Предпосылки изобретения
Область применения изобретения
Настоящее изобретение относится к сшиванию многоосных тканей для бумагоделательных машин.
Описание уровня техники
Во время процесса изготовления бумаги целлюлозное волокнистое полотно формуют путем осаждения волокнистой бумажной массы, то есть водной суспензии из целлюлозных волокон, на движущуюся формовочную ткань в формовочной секции бумагоделательной машины. Из суспензии отводится большое количество воды через формовочную ткань, оставляя на поверхности этой ткани волокнистое целлюлозное полотно.
Затем полученное целлюлозное волокнистое полотно поступает из формовочной секции машины в прессовую секцию, которая включает ряд зон прессования. Волокнистое целлюлозное полотно проходит через зоны прессования, поддерживаемое прессовой тканью, или, как это часто бывает, между двумя такими прессовыми тканями. В зонах прессования волокнистое целлюлозное полотно подвергается сжимающим усилиям, благодаря которым из него отжимается вода и вызывается сцепление целлюлозных волокон в полотне друг с другом, чтобы превратить целлюлозное волокнистое полотно в бумажный лист. Вода поглощается прессовой тканью или тканями и, в идеале, не возвращается в бумажный лист.
Наконец, бумажный лист поступает в сушильную секцию машины, включающую по меньшей мере один ряд вращающихся сушильных барабанов или цилиндров, которые изнутри нагреваются паром. Вновь образованный бумажный лист направляется извилистым путем последовательно вокруг каждого из ряда барабанов при помощи сушильной ткани, которая удерживает бумажный лист в тесном контакте с поверхностями барабанов. Нагретые барабаны уменьшают содержание воды в бумажном листе до требуемого уровня за счет испарения.
Следует понимать, что все ткани, формовочные, прессовые и сушильные, имеют форму замкнутых петель на бумагоделательной машине и работают как конвейеры. Также следует понимать, что производство бумаги является непрерывным процессом, который протекает при значительных скоростях. Иначе говоря, волокнистая бумажная масса непрерывно осаждается на формовочную ткань в формовочной части машины, в то время как изготовленное бумажное полотно непрерывно наматывается на валки после выхода из сушильной секции машины.
Настоящее изобретение относится, главным образом, к тканям, используемым в прессовой секции, но также может найти применение в тканях, используемых в формовочной и сушильной секциях, а также в тканях, используемых в качестве тканей-основ для покрытых полимером лент в бумагоделательной промышленности, таких, например, как длинные ленты зон прессования.
Прессовые ткани играют решающую роль в процессе изготовления бумаги. Одна из их функций, как указано выше, состоит в том, чтобы поддерживать и перемещать изготавливаемый бумажный продукт через зоны прессования.
Прессовые ткани также участвуют в окончательной обработке поверхности бумажного листа. То есть прессовые ткани должны иметь гладкие поверхности и равномерно эластичные структуры, чтобы при прохождении через зоны прессования на бумаге образовывалась гладкая, свободная от всяких следов поверхность.
Возможно, наиболее важным является то, что прессовые ткани принимают большое количество воды, извлекаемой из мокрой бумаги в зоне прессования. Чтобы выполнять эту функцию, внутри прессовой ткани должно быть место, обычно называемое объемом пустот, куда могла бы поступать вода, и ткань должна иметь соответствующую проницаемость для воды в течение всего срока службы. И наконец, прессовые ткани должны быть способны предотвращать возврат в бумагу воды, полученной от мокрой бумаги, и повторное смачивание бумаги при выходе из зоны прессования.
В настоящее время существует большое количество видов используемых прессовых тканей, которые должны удовлетворять требованиям бумагоделательных машин, на которых они устанавливаются, для изготовления различных сортов бумаги. Обычно они содержат тканую ткань-основу, в которую вшит прочес из тонкого нетканого волокнистого материала. Ткани-основы могут быть сотканы из моноволоконных, скрученных моноволоконных, мультиволоконных или скрученных мультиволоконных нитей и могут быть однослойными, многослойными или слоистыми. Нити обычно получают экструзией из одной из нескольких синтетических полимерных смол, таких как полиамидные и полиэфирные смолы, используемые для этой цели в производстве тканей для бумагоделательных машин.
Сами тканые ткани-основы могут быть различных видов. Например, они могут быть бесконечными или плоскоткаными и затем превращенными в замкнутые с помощью швов. В альтернативном случае они могут изготавливаться посредством процесса, известного как модифицированное бесконечное ткачество, при котором проходящие по ширине кромки ткани-основы имеют шовные петли, в которых использованы нити, расположенные в машинном направлении (МН). В этом процессе нити, расположенные в машинном направлении (МН нити), петляют непрерывно назад и вперед между поперечными кромками ткани, на каждой кромке поворачивая назад и образуя шовную петлю. Ткани-основе, произведенной таким образом, придают замкнутую форму во время установки на бумагоделательную машину, и потому она называется сшиваемой на машине тканью. Чтобы придать ткани замкнутую форму, две поперечные кромки сшивают вместе. Чтобы облегчить сшивание, многие современные ткани имеют шовные петли на поперечных кромках двух концов ткани. Сами шовные петли часто образуются МН нитями ткани. Шов обычно создают путем совмещения двух концов прессовой ткани, переплетением шовных петель, расположенных на двух концах ткани, и введением штыря или стержня через проход, образованный переплетенными шовными петлями, чтобы скрепить два конца ткани вместе.
Кроме того, тканые ткани-основы могут быть сделаны слоистыми путем размещения одной ткани-основы внутри бесконечной петли, образованной другой тканью, и пропускания с помощью иглы через обе ткани-основы прочеса из штапельного волокна для их соединения. По меньшей мере одна ткань-основа может быть сшиваемой на машине тканью.
В любом случае тканые ткани-основы имеют форму бесконечных петель или могут быть сшиты в такие петли, имеющие определенную длину, измеряемую вкруговую в продольном направлении, и определенную ширину, измеряемую в поперечном направлении. Поскольку конфигурации бумагоделательных машин имеют значительные различия, изготовителям тканей для бумагоделательных машин необходимо выпускать прессовые ткани и другую одежду для бумагоделательных машин с размерами, позволяющими занимать определенные места в бумагоделательных машинах своих клиентов. Понятно, что это требование затрудняет рациональную организацию производственного процесса, так как каждую ткань обычно приходится делать на заказ.
В современных бумагоделательных машинах ткани могут иметь ширину от 5 футов до превышающей 33 фута (от 1,5 до 10 м), длину от 40 футов до превышающей 400 футов (от 12 до 122 м) и вес приблизительно от 100 фунтов до превышающего 3000 фунтов (от 45 до 1360 кг). Эти ткани изнашиваются и требуют замены. Замена тканей часто включает выведение машины из эксплуатации, снятие изношенной ткани, подготовку ткани к установке и установку новой ткани. Хотя многие ткани являются бесконечными, приблизительно половина тканей, используемых в прессовых секциях бумагоделательных машин, на сегодняшний день являются сшиваемыми на машине тканями. Некоторые ленты для процессов бумажного производства (PIPB - Paper Industry Process Belts) рассчитаны на возможность сшивания их на машине, например некоторые транспортные ленты, известные как Transbelt®. Установка такой ткани включает натягивание основной части ткани на машину и соединение концов ткани с формированием бесконечной ленты.
