 подают такое постоянное напряжение, обеспечивая плотность тока примерно от 4 до 20 А/дм2. Осуществляя гальванопластику в течение примерно 1 дня при вышеупомянутой плотности тока, вокруг проволочного элемента 9 можно нарастить продукт гальванопластики толщиной или диаметром 3 мм. По завершении гальванопластики несущее монтажное приспособление 5 извлекают из ванны 50 и проволочный элемент 9 удаляют из несущего монтажного приспособления 5. Проволочный элемент 9 можно удалить, например, вытягивая его из продукта гальванопластики или растворяя его нагретым щелочным или кислым водным раствором. В случае металлической проволоки, покрытой припоем, металлическую проволоку можно вытянуть, нагрев ее.
Альтернативно, проволочный элемент 9 можно также извлекать из продукта гальванопластики путем выдавливания. Для этого используют, например, шпильку 22 из цементированного карбида и направляющую 21, в которой проделано сквозное отверстие 21а, изображенные на фиг.6, устанавливая направляющую 21 по отношению к продукту 23 гальванопластики так, чтобы их сквозные отверстия 21а, 23а соединялись друг с другом посредством проходящей через них шпильки 22 из цементированного карбида. Таким образом, проволочный элемент 9 можно выдавливать из продукта 23 гальванопластики шпилькой 22 из цементированного карбида. Перед осуществлением этой процедуры конец проволочного элемента 9 продукта 23 гальванопластики желательно слегка растворить с помощью реактива.
Процедуру, в которой проволочный элемент 9, находящийся в центре продукта гальванопластики, вытягивают, выдавливают или растворяют реактивом, выбирают в зависимости от того, из какого материала выполнен проволочный элемент 9. В целом, если проволочный элемент плохо растворяется реактивом и обладает высокой прочностью на растяжение, то предпочтительно использовать процедуру вытягивания или выдавливания. Если проволочный элемент легко растворяется реактивом, предпочтительно применять растворение. Например, если проволочный элемент выполнен из железа или сплава на его основе, можно выполнять следующую процедуру. Подвергнув проволочный элемент 9 обработке для освобождения формы, покрывают отдельные участки проволоки электроизолирующим элементом 20, например виниловой лентой, как показано на фиг.7, после чего выполняют вышеописанный этап гальванопластики. Когда электроизолирующий элемент 20 отслаивают от продукта гальванопластики, чтобы обнажить проволочный элемент 9, как показано на фиг.8, проволочный элемент 9 можно легко вытянуть из продукта 23 гальванопластики. В случае применения металлической проволоки, на которую осажден слой припоя, и пластиковой проволоки, подвергнутой осаждению путем химического восстановления, проволоку можно вытягивать вышеописанным способом, не осуществляя обработку для освобождения формы. В случае применения проволоки, покрытой слоем припоя, проволоку можно вытянуть, нагрев ее. Когда используют способ вытягивания, предпочтительно использовать в качестве проволочного элемента 9 коррозионно-стойкую проволоку диаметром 0.126 мм и длиной до 100 мм.
Если проволочный элемент 9 выполнен, например, из алюминия или сплава на его основе, меди или сплава на ее основе, способ удаления путем растворения оказывается более эффективным, поскольку проволочный элемент 9 легко растворяется в кислом или щелочном водном растворе. Предпочтительно использовать в качестве растворяющего раствора сильно щелочной водный раствор, который растворяет алюминий или сплав на его основе и почти не влияет на металл, осажденный методом гальванопластики. В частности, проволоку можно легко растворить и удалить при эффективном нагревании до примерно 100±3°С с использованием сильно щелочного водного раствора, состоящего, например, из гидроокиси натрия или гидроокиси калия с концентрацией примерно 5-10% вес/объем. Экспериментально установлено, что алюминиевая проволока длиной 10 мм успешно растворяется и удаляется примерно за 90 минут. В этом случае нет необходимости осуществлять вытягивание. Поэтому не нужно покрывать проволоку электроизоляционным элементом, как показано на фиг.1, перед осуществлением гальванопластики. Достаточно выполнить гальванопластику на всей поверхности проволочного элемента 9. Кроме того, не нужно подвергать проволочный элемент 9 обработке для освобождения формы.
Полученный продукт гальванопластики можно использовать как наконечник, разрезав продукт на куски определенной длины, например, с помощью резака с тонким лезвием. Отметим, что применение способа, согласно настоящему изобретению, позволяет выдерживать внутренний диаметр наконечника с чрезвычайно высокой точностью. Точность определяется отклонением размеров вышеописанного проволочного элемента 9. Для повышения круглости наружного диаметра наконечника предпочтительно осуществлять чистовую механическую обработку наружной периферической части. Чистовую механическую обработку наружной периферической части можно осуществлять, подвергая наружную периферическую часть резанию с помощью станка с ЧПУ. Удалив проволочный элемент 9 методом растворения, переходят к следующей процедуре. Иными словами, после осуществления гальванопластики, линейный продукт гальванопластики режут на куски нужной длины. После этого проволочный элемент 9 полностью растворяют в кислом или щелочном растворе для образования внутри продукта гальванопластики сквозного отверстия. Затем наружную периферическую часть можно подвергнуть чистовой обработке, например, с помощью станка с ЧПУ. В этом случае этап растворения можно проводить после обработки наружной периферической части.
