Изобретение относится к области технологии производства прецизионных деталей компонентов волоконной оптики, а именно к технологии производства наконечников для волоконно-оптических соединителей.
УРОВЕНЬ ТЕХНИКИ
В последние годы волоконно-оптические кабели все больше и больше используются в связной технике взамен электрических. В оптических системах связи применяют известные способы соединения между собой оптических волокон, в том числе способ разъемного соединения, основанный на использовании волоконно-оптического соединителя.
При применении волоконно-оптического соединителя важным аспектом является простота соединения и разъединения соединителя и его стойкость к воздействиям внешней среды. Кроме того, для создания волоконно-оптической системы связи с большой пропускной способностью, обеспечивающей дальнюю связь, необходимо минимизировать потери в соединении, обеспечиваемом оптическим соединителем, и применять способы снижения обратного отражения в соединении для стабилизации вводимого в оптическое волокно излучения.
Всеми перечисленными свойствами обладают волоконно-оптические соединители, изготовленные из керамического материала на основе диоксида циркония (см. ЕР №0722104, G02В 6/36 от 1994 г.).
Данное решение содержит технологию изготовления керамических наконечников, включающую трудоемкую доводку диаметра внутреннего отверстия наконечников до требуемого размера, что снижает производительность.
Наиболее близким техническим решением к предложенному изобретению является способ изготовления керамических наконечников для волоконно-оптических соединителей на основе диоксида циркония, включающий приготовление смеси тонкодисперсного порошкообразного диоксида циркония и связующего вещества (временной технологической связки), формование заготовки наконечника цилиндрической формы литьем под давлением с использованием литьевой формы с цилиндрической металлической вставкой для получения в заготовке внутреннего отверстия, удаление вставки, предварительный обжиг отформованной заготовки для удаления связующего вещества с последующим окончательным обжигом при высокой температуре (спеканием) и охлаждением для получения цилиндрического обожженного изделия со сквозным отверстием, предварительную механообработку наружной поверхности заготовок наконечников, шлифование торцов (предварительное формирование длины деталей), обработку внутреннего сквозного отверстия, состоящую из приготовления специальной конусообразной проволоки с алмазной суспензией и доводки диаметра внутреннего отверстия заготовки до размера диаметра внутреннего отверстия наконечника, повторную механическую обработку наружной цилиндрической поверхности наконечника относительно центра внутреннего отверстия для придания ему в точности круглой формы и последующие операции механообработки, позволяющие получать детали требуемой формы и геометрических размеров (пат. США № 5615291, кл. В23В от 1997 г.).
Недостатком данного способа является большая трудоемкость доводки диаметра внутреннего отверстия наконечника с привлечением квалифицированного персонала.
С учетом вышеуказанного недостатка, присущего уровню техники, задачей настоящего изобретения является способ изготовления наконечников для волоконно-оптических соединителей, обеспечивающий высокие показатели стабильности размеров наконечников, а также высокопроизводительный процесс, не требующий привлечения высококвалифицированного персонала, за счет того, что исключается доводка диаметра внутреннего отверстия наконечника до требуемого размера.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Сущность изобретения заключается в том, что в способе изготовления керамических наконечников для волоконно-оптических соединителей, включающем приготовление смеси тонкодисперсного порошкообразного диоксида циркония и связующего вещества (временной технологической связки), формование заготовки наконечника методом литья под давлением с использованием литьевой формы с цилиндрической металлической вставкой, формирующей внутреннее сквозное отверстие наконечника, извлечение заготовки наконечника из литьевой формы, удаление цилиндрической металлической вставки, обжиг и спекание заготовки, механическую обработку поверхностей заготовки, обжиг и спекание заготовки проводят с цилиндрической металлической вставкой, формирующей внутреннее сквозное отверстие, в любой инертной среде, не содержащей окислительный элемент - кислород, (азотной, водородной или в вакууме), а цилиндрическую металлическую вставку удаляют из заготовки после спекания, при охлаждении в среде жидкого азота до отрицательной температуры, посредством вытягивания, при этом вставка представляет собой проволочный элемент, поперечное сечение которого повторяет поперечное сечение оптического волокна, вставляемого в наконечник при сборке волоконно-оптического соединителя.
