Изобретение относится к секции желоба для подземного забойного или штрекового транспортера, содержащей нижнюю и верхнюю ветви для ведения скребков скребковой цепи, отделяющее их транспортное днище, соединительные средства и две боковины, каждая из которых включает в себя катаный, имеющий одну промежуточную полку и две фланцевые полки U-образный стальной профиль и которые соединены между собой, по меньшей мере, одним листом, расположенным примерно на половине высоты и приваренным к вертикально выступающей промежуточной полке U-образных стальных профилей.
В подземных добычных установках, например подземных горных предприятиях, используются цепные скребковые транспортеры большой общей длины, составленные из отдельных, соединенных между собой на концах прочно, на растяжение секций желобов. Соединение соседних и примыкающих друг к другу секций происходит, например, посредством воротковых карманов и воротков, которые обеспечивают определенную угловую подвижность в горизонтальном и вертикальном направлениях соседних секций желобов, так что цепной скребковый транспортер может компенсировать неровности грунта лежачего бока и может перемещаться с продвижением фронта очистных работ.Поскольку секции желобов используются для забойных транспортеров, они со стороны закладки и/или со стороны груди очистного забоя снабжены присоединяемыми деталями для ведения, например, добычного струга или комбайна с барабанным исполнительным органом и содержат присоединительные консоли для опертого на забойную крепь шагающего бруса. За счет повышения производительности добычи добычных машин и увеличения длин забоев, в среднем, до 450 м возрастает также создаваемая транспортерами производительность, причем современные забойные и штрековые транспортеры должны иметь пропускную способность, по меньшей мере, 2000 т/ч (тонн/час), а высокопроизводительные транспортеры - также 5000 т/ч. С повышением пропускной способности неизбежно возрастает износ отдельных секций желобов, и на рынке существует потребность в транспортирующих желобах с высокой пропускной способностью и длительным сроком службы при как можно более низких производственных издержках и низком общем весе отдельных их секций.
Современные подземные забойные и штрековые транспортеры могут быть разделены по устройству секций желобов на три группы. Первая группа включает в себя транспортеры с полностью закрытыми секциями. Преимущество подобных литых конструкций состоит в их высокой воспроизводимости, высокой нагружаемости за счет однородного устройства и низкой подверженности монтажным ошибкам. Недостатком являются большие затраты на материалы, малая пригодность к расчету отдельных зон для более высоких нагрузок или более длительного срока службы, а также отсутствие возможности замены изнашивающихся деталей.
Вторую группу образуют так называемые гибридные секции желобов, которые, с одной стороны, состоят из литых деталей, а, с другой стороны, из катаных деталей. Подобная гибридная секция раскрыта, например, в ЕР 525926 В1. Гибридные секции обходятся небольшим числом сварных швов, поскольку, например, вся конструкция боковины, включая боковой профиль для ведения скребков на ветвях и воротковый карман как часть соединительных средств, может быть выполнена за одно целое, тогда как транспортное днище приваривают к литым боковинам в качестве одной из подвергаемых основным нагрузкам деталей. Далее у гибридных секций желобов известно приваривание впоследствии соединительных средств и других присоединяемых деталей для передвижки транспортера или для ведения добычной машины (DE 3905324 А1).
Третья группа секций желобов состоит полностью или приблизительно полностью из сварной конструкции, причем, по меньшей мере, более сильно нагруженные детали, такие как транспортное днище и/или боковые профили, состоят из катаных профилей и имеют за счет этого заметно более длительный срок службы и меньшую подверженность износу (DE 2918007 А1, DE-PS 974612, DE 3933884 C2 или DE 4006182 C2). Важное преимущество сварных секций состоит в том, что за счет выбора разных материалов и способов изготовления отдельных частей сварной конструкции может быть, в целом, увеличен срок службы секции желобов. Их существенный недостаток заключается в длительном времени производства из-за множества выполняемых монтажных операций и сварных соединений, а также в высоких, зависимых от персонала производственных издержках.