В ответ на эту потребность в более быстром и эффективном изготовлении прессовых тканей различной длины и ширины прессовые ткани в последние годы производились с использованием технологии спиральной намотки, описанной в патенте США №5360656, выданном Rexfelt и др., содержание которого включено в настоящее описание посредством ссылки.
В патенте США №5360656 описана прессовая ткань, содержащая ткань-основу, имеющую по меньшей мере один слой штапельного волокнистого материала, вшитого в нее. Ткань-основа содержит по меньшей мере один слой, состоящий из спирально намотанной тканой полосы ткани, ширина которой меньше ширины ткани-основы. Ткань-основа является бесконечной в продольном, или машинном, направлении. Продольные нити спирально намотанной полосы составляют угол с продольным направлением прессовой ткани. Тканая полоса ткани может быть плоскотканой на станке, который является более узким, чем станки, обычно используемые в производстве одежды для бумагоделательной машины.
Ткань-основа содержит множество спирально намотанных и соединенных витков относительно узкой тканой полосы ткани. Полосу ткани ткут из продольных (основа) и поперечных (уток) нитей. Смежные витки спирально навитой полосы ткани могут граничить друг с другом, и непрерывный спиральный шов, созданный таким образом, может быть соединен сшиванием, стежками, оплавлением, сваркой (например, ультразвуком) или склеиванием. В альтернативном случае смежные продольные части кромок прилегающих витков могут быть соединены внахлестку при условии, что кромки имеют уменьшенную толщину, чтобы не создать увеличенную толщину в зоне перекрытия. В альтернативном случае промежуток между продольными нитями может быть увеличен у кромок полосы, чтобы, когда соседние витки накладываются друг на друга, могло оставаться неизменное расстояние между продольными нитями в зоне перекрытия.
В любом случае в результате получается ткань-основа, принимающая форму замкнутой петли и имеющая внутреннюю поверхность, продольное (машинное) направление и поперечное (перпендикулярное машинному) направление. Боковые кромки ткани-основы затем подравнивают, чтобы они были параллельны продольному (машинному) направлению. Угол между машинным направлением ткани-основы и непрерывным спиральным швом может быть относительно небольшим, обычно менее 10°. К тому же продольные (основа) нити полосы ткани составляют такой же относительно небольшой угол с продольным (машинным) направлением ткани-основы. Подобным же образом поперечные (уток) нити полосы ткани, будучи, по существу, перпендикулярными продольным (основа) нитям, составляют такой же относительно небольшой угол с поперечным (кросс-машинным) направлением ткани-основы. Заметим, что поперечные и продольные нити в полосе ткани могут сдвигаться, так что они не всегда перпендикулярны друг другу. Короче говоря, ни продольные (основа), ни поперечные (уток) нити полосы ткани не совпадают с продольным (машинным) или поперечным (кросс-машинным) направлениями ткани-основы.
Прессовая ткань, имеющая такую ткань-основу, может быть названа многоосной прессовой тканью. В то время как обычные известные прессовые ткани имеют три оси: одна в машинном направлении (MD), одна в поперечном направлении (CD) и одна в z-направлении, которая проходит в направлении толщины ткани, многоосная прессовая ткань имеет не только эти три оси, но также имеет по меньшей мере еще две оси, определяемые направлениями систем нитей в ее спирально намотанном слое или слоях. Кроме того, в z-направлении многоосной прессовой ткани расположены проточные каналы. Как следствие, многоосная прессовая ткань имеет по меньшей мере пять осей. Благодаря такой многоосной структуре многоосная прессовая ткань, имеющая более одного слоя, проявляет высокое сопротивление к проникновению слоев друг в друга и/или к сминанию при сжатии в зонах прессования во время процесса изготовления бумаги по сравнению с тканью-основой, имеющей слои, чьи системы нитей параллельны одна другой.
До недавнего времени многоосные прессовые ткани вышеупомянутого типа выпускались только в замкнутом виде. Их использование ограничивалось прессовыми секциями, имеющими консольно заделанные прессовые валки и другие компоненты, которые позволяют устанавливать бесконечную прессовую ткань с боковой стороны прессовой секции. Однако относительная простота производства и высокое сопротивление сжатию послужили росту интереса и потребности в многоосных прессовых тканях, которые можно сшивать с образованием бесконечной формы во время установки на прессовую секцию, делая такие прессовые ткани пригодными для установки на бумагоделательные машины, не имеющие консольных составных частей. Многоосные прессовые сшиваемые на машине ткани, созданные для удовлетворения этой потребности, описаны в патентах США №5916421, 5939176 и 6117274, выданных на имя Yook, содержание которых включено в настоящее описание посредством ссылки.
Патент США №5916421 описывает многоосную сшиваемую на машине прессовую ткань для прессовой секции бумагоделательной машины, выполненную из слоя ткани-основы, полученного путем спиральной намотки полосы ткани с образованием смежных витков, каждый из которых стыкуется с соседними витками и скреплен с ними с примыканием друг к другу. Получившийся слой бесконечной ткани-основы укладывают с созданием первого и второго слоев, соединенных друг с другом по сгибам на их поперечных кромках. Поперечные нити удаляют из каждого витка полосы ткани на сгибах на поперечных кромках, чтобы создать несвязанные части продольных нитей. По одному сшивающему элементу, имеющему шовные петли вдоль одной из его поперечных кромок, располагают между первым и вторым слоями ткани на каждом из сгибов на двух поперечных кромках разложенного слоя ткани-основы. Шовные петли выступают наружу между несвязанными частями продольных нитей из промежутка между первым и вторым слоями ткани. Первый и второй слои ткани соединяют с образованием слоистой структуры путем пропускания через них с помощью иглы прочеса из штапельного волокна. Прессовую ткань соединяют с образованием бесконечной формы во время надевания на бумагоделательную машину путем пропускания штыря через проход, образованный переплетением шовных петель, расположенных на двух поперечных кромках.
В патенте США №5939176 также описана многоосная сшиваемая на машине прессовая ткань. Эта ткань также выполнена из слоя ткани-основы, полученного путем спиральной намотки полосы ткани с образованием смежных витков, каждый из которых стыкуется с соседними витками и скреплен с ними с примыканием друг к другу. Получившийся слой бесконечной ткани разглаживают с созданием первого и второго слоев, соединенных друг с другом по сгибам на их поперечных кромках. Поперечные нити удаляют из каждого витка полосы ткани на сгибах на поперечных кромках, чтобы создать шовные петли. Первый и второй слои ткани соединяют с образованием слоистой структуры путем пропускания через них с помощью иглы прочеса из штапельного волокна. Прессовую ткань соединяют с образованием бесконечной формы во время установки на бумагоделательную машину путем пропускания штыря через проход, образованный переплетением шовных петель, расположенных на двух поперечных кромках.
Наконец, в патенте США №6117274 описана другая сшиваемая на машине многоосная прессовая ткань. Эта ткань также выполнена из слоя ткани-основы, полученного путем спиральной намотки полосы ткани с образованием смежных витков, каждый из которых стыкуется с соседними витками и скреплен с ними с примыканием друг к другу. Получившийся слой бесконечной ткани разглаживают с созданием первого и второго слоев, соединенных друг с другом по сгибам на их поперечных кромках. Поперечные нити удаляют из каждого витка полосы ткани на сгибах на поперечных кромках, чтобы создать несвязанные части продольных нитей. Затем сшиваемую на машине ткань-основу, имеющую шовные петли вдоль поперечных кромок, располагают между первым и вторым слоями разглаженного слоя ткани-основы. Шовные петли выступают наружу между несвязанными частями продольных нитей из промежутка между первым и вторым слоями ткани. Первый слой ткани, сшиваемую на машине ткань-основу и второй слой ткани соединяют с образованием слоистой структуры путем пропускания через них с помощью иглы прочеса из штапельного волокна. Прессовую ткань соединяют с образованием бесконечной формы во время установки на бумагоделательную машину путем пропускания штыря через проход, образованный переплетением шовных петель, расположенных на двух поперечных кромках.