Осуществление способа иллюстрируется:
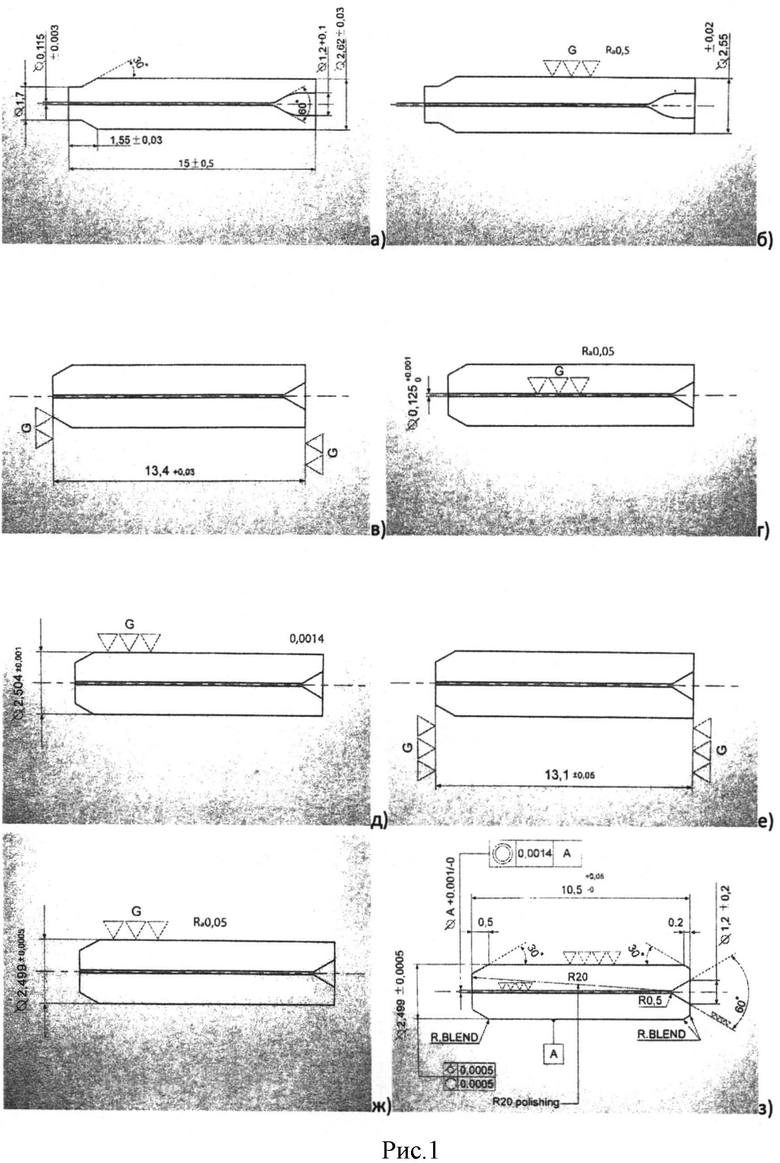
- рисунком 1, где представлена заготовка оптического наконечника (рисунок 1ж), полученная по известному способу, взятому нами за прототип;
- рисунком 2, где изображен элемент литьевой формы;
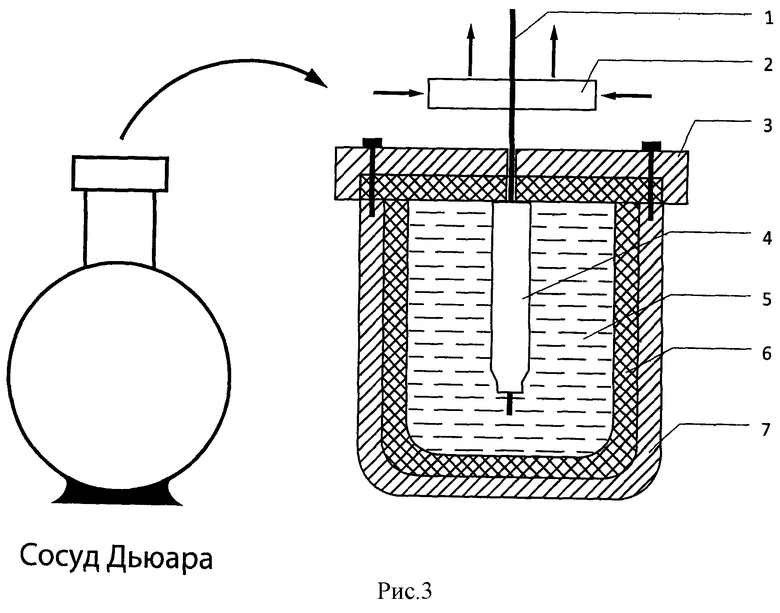
- рисунком 3, где приведена схема приспособления для удаления вставки.
