Изобретение относится к черной металлургии, конкретнее к способам непрерывной разливки рельсовой стали.
Известны способы непрерывной разливки стали на МНЛЗ в кристаллизаторы ящичного типа [1]. Однако использование кристаллизаторов с прямыми углами приводит к образованию поверхностных дефектов в углах на непрерывнолитых заготовках в виде «заворотов корочки» и поперечных трещин.
Известен также кристаллизатор для формирования слитка, содержащий охлаждаемые плиты с вертикальными ребрами в зоне сочленения плит, при этом вертикальные ребра выполнены двухгранными с вершиной 0,02-0,10 сечения рабочей полости кристаллизатора, причем плиты сочленены по поверхности одной грани, а другая грань образует рабочую поверхность кристаллизатора в зоне сочленения [2]. Недостатками способа разливки в данный кристаллизатор является низкая стойкость ребер на рабочих поверхностях ребер в месте стыка в связи с заявленной схемой соединения ребер и образованием на поверхности отливаемых непрерывнолитых заготовок «заливин» и трещин, связанных с размывом кристаллизатора в зоне ребер.
Наиболее близким по технической сущности является способ разливки рельсовой стали на МНЛЗ, при котором сталь разливается в составной кристаллизатор ящичного типа с прямыми углами, при этом скорость разливки изменяется от 0,5 до 0,6 м/мин, а температура металла в промежуточном ковше выше температуры ликвидус на 10-40°С - прототип [3].
Желаемыми техническими результатами изобретения являются снижение отбраковки непрерывнолитых заготовок по поверхностным дефектам, повышение выхода годного, увеличение стойкости кристаллизатора, увеличение производительности МНЛЗ.
Для этого предлагается способ разливки рельсовой стали на машине непрерывного литья заготовок, включающий подачу стали в составной кристаллизатор, содержащий охлаждаемые плиты с вертикальными ребрами, образующими скошенные углы в зоне сочленения плит, причем используют составной кристаллизатор, в котором катеты а, в, образующие ребра, находятся в соотношении 1:(1,5-2), причем отношение малого катета а, образующего вертикальные ребра, к малой стороне h кристаллизатора равно 1:(50-60), а отношение большого катета в, образующего вертикальные ребра, к большой стороне 1 кристаллизатора равно 1:(30-33); при этом отношение малой стороны h к большой стороне 1 кристаллизатора составляет 1:1,1, а разливку стали производят при скорости разливки 0,5-0,65 м/ мин и температуре стали в промежуточном ковше выше температуры ликвидус на 10-45°С.
Заявляемые пределы подобраны экспериментальным путем.
При соотношении катетов, образующих вертикальные ребра а/в = 1: (1,5-2), и отклонений малого катета а, образующего вертикальные ребра, к малой стороне кристаллизатора h 1:(50-60), а отношение большого катета в, образующего вертикальные ребра, к большой стороне кристаллизатора 1 1:(30-33) на непрерывнолитых заготовках не отмечено поверхностных дефектов в виде «заворотов корочек» и трещин.
Разливку стали производили при более высокой по сравнению с прототипом скорости разливки (0,5-0,65 м/ мин) и повышенной по сравнению с прототипом температуре металла в промежуточном ковше (выше температуры ликвидус на 10-45°С), в результате чего увеличена производительность МНЛЗ при увеличении выхода годного.
Заявляемый способ разливки был испытан на 4-ручьевой радиальной МНЛЗ с сечением кристаллизатора 300×330 мм при разливке ванадийсодержащих рельсовых марок стали НЭ76Ф и Э76Ф. При этом если скорость разливки по технологии, изложенной в прототипе, изменялась от 0,5 до 0,6 м/мин при температуре в промежуточном ковше 1475-1500°С, то использование кристаллизатора со скошенными углами позволила увеличить скорость разливки до 0,65 м/мин и увеличить температуру в промежуточном ковше до 1510°С без ухудшения качества макроструктуры и поверхности непрерывнолитой заготовки. Использование заявляемой технологии позволило снизить количество отбракованных непрерывнолитых заготовок по поверхностным дефектам типа «заворот корочки» и поперечных трещин на 0,7%. Стойкость кристаллизатора до переточки составляет 110-120 плавок, при базовом варианте 80-90 плавок. Выход рельсов 1 сорта в длине 25 метров увеличен на 1,5%. Производительность МНЛЗ увеличена на 0,2-0,3 т/мин.
Источники информации
1. Сладкоштеев.В.Т., Ахтырский В.И., Потанин Р.В. Качество стали при непрерывной разливке. - М.: Металлургия, 1964. - 64 с.
