Изобретение относится к фланцевому профилю для насаживания на стыкуемые края элементов воздуховода и для размещения уголков с целью образования монтажной рамы, причем фланцевые профили выполнены в поперечном сечении, в основном, L-образными и причем одна полка L-образного профиля спрофилирована в виде открытой с одной стороны двухстенной полки для перекрытия краевых зон элементов воздуховода, а другая полка - в виде полой камеры для размещения одной полки уголка, причем в зоне перехода между этими обеими полками за счет обратного фальцевания на 180° образована разделяющая обе полки двойная стенка, которая касается носиком своего обратного фальца одного из участков стенки.
Изобретение базируется, например, на свидетельстве на полезный образец DE 9114679 U1 заявителя или на фланцевых профилях, описанных в ЕР 0085355 А1 или DE 3203204 А1.
Известные профили, в частности родовой профиль, отличаются тем, что обеспечивают высокую герметичность против утечки воздуха из воздуховода. Известны также дополнительные уплотнения внутри профиля, например из DE 3618822 С2, DE 4303150 А1 или DE 9320128 U1. Тем не менее все-таки еще могут возникнуть неплотности, в частности тогда, когда воздуховоды слегка изгибаются, так что между стенкой воздуховода и насаженным профилем проникает воздух, который затем может выходить в поперечном направлении через участок профиля, служащий для размещения полок уголка.
Устранение этих недостатков и является задачей изобретения, причем согласно изобретению эта задача решается за счет того, что участок стенки и носик обратного фальца соединены между собой выполненным лазерной сваркой сварным швом.
За счет того, что предусмотрен выполненный лазерной сваркой сварной шов, можно выполнить один участок профиля в виде полой камеры и воздухонепроницаемо закрыть его относительно участка насаживания профиля. Выполнение лазерной сваркой сварного шва служит для того, чтобы при его выполнении не возникало, как у обычных сварных швов, опасности, что профили при сварке покоробятся или иным образом деформируются.
Образование камеры может происходить при этом различным образом, а именно, во-первых, так, что за счет обратного фальцевания на 180° профиль имеет гладкую стенку в той плоскости, которая в рабочем положении лежит в плоскости разделительного шва. В этом случае сварной шов предусмотрен в этой стенке.
