Изобретение относится к черной металлургии, конкретнее к способам непрерывной разливки рельсовой стали.
Известны способы непрерывной разливки стали на МНЛЗ в кристаллизаторы ящичного типа [1]. Однако использование кристаллизаторов с прямыми углами приводит к образованию поверхностных дефектов в углах на непрерывнолитых заготовках в виде «заворотов корочки» и поперечных трещин.
Известен также кристаллизатор для формирования слитка, содержащий охлаждаемые плиты с вертикальными ребрами в зоне сочленения плит, при этом вертикальные ребра выполнены двухгранными с вершиной 0,02-0,10 сечения рабочей полости кристаллизатора, причем плиты сочленены по поверхности одной грани, а другая грань образует рабочую поверхность кристаллизатора в зоне сочленения [2].
Недостатками способа разливки в данный кристаллизатор является низкая стойкость ребер на рабочих поверхностях ребер в месте стыка в связи с заявленной схемой соединения ребер и образованием на поверхности отливаемых непрерывнолитых заготовок «заливин» и трещин, связанных с размывом кристаллизатора в зоне ребер.
Наиболее близким по технической сущности является способ разливки рельсовой стали на машине непрерывного литья заготовок, включающий подачу стали в составной кристаллизатор, содержащий охлаждаемые плиты с вертикальными ребрами, образующими скошенные углы в зоне сочленения плит, отличающийся тем, что используют составной кристаллизатор, в котором катеты а, b, образующие ребра, находятся в соотношении 1:(1,5-2), причем отношение малого катета а, образующего вертикальные ребра, к малой стороне h кристаллизатора равно 1:(50-60), а отношение большого катета b, образующего вертикальные ребра к большой стороне l кристаллизатора, равно 1:(30-33); при этом отношение малой стороны h к большой стороне l кристаллизатора составляет 1:1,1, а разливку стали производят при скорости разливки 0,5-0,65 м/мин и температуре стали в промежуточном ковше выше температуры ликвидус на 10-45°С - прототип [3].
Существенными недостатками данного способа являются:
- низкая производительность разливки в связи с малыми размерами площади сечения кристаллизатора;
- повышенная отбраковка после прокатки получаемых непрерывнолитых заготовок по дефектам поверхности из-за нерационально выбранного соотношения катетов;
- пониженная стойкость кристаллизатора в связи с выбранными соотношениями размеров кристаллизатора;
- плохая макроструктура непрерывнолитых заготовок из-за нерационального соотношения сторон кристаллизатора, скорости разливки и перегрева стали над температурой ликвидус в промежуточном ковше.
Желаемыми техническими результатами изобретения являются увеличение производительности МНЛЗ, снижение отбраковки непрерывнолитых заготовок по поверхностным дефектам, увеличение стойкости кристаллизатора, улучшение макроструктуры отливаемых непрерывнолитых заготовок.
Схема составного кристаллизатора для непрерывного литья заготовок приведена на чертеже.
Для этого предлагается способ разливки рельсовой стали на машине непрерывного литья заготовок, включающий подачу стали в составной кристаллизатор, содержащий охлаждаемые плиты с вертикальными ребрами, которые образованы катетами а и b, образующими скошенные углы в зоне сочленения плит, в котором разливку стали производят со скоростью 0,45-0,60 м/мин при температуре стали в промежуточном ковше выше температуры ликвидус на 5-35°С, при этом разливку осуществляют с использованием кристаллизатора, соотношение катетов а/b которого составляет 1:(1,0-1,3), отношение малого катета а к малой стороне h кристаллизатора составляет 1:(15-20), отношение большого катета b к большой стороне l кристаллизатора составляет 1:(18-24), а отношение малой стороны h к большой стороне l кристаллизатора составляет 1:1,2 при общей площади кристаллизатора 1075-1080 см2.
Заявляемые пределы подобраны экспериментальным путем.
Изменение соотношения катетов, образующих вертикальные ребра а/b 1:(1,0-1,3), приводит к образованию на непрерывнолитых заготовках поверхностных дефектов в виде «заворотов корочек» и трещин.
Изменение отклонений малого катета а, образующего вертикальные ребра к малой стороне кристаллизатора h 1:(15÷20), приводит к образованию на поверхности непрерывнолитых заготовок угловых трещин.
Изменение отношения большого катета b, образующего вертикальные ребра к большой стороне кристаллизатора l 1:(18÷24), также приводит к образованию на поверхности непрерывнолитых заготовок угловых трещин.
Изменение отношения малой стороны h к большой стороне l кристаллизатора 1:1,2 при общей площади кристаллизатора 1075-1080 см2 не позволяет обеспечить хорошую проработку структуры металла при прокатке рельсов и приводит к снижению качества макроструктуры рельсов. Выбранное соотношение позволяет также повысить стойкость кристаллизаторов и обеспечивает увеличение производительности разливки.
Скорость разливки 0,45-0,60 м/мин и пониженная по сравнению с прототипом температура металла в промежуточном ковше (выше температуры ликвидус на 5-35°С) позволяет улучшить макроструктуру непрерывнолитых заготовок.