Полученный наконечник можно прикрепить к держателю наконечника, чтобы задать положение направления вращения наконечника и чтобы разместить наконечник в корпусе волоконно-оптического соединителя. Для соединения оптических волокон с помощью волоконно-оптического соединителя, основной деталью которого является наконечник, желательно использовать вышеописанное соединение с ФК оптических волокон друг с другом. Для осуществления соединения с ФК торцевую поверхность наконечника обрабатывают с образованием выпуклой сферической поверхности или выпуклой сферической поверхности со скосом, в то время, как оптическое волокно вставлено в наконечник. Механическую обработку можно производить с помощью шлифовального станка торцевой поверхности. Наконечник, отвечающий настоящему изобретению, представляет собой металлический наконечник, сформированный методом гальванопластики. Благодаря этому операция полировки для обеспечения ФК облегчается по сравнению с традиционными наконечниками, выполненными из оксида циркония или стекла. Кроме того, обнаружено, что высота торца оптического волокна после полировки для обеспечения ФК оказывается примерно равной высоте отполированной поверхности наконечника. Это дает возможность исключительно точно соединять оптические волокна с использованием наконечника согласно настоящему изобретению и содержащего его волоконно-оптического соединителя. Соответственно, можно осуществлять соединение с низкими потерями на отражение.
ПЕРВЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
Приготовили проволоку из сплава на основе алюминия (сплава меди, магния и алюминия) φ=0.126 мм с круговым поперечным сечением. Проволоку установили в несущем монтажном приспособлении 5, растянув в вертикальном направлении за счет упругости пружины 1, как показано на фиг.3 (А). Поверхность проволоки из сплава обезжирили, в достаточной степени обтерев поверхность проволоки из сплава марлей, смоченной петролейным эфиром. Раствор 3 для гальванопластики, содержащий в качестве главного компонента сульфамат никеля, заправили в ванну 50 для гальванопластики, показанную на фиг.2. Четыре анода 4, состоящие из никелевых шариков, помещенных в титановую сетку, заключенную в полиэтиленовый кожух, установили по четырем сторонам основания 52 вокруг центра проволочного элемента 9. Ванну для гальванопластики нагрели, чтобы получить температуру 55±5°С, в то же время производя высокоскоростную фильтрацию с точностью фильтрации 1 мкм. Монтажное приспособление 5 с прикрепленной к нему проволокой из алюминиевого сплава тщательно промыли водой, после чего установили, как показано на фиг.2.
Между катодом 8 и никелевыми анодами 4 приложили постоянное напряжение, обеспечивающее плотность тока примерно от 4 до 20 А/дм2. Гальванопластику проводили в течение 1 дня при вышеописанных условиях, чтобы получить никелевый продукт гальванопластики толщиной φ = около 3 мм. Продукт гальванопластики вынули из ванны и промыли. После этого продукт гальванопластики разрезали на куски длиной 8.50 мм с помощью автоматического станка с ЧПУ. Разрезанный продукт гальванопластики погрузили на 3 часа в 20%-ный водный раствор гидроокиси натрия, нагретый до 100±3°С для полного растворения и удаления проволоки, выполненной из алюминиевого сплава. Таким образом, получили продукт гальванопластики в виде трубки. После этого продукт гальванопластики тщательно промыли водой с применением ультразвуковой волны, а затем высушили. После этого продукт гальванопластики обработали на автоматическом станке с ЧПУ, чтобы придать ему толщину (наружный диаметр) 2.00 мм и длину 8.00 мм. Таким образом, получили законченное изделие. Внутренний диаметр составлял 0.126 мм с отклонением вдоль оси ± 0.5 мкм, хотя после гальванопластики он не подвергался никакой механической обработке. Этот факт означает, что при использовании способа, согласно настоящему изобретению, отклонение размера внутреннего диаметра определяется неточностью исполнения проволочного элемента 0.126 мм ± 0.5 мкм, т.е. что можно легко изготовить наконечник с высокой точностью, используя имеющийся в наличии высокоточный проволочный элемент.
ВТОРОЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
Приготовили проволочный элемент 9, состоящий из нержавеющей стали (SUS) 304 φ=0.126 мм с круговым поперечным сечением, и проволочный элемент 9 установили в монтажном приспособлении 5 таким же образом, как в первом варианте осуществления. Как показано на фиг.7, проволочный элемент 9 покрыли клейкой виниловой лентой 20 с промежутками 40 мм. Монтажное приспособление 5 промыли водой, после чего обезжирили и снова промыли водой. После этого применили обработку для освобождения формы, погрузив проволочный элемент 9 при комнатной температуре на 10 минут в водный раствор смеси коммерчески доступного Nikkanon Tack A, В, производства Nihon Kagaku Sangyo Co., Ltd. Затем проволочный элемент 9 в достаточной степени промыли водой, после чего производили гальванопластику при 9 А/дм2 в течение одного дня таким же образом, как в первом варианте осуществления, чтобы получить никелевый продукт гальванопластики толщиной φ = около 3 мм в среднем. Продукт гальванопластики установили в монтажное приспособление 24 для вытягивания, в котором имеется сквозное отверстие 24а, как показано на фиг.9. Проволочный элемент 9 зажали щипцами, чтобы тащить его, и извлекли его из продукта 23 гальванопластики. Продукт гальванопластики имел толщину φ = около 3 мм и длину около 40 мм с порой (внутренним отверстием) φ = 0.126 мм, сформированной вдоль оси. Наружную периферическую часть продукта гальванопластики подвергли резанию относительно центра поры посредством компактного автоматического станка с ЧПУ, чтобы получить готовое изделие толщиной 2 мм и длиной 8.00 мм. Отклонение размера внутреннего диаметра составил 0.126 мм ± 0.5 мкм в направлении оси, хотя после гальванопластики не производили никакой механической обработки, как и в первом варианте осуществления.
ТРЕТИЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
Приготовили проволоку из алюминиевого сплава с эллиптическим поперечным сечением, как показано на фиг.5 (А). Проволока из алюминиевого сплава в поперечном сечении представляла овал с малой осью 0.126 мм и большой осью 0.252 мм. Гальванопластику с использованием проволоки из алюминиевого сплава проводили таким же образом, как в первом варианте осуществления. В результате успешно получили наконечник для размещения двух сердцевин.
ЧЕТВЕРТЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
Этот вариант осуществления иллюстрирует случай изготовления наконечника для размещения двух сердцевин, который показан на фиг.1 (В), в особенности наконечника, содержащего две поры, отделенные друг от друга разделительной перегородкой в наконечнике.
Несущее монтажное приспособление 60, показанное на фиг.10, представляет собой монтажное приспособление, предназначенное для использования в ванне для гальванопластики при изготовлении вышеописанного наконечника для размещения двух сердцевин. Монтажное приспособление 60 содержит пару опорных шпилек 64a, 64b для регулировки расстояния между проволочными элементами 90, причем опорные шпильки 64а, 64b установлены напротив друг друга на несущей пластине 62, выполненной из пластика. Каждая опорная шпилька 64а, 64b представляет собой цилиндрическую шпильку, выполненную из нержавеющей стали, диаметром 500 мкм, и каждая из них располагается на поверхности несущей пластины, выступая над поверхностью несущей пластины на высоту от 5 до 10 мм. На несущей пластине предусмотрены направляющие шпильки 66а-66е, выполненные из вольфрама, которые используются для направления проволочного элемента 90 и устранения какого-либо провисания проволочного элемента 90. Направляющие шпильки 66а-66с обеспечивают натяжение проволочного элемента 90, расположенного со стороны опорной шпильки 64а, а направляющие шпильки 66d, 66e обеспечивают натяжение проволочного элемента 90, расположенного со стороны опорной шпильки 64b. На нижнем конце несущей пластины 62 предусмотрен металлический крюкодержатель 68. В центральной части несущей пластины 62 проделано отверстие 62а во избежание асимметричного электроосаждения.
Проволочный элемент 90 представляет собой проволоку, выполненную из сплава на основе алюминия φ=0.126 мм с круговым поперечным сечением. Согласно фиг.11, на обоих концах проволочного элемента 90 сформированы кольца 90а, 90b. Несущее монтажное приспособление 60 поддерживает проволоку 90 следующим образом. Первый конец 90а проволоки 90 находится у верхнего конца несущей пластины 62. Проволока 90 последовательно проходит по направляющим шпилькам 66с, 66b. Проволока 90 частично огибает опорную шпильку 64а в направлении, противоположном ходу часовой стрелки, после чего идет вертикально вниз. Затем проволока 90 частично огибает нижнюю опорную шпильку 64b в направлении против хода часовой стрелки, после чего частично огибает направляющую шпильку 66d. Проволока 90 проходит через крюк 70, который описан ниже, и частично огибает направляющую шпильку 66е в направлении хода часовой стрелки. Затем проволока 90 частично огибает нижнюю опорную шпильку 64b, опять же, против ход часовой стрелки, после чего идет вертикально вверх. Проволока 90 частично огибает верхнюю опорную шпильку 64а против хода часовой стрелки, а затем частично огибает направляющую шпильку 66а, достигая верхнего конца несущей пластины 62. Оба конца 90а, 90b проволоки соединяются друг с другом на направляющей шпильке 66с.
Удерживающая пластина 72, расположенная между опорной шпилькой 64а и отверстием 62а, прижимает проволоку 90 к поверхности несущей пластины 62. Проволока 90 зацеплена, под направляющими шпильками 66d, 66е, первой захватывающей секцией 70а крюка 70, форма которого изображена на фиг.12 (А) и (В). Вторая захватывающая секция 70b крюка зацеплена за конец крюкодержателя 68. Согласно вышеописанному, натяжение первого участка 90а и второго участка 90b проволоки 90 обеспечивается направляющими шпильками 66а-66е, опорными шпильками 64а, 64b и крюком 70. Расстояние между первым участком 90а и вторым участком 90b проволоки 90, натянутыми параллельно друг другу в пределах отверстия несущей пластины 62, регулируется опорными шпильками 64а, 64b. Расстояние между первым участком 90а и вторым участком 90b проволоки 90 можно легко изменять, заменяя опорные шпильки 64а, 64b другими шпильками, имеющими другой диаметр. Таким образом, когда нужно изготовить наконечник для размещения двух сердцевин с расстоянием 300 мкм, определенным на основании наружного диаметра сквозного отверстия, предпочтительно использовать опорные шпильки 64а, 64b φ=300 мкм.
