1. Область техники
Данное изобретение относится к бумажному производству и к связанным с ним областям техники. В частности, данное изобретение касается разновидности технической ткани, которая может быть соединена швом при ее установке в машину, такой как прессовая ткань для прессовой секции бумагоделательной машины.
2. Обзор известных технических решений
В процессе изготовления бумаги полотно из целлюлозных волокон формируется путем осаждения волокнистой пульпы, то есть водной дисперсии целлюлозных волокон, на движущуюся формовочную ткань в формующей секции бумагоделательной машины. Большое количество воды стекает из пульпы сквозь формовочную ткань, оставляя на поверхности формовочной ткани полотно из целлюлозных волокон.
Сформированное полотно из целлюлозных волокон сразу же отправляется из формующей секции в секцию прессования, которая содержит ряд прессовальных валков. Полотно из целлюлозных волокон пропускается сквозь валки, поддерживаемое прессовой тканью, или, достаточно часто, между двумя такими тканями. Между валками прессов полотно из целлюлозных волокон подвергается действию сжимающих усилий, которые отжимают из него воду и заставляют целлюлозные волокна в полотне прилипать друг к другу, чтобы превратить полотно из целлюлозных волокон в бумажный лист. Вода впитывается прессовой тканью или тканями и в идеале не возвращается в бумажный лист.
Наконец, бумажный лист отправляется в сушильную секцию, которая содержит по меньшей мере один ряд вращающихся сушильных барабанов или цилиндров, которые изнутри нагреваются паром. Только что сформированный бумажный лист направляется по змеевидному пути последовательно вокруг каждого из ряда барабанов с помощью сушильной ткани, которая удерживает бумажный лист вблизи поверхностей барабанов. Нагретые барабаны понижают содержание воды в бумажном листе до необходимого уровня посредством испарения.
Понятно, что все ткани, используемые в бумагоделательной машине для формования, прессования и сушки, имеют форму бесконечных (замкнутых) лент и работают подобно конвейерам. Кроме того, следует иметь в виду то, что изготовление бумаги - непрерывный процесс, который протекает со значительными скоростями. То есть волокнистая пульпа непрерывно осаждается на формовочную ткань в формующей секции, в то время как свежеизготовленный бумажный лист непрерывно наматывается в рулон после того, как он выходит из сушильной секции.
Что касается тканей для прессования, то следует напомнить, что некогда они поставлялись только в форме бесконечных лент. Это связано с тем, что свежеизготовленное полотно из целлюлозных волокон чрезвычайно восприимчиво к появлению на нем под действием валков прессов отпечатков, создаваемых любой неоднородностью в ткани или тканях, используемых для прессования. Бесконечная бесшовная ткань, подобная той, которая производится посредством технологического процесса, известного как "бесконечное ткачество", имеет однородную структуру как в своем продольном направлении (направлении движения полотна в машине), так и в поперечном направлении. Шов, который может использоваться, чтобы соединять ткань для прессования в бесконечную ленту во время ее установки в бумагоделательной машине, представляет собой неоднородность в однородной структуре ткани для прессования. Поэтому использование шва значительно увеличивает вероятность того, что на полотне из целлюлозных волокон будут возникать отпечатки при прохождении полотна между валками пресса.
По этой причине область шва любой соединяемой на машине ткани для прессования, пригодной для использования по этому назначению, должна вести себя под нагрузкой, то есть при сжатии валками пресса или прессов, подобно остальной части ткани для прессования и должна иметь ту же самую проницаемость для воды и воздуха, что и остальная часть ткани для прессования, чтобы предотвратить периодическую маркировку изготавливаемого бумажного изделия областью шва.
Несмотря на значительные технические сложности, связанные с этими требованиями, разработка соединяемой на машине прессовой ткани крайне желательна из-за сравнительной легкости и безопасности, с которой такая ткань может устанавливаться в секции прессования. В конечном счете, препятствия были преодолены путем разработки тканей для прессования, имеющих швы, формируемые с помощью соединительных петель, расположенных на поперечных кромках двух концов ткани. Эти петли, предназначенные для сшивания ткани, формируются нитями продольного направления ткани. Чтобы соединить два конца ткани вместе, шов соединяется путем сведения вместе двух концов ткани для прессования, встречно-гребенчатого размещения петель на двух концах ткани друг относительно друга и пропускания так называемой шпильки или оси сквозь канал, который образован встречно-гребенчато размещенными соединительными петлями. Само собой разумеется, что установка на бумагоделательной машине соединяемой на машине ткани для прессования намного легче и отнимает гораздо меньше времени, чем установка бесконечной ленты из ткани.