Шов обычно является критичной частью сшиваемой ткани, так как для однородности бумаги, малого количества оставляемых на бумаге следов и превосходной работоспособности ткани необходим шов, подобный, насколько это возможно, остальной части ткани в отношении таких свойств, как толщина, структура, прочность, проницаемость и т.д. Важно, чтобы зона шва хорошо работала под нагрузкой и имела такую же проницаемость по отношению к воде, как остальная часть ткани, таким образом препятствуя периодическому появлению следов на изготавливаемом бумажном изделии, оставляемых зоной шва. Несмотря на значительные технические препятствия, создаваемые этими требованиями к швам, существует большая потребность в создании сшиваемых тканей из-за сравнительной легкости и безопасности, с которыми они могут быть установлены.
Как отмечено выше в ссылке на патент США №5939176, поперечную зону многоосной ткани распускают и ткань затем в этой распущенной зоне перегибают для создания шовных петель. Недостатком такого подхода в создании шва в многоосной структуре ткани является наличие хвостов поперечных нитей, которые появляются в зоне шва. Эти хвосты обусловлены наличием угла, под которым расположена поперечная нить и который связан с шириной полосы, длиной ткани и наклоном полосы. Эти хвосты нитей не закреплены в ткани-основе и могут свободно двигаться или "мигрировать" в зону шва. Эта проблема известна как миграция нитей. Когда происходит эта миграция, концы в поперечном направлении перемещаются в зону шва и мешают соединению шва (иногда значительно). Кроме того, эти несвязанные нити не обеспечивают требуемую равномерную поддержку для волокнистого соединительного материала в зоне шва.
Делались попытки использовать некоторые связующие вещества, чтобы связать эти нити и предотвратить миграцию, но с ограниченным успехом. Поэтому существует потребность в усовершенствованном шве, чтобы предотвратить миграцию в многоосных тканях.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение предлагает усовершенствованный шов для многоосных тканей. Предложенный способ дает решение проблемы миграции нитей в зоне шва. Кроме того, усовершенствованный шов обеспечивает подходящую равномерную поддержку для волокнистого соединительного материала в зоне шва.
Целью изобретения является, таким образом, преодоление вышеупомянутых проблем при сшивании ткани для бумагоделательной машины.
Соответственно, настоящее изобретение относится как к способу сшивания ткани для бумагоделательной машины, так и к шву на ткани, получаемому с использованием этого способа.
Настоящее изобретение относится к способу сшивания сшиваемой на машине многоосной ткани для бумагоделательной машины. Ткань имеет форму замкнутой петли, сложенной в два слоя вдоль первого сгиба и второго сгиба. Нити, проходящие в направлении, поперечном машинному направлению (ПН нити), удаляют из первого и второго сгибов с созданием распущенных зон. При этом нити, проходящие в машинном направлении (МН нити), остаются несвязанными в распущенных зонах. Шовные петли образуют из несвязанных МН нитей на первом и втором сгибах. Материалы, проходящие в поперечном направлении (ПН материала) (например, непрерывные ПН нити), прикрепляют, вплетают или вшивают в ткань вдоль кромок распущенной зоны на каждом сгибе. Прикрепленные ПН материалы действуют с обеспечением связывания частей нитей вдоль поперечных кромок распущенных зон. Ткань сшивают путем переплетения шовных петель из первого и второго сгибов и пропускания через них штыря.
Способ также может включать повторное вплетение по меньшей мере одной дополнительной ПН нити в распущенные зоны для придания требуемых характеристик зоне шва ткани. Эта дополнительная ПН нить может быть нитью, или нитями, или нитевидным материалом, как представлено в патенте США №5476123, иногда называемым здесь "Circumflex" (товарный знак компании Albany International). Прикрепленные ПН материалы могут быть сделаны из нити, имеющей термоплавкую оболочку, или предварительно прикрепленный слой из термоплавкого волокна, или крученую нить из термоплавкого материала. Диаметр прикрепленных ПН материалов может быть меньше, чем диаметр ПН нитей в ткани, таким образом уменьшая отклонение в шве от плоскости. Также распущенные зоны могут быть сделаны шире, чем обычно, чтобы поместить вплетенные прикрепленные ПН материалы в шовных петлях.
Другие аспекты настоящего изобретения включают то, что нити в ткани находятся под небольшим углом к машинному направлению (МН) и поперечному к нему направлению (ПН), и поэтому некоторые нити, удаляемые в поперечном направлении (ПН) вдоль кромок распущенных зон, не проходят по всей ширине ткани, оставляя как полные нити, так и небольшие части в поперечном направлении, которые являются проблематичными, если они мигрируют в зону шовных петель. Ткань формируют из тканой полосы ткани, ширина которой меньше ширины всей ткани и которая выполнена в виде многослойного тканого полотна с двумя боковыми кромками; причем боковые кромки формируют так, что когда полосу ткани наматывают непрерывным спиральным образом с образованием предложенной ткани, боковые кромки стыкуются друг с другом или расположены с перекрытием с образованием спирального шва.
Дальнейшие аспекты настоящего изобретения включают следующее: ткань является предпочтительно сшиваемой на машине многоосной прессовой тканью для прессовой секции бумагоделательной машины. В ткань с помощью иглы может быть пропущен по меньшей мере один слой соединительного материала из штапельного волокна. По меньшей мере некоторые нити могут быть выполнены из полиамида, полиэфира, полибутилен-терефталата или других смол, обычно используемых для создания нитей, используемых при изготовлении тканей для бумагоделательных машин. Любая нить может иметь поперечное сечение круглой, прямоугольной или некруглой формы.