Несущее монтажное приспособление 60, показанное на фиг.10, установили в ванне 50 для гальванопластики, показанной на фиг.2, вместо несущего монтажного приспособления 5. При этом нижний конец несущей пластины 62 несущего монтажного приспособления 60 зафиксировали на основании 52, а верхний конец несущей пластины 62 удерживали над ванной 50. Раствор 3 для гальванопластики заправляли, пока он не достиг высоты, соответствующей удерживающей пластине 72 несущего монтажного приспособления 60. Раствор 3 для гальванопластики и устройство 100 для гальванопластики отвечали первому варианту осуществления, за исключением несущего монтажного приспособления 5.
К катоду 8 и четырем никелевым анодам 4 приложили постоянное напряжение, обеспечивающее плотность тока примерно от 4 до 20 А/дм2. Гальванопластику проводили в течение 1 дня при вышеописанных условиях, чтобы получить никелевый продукт гальванопластики, имеющий эллиптическое поперечное сечение с малой осью около 1800 мкм и большой осью около 2100 мкм. Продукт гальванопластики вынули из ванны 50 и промыли. После этого продукт гальванопластики разрезали на куски длиной 8.50 мм с помощью автоматического станка с ЧПУ. Разрезанный продукт гальванопластики погрузили на 3 часа в 20%-ный водный раствор гидроокиси натрия, нагретый до 100±3°С, чтобы полностью растворить и удалить проволоку, выполненную из алюминиевого сплава. Таким образом, получили трубчатый продукт гальванопластики. На фиг.13 показан вид в разрезе полученного продукта гальванопластики. Согласно фиг.13, продукт 95 гальванопластики имеет эллиптическое поперечное сечение со сквозными отверстиями, имеющими внутренний диаметр 125 мкм и разнесенными на расстояние 500 мкм.
После этого продукт гальванопластики в достаточной степени промыли водой с помощью ультразвуковой волны, а затем высушили. После этого наружную периферическую часть подвергли резанию с помощью автоматического станка с ЧПУ, чтобы придать изделию точную круговую конфигурацию с наружным диаметром 2000 мкм. Изделие обработали, придав ему длину 8.00 мм. Размер внутреннего диаметра сквозных отверстий 95а, 95b составлял 0.126 мм с отклонением вдоль оси ±0.5 мкм, хотя после гальванопластики их не подвергали никакой механической обработке. Этот факт означает, что отклонение размера внутреннего диаметра определяется неточностью проволочного элемента 0.126 мм ±0.5 мкм, как и в случае наконечника для размещения одной сердцевины, полученного в первом варианте осуществления, т.е. наконечник для размещения двух сердцевин с высокой точностью размеров можно легко изготовить, используя имеющийся высокоточный проволочный элемент.
ПЯТЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
Согласно этому варианту осуществления, гальванопластику осуществляли с использованием тех же условий гальванопластики и того же устройства для гальванопластики, что и в четвертом варианте осуществления, за исключением того, что в качестве проволоки 90 использовали проволоку, состоящую из SUS 304 φ=0.126 мм, имеющую круговое поперечное сечение.
Проволоки полученного продукта гальванопластики установили в монтажном приспособлении, напоминающем монтажное приспособление для вытягивания, показанное на фиг.9, но с двумя сквозными отверстиями. Пару проволок захватили щипцами, чтобы тянуть их, и вытянули из продукта гальванопластики. Согласно фиг.13, внутри продукта гальванопластики имеются сквозные отверстия 95а, 95b, внутренний диаметр которых равен 125 мкм, при этом сквозные отверстия 95а, 95b разнесены на расстояние 500 мкм. После этого продукт гальванопластики в достаточной степени промыли водой с помощью ультразвуковой волны, а затем высушили. После этого наружную периферическую часть подвергли резанию с помощью автоматического станка с ЧПУ, чтобы придать изделию точную круговую конфигурацию с наружным диаметром 2000 мкм. Изделие обработали, придав ему длину 8.00 мм. Размер внутреннего диаметра сквозных отверстий 95а, 95b составлял 0.126 мм с отклонением вдоль оси ±0.5 мкм, хотя после гальванопластики их не подвергали никакой механической обработке.
ШЕСТОЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
Четвертый и пятый варианты осуществления иллюстрируют изготовление наконечника для размещения двух сердцевин. Однако усовершенствовав устройство, показанное на фиг.10, можно изготавливать наконечники для размещения трех или более сердцевин. Например, согласно фиг.14, вместо опорных шпилек 62а, 62b несущего монтажного приспособления, показанного на фиг.10, используются опорные шпильки 98a-98d. Кроме того, используются вспомогательные направляющие шпильки 102, 104а, 104b. Этот вариант осуществления не предполагает использование направляющих шпилек 66d, 66e. При вышеописанной конфигурации размещения шпилек расстояние между участками 90а, 90b проволоки 90, натянутой посредством шпилек, определяется наружным диаметром опорных шпилек 98а, 98с. Расстояние между участками 90с, 90d проволоки определяется наружным диаметром опорных шпилек 98b, 98d. Расстояние между участками 90b, 90с проволоки определяется расстоянием, полученным на основании наружного диаметра опорных шпилек 98а, 98b, и расстоянием, полученным на основании наружного диаметра опорных шпилек 98с, 98d, с учетом толщины проволоки. Когда гальванопластику осуществляют с использованием монтажного приспособления, снабженного опорными шпильками, как показано на фиг.14, получают наконечник для размещения четырех сердцевин, в котором сквозные отверстия разнесены с определенным промежутком. Положения центров четырех сквозных отверстий, сформированных в наконечнике, автоматически определяются диаметром и положениями установки каждой из опорных шпилек 98a-98d несущего монтажного приспособления. Это дает возможность изготавливать наконечник, содержащий сквозные отверстия под оптические волокна, которые сформированы и размещены с весьма высокой точностью. Полученный таким образом наконечник может иметь структуру поперечного сечения, например, показанную на фиг.19, за счет соответствующей механической обработки контура по завершении гальванопластики.
Конструкция для поддержки проволоки, показанная на фиг.14, является иллюстративной. Можно обеспечить несущее монтажное приспособление, которое позволяет легко и с высокой точностью формировать методом гальванопластики наконечник для размещения пяти или более сердцевин, соответственно увеличивая количество опорных шпилек.
СЕДЬМОЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
Этот вариант осуществления иллюстрирует случай, когда никелевый наконечник, изготовленный согласно вариантам осуществления с первого по третий, используют в качестве муфты для механического сращивания. Муфта для механического сращивания представляет собой муфту для неразъемного соединения двух оптических волокон. Муфту можно сформировать, например, расточив под конус сквозное отверстие наконечника, изготовленного согласно первому варианту осуществления, по направлению от обоих торцов к центру наконечника, как показано на фиг.15 (А). В центральной относительно продольного направления части наконечника 110 можно проделать прорезь 112 для выхода воздуха при сближении оптических волокон, вставленных с обоих концов. Вышеописанную механическую обработку осуществлять очень просто, поскольку наконечник, отвечающий настоящему изобретению, представляет собой металлический наконечник, полученный методом гальванопластики.
Полученную таким образом муфту (наконечник 110) можно использовать в соответствии с фиг.15 (В), когда два оптических волокна 40а, 40b вставляют в конические отверстия 110а, 100b с обоих концов муфты и соединяют в центральной части муфты 110. Оптические волокна 40а, 40b можно прочно фиксировать в наконечнике, с силой вставляя оптические волокна 40а, 40b, поскольку наконечник 110, отвечающий настоящему изобретению, выполнен из металла. Поэтому нет необходимости использовать адгезию с применением какого-либо связывающего вещества. Оптические волокна 40а, 40b можно фиксировать путем сварки, поскольку наконечник выполнен из металла.
ВОСЬМОЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Этот вариант осуществления иллюстрирует случай, когда волоконно-оптический соединитель (штекер соединителя), содержащий наконечник, изготовленный согласно вариантам осуществления с первого по третий, сконструирован, как показано на фиг.16.
На фиг.16 показан пример структуры волоконно-оптического соединителя, предварительно подвергнутой полировке для обеспечения ФК. Волоконно-оптический соединитель 115 содержит наконечник 92, держатель 106 наконечника, удерживающий наконечник в определенном поворотном положении, и корпус 108, обеспечивающий такое размещение вышеупомянутых компонентов, при котором соединитель выполняет функцию штекера. В качестве наконечника 92 использовали никелевый наконечник, изготовленный согласно первому варианту осуществления изобретения. Сквозное отверстие на заднем торце 94 наконечника 92 расширено для облегчения вставления оптического волокна. В держателе 106 наконечника имеется коаксиальное сквозное отверстие 106 диаметром, например, 0.9 мм, которое больше заднего торца 92b наконечника 92. Оптическое волокно вставляют в сквозное отверстие вместе с его покрытой частью 400.
Соединительное оптическое волокно 40с, которое короче, чем полная длина наконечника 92, заранее вставлено в торец наконечника 92. Торец 93 наконечника 92 предварительно подвергают полировке для обеспечения ФК, чтобы получить выпуклую сферическую форму совместно с концом оптического волокна 40с. Полировку для обеспечения ФК осуществляют с помощью шлифовального станка торцевой поверхности. Наконечник 92 полировали посредством полировки для обеспечения ФК исключительно легко и с высокой точностью, поскольку наконечник 92 был выполнен из никеля.
Согласно вышеописанному, оптическое волокно, которое короче, чем полная длина наконечника 92, предварительно вставлено в волоконно-оптический соединитель 115, и полировка для обеспечения ФК заблаговременно выполнена до транспортировки. Это дает возможность исключить операцию полировки для обеспечения ФК на любом рабочем месте соединения. На рабочем месте соединения оптическое волокно 40а вставляют в отверстие 106а, сформированное в держателе 106 наконечника. Оптическое волокно 40а присоединяют к оптическому волокну 40с в точке рр соединения волокон в наконечнике 92. Волоконно-оптический соединитель 115, собранный на рабочем месте согласно вышеописанному, включают в гнездо другого волоконно-оптического соединителя, соединительную секцию оптического устройства или переходник для волоконно-оптического соединителя.