Одним из способов изготовления ткани для прессования, которая может соединяться на бумагоделательной машине таким швом, является формирование плоской ткани. В этом случае нити основы являются нитями продольного направления ткани для прессования. Чтобы сформировать соединительные петли, нити основы на конце ткани поворачивают и снова вплетают на некотором расстоянии в тело ткани в обратном параллельном направлении. Другой технологией, гораздо более предпочтительной, является модифицированная форма способа бесконечного ткачества, который обычно используется для изготовления бесконечной ленты из ткани. При модифицированном бесконечном ткачестве нити утка непрерывно ткут назад и вперед поперек ткацкого станка, формируя при каждом проходе на одной из кромок ткани петлю путем проведения нити вокруг штыря для формирования петли. Поскольку нить утка, которая в конечном счете становится продольной нитью в ткани для прессования, является непрерывной, соединительные петли, полученные этим способом, являются более прочными, чем те, которые могут быть сформированы путем вплетения нитей основы в обратном направлении в края плоскотканого материала.
Первоначально в тканях для прессования, соединяемых на машине, в обоих направлениях, продольном и поперечном, использовались одиночные нити из моноволокна. Сравнительная жесткость моноволокна гарантирует свойства, необходимые для формирования соединительных петель. Однако опыт показал, что одиночные нити из моноволокна трудно ткать и они недостаточно эластичны в продольном направлении для многих видов современных прессов. Часто происходили растяжения и разрушения шва.
Другую трудность представляет собой очень открытая, жесткая и несжимаемая структура базовых тканей, сотканных из одиночных моноволокон. Для некоторых применений при изготовлении бумаги эта несжимаемость не является проблемой и даже может быть идеальным свойством. Однако там, где возможности вспомогательного обезвоживания ткани недостаточны, или при производстве сортов бумаги, чувствительных к отпечаткам, необходима более мягкая и более сжимаемая базовая ткань.
Более сжимаемая базовая ткань может быть соткана из многоволоконных или скрученных моноволоконных нитей вместо одиночных моноволоконных нитей. Однако нити этих типов не имеют жесткости, необходимой для формирования хорошей петли или для поддержания целостности области шва при встречно-гребенчатом размещении петель, что необходимо, когда шов сращивается. Кроме того, поскольку нити этих типов являются кручеными, петли, которые из них формируются, имеют тенденцию вращаться относительно осей, лежащих в плоскости этих петель. Когда происходит это вращение, известное как эффект вторичной спирали, оно заставляет петли поворачиваться, отклоняя их от идеальной ориентации, необходимой для встречно-гребенчатого размещения. Такое отклонение делает трудным, если не невозможным, осуществление требуемого встречно-гребенчатого размещения петель на каждом из концов ткани во время их соединения, а также пропускание оси сквозь канал, образованный петлями, размещенными встречно-гребенчато.
Известны различные попытки преодоления этих трудностей путем создания немоноволоконных продольных нитей, образующих петли, работающих подобно моноволокну. В патенте США №5005610 продольные нити в соединяемой на машине ткани для производства бумаги имеют сложную структуру, содержащую сплетенные моноволокона. Плетеная нить формирует петли для сшивания, которые сопротивляются деформации, и, так как они сбалансированы в отношении кручения, не подверженные эффекту вторичной спирали, приводящему к отклонению от идеальной плоской геометрии шва.
В патенте США №5204150 продольные нити в соединяемой на машине ткани для производства бумаги являются кручеными/витыми нитями, экструдированными из полимера, который частично плавится во время отверждения при нагревании ткани и придает продольным нитям характеристики, подобные характеристикам моноволоконной нити. Хотя нити являются несбалансированными вследствие их скручивания, сплавление этих нитей, вызванное их частичным плавлением, предотвращает поворот петель, приводящий к отклонению от идеальной геометрии шва.
В патенте США №5391419 продольные нити соединяемой на машине ткани для производства бумаги являются кручеными/витыми нитями, имеющими покрытие, которое придает им структуру, подобную моноволокну. Покрытие может быть постоянным, полупостоянным или растворимым. Даже при том, что нити могут быть несбалансированными, покрытие предотвращает поворот петель.
В патенте США №5514438 продольные нити соединяемой на машине ткани для производства бумаги имеют сердцевину из скрученных моноволокон, окруженных оплеткой из многоволоконных нитей. Оплетка из многоволоконных нитей связывает скрученные моноволокона друг с другом и предотвращает блокирование канала, образуемого при встречно-гребенчатом размещении петель, сформированных продольными нитями, каким-либо из моноволокон сердцевины во время сшивания ткани.
Наконец, согласно патенту США №5875822 продольные нити соединяемой на машине ткани для производства бумаги являются кручеными/витыми нитями и формируют соединительные петли вдоль поперечных кромок на двух концах ткани. Моноволоконная соединительная спираль прикрепляется к этим петлям на каждом конце ткани. Спирали используют для соединения ткани в бесконечную ленту, формируя таким образом ткань, имеющую крученые/витые продольные нити со средствами соединения, выполненными из моноволокна.
Данное изобретение представляет собой другой подход к формированию соединяемой на машине технической ткани, имеющей крученые/витые продольные нити с соединительными петлями, которые сохраняют свою целостность и надлежащую ориентацию, необходимую для соединения ткани.
Сущность изобретения
Соответственно, целью настоящего изобретения является создание соединяемой на машине технической ткани, имеющей многокомпонентные продольные нити с соединительными петлями, которые сохраняют надлежащую ориентацию и целостность, необходимую для соединения ткани.
Эта цель в предложенной технической ткани достигается использованием в качестве нитей продольного направления многокомпонентных нитей, содержащих множество одиночных волокон нити и по меньшей мере одно термоплавкое волокно из термопластичного материала, который имеет точку плавления ниже, чем точка плавления одиночных волокон многокомпонентной нити, В результате, после термообработки некоторой заданной длины многокомпонентной нити при температуре выше, чем точка плавления термоплавкого волокна, но ниже точки плавления одиночных волокон нити, термопластичный материал расплавляется, затекает в пространство между одиночными волокнами нити и по завершении термообработки снова затвердевает, делая многокомпонентную нить жесткой и удерживая ее одиночные волокна вместе на этой заданной длине. Это гарантирует, что соединительные петли, которые формируются многокомпонентными нитями, сохранят надлежащую ориентацию и целостность, необходимую для сшивания ткани.
Кроме того, включение одного или нескольких термоплавких волокон в многокомпонентные нити позволяет регулировать жесткость нитей, изменяя число и/или диаметры включенных в нить термоплавких волокон. В свою очередь, это позволяет регулировать сжимаемость и упругость ткани в большей степени, чем это возможно в тканях, изготовленных из нитей, не имеющих термоплавких волокон.
Многокомпонентные нити могут быть скрученными из моноволокон, из многоволоконных нитей, могут быть многоволоконными нитями или кручеными/витыми нитями, либо их комбинацией. Под крученой/витой нитью понимается любая разновидность нити, используемая в производстве тканей для бумагоделательных машин, которая имеет несколько нитей или волокон, которые скручены вместе в желательной степени и, во многих случаях, затем объединены или свиты с другими волокнами того же самого или другого типа. Во время операции скручивания компоненты нити объединяют друг с другом, скручивая их в направлении, противоположном направлению скручивания одиночных компонентов. Крученые/витые нити могут, соответственно, рассматриваться как многокомпонентные нити. Многокомпонентные нити могут также быть плетеными или вязаными нитями. В любом случае, многокомпонентная нить содержит по меньшей мере одно термоплавкое волокно.
Одиночные волокна, включенные в многокомпонентную нить, обычно имеют круговое поперечное сечение, хотя очевидно, что они могут иметь любой другой вид поперечного профиля, например прямоугольное, овальное или многолепестковое сечение. Многокомпонентная нить, изготовленная скручиванием/свиванием, плетением или вязанием, может иметь поперечное сечение, которое по форме не является круговым.
Предложенную соединяемую на машине техническую ткань можно ткать по модифицированной технологии бесконечного ткачества из системы продольных нитей и системы поперечных нитей, где продольные нити являются многокомпонентными нитями, описанными выше. В качестве альтернативы, техническая ткань может быть соткана плоской, при этом продольные нити, которые являются нитями основы во время процесса ткачества, также должны быть многокомпонентными нитями. В любом случае техническая ткань имеет прямоугольную форму с длиной, шириной, двумя продольными кромками и двумя поперечными кромками.