Лежащая в основе ограничительной части п.1, выполненная в виде сварной конструкции секция желобов известна из DE 974612. Простая конструкция этой секции определяется катаными U-образными стальными профилями, которые, будучи обращены друг к другу своими фланцевыми полками, образуют боковины секции желобов и которые сварены между собой образующим транспортное днище листом, края которого отогнуты наискось вверх. Фланцевые полки могут образовывать за счет этого одновременно верхние и нижние направляющие планки для концов скребков, а на наружных сторонах вертикально возвышающихся промежуточных полок может быть размещено приблизительно произвольное число присоединяемых деталей для ведения добычных машин и т.п.
Задачей изобретения является создание секции желобов, которая обеспечивала бы все преимущества сварной конструкции, имела бы сравнительно простое устройство, была бы экономична в изготовлении и пригодна для применения также в современных высокопроизводительных транспортерах.
Эта и другие задачи решаются посредством изобретения, признаки которого приведены в формуле. Согласно изобретению предусмотрено, что U-образные стальные профили, будучи направлены наружу своими горизонтальными фланцевыми полками, т.е. будучи обращены друг от друга, соединены между собой, что верхняя ветвь содержит два отдельных катаных, преимущественно L- или, в основном, Т-образных боковых профиля, которые своими вертикальными полками сварены с транспортным днищем, и что соединяющий U-образные стальные профили лист посредством образующих боковые направляющие для нижней ветви планок оперт относительно сваренного с нижними фланцевыми полками листа днища. Поскольку соединительный лист оперт вниз, достигается то, что усилия и нагрузки из верхней ветви действуют, в основном, параллельно вертикально выступающей промежуточной полке U-образного стального профиля, передаются через планки нижней ветви в лист днища и могут восприниматься им. Кроме того, за счет комбинации названных признаков создана возможность выполнения предпочтительного варианта секции желобов согласно изобретению верхней ветви в качестве сменного лотка, который состоит исключительно из боковых профилей и транспортного днища, тогда как лист, соединяющий между собой U-образные стальные профили, представляет собой отдельную деталь и не образован транспортным днищем. Это приводит, правда, к незначительному увеличению веса всей секции, однако его можно, по меньшей мере, частично компенсировать за счет выполнения U-образных стальных профилей с более тонкими стенками.
Предпочтительно соединяющий U-образные стальные профили лист представляет собой промежуточный лист, а верхняя ветвь - сменный лоток, состоящий из двух снабженных усилением от износа боковых профилей, которые сварены с массивным, образованным катаным листом транспортным днищем. Расстояние между промежуточными полками U-образных стальных профилей зависит тогда от размеров сменного лотка. Далее боковые профили предпочтительно опираются направленным наружу продолжением горизонтальной полки на соответственно верхнюю фланцевую полку U-образного стального профиля. Если боковые профили сменного лотка опираются на верхние фланцевые полки U-образных стальных профилей, то достигается то, что усилия, по меньшей мере, частично вводятся также параллельно в образующий боковины U-образный стальной профиль, вводятся, следовательно, оптимально в промежуточную полку и могут восприниматься ею. В частности, предпочтительно, если в качестве средств фиксации сменного лотка торцевые поверхности горизонтальных полок боковых профилей или наружные стенки вертикальных полок L-образных боковых профилей без продолжения полок сварены, предпочтительно, единственным сплошным продольным сварным швом с верхними сторонами верхних фланцевых полок U-образного стального профиля, причем для демонтажа сменного лотка сварные швы, предпочтительно, механическим путем разрезают, в частности выфрезеровывают. За счет сварки сменного лотка с фланцевыми полками отпадают отдельные средства фиксации сменных лотков, так что можно конструктивно избежать имеющегося обычно у сменных лотков слабого места. Далее соединяющий U-образные стальные профили лист предпочтительно состоит из двух расположенных на расстоянии друг от друга и оставляющих между собой свободным отверстие листовых полос, с тем, чтобы, с одной стороны, дополнительно уменьшить общий вес секции, а с другой стороны, получить с помощью отверстия между листовыми полосами инспекционное отверстие, через которое доступна скребковая цепь в нижней ветви.
В предпочтительном выполнении одна из листовых полос на одном из концов секций выступает на конце за оба U-образных стальных профиля, а другая листовая полоса расположена на другом конце секции со смещением назад относительно него. При смонтированном сменном лотке листовые полосы охватывают тогда снизу стык на краях транспортного днища, так что мелкий материал не может упасть на нижнюю ветвь.