Настоящее изобретение ниже описано более подробно, с частыми ссылками на чертежи, которые описаны ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для более полного понимания изобретения приведено следующее описание и сопровождающие чертежи, на которых:
Фиг.1 изображает вид сверху многоосной ткани-основы в разложенном состоянии;
Фиг.2 изображает вид сверху части поверхности слоя многоосной ткани-основы;
Фиг.3 изображает схематическое поперечное сечение плоского слоя ткани-основы по линии 6-6 на фиг.1;
Фиг.4 изображает схематическое поперечное сечение, аналогичное сечению на фиг.3, после сгиба вдоль распущенной зоны;
Фиг.5 изображает вид сверху части поверхности слоя ткани-основы, показанного на фиг.2, после удаления поперечных нитей для создания распущенной зоны;
Фиг.5А изображает вид сверху распущенной зоны в слое многоосной ткани-основы, как показано на фиг.5;
Фиг.6 изображает схематическое поперечное сечение плоской ткани-основы, иллюстрирующее образование шовных петель вдоль сгиба;
Фиг.7 изображает схематическое поперечное сечение сшитой многоосной прессовой ткани при установке на бумагоделательную машину;
Фиг.8 изображает вид сверху зоны шва сшитой многоосной прессовой ткани, показанной на фиг.7;
Фиг.9 изображает увеличенное схематическое поперечное сечение зоны шовных петель плоской ткани-основы;
Фиг.10 изображает увеличенное схематическое поперечное сечение зоны шовных петель плоской ткани-основы, показывающее непрерывную ПН нить, вплетенную для предотвращения миграции нитей в соответствии с настоящим изобретением;
Фиг.11 изображает вид сверху части поверхности слоя ткани-основы, подобной показанной на фиг.5, иллюстрирующий вплетение непрерывных ПН нитей в распущенной зоне для предотвращения миграции нитей в соответствии с настоящим изобретением;
Фиг.12 изображает вид сверху слоя многоосной ткани-основы, имеющего нить, пришитую зигзагом в распущенную зону шва для предотвращения миграции нитей, в соответствии с одним вариантом выполнения настоящего изобретения;
Фиг.13 изображает вид сверху кромки с шовными петлями слоя многоосной ткани-основы, показывающий нить, пришитую стежками в виде обмоточного шва вдоль кромки шва для предотвращения миграции нитей, в соответствии с другим вариантом выполнения настоящего изобретения;
Фиг.14 изображает вид сверху кромки с шовными петлями многоосной ткани-основы, показывающий нить, пришитую зигзагом вдоль кромки шва для предотвращения миграции нитей, в соответствии с другим вариантом выполнения настоящего изобретения;
Фиг.15 изображает вид сверху легкоплавкого нетканого слоя, вставленного в зону сгиба слоя многоосной ткани-основы до термофиксации шовных петель для предотвращения миграции нитей в соответствии с еще одним вариантом выполнения настоящего изобретения;
Фиг.16 изображает вид сверху слоя многоосной ткани-основы, имеющего нить Circumflex, вшитую в вертикальную распущенную зону шва и удерживаемую на месте тонкой моноволоконной нитью, пришитой зигзагом, в соответствии с настоящим изобретением;
Фиг.17 изображает вид сверху слоя многоосной ткани-основы, имеющего нить Circumflex, вшитую в кромку вертикальной распущенной зоны шва и удерживаемую на месте тонким моноволокном, пришитым зигзагом, в соответствии с настоящим изобретением;
Фиг.18 изображает вид сверху слоя многоосной ткани-основы, имеющего тонкое моноволокно или тонкую нить с оболочкой/сердцевиной, вшитые в вертикальную распущенную зону шва в соответствии с настоящим изобретением;
Фиг.19 изображает вид сверху слоя многоосной ткани-основы, имеющего две различных нити, вшитых в кромку вертикальной распущенной зоны шва двумя рядами стежков в соответствии с настоящим изобретением;
Фиг.20 изображает вид сверху слоя многоосной ткани-основы, имеющего две различные нити, вшитые в вертикальную распущенную зону шва одним рядом стежков в форме двухшагового зигзага в соответствии с настоящим изобретением;
Фиг.21 изображает вид сверху слоя многоосной ткани-основы, имеющего нить Circumflex, вшитую в кромку вертикальной распущенной зоны шва и удерживаемую на месте тонким моноволокном, пришитым стежками другой формы, в соответствии с настоящим изобретением;
Фиг.22 изображает вид сверху слоя многоосной ткани-основы, имеющего две нити Circumflex, пришитые сверху вертикальной распущенной зоны шва и удерживаемые моноволокном зигзагообразной формы на обратной стороне с использованием двойных игл в соответствии с настоящим изобретением;
Фиг.23 изображает вид сверху слоя многоосной ткани-основы, имеющего нити Circumflex, вшитые с обратной стороны вертикальной распущенной зоны шва и удерживаемые на месте моноволокном наверху и внизу с использованием двойных игл в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ
Предпочтительные варианты настоящего изобретения описаны ниже со ссылкой на фиг.1. Фиг.1 изображает вид сверху многоосной ткани-основы в плоском состоянии. После создания ткани-основы 22, как описано в патентах США №5916421, 5939176 и 6117274, описанных выше, ее разглаживают, как показано на виде сверху, представленном на фиг.1. Это превращает слой 22 ткани-основы в сложенную вдвое ткань длиной L, которая равна половине общей длины С слоя 22 ткани-основы, и шириной W. Шов 20 между смежными витками тканой полосы 16 ткани наклонен в одном направлении в верхнем из двух слоев и в противоположном направлении в нижнем слое, как показано штриховыми линиями на фиг.1. Плоский слой 22 ткани-основы имеет две поперечные кромки 36.
Фиг.3 изображает схематическое поперечное сечение по линии 6-6, показанной на фиг.1. В соответствии с настоящим изобретением из смежных сгибов 38 удалены поперечные нити 28 полосы 16 ткани и их сегменты для создания первого слоя 40 ткани и второго слоя 42 ткани, соединенных друг с другом по поперечным кромкам 36 несвязанными частями продольных нитей 26. Фиг.4 изображает схематическое поперечное сечение, аналогичное сечению на фиг.3, одной из двух поперечных кромок 36 сплющенного слоя 22 ткани-основы после удаления поперечных нитей. Эти несвязанные части 44 продольных нитей 26 в конечном итоге образуют шовные петли, используемые при соединении ткани для бумагоделательной машины, получаемой преобразованием слоя 22 ткани-основы в замкнутую петлю во время установки на бумагоделательную машину, как описано в патенте США №5939176.
Фиг.2 изображает вид сверху части поверхности слоя многоосной ткани-основы в месте на одном из сгибов 38 вблизи спирального непрерывного шва 20 между двумя соседними спиральными витками полосы 16 ткани. Продольные нити 26 и поперечные нити 28 находятся под небольшими углами по отношению к машинному направлению (МН) и направлению, перпендикулярному машинному (ПН), соответственно.
Сгиб 38, который становится плоским во время удаления соседних поперечных нитей 28, показан штриховой линией на фиг.2. На практике слой 22 ткани-основы будет сложен в плоское состояние, как описано выше, и сгибы 38 на его двух поперечных кромках будут некоторым образом отмечены, так что их положение будет понятным, когда этот слой сложен. Для того чтобы получить требуемые несвязанные части продольных нитей 26 у сгиба 38, необходимо удалить поперечные нити 28 из зоны, ограниченной штриховыми линиями 46, 48, одинаково отделенными от сгиба 38 на его противоположных сторонах. Этот процесс, называемый распусканием, создает в ткани распущенную зону.
Фиг.5 изображает вид сверху части поверхности слоя ткани-основы, показанного на фиг.2, после удаления поперечных нитей из зоны вокруг сгиба 38. Несвязанные части 44 продольных нитей 26 проходят между штриховыми линиями 46, 48 в зону сгиба 38. Часть поперечной нити 50, которая проходила после штриховой линии 46, удалена, как отмечено выше.
Получение несвязанных частей продольных нитей 26 у двух поперечных кромок 36 сплющенного слоя 22 ткани-основы осложняется двумя факторами. Во-первых, из-за того что полоса 16 ткани имеет меньшую ширину, чем слой 22 ткани-основы, ее поперечные нити 28 не проходят на всю ширину слоя 22 ткани-основы. Во-вторых, что более важно, из-за того что полоса 16 ткани спирально намотана с получением слоя 22 ткани-основы, ее поперечные нити не лежат в направлении, перпендикулярном машинному направлению слоя 22 ткани-основы и, следовательно, не параллельны сгибам 38. Вместо этого поперечные нити имеют небольшой угол, обычно менее 10°, по отношению к направлению, перпендикулярному машинному направлению слоя 22 ткани-основы. Соответственно, чтобы получить несвязанные части продольных нитей 26 у сгибов 38, поперечные нити 28 должны быть ступенчато удалены из сгибов 38 по ширине W слоя 22 ткани-основы.