При использовании модифицированной технологии бесконечного ткачества продольные (многокомпонентные) нити протягиваются назад и вперед непрерывно на длину технической ткани между двумя поперечными кромками и формируют первое множество соединительных петель вдоль одной из двух поперечных кромок и второе множество соединительных петель вдоль другой из двух поперечных кромок. После применения термообработки, описанной выше, которая может быть выполнена в любое время в течение производственного процесса, даже на этапе формирования нити, многокомпонентные нити и петли для сшивания, которые формируются из них, становятся жестче и множество одиночных волокон скрепляется вместе термопластичным материалом по меньшей мере одного термоплавкого волокна многокомпонентной нити.
С другой стороны, когда техническая ткань ткется плоской, нити основы, выходящие из двух поперечных кромок, поворачивают обратно и вплетают на некотором расстоянии в тело ткани в обратном направлении, чтобы сформировать соединительные петли.
Техническая ткань сращивается в бесконечную ленту путем встречно-гребенчатого соединения соединительных петель первого множества с соединительными петлями второго множества и пропускания оси через канал, образованный размещенными встречно-гребенчато петлями, чтобы сформировать петлевое соединение в виде шва, соединяющего вместе две поперечные кромки ткани.
Понятно, что многокомпонентные нити могут использоваться также и в поперечном направлении, чтобы улучшить поперечную стабильность ткани. В бесконечной тканой структуре со швом или без шва жесткость поперечной нити непосредственно определяет число продольных и поперечных нитей, которые могут быть включены в состав ткани. Использование в ткацком переплетении нитей меньшей жесткости позволяет получить более широкий диапазон плотности ткани и, в частности, большее значение плотности ткани. Когда описанная здесь многокомпонентная нить используется в поперечном направлении, число продольных и поперечных нитей в ткани может быть увеличено, а требуемая жесткость может быть придана многокомпонентной нити путем нагрева после того, как ткань будет соткана.
Такая многокомпонентная нить может также использоваться как нить продольного направления в плоскотканом материале, который соединяют в бесконечную ленту тканым швом, потому что их можно сконструировать так, чтобы они приобретали деформацию, требуемую для формирования такого шва.
Таким образом, согласно изобретению предложена техническая ткань, содержащая систему продольных нитей и систему поперечных нитей, где продольные нити переплетены с поперечных нитями с образованием технической ткани в форме прямоугольника, имеющего длину, ширину, две поверхности, две продольные кромки и две поперечные кромки, причем продольные нити являются многокомпонентными нитями, содержащими множество одиночных волокон нити и по меньшей мере одно термоплавкое волокно из термопластичного материала, которое имеет точку плавления ниже, чем точка плавления указанных одиночных волокон нити, так что после термообработки многокомпонентные нити становятся жестче и множество их одиночных волокон скрепляются друг с другом термопластичным материалом указанного по меньшей мере одного термоплавкого волокна.
Такая техническая ткань может быть выполнена с возможностью замыкания ее в бесконечную ленту с помощью петлевого соединения при ее установке в машину, при этом продольные нити переплетены с поперечными нитями модифицированным способом бесконечного ткачества, при котором продольные нити проходят непрерывно туда и обратно вдоль упомянутой длины технической ткани между двумя ее поперечными кромками и формируют первое множество соединительных петель вдоль одной из двух поперечных кромок и второе множество соединительных петель вдоль другой из двух поперечных кромок; благодаря чему техническая ткань соединяется в бесконечную ленту путем встречно-гребенчатого размещения первого множества соединительных петель относительно второго множества соединительных петель и пропускания оси сквозь канал, образованный встречно-гребенчато расположенными соединительными петлями, чтобы сформировать упомянутое петлевое соединение.