Механическая прочность наконечника, согласно настоящему изобретению, выше, чем у традиционных наконечников, выполненных из керамики или стекла, поскольку наконечник, согласно настоящему изобретению, выполнен из металла. Наконечник, согласно настоящему изобретению, позволяет повысить надежность при повторной стыковке с ФК и надежность самого соединителя.
ДЕВЯТЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
Этот вариант осуществления иллюстрирует соединение между волоконно-оптическим соединителем (соединительным штекером), конструкция которого отвечает восьмому варианту осуществления, и другим волоконно-оптическим соединителем.
На фиг.17 показана ситуация, когда волоконно-оптический соединитель 115а (именуемый здесь «штекером соединителя»), описанный в восьмом варианте осуществления, подключают к гнезду 130 волоконно-оптического соединителя, подлежащему соединению со штекером 115а соединителя. Оптическое волокно 40а заранее внедрено в соединительный штекер 115а и подвергнуто полировке для обеспечения ФК на торце наконечника 92а. Гнездо 130 соединителя содержит переходник 140 и штекер 115b соединителя. Переходник 140 и штекер 115b соединителя соединены друг с другом съемным образом путем сцепления сцепляющего крюка 132b переходника 140 со сцепляющей секцией 134b, сформированной на корпусе 108b штекера 115b соединителя. Штекер 115b соединителя имеет такую же конструкцию, что и штекер 115а соединителя. Конец наконечника 92b подвергнут полировке для обеспечения ФК, в результате чего имеет выпуклую сферическую форму совместно с торцом оптического волокна 40b.
Для присоединения гнезда 130 соединителя к штекеру 115а соединителя сцепляющий крюк 132а переходника 140, присоединенного к гнезду 130 соединителя, сцепляют со сцепляющей секцией 134а, сформированной на корпусе 108а штекера 115а соединителя. Когда гнездо 130 соединителя подключено к штекеру 115а соединителя, то наконечник 92а и наконечник 92b выровнены относительно оси посредством выравнивающей муфты 142 переходника 140, и их концы образуют высокоточный стык с ФК. Соответственно, свет проходит через стык с ФК из оптического волокна 40а в оптическое волокно 40b или в противоположном направлении с низкими потерями на отражение.
Волоконно-оптический соединитель, согласно данному варианту осуществления, можно рассматривать как комбинацию двух штекеров 115а, 115b соединителя и переходника 140, либо как комбинацию штекера 115а соединителя и гнезда 130 соединителя.
ДЕСЯТЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
На фиг.18 показан пример конструкции оптического кабеля, снабженного волоконно-оптическим соединителем (волоконно-оптического соединителя, снабженного оптическим кабелем). Согласно фиг.18, оптический кабель 120, снабженный волоконно-оптическим соединителем, собран путем присоединения волоконно-оптического соединителя 108, изображенного на фиг.16, к обоим концам волоконно-оптического кабеля 114. При этом единичное цельное оптическое волокно 40а уже внедрено в каждый из наконечников. Оптический кабель 120 можно присоединять, например, к другому оптическому кабелю или другому волоконно-оптическому соединителю посредством переходника 140, показанного на фиг.17.
ОДИННАДЦАТЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
На фиг.20 показан еще один вариант осуществления наконечника, согласно настоящему изобретению. Наконечник 150, показанный на фиг.20, представляет собой цилиндрический наконечник, выполненный из никель-кобальтового сплава, сформированный методом гальванопластики. Пора 150а диаметром около 0.126 мм, предназначенная для размещения оптического волокна, проходит по оси цилиндра. Пора 150а имеет коническое расширение на одном конце и переходит в секцию 150b полости диаметром 0.9 мм. Оптическое волокно 40а вставляют со стороны секции 150b полости наконечника 150. Покрытую часть 400 (например, φ=0.9 мм) оптического волокна 40а также вставляют в секцию 150b полости. Таким образом, наконечник 150 функционирует как наконечник 92 (92а, 92b) и держатель 106 наконечника (106а, 106b), показанные на фиг.16 и 17. В случае традиционного наконечника, центр поры эксцентричен по отношению к наружной поверхности. Поэтому во избежание потерь на отражение держатель поворачивают так, чтобы положения сердцевин оптических волокон относительно друг друга совпали. Однако наконечник, полученный методом гальванопластики, согласно настоящему изобретению, имеет чрезвычайную точность размеров внутреннего диаметра. Это позволяет не использовать держатель. Другими словами, наконечник, показанный на фиг.20, можно рассматривать как наконечник, объединенный с держателем.
Соответственно, наконечник, конструкция которого показана на фиг.20, можно размещать в корпусе соединителя без помощи держателя. Поэтому, используя наконечник такой конструкции, можно дополнительно упростить конструкцию волоконно-оптического соединителя.
Наконечник, конструкция которого изображена на фиг.20, можно изготавливать методом гальванопластики с использованием проволочного элемента, форма которого соответствует форме поры 150а и секции 150, полости, т.е. проволочного элемента, содержащего коаксиальные секции, одна из которых имеет малый диаметр в соответствии с порой 150а, а другая имеет большой диаметр в соответствии с секций 150b полости. Альтернативно, продукт гальванопластики, имеющий пору 150а, формируют посредством гальванопластики с использованием проволочного элемента, диаметр которого соответствует поре 150а, после чего проволочный элемент удаляют, чтобы разрезать продукт гальванопластики на куски надлежащего размера. Затем один конец полученного продукта гальванопластики обрабатывают резанием, т.е. деформируют пору 150а, придавая ей форму секции 150b полости.