Если обратное фальцевание из листа, лежащего в плоскости разделительного шва, осуществляют внутрь, то выполненный лазерной сваркой сварной шов согласно изобретению находится на соответствующем участке задней профильной стенки, обращенной от плоскости разделительного шва. Результат герметизации вышележащего участка профиля сварным швом при этом такой же, как и в случае с обратным фальцем.
Само собой, выполненный лазерной сваркой сварной шов не обязательно должен быть сплошным. Как это известно из обычной сварки, сварной шов может быть выполнен лазерной сваркой также периодически или с определенным тактом, причем в таком случае речь идет не о герметичности, а о жесткости на скручивание изготовленного таким образом профиля.
Другие признаки, подробности и преимущества изобретения приведены в последующем описании, а также на чертежах, на которых изображают:
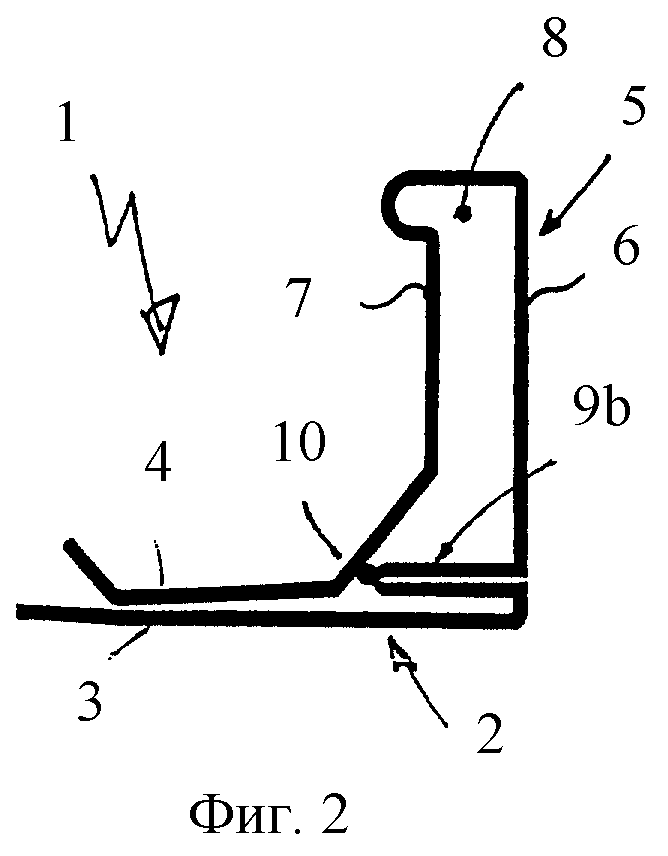
- фиг.1 и 2: два выполненных по-разному фланцевых профиля согласно изобретению;
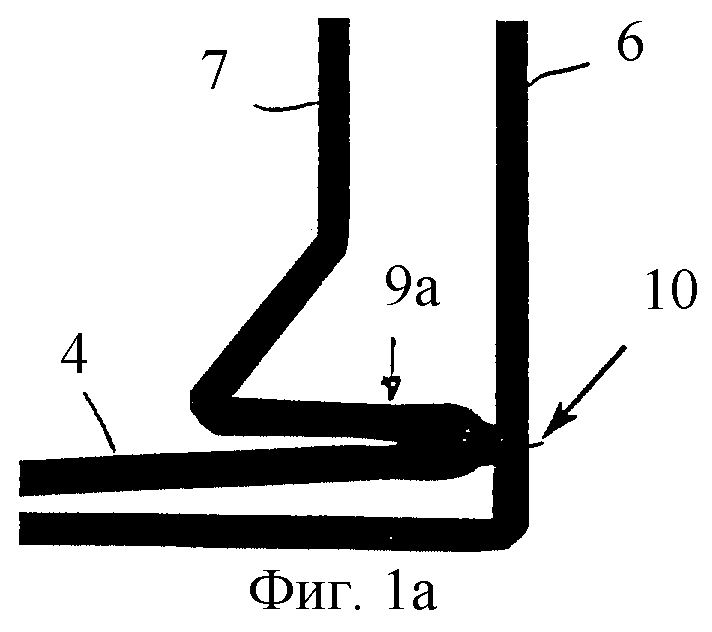
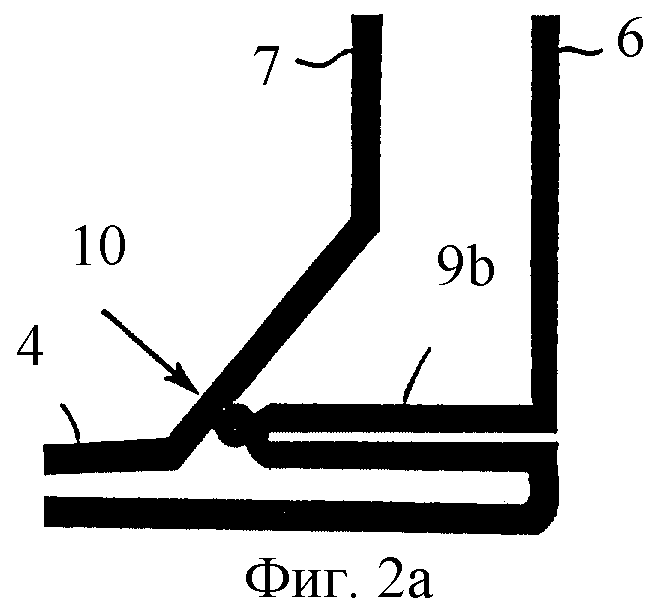
- фиг.1а и 2а: увеличенные участки профиля в разрезе со схематичным сварным швом.
Обозначенный, в целом, поз.1 фланцевый профиль изготавливают из стальной полосы путем холодной деформации, он в сечении, в основном, L-образный с двухслойной перемычкой 2, обе полки 3, 4 которой надевают на торцовую кромку воздуховода, и со второй полкой 5, оба листа 6, 7 которой образуют внутри полую камеру 8, в которую в рабочем положении вставляют полки уголка, о чем здесь подробно не раскрывается.
На фиг.1 и 2 функционально одинаковые детали обозначены одинаковыми ссылочными позициями.
В обоих примерах выполнения профильная стенка 6 образующей полую камеру полки 5 располагается в рабочем положении в плоскости разделительного шва. На этой стенке размещают затем, например, эластичное уплотнение и т.п. В случае примера выполнения на фиг.1 до нижней части камеры 8 доходит обратный фальц листовой детали, которая образует обращенную от плоскости разделительного шва заднюю стенку 7. Этот задний фальц обозначен на фиг.1 поз. 9а.
На фиг.2 этот замыкающий камеру фальц образован листом 6, который представляет собой плоскость разделительного шва, и этот обратный фальц обозначен на фиг.2 поз. 9b.