На рисунке 1:
а - заготовка наконечника со сквозным отверстием,
б - заготовка наконечника с предварительной механообработкой наружной поверхности,
в - заготовка наконечника после шлифования торцов,
г - заготовка наконечника после доводки внутреннего отверстия,
д, ж - заготовка наконечника после повторной механической обработки наружной поверхности относительно центра внутреннего отверстия до получения детали требуемой формы и геометрических размеров.
На рисунке 3:
1 - цилиндрическая металлическая вставка;
2 - струбцина;
3 - крышка;
4 - наконечник;
5 - жидкий азот;
6 - теплоизолятор;
7 - корпус приспособления.
Пример реализации способа.
Готовим термопластичную массу из смеси тонкодисперсного наноструктурного порошка диоксида циркония и связующего вещества (временной технологической связки), состоящую из расплавленного парафина и пчелиного воска.
Формуем заготовку наконечника литьем под давлением с использованием литьевой формы, элемент которой представлен на рисунке 2, в пазах которого размещается металлическая цилиндрическая вставка, представляющая собой проволочный элемент, поперечное сечение которого повторяет поперечное сечение оптического волокна. В нашем случае проволочный элемент круглой формы имел диаметр 0,127 мм.
Затем проводим предварительный обжиг отформованных изделий для удаления временной технологической связки и окончательное спекание заготовок, при этом операции спекания заготовок с вставками проводим в термопечи, заполненной инертной средой (газообразным азотом).
После охлаждения спеченных заготовок до комнатной температуры удаляем из них вставки с использованием приспособления, схема которого представлена на рисунке 3, для чего помещаем заготовку с вставкой в сосуд с жидким азотом и за край проволочного элемента, выступающий из приспособления, удаляем (вытягиваем) его из заготовки, используя эффект разности коэффициентов температурного расширения материалов.
