Изобретение относится к медицине, в частности к ортопедической стоматологии.
Известен способ изготовления зубных протезов путем гальванопластического осаждения металла на электропроводную поверхность модели (Калашкаров З.А. и др. Применение методов электрохимии в ортопедической стоматологии. Стоматология, 1978, N 4, с.71-77).
Однако протез, полученный этим способом, имеет неравную толщину стенок: повышенную на выступающих выпуклых участках и пониженную на вогнутых и труднодоступных участках.
Известны способы управления толщиной выращенного гальванического осадка путем изменения плотности тока в прикатодной зоне с помощью токопроводных и нетокопроводных экранов, а также дополнительных анодов (Обзорная информация. Технология машиностроения для легкой и пищевой промышленности и бытовых приборов. М. ЦНИИТЭИлегпищемаш, 1984, с.9).
Наиболее близким к изобретению по технической сущности является способ изготовления мостовидного протеза, при осуществлении которого зубной протез изготовляют путем гальванопластического осаждения металла на токопроводную модель, завешенную в качестве катода в ванне с электролитом. Осаждение выполняют при ступенчатом увеличении плотности тока. Способ предусматривает управление толщиной слоя металла, осаждаемого на заданных участках модели, путем удаления материала модели промежуточной части протеза после 0,2-0,25 толщины протеза, а материала модели опорных коронок после осаждения слоя, равного полной толщине коронок. Это позволяет получить протез с толщиной стенок в среднем сечении, в котором на протез воздействуют наибольшие изгибающие усилия, большей, чем у опорных коронок, что повышает прочность протеза.
Однако качество такого протеза понижает ограниченная возможность управления толщиной осажденного слоя. При его осуществлении не обеспечивается равномерная толщина гальванически осаждаемого слоя на выступах, вогнутых и труднодоступных участках, а переход от участков с повышенной толщиной стенок к участкам с меньшей толщиной стенок выполнен не постепенно, а дискретным скачком.
Целью изобретения является повышение качества протеза путем расширения возможности управления толщиной слоя металла, осаждаемого на труднодоступных участках модели.
Для этого в способе изготовления мостовидного зубного протеза путем гальванопластического осаждения металла на токопроводную модель, помещенную в качестве катода в ванне с электролитом при ступенчатом увеличении плотности тока, включающем управление процессом осаждения металла на заданных участках модели, при осаждении металла на модель используют дополнительный анод, который перемещают относительно модели для по-лучения дополнительного слоя осажденного металла, причем при каждом режиме увеличения плотности тока дополнительный анод последовательно размещают на всех позициях, а время его нахождения на каждой из позиций выбирают в прямой зависимости от требуемой толщины осадка и обратной зависимости от катодной плотности тока в проходящем через данную позицию сечении.
Отличительным признаком изобретения является признак, описывающий перемещение дополнительного анода и в процессе осаждения металла на модель. В известных способах для изменения электрического поля в прикатодной зоне использовались один или несколько дополнительных анодов, которые были неподвижными в течение времени осаждения металла на модель. Перемещение дополнительного анода на разные позиции при электролитическом осаждении металла новое, ранее неизвестное действие.
Отличительными являются признаки, характеризующие промежутки времени размещения дополнительного катода на позициях. Наличие ранее неизвестных признаков позволяет сделать вывод о соответствии предлагаемого способа критерию "Существенные отличия".
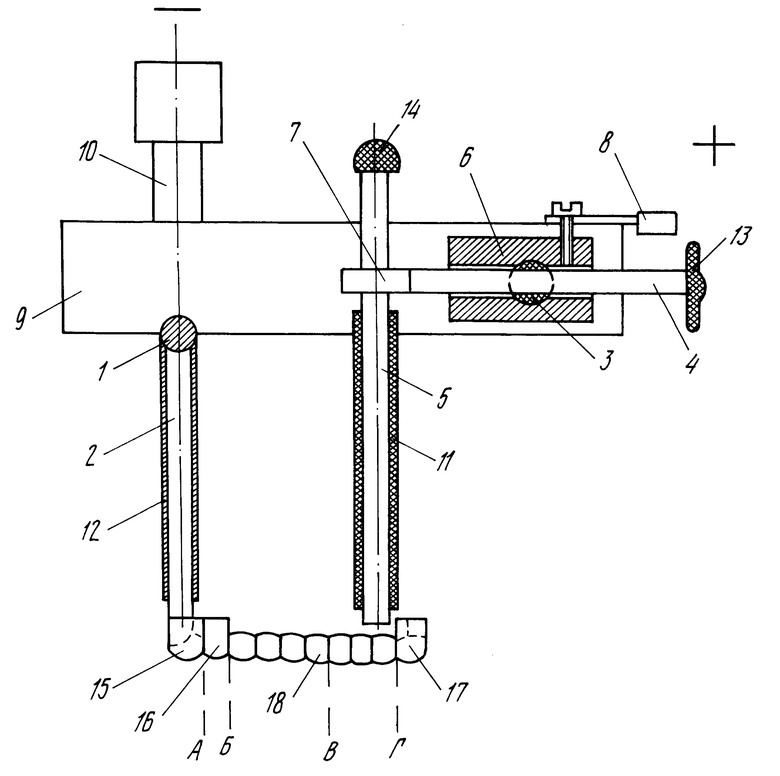
На чертеже приведена схема установки модели зубного протеза в приспособлении для гальванопластического изготовления протеза предлагаемым способом.