Как видно, обратные фальцы 9а и 9b упираются в каждом случае в противоположную стенку, в первом случае в стенку 6, а во втором случае в стенку 7. Торцевая зона этого обратного фальца фиксирована при этом на этой стенке выполненным, согласно изобретению, лазерной сваркой сварным швом 10, как это видно, в частности, из увеличенных изображений на фиг.1а и 2а.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕКЦИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТЕРА | 2003 |
|
RU2286300C2 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ ГАЗООБРАЗНЫХ ГАЛОГЕНОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕЕК ДЛЯ ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2176289C2 |
| СЕКЦИЯ ЖЕЛОБА ТРАНСПОРТЕРА | 2003 |
|
RU2309105C2 |
| СЕКЦИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТЕРА | 2003 |
|
RU2286301C2 |
| ФАСОННАЯ ДЕТАЛЬ, ТРУБА ИЛИ ЧАСТЬ ТРУБЫ, ИЗГОТОВЛЕННАЯ ИЗ НЕЕ, И ПРОДОЛЬНОЕ ФАЛЬЦЕВОЕ СОЕДИНЕНИЕ | 1990 |
|
RU2026123C1 |
| Стыковое соединение между двумя участками круглых, овальных или прямоугольных воздуховодов из листовой стали | 1991 |
|
SU1831642A3 |
| СИСТЕМА ПРОФИЛЕЙ | 2004 |
|
RU2367759C2 |
| УЛУЧШЕННАЯ БАЛКА | 2004 |
|
RU2340744C2 |
| СВАРНОЙ ПОСРЕДСТВОМ ЛАЗЕРНОЙ СВАРКИ ПОДКРАНОВЫЙ РЕЛЬС ДЛЯ ПОДВЕСНЫХ КРАНОВЫХ ТЕЛЕЖЕК | 2007 |
|
RU2434988C2 |
| ПОЛЫЙ ПРОФИЛЬ ГОРБЫЛЬКА ИЗ МЕТАЛЛА ДЛЯ ИЗОЛЯЦИОННОГО ОСТЕКЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2061168C1 |
Изобретение относится к фланцевому профилю для насаживания на стыкуемые края элементов воздуховода и для размещения уголков с целью образования монтажной рамы. Фланцевые профили выполнены в поперечном сечении, в основном, L-образными, причем одна полка L-образного профиля спрофилирована в виде открытой с одной стороны двухстенной полки для охвата сверху краевых зон секций воздуховода, а другая полка - в виде полой камеры для размещения одной полки уголка. В зоне перехода между обеими полками за счет обратного фальцевания на 180° образована разделяющая обе полки двойная стенка, которая касается носиком своего обратного фальца одного из участков стенки, должна быть достигнута как можно большая герметичность в поперечном и продольном направлениях профиля. Участок стенки и носик обратного фальца соединены между собой выполненным лазерной сваркой сварным швом. Изобретение повышает надежность соединения. 2 з.п. ф-лы, 4 ил.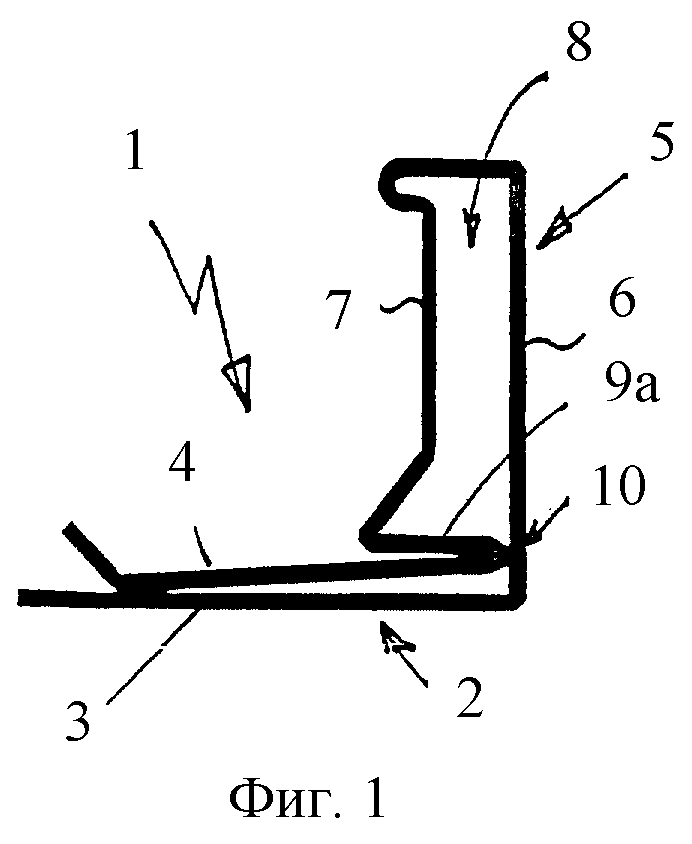
| DE 4303150 A, 13.10.1994.DE 9320128 U, 05.05.1994.DE 9114679 U, 25.03.1993.SU 1443813 A3, 07.12.1988.ГРИГОРЬЯНЦ А.Г., ШИГАНОВ И.Н | |||
| Лазерная сварка металлов | |||
| - М.: Высшая школа, 1988, с.34. |