Первый вариант выполнения секции желобов согласно изобретению отличается цельным, приваренным под нижними фланцевыми полками U-образных стальных профилей, выступающим краевыми планками с обеих сторон за них, образующим днище нижней ветви листом днища, к которому своими нижними полками приварены две, в основном, двухполочные планки нижней ветви, которые снаружи выполнены прямоугольными, а внутри снабжены выпуклым, соответствующим концам скребков профильным контуром. Через толстые нижние полки и, при необходимости, более тонкостенные верхние полки планок нижней ветви могут улавливаться усилия, вводимые верхней ветвью через транспортное днище в промежуточный лист или листы, и разгружаются сварные швы, которыми промежуточный лист или листовые полосы сварены с промежуточными полками U-образных стальных профилей. Толщина стенки нижней полки планок нижней ветви может быть для этого, по меньшей мере, на 30%, преимущественно примерно на 50% больше толщины стенки верхней полки планок нижней ветви. Для уменьшения числа монтажных операций преимущественно каждая головная поверхность каждой верхней полки и краевая кромка каждой листовой полосы промежуточного листа приварены единственным общим сварным швом к промежуточной полке U-образных стальных профилей.
Альтернативная форма выполнения секции желобов согласно изобретению отличается выполненным за одно целое с планками, перегнутым, вертикально выступающим днищем нижней ветви, имеющим образующие планки нижней ветви краевые отрезки, причем лист днища состоит предпочтительно из двух листовых отрезков, которые проходят по длине секции и сварены каждый с одной из нижних фланцевых полок U-образных стальных профилей. Также эта мера позволяет дополнительно уменьшить общий вес секции. Для усиления и дополнительного поддержания днища нижней ветви между краевыми отрезками днища нижней ветви и листовыми отрезками вварены опорные ребра. Внешние краевые планки листовых отрезков или цельного листа днища, выступающие за нижние фланцевые полки U-образных стальных профилей, могут быть предпочтительно отогнуты вниз. U-образный стальной профиль может состоять предпочтительно из тонкостенной фасонной стали с оптимизированными по весу толщинами стенки и/или из стандартного профиля.
Выполнение секции с направленными наружу фланцевыми полками дает, в частности, также преимущества, если соединительные средства секции включают в себя предпочтительно кованые воротковые карманы, поскольку они могут быть тогда помещены с геометрическим замыканием и вварены между обращенными друг к другу внутренними сторонами фланцевых полок, с тем, чтобы, с одной стороны, дополнительно усилить U-образные стальные профили или придать им дополнительную жесткость и за счет этого обеспечить дальнейшее уменьшение толщины их стенки, а с другой стороны, по меньшей мере, по высоте точно и, тем самым, технологически просто приставить к боковинам. Приваривание воротковых карманов к U-образным стальным профилям происходит предпочтительно таким образом, что воротковые карманы на одном конце секции выступают за U-образные стальные профили, а на другом конце секции расположены со смещением назад, с тем, чтобы за счет нахлеста воротковых карманов на стыке двух соседних секций избежать усталостного износа или выкрашиваний на торцевых концах U-образных стальных профилей и/или транспортного днища. Направленные наружу фланцевые полки U-образных стальных профилей дают, кроме того, то преимущество, что между двумя обращенными друг к другу внутренними сторонами фланцевых полок U-образных стальных профилей может быть помещена с геометрическим замыканием и вварена, по меньшей мере, своей торцевой зоной присоединительная консоль для шагающего бруса. Далее, конструкция секции согласно изобретению дает возможность при применении секций желобов для забойного транспортера приварить между краевой планкой листового отрезка или образующего днище нижней ветви листа днища и верхней фланцевой полкой U-образного стального профиля отогнутый направляющий лист в качестве статической погрузочной площадки, с помощью которой навал породы при передвижке транспортера можно транспортировать на верхнюю ветвь.