После удаления проволочного элемента требуется кратковременная очистка полученного внутреннего отверстия от шлаков продувкой сжатым воздухом, и отпадает необходимость в операции доводки (полировки) внутреннего отверстия наконечника до получения диаметра требуемого размера.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОКОННО-ОПТИЧЕСКИЙ СОЕДИНИТЕЛЬ, ИСПОЛЬЗУЕМЫЙ В НЕМ НАКОНЕЧНИК И СПОСОБ ИЗГОТОВЛЕНИЯ НАКОНЕЧНИКА | 1999 |
|
RU2264640C2 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО КОННЕКТОРА ДЛЯ СОЕДИНЕНИЯ ОПТИЧЕСКИХ ВОЛОКОН | 2012 |
|
RU2510057C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО ШТЕКЕРА (ВАРИАНТЫ) | 1997 |
|
RU2110819C1 |
| СПОСОБ ЛЕГИРОВАНИЯ АЛЮМООКСИДНОЙ КЕРАМИКИ | 2013 |
|
RU2525889C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ВЫСОКОПРОЧНОЙ КЕРАМИКИ | 2016 |
|
RU2626866C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИКИ НА ОСНОВЕ ДИОКСИДА ЦИРКОНИЯ | 2012 |
|
RU2513973C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1991 |
|
RU2021229C1 |
| Литейная форма для изготовления отливки с проливными каналами | 2021 |
|
RU2777106C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, СДЕЛАННЫХ ИЗ КЕРАМИЧЕСКОГО МАТЕРИАЛА, ПОСРЕДСТВОМ ТЕХНОЛОГИИ АДДИТИВНОГО ПРОИЗВОДСТВА | 2018 |
|
RU2700356C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКИХ ВОЛОКОН | 1992 |
|
RU2026900C1 |

Изобретение относится к области технологии производства прецизионных деталей компонентов волоконной оптики, а именно к технологии производства наконечников для волоконно-оптических соединителей. Техническим результатом изобретения является обеспечение стабильности размеров наконечника и исключение доводки диаметра внутреннего отверстия наконечника до требуемого размера. Способ изготовления керамических наконечников для волоконно-оптических соединителей включает приготовление смеси тонкодисперсного порошкообразного диоксида циркония со связующим веществом, формование заготовки наконечника методом литья под давлением с использованием цилиндрической формы с цилиндрической металлической вставкой, формирующей внутреннее сквозное отверстие, извлечение заготовки наконечника из формы, удаление вставки, обжиг и спекание заготовки, механическую обработку поверхностей заготовки. При этом спекание заготовки производят с цилиндрической металлической вставкой, формирующей внутреннее сквозное отверстие, в инертной среде, а цилиндрическую металлическую вставку, формирующую внутреннее сквозное отверстие заготовки, удаляют из заготовки после спекания вытягиванием при отрицательной температуре, при этом вставка представляет собой проволочный элемент, поперечное сечение которого повторяет поперечное сечение оптического волокна. 3 ил.
Способ изготовления керамических наконечников для волоконно-оптических соединителей (соединителей оптических волокон), включающий приготовление смеси тонкодисперсного порошкообразного диоксида циркония со связующим веществом, формование заготовки наконечника методом литья под давлением с использованием цилиндрической формы с цилиндрической металлической вставкой, формирующей внутреннее сквозное отверстие, извлечение заготовки наконечника из формы, удаление вставки, обжиг и спекание заготовки, механическую обработку поверхностей заготовки, отличающийся тем, что спекание заготовки производят с цилиндрической металлической вставкой, формирующей внутреннее сквозное отверстие, в инертной среде, а цилиндрическую металлическую вставку, формирующую внутреннее сквозное отверстие заготовки, удаляют из заготовки после спекания вытягиванием при отрицательной температуре, при этом вставка представляет собой проволочный элемент, поперечное сечение которого повторяет поперечное сечение оптического волокна.
| US 5615291 A, 25.03.1997 | |||
| ВОЛОКОННО-ОПТИЧЕСКИЙ СОЕДИНИТЕЛЬ С ТЕРМОПЛАСТИЧНЫМ КЛЕЕМ И МАЛЫМ ФОРМФАКТОРОМ | 2005 |
|
RU2393514C2 |
| ВОЛОКОННО-ОПТИЧЕСКИЙ СОЕДИНИТЕЛЬ ВОЗВРАТНО-ПОСТУПАТЕЛЬНОГО ДЕЙСТВИЯ | 1992 |
|
RU2126545C1 |
| ВОЛОКОННО-ОПТИЧЕСКИЙ СОЕДИНИТЕЛЬ, ИСПОЛЬЗУЕМЫЙ В НЕМ НАКОНЕЧНИК И СПОСОБ ИЗГОТОВЛЕНИЯ НАКОНЕЧНИКА | 1999 |
|
RU2264640C2 |