Приспособление для установки моделей зубных протезов содержит катодный держатель 1, на котором закреплены катоды 2 и анодный держатель 3 для крепления дополнительного анода 4, имеющего Г-образную форму и состоящего из горизонтального и вертикального участков. Горизонтальный участок дополнительного анода 4 установлен с возможностью поворота и осевого перемещения во втулке 6 и связан с вертикальным участком 5 через втулку 7. Втулка 6 подключена к положительным клеммам 8 источника питания и закреплена на плате 9, выполненной из диэлектрика и связанной с подвеской 10, подключенной к отрицательным клеммам источника питания. Вертикальный участок 5 дополнительного анода 4 размещен в изолирующих оплетках 11 и 12. Вертикальный и горизонтальный участки дополнительного анода 4 снабжены диэлектрическими рукоятками 13 и 14, обеспечивающими возможность перемещения дополнительного анода. Модель зубного протеза, содержащая модели опорных коронок 15 17 и искусственных зубов 18, припаяна к катоду 2.
При подготовке приспособления к работе к каждому из катодов 2 припаивают модель зубного протеза. После этого выделяют на каждом из протезов позиции, на которых необходимо размещать дополнительный анод.
Для протеза, показанного на чертеже, такими позициями являются сечение А граница между двумя смежными коронками 15 и 16, сечения Б и Г границы между коронками 16 и 17 и искусственными зубами 18 и сечение В сечение наибольшего прогиба, где необходимо увеличение толщины стенок протеза.
После этого последовательно подводят дополнительный анод 4 к модели зубного протеза на каждой из позиции путем осевого перемещения и поворота рукоятки 13 и осевого перемещения рукоятки 14 в каждой из позиций А Г. Записывают положение рукояток на каждой из этих позиций, при котором дополнительный анод 4 приближен к модели на минимальное расстояние, исключающее замыкание дополнительного анода на модель или осаждаемый на нее металл. Затем с помощью электролитического зонда снимают поляризационные кривые в наиболее труднодоступных точках сечений, проходящих через позиции А Г, и с учетом требуемой толщины осаждаемого слоя определяют долю времени каждой из ступеней, в течение которой катод 2 должен находиться на указанных позициях.
После завершения этих работ приспособление подключают к источнику питания и опускают в ванну с электролитом, в которой размещен основной анод (ванна, источник питания, основной анод на чертеже не показаны). Осаждение на модель гальванокопии проводят при постепенном ступенчатом повышении плотности тока. Во время каждой из этих ступеней дополнительный анод 4 переустанавливают на позиции А Г, выставляя рукоятки 13 и 14 в заранее намеченные положения. На каждой из позиций дополнительный анод 4 находится в течение предварительно рассчитанного промежутка времени, прямо связанного с запланированной толщиной покрытия, осаждаемого в данном сечении, и обратно связанного с плотностью проходящего через это сечение тока. После завершения гальванопластического осаждения металла на модель последнюю отсоединяют от приспособления и удаляют материал модели из гальванически выращенной оболочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТОКОПРОВОДНЫХ ЭКРАНОВ ДЛЯ ГАЛЬВАНОПЛАСТИЧЕСКОГО ПОЛУЧЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 1990 |
|
RU2026032C1 |
| Способ изготовления металлокерамического зубного протеза | 1989 |
|
SU1729504A1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2273685C1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ФОРМОВКИ СЛОЖНОПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2274683C1 |
| Раствор для образования разделительного слоя на поверхности легкоплавкой модели зубного протеза | 1990 |
|
SU1736467A1 |
| Способ изготовления абразивного инструмента | 1984 |
|
SU1250449A1 |
| Способ изготовления зубного протеза | 1989 |
|
SU1718894A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНЫХ МОСТОВИДНЫХ ЗУБНЫХ ПРОТЕЗОВ МЕТОДОМ ГАЛЬВАНОПЛАСТИКИ | 1994 |
|
RU2083182C1 |
| Способ изготовления модели для зубного протеза | 1989 |
|
SU1736466A1 |
| Способ изготовления электродов-инструментов для электроэрозионной,электрохимической обработки | 1977 |
|
SU733221A1 |
Использование: при изготовлении мостовидного протеза при повышенном качестве протеза путем расширения возможности управления толщиной слоя металла, осаждаемого на труднодоступных участках модели. Сущность изобретения: при осаждении металла на модель используют дополнительный анод, который перемещают относительно модели для получения дополнительного слоя осажденного металла, причем при каждом режиме увеличения плотности тока дополнительный анод последовательно размещают на всех позициях, а время его нахождения на каждой из позиций выбирают в прямой зависимости от требуемой толщины осадка и обратной зависимости от катодной плотности тока в проходящем через данную позицию сечении. 1 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ МОСТОВИДНОГО ЗУБНОГО ПРОТЕЗА путем гальванопластического осаждения металла на токопроводную модель, помещенную в качестве катода в ванну с электролитом при ступенчатом увеличении плотности тока, включающий управление процессом осаждения металла на заданных участках модели, отличающийся тем, что, с целью повышения качества протеза путем расширения возможности регулирования толщины слоя металла, осаждаемого на труднодоступных участках модели, при осаждении металла на модель, используют дополнительный анод, который перемещают относительно модели для получения дополнительного слоя осаждения металла, причем при каждом режиме увеличения плотности тока дополнительный анод последовательно размещают на всех позициях, а время его нахождения на каждой из позиций выбирают в прямой зависимости от требуемой толщины осадка и обратной зависимости от катодной плотности тока в проходящем через данную позицию сечении.
| Авторское свидетельство СССР N 1527727, кл | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