Другими словами, так как поперечные нити 28 не параллельны сгибу 38 или штриховым линиям 46, 48, в многоосных тканях часто необходимо удалить только часть данной поперечной нити 28, как в случае с поперечной нитью 50 на фиг.2, чтобы очистить пространство между штриховыми линиями 46, 48 от поперечных нитей 28.
Фиг.5А изображает вид сверху распущенной зоны в слое многоосной ткани-основы, показанной на фиг.5. Заметим, что нити поперечного направления (ПН) (горизонтальные на этом виде) вдоль кромок распущенной зоны не проходят через всю ткань, но закреплены в некоторой точке, когда они отклоняются в распущенную зону. Эти закрепленные поперечные нити 50 называются поперечными хвостами. Из-за того что поперечные хвосты не полностью проходят через ткань, они особенно подвержены миграции в распущенную зону/зону шовных петель.
Фиг.6 изображает схематическое поперечное сечение сложенной ткани-основы, иллюстрирующее примерный способ образования шовных петель вдоль сгиба. В этом конкретном способе между первым слоем 40 ткани и вторым слоем 42 ткани напротив несвязанных частей продольных нитей 26 размещают петлеобразующий кабель. Могут быть, например, сделаны стежки 54, чтобы соединить первый слой 40 ткани со вторым слоем 42 по соседству с петлеобразующим кабелем 52, чтобы образовать шовные петли 56 из несвязанных частей продольных нитей 26. В альтернативном случае первый слой 40 ткани может быть соединен со вторым слоем 42 ткани смежно с петлеобразующим кабелем 52 любым другим средством, используемым для такой цели специалистами. Петлеобразующий кабель 52 затем удаляют, оставляя шовные петли 56, образованные вышеупомянутым способом на двух поперечных кромках 36 сложенного слоя 22 ткани-основы.
Фиг.7 изображает схематическое поперечное сечение сшитой многоосной прессовой ткани, установленной на бумагоделательную машину. Фиг.7 изображает слоистую ткань, содержащую сложенный слой 22 ткани-основы, распущенной на обоих сгибах, с выступающими шовными петлями, результатом чего является сшиваемая на машине ткань-основа 60. Концы ткани-основы 60 соединяют друг с другом одним или более слоями из соединительного материала 80 из штапельных волокон, протыкаемого внутрь и сквозь ткань-основу 60, чтобы завершить изготовление предложенной сшиваемой на машине слоистой многоосной прессовой ткани. Соединительный материал 80 сделан из полимерной смолы, предпочтительно из полиамидной или полиэфирной смолы. Шовные петли 56 слоя ткани-основы переплетают и создают шов путем пропускания штыря 58.
Фиг.8 изображает вид сверху зоны шва сшитой многоосной прессовой ткани, показанной на фиг.7. Как указано выше, главный недостаток создания шва в многоосной структуре - это хвосты в поперечном направлении, которые появляются в зоне шва. Фиг.8 изображает поперечные хвосты 100, которые мигрировали в зону шва. Хвосты образованы благодаря прохождению поперечной нити под углом, который связан с шириной полотна, длиной ткани и наклоном полотна многоосной ткани-основы. Эти поперечные нити не закреплены в ткани-основе, а могут свободно перемещаться или "мигрировать". Закрепить нити на месте пытались с помощью некоторых клеящих систем, но с ограниченным успехом. Когда происходит такая миграция, поперечные концы перемещаются в зону шва и мешают сшиванию (иногда значительно).
Фиг.9 изображает увеличенное схематическое поперечное сечение зоны шовных петель сложенной ткани-основы. Поперечные нити или хвосты 70 и 72 являются несвязанными и могут мигрировать в зону шовных петель. В частности, поперечная нить 70 может свободно мигрировать в шовную петлю 56 и помешать соединению шва. Кроме того, поперечная нить 72 может также перемещаться в зоне шва, что приведет к дальнейшей неравномерной поддержке для соединительного материала в зоне шва. Эти мигрирующие нити или хвосты нитей создают много трудностей при сшивании ткани на бумагоделательной машине.
Фиг.10 изображает увеличенное схематическое поперечное сечение зоны шовных петель сложенной ткани-основы, показывающее вплетенную непрерывную поперечную нить для предотвращения миграции нитей в соответствии с настоящим изобретением. Чтобы предотвратить миграцию нитей, один вариант настоящего изобретения использует вплетение непрерывной поперечной нити 82 по ширине ткани вдоль каждой кромки распущенной зоны. Когда ткань сгибают и создают шовные петли, эта непрерывная поперечная нить 82 эффективно блокирует миграцию несвязанных хвостов поперечных нитей в шовные петли 56. В распущенную зону могут также быть вплетены дополнительные непрерывные поперечные нити 84, чтобы придать требуемые характеристики ткани в зоне шва. Например, среди прочего могут быть добавлены нить, нити или шнур за непрерывной поперечной нитью, чтобы обеспечить опору соединительному материалу в зоне шва.
Настоящее изобретение использует поперечные материалы, закрепленные вдоль кромки (кромок) распущенной зоны, чтобы предотвратить миграцию нитей. Поперечные материалы включают непрерывные поперечные нити, поперечные сегменты нитей, поперечные полосы материалов и другие подходящие материалы, обычно используемые в этой отрасли. Эти материалы могут быть прикреплены к ткани-основе вплетением, пришиванием/стежкой, скобами, приклеиванием, плавлением или с помощью любой другой подходящей технологии, известной специалистам. Для вариантов, включающих тканые материалы, поперечные материалы могут быть вплетены с большим или меньшим смещением на каждой стороне ткани-основы. Кроме того, различные поперечные материалы могут быть закреплены в разной последовательности и/или различными путями.
Фиг.11 изображает вид сверху части поверхности слоя ткани-основы, подобной той, что показана на фиг.5, показывающий вплетение одной или нескольких непрерывных поперечных нитей 55 в тело ткани, без хвостов как на стороне распущенной зоны, прилегающей к барабану, так и на стороне, прилегающей к листу бумаги, чтобы предотвратить миграцию нитей в соответствии с настоящим изобретением. Кроме того, в ткань на одной или двух сторонах распущенной зоны может быть вплетена нить 57 Circumflex. Этот вариант настоящего изобретения по существу использует преимущества обычной технологии ткачества для вплетения нитей в зону шва многоосной ткани. Чтобы предотвратить миграцию поперечных хвостов, в то же время поддерживая необходимые свойства, присущие тканым изделиям со швом, в настоящем изобретении снова вплетают несколько нитей назад в зону шовной петли многоосной ткани. Во-первых, распущенную зону делают шире, чем обычно, чтобы в ней поместились дополнительные поперечные материалы. Ширину распущенной зоны легко регулировать, как будет понятно специалистам. Новая ширина распущенной зоны может быть любой, которая требуется, чтобы можно было сделать предлагаемые усовершенствования шва. Как минимум, распущенную зону увеличивают по меньшей мере на ширину двух поперечных нитей, но может быть и на ширину стольких нитей, сколько потребуется. Затем в распущенной зоне открывают зев станка (средства выполнения этого не рассматриваются в изобретении, и это может выполняться либо вручную, либо быть полностью механизировано по всей ширине ткани). Как только зев станка открыт, выбирают требуемую схему ткачества (которая не должна быть такой же, как у основной части ткани в сшитой многоосной основе). Например, могут быть использованы два прохода станка в согласованной последовательности с последними поперечными концами или хвостами, чтобы вставить две непрерывные нити на полную ширину по кромкам распущенной зоны. Обе нити вставляют одновременно и размещают по каждой стороне распущенной зоны. Существующие поперечные хвосты не могут мигрировать через эти вплетенные нити.