Кроме того, такая техническая ткань может быть выполнена с возможностью замыкания ее в бесконечную ленту с помощью соединения шпилькой при ее установке в машину, при этом продольные нити переплетены с поперечными нитями способом плоского ткачества, при котором продольные нити вдоль двух поперечных кромок поворачивают назад и вплетаются обратно в техническую ткань, образуя первое множество соединительных петель вдоль одной из двух поперечных кромок и второе множество соединительных петель вдоль другой из двух поперечных кромок; благодаря чему техническая ткань соединяется в бесконечную ленту путем встречно-гребенчатого размещения первого множества соединительных петель относительно второго множества соединительных петель и пропускания оси сквозь канал, образованный встречно-гребенчато расположенными соединительными петлями, чтобы сформировать упомянутое соединение шпилькой.
В такой технической ткани нити системы продольных нитей могут быть переплетены с нитями системы поперечных нитей способом плоского ткачества, а две поперечные кромки технической ткани могут быть соединены друг с другом тканым швом, чтобы сформировать из технической ткани бесконечную ленту.
Вышеупомянутые многокомпонентные нити могут быть кручеными нитями из моноволокон или кручеными нитями, скрученными из многоволоконных нитей.
Многокомпонентные нити могут представлять собой многоволоконные нити. Они также могут представлять собой крученые/витые нити.
Многокомпонентные нити могут быть выбраны из группы, состоящей из крученых нитей из моноволокон, крученых нитей из многоволоконных нитей, многоволоконных нитей, крученых/витых нитей и их комбинаций.
Многокомпонентные нити могут являться вязаными или плетеными нитями.
Одиночные волокна многокомпонентных нитей могут быть экструдированы из полимерного материала. Полимерный материал может быть выбран из группы, состоящей из полиамидных, сложных полиэфирных, полиэфиркетоновых, полипропиленовых, полиарамидных, полиолефиновых, полифениленсульфидных (PPS) и полиэтилентерефталатных (PET) смол и их сополимеров.
Термопластичный материал по меньшей мере одного термоплавкого волокна может быть выбран из группы, состоящей из полиамида 66, легкоплавкого полиамида 6 и полиуретана.
По меньшей мере одно термоплавкое волокно может являться моноволокном или мультифиламентарным волокном.
По меньшей мере одно термоплавкое волокно может быть вырезано из пленки термопластичного материала или выполнено из нетканого материала.
Поперечные нити в предложенной ткани также могут являться многокомпонентными нитями.
Техническая ткань может дополнительно содержать по меньшей мере один слой прочеса из штапельного волокна, прикрепленный к одной из двух ее поверхностей.
Кроме того, вышеупомянутая техническая ткань, выполненная с возможностью замыкания ее в бесконечную ленту, может дополнительно содержать первую соединительную спираль, имеющую множество витков, размещенных встречно-гребенчато с соединительными петлями первого множества соединительных петель на одной из двух поперечных кромок технической ткани и прикрепленных к ним по меньшей мере одной соединительной нитью, проходящей в поперечном направлении; и вторую соединительную спираль, имеющую множество витков, размещенных встречно-гребенчато с соединительными петлями второго множества соединительных петель на другой из двух поперечных кромок технической ткани и прикрепленных к ним по меньшей мере одной соединительной нитью, проходящей в поперечном направлении; благодаря чему техническая ткань замыкается в бесконечную ленту путем встречно-гребенчатого размещения витков первой соединительной спирали относительно витков второй соединительной спирали и пропускания оси сквозь канал, образованный встречно-гребенчато размещенными витками этих спиралей, для формирования указанного петлевого соединения.
В такой ткани первая и вторая соединительные спирали могут быть выполнены из моноволокна, например такие моноволоконные спирали могут быть экструдированы из полиамида.
Кроме того, техническая ткань может дополнительно содержать по меньшей мере одну прокладочную нить внутри первой соединительной спирали. Она также может дополнительно содержать по меньшей мере одну прокладочную нить внутри второй соединительной спирали.
Далее изобретение будет описано более подробно со ссылками на чертежи, перечисленные ниже.
Перечень чертежей
На фиг.1 показано схематическое изображение соединяемой на машине технической ткани в перспективе.
На фиг.2 показано схематическое изображение в перспективе двух концов соединяемой на машине технической ткани перед их соединением друг с другом.
На фиг.3 показано сечение технической ткани в направлении основы.