Заявляемый способ разливки был испытан на 4-ручьевой радиальной МНЛЗ с сечением кристаллизатора 300×360 мм при разливке ванадийсодержащей рельсовой марки стали Э76Ф. При этом использовался кристаллизатор со следующими параметрами: катет а - 15 мм, катет b - 10 мм, малая сторона h - 300 мм, большая сторона l - 360 мм, общая площадь кристаллизатора - 1075-1080 см2. Скорость разливки по технологии изменялась от 0,45 до 0,60 м/мин при температуре в промежуточном ковше 1475-1495°С. Использование заявляемого способа позволило увеличить производительность разливки непрерывнолитых заготовок при значительном улучшении качества макроструктуры и поверхности непрерывнолитой заготовки. Применение заявляемой технологии позволило снизить количество отбракованных непрерывнолитых заготовок по поверхностным дефектам типа «заворот корочки» и поперечных трещин на 0,9% (против 0,7% в прототипе). Стойкость кристаллизатора до переточки составляет 140-180 плавок (при 110-120 плавок в прототипе). Выход рельсов l сорта в длине 25 метров увеличен на 2,6% (в прототипе - на 1,5%). Производительность МНЛЗ увеличена на 7-9%.
Источники информации
1. Попандопуло И.К., Михневич Ю.В. Непрерывная разливка стали - М.: Металлургия, 1990. - 296 с.
2. А.с. 923727, кл. B22D 11/04.
3. Пат. 2264885, В22D 11/00, 11/04.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВНОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2007 |
|
RU2348480C2 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА МНЛЗ | 2004 |
|
RU2264885C1 |
| СОСТАВНОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2003 |
|
RU2234390C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 2007 |
|
RU2345862C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ ПОВЫШЕННОГО КАЧЕСТВА | 2009 |
|
RU2407606C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2012 |
|
RU2494834C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2009 |
|
RU2403121C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2012 |
|
RU2492021C1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
Изобретение относится к непрерывной разливке рельсовой стали. Из промежуточного ковша сталь подают в составной кристаллизатор и разливают со скоростью 0,45-0,60 м/мин. Температура стали в промежуточном ковше выше температуры ликвидус на 5-35°С. Кристаллизатор содержит охлаждаемые плиты с вертикальными ребрами в зоне сочленения плит. Катеты а и b, образующие ребра, находятся в соотношении а/b=1:(1,0-1,3). Отношение малого катета а к малой стороне h кристаллизатора составляет 1:(15-20), отношение большого катета b к большой стороне l кристаллизатора составляет 1:(18-24), а отношение малой стороны h к большой стороне l кристаллизатора составляет 1:1,2. Общая площадь кристаллизатора составляет 1075-1080 см2. Размеры кристаллизатора, лежащие в пределах заявленных соотношений, позволяют уменьшить поверхностные дефекты непрерывнолитых заготовок. Обеспечивается увеличение стойкости кристаллизатора и производительности МНЛЗ, улучшение макроструктуры отливаемых непрерывнолитых заготовок. 1 ил.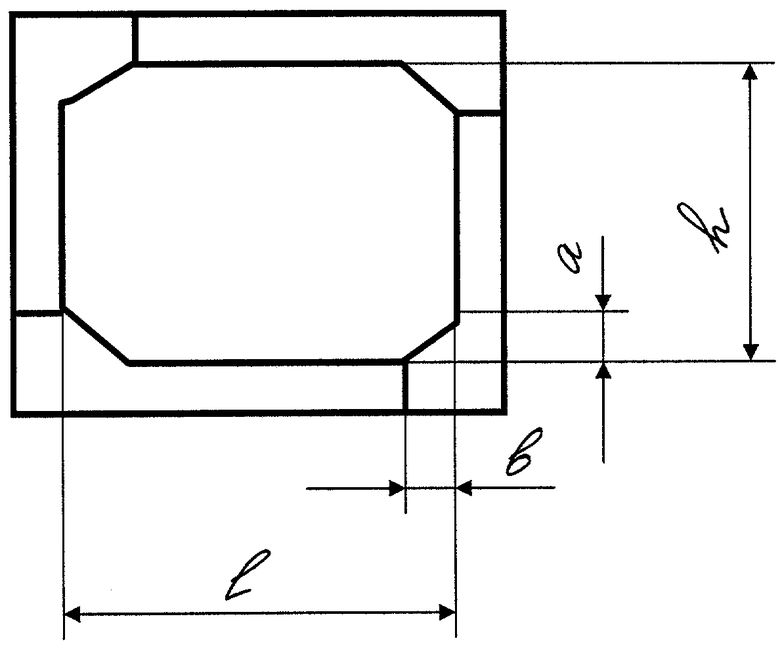
Способ разливки рельсовой стали на машине непрерывного литья заготовок, включающий подачу стали в составной кристаллизатор, содержащий охлаждаемые плиты с вертикальными ребрами, которые образованы катетами а и b, образующими скошенные углы в зоне сочленения плит, отличающийся тем, что разливку стали производят со скоростью 0,45-0,60 м/мин при температуре стали в промежуточном ковше выше температуры ликвидус на 5-35°С, при этом разливку осуществляют с использованием кристаллизатора, соотношение катетов а/b которого составляет 1:(1,0-1,3), отношение малого катета а к малой стороне h кристаллизатора составляет 1:(15-20), отношение большого катета b к большой стороне l кристаллизатора составляет 1:(18-24), а отношение малой стороны h к большой стороне l кристаллизатора составляет 1:1,2 при общей площади кристаллизатора 1075-1080 см2.
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА МНЛЗ | 2004 |
|
RU2264885C1 |
| SU 923727 A, 30.04.1982 | |||
| СОСТАВНОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2003 |
|
RU2234390C1 |
| US 4390057 A, 28.06.1981. | |||