Фиг.12 изображает вид сверху слоя многоосной ткани-основы, имеющей низкоплавкие нити 120, вшитые зигзагом в обе стороны распущенной шовной зоны, чтобы предотвратить миграцию нитей согласно варианту настоящего изобретения. "Низкоплавкие нити" определяются как нити, имеющие в качестве компонента материал с точкой плавления ниже, чем полимер, использованный в нитях ткани. Распущенную зону затем сгибают для образования шва, соединения скобами и прошивки шва. Когда вся ткань подвергается термостабилизации для стабилизации ее размеров, низкоплавкие нити сплавляются вместе, таким образом удерживая концы поперечных нитей и хвосты на месте. В альтернативном случае вшитые зигзагом нити могут быть точечно приварены к ткани ультразвуком в различных точках.
Другие варианты изобретения могут быть использованы после того, как шов образован, соединен скобами и прошит вдоль выравнивающих линий. Как показано на фиг.13, вдоль кромки с шовными петлями многоосного слоя ткани-основы может быть прострочена обметочным швом нить 130, чтобы предотвратить миграцию нитей. Другой вариант настоящего изобретения, как показано на фиг.14, - это нить 140, пришитая зигзагом вдоль кромки с шовными петлями слоя многоосной ткани-основы, чтобы предотвратить миграцию нитей. Кроме того, нить 130 на фиг.13 и нить 140 на фиг.14 могут быть низкоплавкими нитями, подобными нити 120, описанной выше со ссылкой на фиг.12.
Другой вариант изобретения состоит в том, чтобы вставить низкоплавкую нетканую полосу 150 в согнутую/распущенную зону слоя многоосной ткани-основы перед термостабилизацией шовных петель, чтобы предотвратить миграцию нитей, как показано на фиг.15. При термостабилизации петель полоса становится клейкой и при охлаждении удерживает поперечные нити на месте, таким образом препятствуя миграции нитей. В альтернативном случае перед сгибанием ткани для создания шва низкоплавкая нетканая полоса 150 может быть закреплена (например, проутюжена или приклеена) на одной стороне распущенной зоны, так что, когда ткань складывают, чтобы образовать шовные петли, нетканая полоса находится внутри прошитой зоны.
Материалом нитей может быть любой подходящий материал, который будет уменьшать износ шва, уменьшать хлопанье или шум шва и/или уменьшать неплоскостность шва, улучшать процесс сшивания и т.д. Диаметры нитей могут быть меньше, чем диаметры поперечных нитей ткани, уменьшая, таким образом, отклонения от плоскости, передаваемые шву. Нити могут также быть много меньшего диаметра, но с термоплавкой оболочкой, или со слоем термоплавкого волокна, прикрепленного заранее, или быть крученой нитью из термоплавкого материала, или просто быть стандартным моноволоконным материалом. Эти вплетенные нити могут затем быть вплавлены на место.
Любые нити, добавляемые чтобы предотвратить миграцию нитей, как показано здесь, могут быть вставлены, вплетены и/или пришиты вручную или машиной, как требуется. Кроме того, эти нити могут быть добавлены и/или пришиты по многочисленным схемам, включая, но не ограничиваясь этим, зигзаг и обметочный шов, описанные здесь.
Если необходимо, могут быть вставлены дополнительные поперечные нити непрерывно на каждой стороне распущенной зоны, чтобы создать любые требуемые свойства ткани или требуемую ширину. Например, может быть желательным вставить иную нить, например нить Circumflex, как упомянуто выше, чтобы еще больше уменьшить износ шва, появление следов на бумаге и шум. Эта нить Circumflex необязательна, но также может быть вставлена, чтобы еще более улучшить сшитое изделие.
Как упомянуто ранее, улучшенный шов может быть создан, чтобы обеспечить подходящую равномерную поддержку для волокнистого соединительного материала в зоне шва. Это может быть выполнено путем добавления одной или более дополнительных нитей в распущенной зоне. По существу, дополнительные нити действуют как заменитель, компенсирующий различную толщину ткани и различные свойства зоны шва, получаемые по меньшей мере частично путем удаления исходных поперечных нитей ткани, чтобы получить распущенную зону. Эти нити могут быть любой подходящей комбинацией нитей Circumflex и других типов нитей. Кроме того, различные стежки и другая технология могут быть использованы для закрепления нитей. Фиг.16-23 показывают ряд примерных подходящих комбинаций в соответствии с описанием данного изобретения. Каждый чертеж изображает вид сверху многоосной ткани-основы, имеющей вертикальную распущенную зону шва. На фиг.16 нить 160 Circumflex вшита в распущенную зону шва и удерживается на месте моноволокном 170, пришитым в виде зигзага. Заметим, что нить Circumflex может быть расположена в любом месте между кромками распущенной зоны. На фиг.17 нить 160 Circumflex вшита в кромку распущенной зоны шва. На фиг.18 показана тонкая моноволоконная нить или нить 180 с тонкой оболочкой/сердцевиной, непосредственно вшитая в распущенную зону шва. Эта нить также может быть расположена в любом месте между кромками распущенной зоны. На фиг.19 показаны две различные нити, вшитые в кромку распущенной зоны шва двумя рядами стежков 190. Различные нити могут иметь различную степень шероховатости, размер и материал. На фиг.20 показаны две различные нити, вшитые в распущенную зону шва и удерживаемые на месте одним рядом стежков 200, пришитых двухшаговым зигзагом. На фиг.21 показана дополнительная нить, вшитая в кромку распущенной зоны шва тонкой моноволоконной нитью с использованием другой схемы стежков 210. Любой подходящий тип стежков может быть использован как вполне допустимый. На фиг.22 две нити Circumflex пришиты наверху распущенной зоны шва и удерживаются на месте мононитью, пришитой на обратной стороне по зигзагообразной схеме с использованием двойных игл (не показаны) по схеме 220. Подобным же образом на фиг.23 показаны нити Circumflex, вшитые с обратной стороны в вертикальную распущенную зону шва и удерживаемые на месте мононитью наверху и в нижней части с использованием двойных игл по схеме 230.
Настоящее изобретение не только предотвращает миграцию поперечных нитей, которая мешает сшиванию ткани, но ширина распущенной зоны и линия вплетения вставляемых нитей могут выбираться, чтобы придать различные свойства зоне шва, которые не были ранее возможны для многоосных сшитых изделий, но часто присущи тканым сшитым изделиям. Следовательно, настоящее изобретение дает возможность комбинировать преимущества многоосной конструкции ткани-основы с преимуществами тканой сшитой ткани.
Например, термоплавкие мононити часто нежелательны в качестве поперечных нитей для тела ткани (особенно перед соединением), и технология нитей с термоплавкой оболочкой/сердцевиной также является дорогой. Однако термоплавкие или обработанные клеящим веществом нити могут быть полезны и эффективны по стоимости, когда они вводятся в зону шва перед термостабилизацией петель. Точка плавления этих материалов может быть выбрана так, чтобы эти нити не активировались во время термостабилизации петель, а активировались во время окончательной термостабилизации, когда все концы поперечных нитей готовы для сварки и закрепления, перед тем как шов обрезается и ткань отправляется к покупателю.
