Изобретение относится к черной металлургии, конкретнее к непрерывной разливке стали.
Известен составной кристаллизатор для непрерывного литья заготовок, содержащий фигурные охлаждаемые рабочие стенки, торцы которых состыкованы между собой по типу паз-выступ посредством прокладок с образованием в угловых зонах кристаллизатора переходных участков, при котором рабочие стенки эквидистантны одна другой, а прокладки установлены в верхней и нижней частях кристаллизатора перпендикулярно его противолежащей стенке и выполнены с уменьшением их толщины в направлении к выходу из кристаллизатора, при этом длина l прокладок определена по формуле l=(0,1-0,2)·L, где L - длина кристаллизатора, мм [1].
Существенными недостатками данного составного кристаллизатора являются:
- сложность изготовления и ремонтов (переточек) данного кристаллизатора;
- трудности при сборке кристаллизатора в связи с дополнительными установочными прокладками;
- высокая вероятность образования трещин на получаемой непрерывнолитой заготовке из-за неправильной сборки.
Известен также кристаллизатор для формирования слитка, содержащий охлаждаемые плиты с вертикальными ребрами в зоне сочленения плит, при этом вертикальные ребра выполнены двухгранными с вершиной 0,02-0,10 сечения рабочей полости кристаллизатора, причем плиты сочленены по поверхности одной грани, а другая грань образует рабочую поверхность кристаллизатора в зоне сочленения [2].
Недостатком данного кристаллизатора является низкая стойкость ребер на рабочих поверхностях ребер в месте стыка в связи с заявленной схемой соединения ребер и образованием на поверхности отливаемых непрерывнолитых заготовок «заливин» и трещин, связанных с размывом кристаллизатора в зоне ребер.
Наиболее близким по технической сущности является составной кристаллизатор для непрерывного литья заготовок (прототип), содержащий охлаждаемые плиты с вертикальными ребрами в зоне сочленения плит, отличающийся тем, что катеты, образующие ребра а/b, находятся в соотношении 1:(1,5-2), причем отношение малого катета а, образующего вертикальные ребра, к малой стороне кристаллизатора h 1:(50-60), a отношение большого катета b, образующего вертикальные ребра, к большой стороне кристаллизатора l 1:(30-33); при этом отношение малой стороны h к большой стороне l кристаллизатора составляет 1:1,1 при общей площади кристаллизатора 990 см2 [3].
Существенными недостатками данного кристаллизатора являются:
- низкая производительность при разливке стали;
- плохая макроструктура получаемых непрерывнолитых заготовок;
- повышенная отбраковка непрерывнолитых заготовок по поверхностным дефектам;
- низкая стойкость кристаллизаторов.
Желаемыми техническими результатами изобретения являются: повышение производительности при разливке, улучшение макроструктуры непрерывнолитых заготовок, снижение отбраковки по поверхностным дефектам, увеличение стойкости кристаллизаторов.
Для этого составной кристаллизатор для непрерывного литья заготовок, содержащий охлаждаемые плиты с вертикальными ребрами в зоне сочленения плит, образованными катетами а, b, отличающийся тем, что соотношение катетов а/b составляет 1:(1,0-1,3), отношение малого катета а к малой стороне h кристаллизатора составляет 1:(15-20), отношение большого катета b, образующего вертикальные ребра, к большой стороне l кристаллизатора 1:(18-24); а отношение малой стороны h к большой стороне l кристаллизатора составляет 1:1,2 при общей площади кристаллизатора 1075-1080 см2.
На чертеже изображена схема составного кристаллизатора для непрерывного дитья заготовок.
Заявляемые пределы подобраны экспериментальным путем.
Изменение соотношения катетов, образующих вертикальные ребра а/b, 1:(1,0-1,3) приводит к образованию на непрерывнолитых заготовках поверхностных дефектов в виде «заворотов корочек» и трещин.
Изменение отклонений малого катета а, образующего вертикальные ребра, к малой стороне кристаллизатора h 1:(15-20) приводит к образованию на поверхности непрерывнолитых заготовок угловых трещин.
Изменение отношения большого катета b, образующего вертикальные ребра, к большой стороне кристаллизатора l 1:(18-24) также приводит к образованию на поверхности непрерывнолитых заготовок угловых трещин.
Изменение отношения малой стороны h к большой стороне l кристаллизатора 1:1,2 при общей площади кристаллизатора 1075-1080 см2 не позволяет обеспечить хорошую проработку структуры металла при прокатке и приводит к снижению качества макроструктуры проката.