При выполнении секции согласно изобретению со сменным лотком и с инспекционным отверстием между образующими промежуточный лист листовыми полосами, в частности, предпочтительно, если сменный лоток некоторых секций выполнен в качестве инспекционного лотка и состоит предпочтительно из трех выполненных идентичными друг другу отрезков с одним отрезком транспортного днища и двумя, в основном, L- или Т-образными отрезками боковых профилей, причем у обоих внешних отрезков лотка наружные торцевые кромки горизонтальных полок отрезков боковых профилей или наружные стенки боковых профилей сварены с верхней стороной верхних полок соответственно единственным сплошным продольным сварным швом, а средний отрезок лотка фиксирован разъемными крепежными средствами на обоих других отрезках лотка и/или на верхних фланцевых полках U-образных стальных профилей. Преимущественно отрезки транспортного днища всех отрезков лотка снабжены со стороны концов лотка изготовленными преимущественно газовой резкой выпуклыми краями, причем выпуклый профиль одного края выполнен в соответствии с выпуклым профилем другого края, с тем, чтобы обеспечить плавный переход скребков между отрезками лотка. Понятно, что транспортное днище предпочтительно снабжено тогда со стороны концов секции изготовленными газовой резкой, дугообразными краями, а выпуклый профиль одного края выполнен в соответствии с выпуклым профилем другого края транспортного днища.
Другие преимущества и выполнения секции желобов согласно изобретению приведены в последующем описании двух примеров выполнения, схематично изображенных на чертеже, на котором представляют:
- фиг.1: в перспективе секция желоба согласно изобретению в первом варианте выполнения;
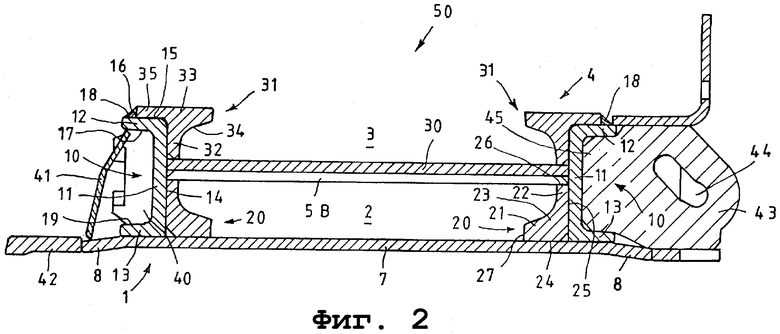
- фиг.2: вертикальный разрез секции по фиг.1;
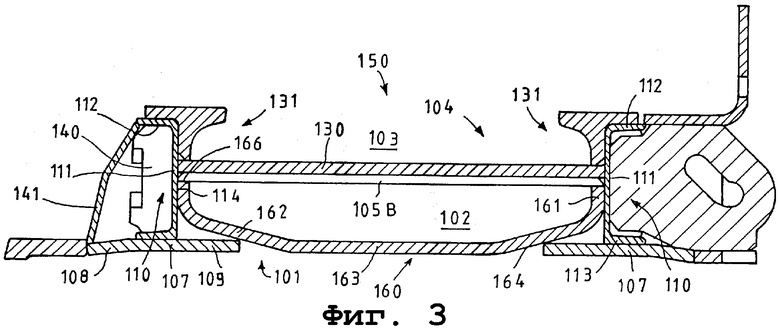
- фиг.3: вертикальный разрез секции во втором варианте выполнения;
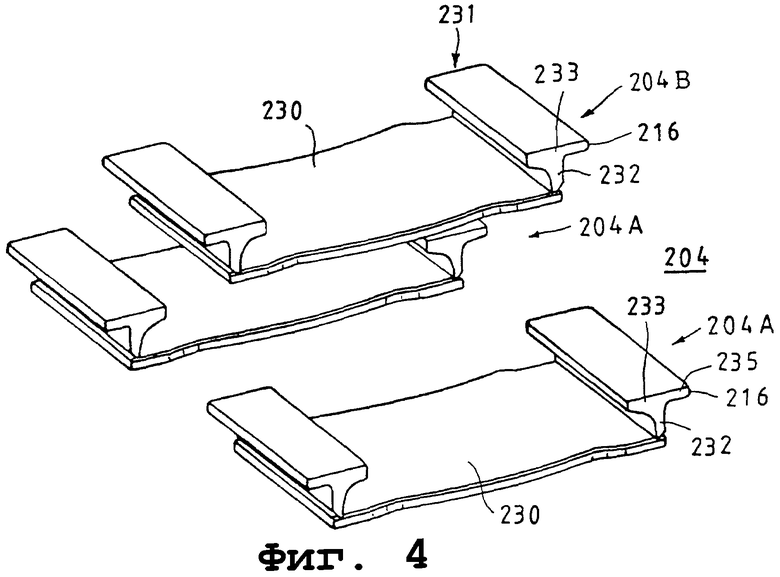
- фиг.4: в перспективе инспекционный лоток, образованный тремя идентичными отрезками;