Ткань, создаваемая ткачеством для получения сшиваемой на машине ткани-основы, может быть одинарной или многослойной и может быть соткана из мононити, согнутой мононити или мультинитей из синтетической полимерной смолы, такой как полиэфир или полиамид. Нити, которые образуют шовные петли 56 и в основном являются продольными нитями, предпочтительно являются мононитями.
Ткань согласно настоящему изобретению содержит нити преимущественно из полиэфира, полиамида, полибутилен-терефталата (PBT) или других полимеров, известных специалистам. Могут также использоваться бикомпонентные нити или нити с оболочкой/сердцевиной. Понятно, что может использоваться любая комбинация полимеров для любой из нитей. Нити машинного (МН) и поперечного к нему (ПН) направления могут иметь круглое поперечное сечение с одним или несколькими различными диаметрами. Кроме того, в дополнение к круглому поперечному сечению одна или несколько нитей машинного (МН) направления, поперечного (ПН) направления или вплетенных/вшитых нитей могут иметь поперечные сечения другой формы, например прямоугольную или другую некруглую форму.
Модификации изложенного выше, очевидные специалистам в данной области, не выходят за пределы объема настоящего изобретения. Все возможные ситуации охватываются формулой изобретения.
Изобретение относится к способам сшивания сшиваемой на машине многоосной ткани для бумагоделательной машины. Многоосная ткань имеет вид замкнутой петли, сложенной в два слоя вдоль линий сгиба. Поперечные нити удаляют из сгибов, чтобы создать протяженные распущенные зоны. При этом нити, проходящие в машинном направлении - МН нити, остаются несвязанными в распущенных зонах. Затем из несвязанных МН нитей на сгибах создают шовные петли. Вдоль кромок распущенной зоны на каждом сгибе прикрепляют к ткани поперечные материалы, например непрерывные поперечные нити. Прикрепленные поперечные материалы связывают хвосты поперечных нитей вдоль кромок распущенных зон. Изобретение позволяет предотвратить миграции нитей в зону шва и повысить качество шва. 4 н. и 37 з.п. ф-лы, 23 ил.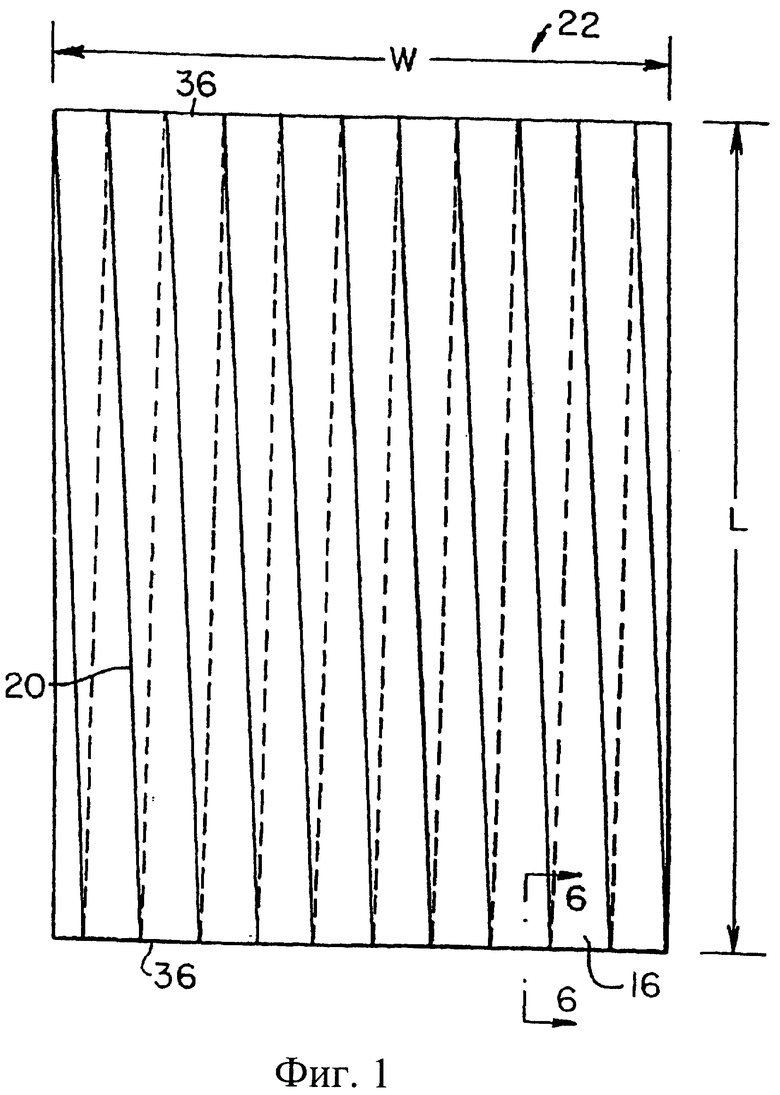
1. Способ сшивания сшиваемой на машине многоосной ткани для бумагоделательных машин, имеющей форму бесконечной петли, сложенной в два слоя вдоль первого сгиба и второго сгиба, включающий:
удаление нитей, проходящих в направлении, поперечном машинному направлению - ПН нитей, из первого и второго сгибов для создания распущенных зон, при этом в распущенных зонах нити, проходящие в машинном направлении - МН нити, являются несвязанными,
образование шовных петель из несвязанных МН нитей на первом и втором сгибах,
закрепление материалов, проходящих в направлении, поперечном машинному направлению - ПН материалов, вдоль кромок распущенной зоны на каждом сгибе, связывая, таким образом, нити вдоль поперечных кромок распущенных зон, и
сшивание ткани путем переплетения шовных петель из первого и второго сгибов и введение через них штыря.
2. Способ по п.1, в котором дополнительно вплетают, по меньшей мере, одну дополнительную ПН нить в распущенные зоны для придания требуемых свойств зоне шва ткани.
3. Способ по п.2, в котором в качестве дополнительной ПН нити используют нить Circumflex.
4. Способ по п.1, в котором в качестве прикрепляющих ПН материалов используют нити, имеющие термоплавкую оболочку или сердцевину, или предварительно прикрепленный слой термоплавкого волокна, или крученую нить из термоплавкого материала.
5. Способ по п.1, в котором в качестве прикрепляющих ПН материалов используют плоскую полосу материала.
6. Способ по п.1, в котором в качестве прикрепляющих ПН материалов используют закрепленные ПН нити, при этом диаметр прикрепляющих ПН нитей меньше диаметра ПН нитей в ткани с уменьшением таким образом отклонения шва от плоскости.
7. Способ по п.1, в котором нити в ткани проходят под небольшим углом по отношению к машинному направлению и к направлению, поперечному к машинному, и, следовательно, по меньшей мере, некоторые из нитей, удаляемых в поперечном направлении вдоль кромок распущенных зон, не проходят по всей ширине ткани.
8. Способ по п.1, в котором ткань образуют из тканой полосы ткани, ширина которой меньше ширины ткани и которая соткана с двумя боковыми кромками, выполненными так, что, когда полосу ткани наматывают в непрерывную спираль с образованием ткани, смежные боковые кромки тканой полосы ткани перекрываются с образованием спирального шва.
9. Способ по п.1, в котором дополнительно в ткань пропускают с помощью иглы, по меньшей мере, один слой соединительного материала из штапельного волокна.
10. Способ по п.9, в котором ткань является сшиваемой на машине слоистой многоосной прессовой тканью для прессовой секции бумагоделательной машины.