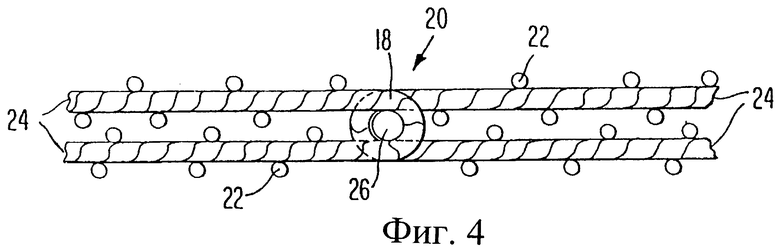
На фиг.4 показано сечение области шва технической ткани в направлении утка.
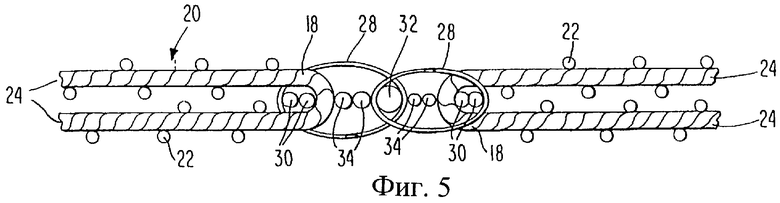
На фиг.5 показано сечение области шва технической ткани, аналогичное сечению, представленному на фиг.4, для другой формы осуществления изобретения.
Подробное описание предпочтительной формы осуществления изобретения
Обратимся теперь к фиг.1, где дано схематическое перспективное изображение соединяемой на машине технической ткани 10. Ткань 10 принимает форму бесконечной ленты, когда два ее конца 12, 14 присоединяются друг к другу швом 16.
Фиг.2 представляет собой схематическое перспективное изображение двух концов 12, 14 соединяемой на машине технической ткани 10 до их прикрепления друг к другу. По поперечным кромкам каждого из двух концов 12, 14 имеется множество соединительных петель 18 для сшивания ткани. Чтобы прикрепить два конца 12, 14 друг к другу, их сводят вместе, при этом петли 18 каждого из концов перемежаются через одну, то есть размещаются встречно-гребенчато друг относительно друга. Встречно-гребенчато размещенные петли 18 формируют канал, сквозь который может быть пропущена шпилька или ось, нить или нитевидный элемент, чтобы скрепить концы 12, 14 друг с другом.
На фиг.3 показано выполненное в направлении нитей основы сечение технической ткани 20, к которой может быть применено данное изобретение. Ткань 20 показана сотканной с двусторонним ткацким переплетением, хотя должно быть понятно, что такое переплетение показано только для примера, и изобретение может быть реализовано с тканями 20, которые сотканы с другими переплетениями, такими как одно-, двух- и трехслойные переплетения или переплетения с еще большим числом слоев, либо с тканями, которые являются слоистыми и содержат несколько слоев ткани. Ткань 20 может быть базовой тканью для прессовой ткани и, соответственно, к ней с одной или с обеих сторон может быть прикреплен путем иглопробивания один или более слоев прочеса из штапельного волокна, или она может иметь какое-нибудь покрытие. Ткань 20 может также использоваться в какой-либо другой секции бумагоделательной машины, то есть в секции формования или сушки, или как база технологической конвейерной ленты с полимерным покрытием для бумажной промышленности. Кроме того, ткань 20 может использоваться как лента машины для гофрирования или как база для нее, как ткань для формования целлюлозной массы, например как лента загустителя со сдвоенными валками, или в качестве других технологических конвейерных лент для промышленности.
Ткань 20 ткут, используя модифицированный способ бесконечного ткачества. В этом случае нити 22 основы в конечном счете станут нитями поперечного направления, а нити утка 24 в конечном счете станут нитями продольного направления, если опираться на ориентацию нитей относительно машины, на которой устанавливается ткань 20.
Нити 22 основы, то есть поперечные нити соединяемой на машине ткани 20, могут быть любыми из нитей, используемых для изготовления баз для тканей, применяемых в бумагоделательных машинах, или технологических лент для бумажной промышленности, либо других тканей и лент, упомянутых выше. То есть в качестве основных нитей 22 могут использоваться моноволоконные нити или многокомпонентные нити, описанные выше.
С другой стороны, уточные нити 24, то есть продольные нити соединяемой на машине ткани 20, являются многокомпонентными нитями. Как описано выше, многокомпонентные нити могут быть скручены из моноволокон, скручены из многоволоконных нитей, могут быть многоволоконными или кручеными/витыми нитями, либо их комбинациями. Многокомпонентные нити также могут быть плетеными или вязаными нитями.