2. А.с. 923727, кл. B22D 11/04.
3. Технологическая инструкция ТИ 68-ЭС-004-2003 000 «Рельсы Кузнецкого металлургического комбината» «Производство рельсового металла в ЭСПЦ-2». - Новокузнецк, 2003.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2007 |
|
RU2348479C2 |
| СОСТАВНОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2007 |
|
RU2348480C2 |
| СОСТАВНОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2003 |
|
RU2234390C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2012 |
|
RU2492021C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2009 |
|
RU2403121C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 2007 |
|
RU2345862C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ ПОВЫШЕННОГО КАЧЕСТВА | 2009 |
|
RU2407606C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1992 |
|
RU2033885C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2012 |
|
RU2494834C1 |
Изобретение относится к черной металлургии, конкретнее к способам непрерывной разливки рельсовой стали. Способ разливки рельсовой стали на машине непрерывного литья заготовок (МНЛЗ) включает подачу стали в составной кристаллизатор, содержащий охлаждаемые плиты с вертикальными ребрами, образующими скошенные углы в зоне сочленения плит. Используют составной кристаллизатор, в котором катеты а, в, образующие ребра, находятся в соотношении 1 : (1,5-2). Отношение малого катета а, образующего вертикальные ребра, к малой стороне h кристаллизатора равно 1 : (50-60). Отношение большого катета в, образующего вертикальные ребра, к большой стороне I кристаллизатора равно 1 : (30-33). Отношение малой стороны h к большой стороне I кристаллизатора составляет 1 : 1,1, а разливку стали производят при скорости разливки 0,5-0,65 м/мин и температуре стали в промежуточном ковше выше температуры ликвидус на 10-45°С. Желаемый технический результат - снижение отбраковки непрерывнолитых заготовок по поверхностным дефектам, повышение выхода годного, увеличение стойкости кристаллизатора, увеличение производительности МНЛЗ. 1 ил.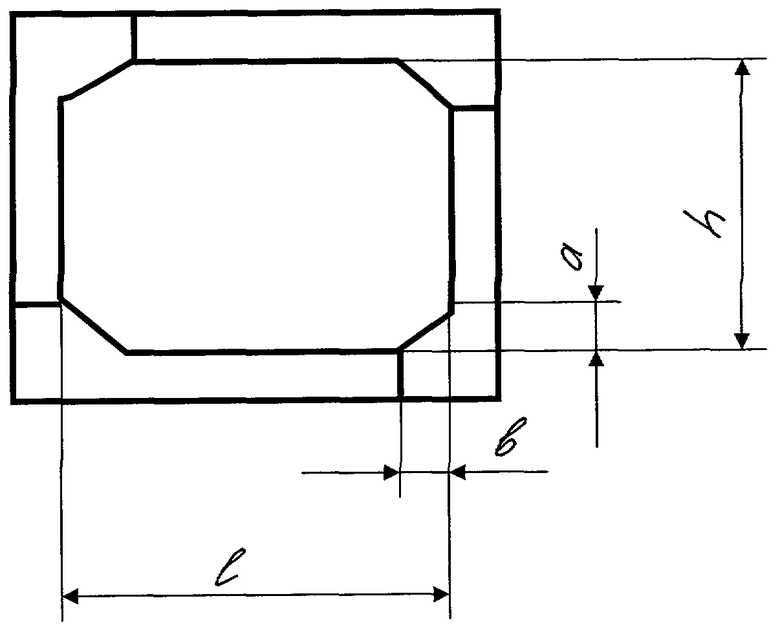
Способ разливки рельсовой стали на машине непрерывного литья заготовок, включающий подачу стали в составной кристаллизатор, содержащий охлаждаемые плиты с вертикальными ребрами, образующими скошенные углы в зоне сочленения плит, отличающийся тем, что используют составной кристаллизатор, в котором катеты а, в, образующие ребра, находятся в соотношении 1 : (1,5-2), причем отношение малого катета а, образующего вертикальные ребра, к малой стороне h кристаллизатора равно 1 : (50-60), а отношение большого катета в, образующего вертикальные ребра, к большой стороне I кристаллизатора равно 1 : (30-33), при этом отношение малой стороны h к большой стороне I кристаллизатора составляет 1 : 1,1, а разливку стали производят при скорости разливки 0,5-0,65 м/мин и температуре стали в промежуточном ковше выше температуры ликвидуса на 10-45°С.
| SU 923727 A, 30.04.1982.RU 2234390 C1, 20.08.2004.CH 544598 A, 30.11.1973.SU 627907 A, 22.08.1978.JP 58-112635 A, 05.07.1983.US 4030536 A, 21.06.1977. |