11. Способ по п.1, в котором в качестве прикрепляющих ПН материалов используют нити, и, по меньшей мере, некоторые из этих нитей являются полиамидными, полиэфирными, полибутилен-терефталатовыми нитями или бикомпонентными нитями с оболочкой или сердцевиной.
12. Способ по п.1, в котором в качестве прикрепляющих ПН материалов используют нити, и, по меньшей мере, некоторые из этих нитей имеют круглое поперечное сечение, прямоугольное поперечное сечение или другое некруглое сечение.
13. Способ по п.1, в котором при указанном прикреплении вплетают непрерывные ПН нити вдоль кромок распущенной зоны.
14. Способ по п.13, в котором распущенные зоны делают шире с обеспечением размещения вплетенных непрерывных ПН нитей в шовных петлях.
15. Ткань для бумагоделательной машины, содержащая:
многоосную ткань-основу в виде замкнутой петли, сложенной в два слоя вдоль первого сгиба и второго сгиба,
причем ткань-основа имеет шовные петли, образованные из несвязанных нитей, проходящих в машинном направлении - МН нитей, в распущенных зонах вдоль первого и второго сгибов, при этом распущенные зоны образованы путем удаления нитей, проходящих в направлении, поперечном машинному направлению - ПН нитей, оставляя, таким образом, МН нити несвязанными в распущенных зонах, и
материалы, проходящие в направлении, поперечном машинному направлению - ПН материалы, прикрепленные к ткани-основе вдоль кромок распущенной зоны на каждом сгибе, связывая, таким образом, нити вдоль поперечных кромок распущенных зон.
16. Ткань по п.15, которая сшита путем переплетения шовных петель из первого и второго сгибов и пропускания через них штыря.
17. Ткань по п.15, содержащая, по меньшей мере, одну дополнительную ПН нить, вплетенную в распущенные зоны для придания требуемых свойств зоне шва ткани.
18. Ткань по п.17, в которой дополнительная ПН нить является нитью Circumflex.
19. Ткань по п.15, в которой прикрепленные ПН материалы являются нитями, имеющими термоплавкую оболочку или заранее прикрепленный слой из термоплавкого волокна, или крученой нитью из термоплавкого материала.
20. Ткань по п.15, в которой прикрепленные ПН материалы содержат плоскую полосу материала.
21. Ткань по п.15, в которой прикрепленные ПН материалы представляют собой прикрепленные ПН нити, диаметр которых меньше диаметра ПН нитей в ткани-основе с обеспечением тем самым уменьшения отклонения шва от плоскости.
22. Ткань по п.15, в которой нити в ткани-основе составляют небольшой угол по отношению к машинному направлению и поперечному направлению, следовательно, по меньшей мере, некоторые из нитей, удаленных в поперечном направлении вдоль кромок распущенных зон, не проходят по всей ширине ткани.
23. Ткань по п.15, в которой ткань-основа образована из тканой полосы ткани, ширина которой меньше ширины ткани и которая имеет вид многослойной ткани с двумя боковыми кромками, выполненными так, что, когда полоса ткани наматывается в непрерывную спираль с образованием ткани-основы, смежные боковые кромки тканой полосы ткани перекрываются с образованием спирального шва.
24. Ткань по п.15, которая является сшиваемой на машине слоистой многоосной прессовой тканью для прессовой секции бумагоделательной машины.
25. Ткань по п.15, дополнительно содержащая, по меньшей мере, один слой соединительного материала из штапельного волокна, пропущенного в ткань с помощью иглы.
26. Ткань по п.15, в которой прикрепленные ПН материалы являются нитями, и, по меньшей мере, некоторые из этих нитей являются полиамидными, полиэфирными или полибутилен-терефталатовыми нитями.
27. Ткань по п.15, в которой прикрепленные ПН материалы являются нитями, и, по меньшей мере, некоторые из этих нитей имеют круглое поперечное сечение, прямоугольное поперечное сечение или другое некруглое поперечное сечение.
28. Ткань по п.15, в которой ПН материалы, прикрепленные к ткани-основе, являются непрерывными ПН нитями, вплетенными в ткань-основу.
29. Ткань по п.28, в которой распущенные зоны сделаны шире с обеспечением размещения вплетенных непрерывных ПН нитей в шовных петлях.
30. Способ по п.1, в котором ПН материалы прикрепляют вдоль кромок распущенной зоны с использованием стежков в форме зигзага.
31. Способ по п.1, в котором ПН материалы прикрепляют вдоль кромок распущенной зоны с использованием стежков в форме обметочного шва.
32. Ткань по п.15, в которой ПН материалы прикреплены вдоль кромок распущенной зоны с использованием стежков в форме зигзага.
33. Ткань по п.15, в которой ПН материалы прикреплены вдоль кромок распущенной зоны с использованием стежков в форме обметочного шва.
34. Способ сшивания сшиваемой на машине многоосной ткани для бумагоделательной машины, имеющей форму бесконечной петли, сложенной в два слоя вдоль первого сгиба и второго сгиба, включающий:
удаление нитей, проходящих в направлении, поперечном машинному направлению - ПН нитей, из первого и второго сгибов для создания распущенных зон, при этом в распущенных зонах нити, проходящие в машинном направлении - МН нити, являются несвязанными,
образование шовных петель из несвязанных МН нитей на первом и втором сгибах,
закрепление кромок распущенной зоны в поперечном направлении на каждом сгибе с использованием линии стежков, связывая, таким образом, нити вдоль поперечных кромок распущенных зон, и
сшивание ткани путем переплетения шовных петель из первого и второго сгибов и введение через них штыря.
35. Способ по п.34, в котором линия стежков является зигзагообразной.
36. Способ по п.34, в котором линия стежков имеет форму обметочного шва.
37. Способ по п.34, в котором вдоль кромок распущенной зоны прикрепляют материалы, проходящие в направлении, поперечном машинному направлению - ПН материалы, с использованием линии стежков.
38. Ткань для бумагоделательной машины, содержащая:
многоосную ткань-основу в виде замкнутой петли, сложенной в два слоя вдоль первого сгиба и второго сгиба,
причем ткань-основа имеет шовные петли, образованные из несвязанных нитей, проходящих в машинном направлении - МН нитей, в распущенных зонах вдоль первого и второго сгибов, при этом распущенные зоны образованы путем удаления нитей, проходящих в направлении, поперечном машинному направлению - ПН нитей, оставляя, таким образом, МН нити несвязанными в распущенных зонах, и
кромки распущенной зоны в поперечном направлении закреплены на каждом сгибе с использованием линии стежков, связывая, таким образом, нити вдоль поперечных кромок распущенных зон.
39. Ткань по п.38, в которой линия стежков является зигзагообразной.
40. Ткань по п.38, в которой линия стежков имеет форму обметочного шва.
41. Ткань по п.38, в которой вдоль кромок распущенной зоны прикреплены материалы, проходящие в направлении, поперечном машинному направлению - ПН материалы, с использованием линии стежков.
| US 5939176 А, 17.08.1999 | |||
| WO 9006386 А1, 14.06.1990 | |||
| JP 1085392 А, 30.03.1989 | |||
| Сшитое прессовое сукно для обезвоживания целлюлозной массы в сушильной машине | 1990 |
|
SU1836506A3 |
| СТРУКТУРА-ОСНОВА ДЛЯ СШИВАЕМЫХ ТКАНЕЙ ДЛЯ БУМАГОДЕЛАТЕЛЬНЫХ МАШИН | 2002 |
|
RU2217540C1 |