Настоящее изобретение было объяснено выше применительно к конкретным вариантам осуществления. Однако это всего лишь иллюстративные варианты осуществления, и специалистам в данной области очевидны различные усовершенствования и модификации, не выходящие за рамки объема настоящего изобретения. Вышеописанный вариант осуществления представляет собой иллюстративный волоконно-оптический соединитель, в котором размещается наконечник для размещения одной сердцевины. Однако нет необходимости напоминать, что можно сконструировать волоконно-оптический соединитель с использованием наконечника для размещения одной сердцевины, изготовление которого предусмотрено вышеизложенными вариантами осуществления.
Объяснение было дано на примере случая, когда в качестве материала наконечника использовали алюминиевый сплав или SUS. Однако можно использовать любые материалы, в присутствии которых можно производить гальванопластику. В качестве волоконно-оптического соединителя были рассмотрены произвольные волоконно-оптические соединители, содержащие наконечник, в том числе, например, соединители типа штекер, соединители типа гнездо, их комбинации, комбинации двух штекеров и переходника, приемники и соединители, снабженные волоконно-оптическим кабелем.
ПРОМЫШЛЕННОЕ ПРИМЕНЕНИЕ
В основе настоящего изобретения лежит применение метода гальванопластики. Поэтому нет необходимости использовать специальную машину для формования и какую-либо форму, которые имеют высокую стоимость и ограниченный срок службы. Наконечник можно легко производить с помощью дешевого и универсального устройства.
Согласно настоящему изобретению, нет необходимости обжигать отформованное изделие при высокой температуре от 500 до 1200°С, как это делали до сих пор. Достаточно нагревать раствор для гальванопластики примерно до 60°С. Поэтому настоящее изобретение заключается в способе изготовления наконечника, обеспечивающем низкое энергопотребление и экономию энергии.
Согласно настоящему изобретению, благодаря использованию метода гальванопластики, осуществляется высокоточная передача размеров. Отпадает необходимость в полировке продукта гальванопластики на шлифовальном станке, а следовательно, исключается ручная операция. Поэтому процент брака уменьшается, а производительность возрастает. В особенности, отклонение размера внутреннего диаметра полученного наконечника определяется точностью размеров проволочного элемента, используемого в качестве несущего материала для гальванопластики. Соответственно, упрощается регулировка размеров изделия. Поэтому, в отличие от традиционной методики, в которой используют держатель (капилляр) для задания поворотного положения наконечника в волоконно-оптическом соединителе при размещении наконечника в волоконно-оптическом соединителе, при использовании наконечника, согласно настоящему изобретению, можно исключить использование такого держателя. Таким образом, наконечник, согласно настоящему изобретению, дает возможность упростить конструкцию волоконно-оптического соединителя.
При использовании традиционного способа было чрезвычайно трудно получить размер путем полировки наконечников для размещения множественных сердцевин, вследствие чего изготовление наконечников для размещения трех или более сердцевин оказывалось невозможным. Однако способ, согласно настоящему изобретению, позволяет без труда изготавливать такие наконечники по существу таким же образом, как и наконечники для размещения одной сердцевины.