В любом случае, одиночные волокна нити основных нитей 22 (поперечных нитей) и уточных нитей 24 (продольных нитей) экструдируются из синтетических полимерных материалов, таких как полиамидные, сложные полиэфирные, полиэфиркетоновые, полипропиленовые, полиарамидные, полиолефиновые, полифениленсульфидные (PPS) и полиэтилентерефталатные (PET) смолы и их сополимеры, и объединяются в нити согласно способам, хорошо известным в текстильной промышленности и, в частности, в производстве тканей для бумагоделательных машин.
Уточные (продольные) нити в дополнение к наличию множества одиночных волокон содержат также по меньшей мере одно термоплавкое волокно из термопластичного материала, причем термопластичный материал имеет точку плавления ниже, чем точка плавления одиночных волокон нити, образующих многокомпонентную нить. В результате этого после термообработки с температурой выше точки плавления термоплавкого волокна, но ниже точки плавления одиночных волокон многокомпонентной нити термопластичный материал делает более жесткой многокомпонентную нить, а также петли 18, сформированные из нее, и удерживает одиночные волокна многокомпонентной нити вместе. Благодаря этому соединительные петли для сшивания ткани, которые сформированы из многокомпонентных нитей, сохраняют надлежащую ориентацию и требуемую для такого сшивания целостность. Термопластичный материал может, например, быть полиамидом 66, легкоплавким полиамидом 6 или полиуретаном.
Как отмечено выше, многокомпонентная нить содержит по меньшей мере одно термоплавкое волокно из термопластичного материала. То есть, она может содержать одно, два, три или большее число термоплавких волокон. Термоплавкое волокно может быть моноволокном или мультифиламентарным волокном, и тот и другой тип волокна может иметь некруглое поперечное сечение. Оно может быть экструдировано или вырезано из пленки термопластичного материала. Оно может также быть волокном или волокнами, полученными или нарезанными из полотна нетканого материала, изготовленного из полиамида или полиуретана с низкой температурой плавления. Полотно из нетканых материалов этого типа поставляется на рынок фирмой Sharnet.
В процессе изготовления ткани 20 модифицированным способом бесконечного ткачества уточные нити непрерывно ткутся назад и вперед поперек ткацкого станка, и при каждом проходе по ширине на одной из двух поперечных кромок ткани 20 формируются соединительные петли для сшивания ткани, сотканные при прохождении нити вокруг штыря для формирования петель. Несколько схем, описанных в патенте США №3815645, включенном в данный текст путем ссылки, пригодны для изготовления соединяемых на машине тканей для изготовления бумаги модифицированным способом бесконечного ткачества и могут использоваться при осуществлении данного изобретения.
На фиг.4 показано выполненное в уточном направлении поперечное сечение области шва ткани 20, полученной в результате модифицированного бесконечного процесса ткачества. Уточные нити, которые в конечном счете станут продольными нитями ткани 20, оплетаются вокруг штыря 26, формирующего петли, непрерывным образом, чтобы сформировать соединительные петли 18 для сшивания ткани.
Должно быть понятно, что штырь 26, формирующий петли, должен быть удален для придания ткани 20 той формы, имея которую она может легко быть установлена в конкретную машину. Также понятно, что поскольку уточные (продольные) нити являются многокомпонентными нитями, петли 18 могут поворачиваться, отклоняясь от идеальной геометрии соединительных петель вследствие эффекта вторичной спирали, и деформироваться, как только штырь 26, формирующий петли, удаляется, что делает последующее сшивание ткани трудным или невозможным.
По этой причине термообработку, которая делает жесткими и объединяет многокомпонентные нити, выполняют прежде, чем будет удален штырь 26, формирующий петли. Однако должно быть понятно, что термообработка может быть выполнена или прежде, или после того, как ткань 20 будет соткана, и даже на этапе формирования нити. Кроме того, если к ткани 20 должен быть присоединен путем иглопробивания прочес из штапельного волокна, термообработка может быть выполнена или до, или после процесса иглопробивания, хотя термообработка после иглопробивания предпочтительнее, потому что термопластичный материал по меньшей мере одного термоплавкого волокна улучшает закрепление материала прочеса из штапельного волокна в базовой ткани 20.