Заявляемый кристаллизатор был испытан на 4-ручьевой радиальной МНЛЗ с сечением кристаллизатора 300×360 мм при разливке различных марок стали. При этом использовался кристаллизатор со следующими параметрами: катет а - 15 мм, катет b - 10 мм, малая сторона h - 300 мм, большая сторона l - 360 мм, общая площадь кристаллизатора - 1075-1080 см2.
Использование заявляемого кристаллизатора позволило снизить количество отбраковки непрерывнолитых заготовок по поверхностным дефектам типа «заворот корочки» и поперечных трещин на 0,9% (против 0,7% в прототипе). Стойкость кристаллизатора до переточки составляет 140-180 плавок (против 110-120 плавок в прототипе). При разливке рельсовых марок стали выход рельсов в длине 25 метров увеличен на 2,6%, отбраковка по макроструктуре уменьшена на 0,3%. Производительность МНЛЗ увеличена на 7-9%.
Источники информации
1. A.c. 2015820, B22D 11/04.
2. А.с. 923727, B22D 11/04.
3. Пат. 2234390, B22D 11/04.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2007 |
|
RU2348479C2 |
| СОСТАВНОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2003 |
|
RU2234390C1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА МНЛЗ | 2004 |
|
RU2264885C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 2007 |
|
RU2345862C1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ | 2010 |
|
RU2436653C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2012 |
|
RU2494834C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ ПОВЫШЕННОГО КАЧЕСТВА | 2009 |
|
RU2407606C1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ | 2010 |
|
RU2430809C1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2430808C1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ | 2004 |
|
RU2260494C1 |
Изобретение относится к непрерывной разливке стали. Составной кристаллизатор содержит охлаждаемые плиты с вертикальными ребрами в зоне сочленения плит. Катеты а и b, образующие ребра, находятся в соотношении а/b=1:(1,0-1,3). Отношение малого катета а к малой стороне h кристаллизатора составляет 1:(15-20), отношение большого катета b к большой стороне l кристаллизатора составляет 1:(18-24), а отношение малой стороны h к большой стороне l кристаллизатора составляет 1:1,2. Общая площадь кристаллизатора составляет 1075-1080 см2. Размеры кристаллизатора, лежащие в пределах заявленных соотношений, позволяют уменьшить поверхностные дефекты непрерывнолитых заготовок. Обеспечивается увеличение стойкости кристаллизатора, улучшение макроструктуры отливаемых непрерывнолитых заготовок. 1 ил.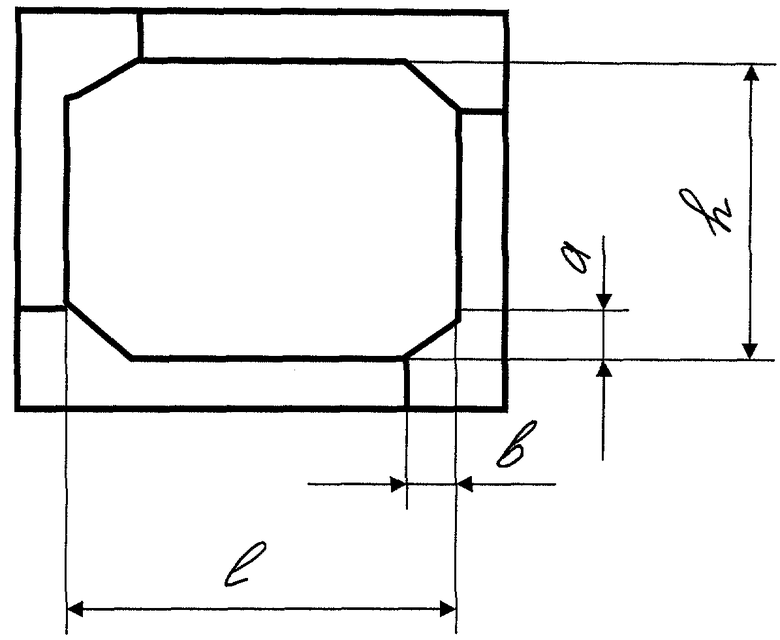
Составной кристаллизатор для непрерывного литья заготовок, содержащий охлаждаемые плиты с вертикальными ребрами в зоне сочленения плит, образованными катетами а, b, отличающийся тем, что соотношение катетов а/b составляет 1:(1,0-1,3), отношение малого катета а к малой стороне h кристаллизатора составляет 1:(15-20), отношение большого катета b к большой стороне l кристаллизатора составляет 1:(18-24), а отношение малой стороны h к большой стороне l кристаллизатора составляет 1:1,2 при общей площади кристаллизатора 1075-1080 см2.
| СОСТАВНОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2003 |
|
RU2234390C1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА МНЛЗ | 2004 |
|
RU2264885C1 |
| SU 923727 A, 30.04.1982 | |||
| US 4390057 A, 28.06.1981. | |||