При использовании устройства гальванопластики, оборудованного несущим устройством, согласно настоящему изобретению, можно легко и точно изготавливать наконечники для размещения множественных сердцевин с малыми затратами.
Волоконно-оптический соединитель, согласно настоящему изобретению, снабжен металлическим наконечником, сформированным методом гальванопластики. Это дает возможность легко осуществлять полировку для обеспечения ФК или плоскую полировку, что приводит к повышению производительности. Кроме того, полировку для обеспечения ФК или плоскую полировку можно осуществлять с высокой точностью, что позволяет добиться высокоточного регулируемого соединения между высококачественными наконечниками. Таким образом, можно реализовать волоконно-оптический соединитель с низкими потерями на отражение. Кроме того, наконечник, выполненный из металла, обладает высокой механической прочностью. Поэтому настоящее изобретение обладает преимуществом повышенной надежности стыка с ФК и надежности оптического соединителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ОПТИЧЕСКИХ ВОЛОКОН | 1996 |
|
RU2210797C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ НАКОНЕЧНИКОВ ДЛЯ ВОЛОКОННО-ОПТИЧЕСКИХ СОЕДИНИТЕЛЕЙ | 2012 |
|
RU2509752C2 |
| Способ сборки наконечника оптического соединителя | 1990 |
|
SU1744678A1 |
| ТЕРМИЧЕСКИ УСТОЙЧИВЫЙ НАКОНЕЧНИК ОСВЕТИТЕЛЬНОГО ЗОНДА | 2008 |
|
RU2449816C2 |
| НАКОНЕЧНИК, УЗЕЛ В СБОРЕ И СПОСОБ ПОВЫШЕНИЯ ТОЧНОСТИ ВЫРАВНИВАНИЯ ВОЛОКНА, НАКОНЕЧНИКА И ЗАЖИМА | 2018 |
|
RU2780341C2 |
| ОПТИЧЕСКИЙ РАЗЪЕМ ДЛЯ КОНЦЕВОЙ ЗАДЕЛКИ ОПТОВОЛОКНА, СОДЕРЖАЩИЙ ЕГО РАСПРЕДЕЛИТЕЛЬНЫЙ ПУНКТ, ПРИСПОСОБЛЕНИЕ ДЛЯ КОНЦЕВОЙ ЗАДЕЛКИ ОПТОВОЛОКНА И СПОСОБ ЕЕ ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2395107C2 |
| Оптический коннектор для кабелей с внешней оболочкой | 2014 |
|
RU2625250C2 |
| Способ изготовления оптического соединителя, оптический соединитель и устройство вставки оптического волокна | 2015 |
|
RU2659191C2 |
| СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ВОЛОКОННО-ОПТИЧЕСКИХ ШТЫРЕВЫХ КОНТАКТОВ | 1999 |
|
RU2210796C2 |
| ВОЛОКОННО-ОПТИЧЕСКИЙ СОЕДИНИТЕЛЬ С ИСПОЛЬЗОВАНИЕМ УПРУГОСТИ ВОЛОКНА И ЦЕНТРИРУЮЩЕЙ КАНАВКИ | 1996 |
|
RU2178193C2 |









Изобретение относится к области технологии изготовления волоконно-оптических соединителей. Способ изготовления наконечника, используемого при соединении оптических волокон, содержит этапы, на которых осаждают металл посредством гальванопластики на по меньшей мере один проволочный элемент для получения продукта гальванопластики в виде стержня и вытягивают или экструдируют проволочный элемент из продукта гальванопластики без использования растворения и приложения тепла, вызывающих ухудшение характеристик проволочного элемента, диаметр которого незначительно больше, чем диаметр оптического волокна. Точность диаметра сквозного отверстия наконечника определяется точностью наружного диаметра проволочного элемента. Изобретение обеспечивает снижение стоимости изготовления и повышение точности наконечника. 3 н. и 29 з.п. ф-лы, 20 ил.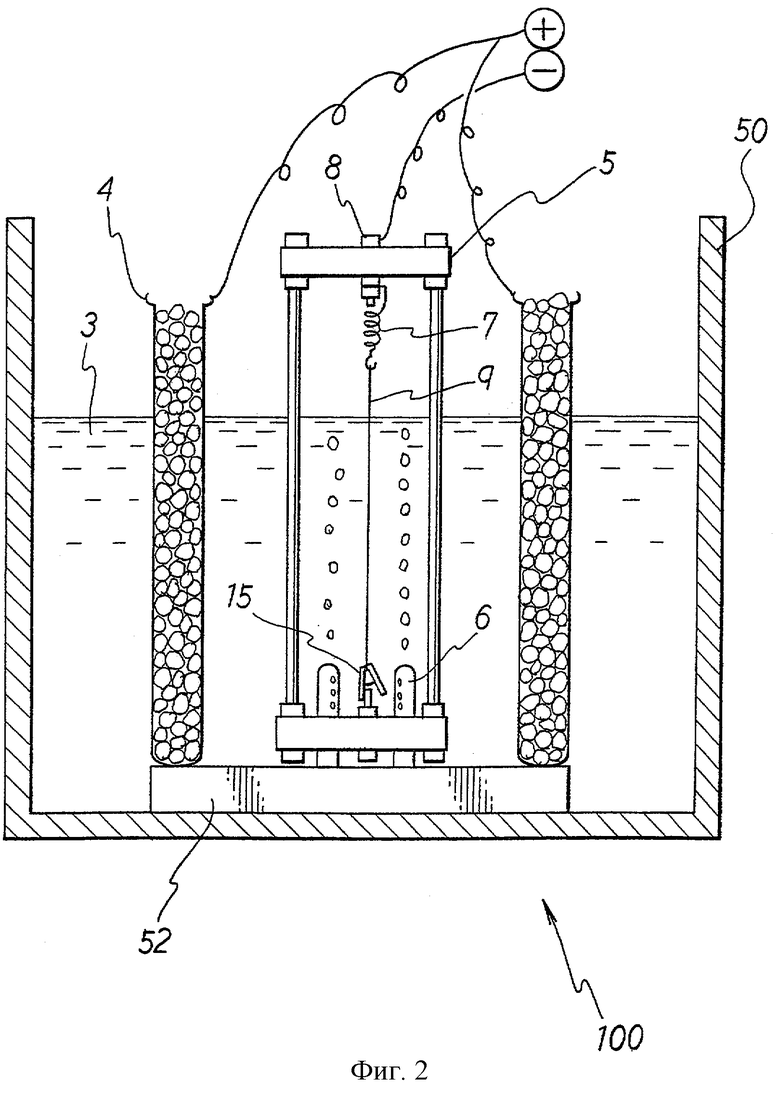
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОСТОВИДНОГО ЗУБНОГО ПРОТЕЗА | 1990 |
|
RU2038058C1 |
| SU 1827043 A3, 07.07.1993 | |||
| Прибор для лабораторного изучения потока грунтовых вод в неоднородных грунтах | 1949 |
|
SU85125A2 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