Техническая ткань сращивается в бесконечную ленту путем встречно-гребенчатого размещения соединительных петель 18, находящихся на одном конце ткани, относительно петель на другом ее конце и пропускания оси сквозь канал, образованный встречно-гребенчато размещенными петлями 18. Альтернативно, как показано на фиг.5, где дано другое сечение области шва ткани 20, выполненное в продольном направлении, к петлям 18 могут быть прикреплены соединительные спирали 28, которые используются, чтобы соединить ткань 20 в бесконечную ленту.
В частности, соединительные спирали 28 могут размещаться встречно-гребенчато по отношению к соединительным петлям 18 и соединяться с ними посредством соединительных нитей 30. Таким образом, ткань 20, имеющая многокомпонентные нити в продольном направлении, может снабжаться моноволоконными соединительными петлями в виде отдельных витков соединительных спиралей 28.
Соединительные спирали 28 могут быть изготовлены из моноволокна, предпочтительно из экструдированной полиамидной смолы. Диаметр моноволокна может быть, например, 0,40 или 0,50 мм. Во время установки ткани 20 в бумагоделательную машину, отдельные витки соединительных спиралей 28, являясь моноволоконными, могут быть легко размещены встречно-гребенчато относительно друг друга и соединены друг с другом путем пропускания оси 32 сквозь канал, образованный встречно-гребенчато размещенными витками. В соединительные спирали 28 могут быть вставлены прокладочные нити 34, чтобы область шва имела характеристики, подобные остальной части ткани 20. Соединительными нитями 30 и прокладочными нитями 34 могут быть нити тех же самых типов, которые используются в качестве основных (поперечных) нитей 22 ткани 20. В качестве оси 32 может быть использована одиночная нить из моноволокна, несколько нитей из моноволокна, не скрученных друг относительно друга, или скрученных, свитых, сплетенных или связанных вместе, либо одна или несколько многокомпонентных нитей, описанных выше как продольные (уточные) нити 24 ткани 20.
Для обычных специалистов в этой области техники очевидно, что возможны различные варианты создания описанной выше технической ткани в рамках изобретения, объем которого определяется прилагаемой формулой изобретения.


Техническая ткань соткана из продольных и поперечных нитей, причем продольные нити являются многокомпонентными нитями, включающими множество одиночных волокон нити и, по меньшей мере, одно термоплавкое волокно из термопластичного материала. Это, по меньшей мере, одно термоплавкое волокно из термопластичного материала имеет более низкую точку плавления, чем одиночные волокна многокомпонентной нити. После термообработки многокомпонентные нити становятся жестче и образующие их одиночные нити скрепляются вместе термопластичным материалом указанной, по меньшей мере, одной термоплавкой нити. Технический результат - сохранение ориентации и целостности соединительных петель, необходимых для соединения ткани. 24 з.п.ф-лы, 5 ил.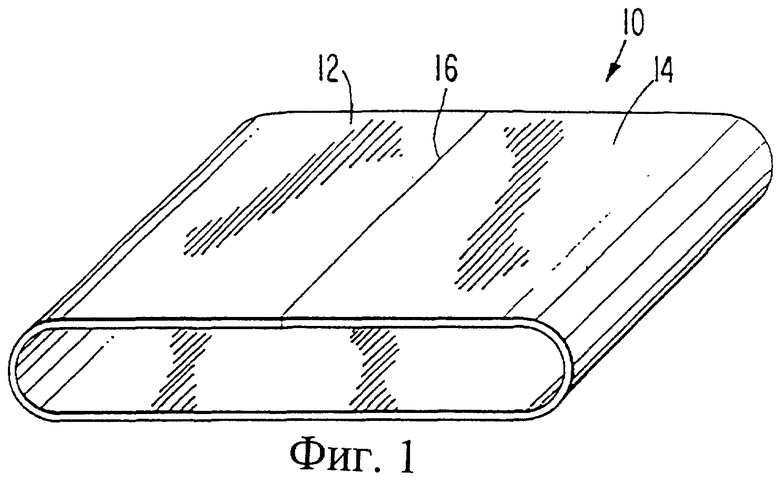
| US 5875822 A, 02.03.1999.EP 0816559 A1, 07.01.1998.DE 1155049 A, 28.09.1963.GB 2226578 A, 04.07.1990.US 5391419 A, 21.02.1995.RU 2097184 C1, 27.11.1997. |