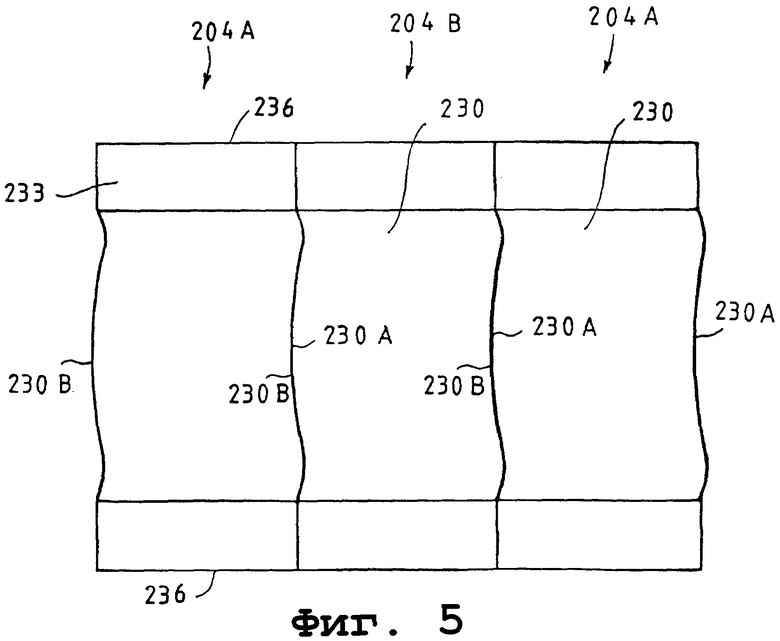
- фиг.5: вид сверху на инспекционный лоток.
Обозначенная на фиг.1 и 2 поз.50 секция желоба изображена в выполнении для забойного транспортера и включает в себя содержащую нижнюю ветвь 2 рамную конструкцию 1 и образующий верхнюю ветвь 3, выполненный сменным и опирающийся на рамную конструкцию 1 лоток 4. Изображенный в смонтированном состоянии сменный лоток 4 установлен с возможностью приподнимания от рамной конструкции 1. Рамная конструкция 1 секции 50 желоба содержит в качестве основных деталей два образующих боковины секции 50, катаных U-образных стальных профиля, каждый из которых имеет вертикально выступающую промежуточную полку 11, верхнюю, направленную наружу фланцевую полку 12 и нижнюю, направленную наружу фланцевую полку 13. Выполненные идентичными друг другу U-образные стальные профили 10, расположенные, однако, зеркально-перевернуто по отношению друг к другу, т.е. с направленными друг от друга фланцевыми полками 12, 13, прочно соединены между собой двумя схематично изображенными на фиг.1 листовыми полосами 5А, 5В, приваренными приблизительно на половине высоты к внутренней стенке 14 промежуточной полки 11, причем листовые полосы 5А, 5В расположены на расстоянии друг от друга и образуют внутри секции 50 отверстие 6, которое при снятом сменном лотке 4 может служить инспекционным отверстием для движущейся в нижней ветви 2, оснащенной скребками скребковой цепи (не показана). Рамная конструкция 1 секции 50 включает в себя далее проходящий по всей ширине секции лист 7 днища, который опирается на лежачий бок в забое выступающими за нижние фланцевые планки 13 U-образных стальных профилей 10 и слегка отогнутыми вниз краевыми планками 8. Листовые полосы 5А, 5В оперты на лист 7 днища двумя предпочтительно катаными, двухполочными планками 20 нижней ветви, которые содержат нижнюю 21 и верхнюю 22 полки, снабжены на внутренней поверхности 23 соответствующей концам скребков формой профиля и на наружных сторонах 24, 25 отогнуты под прямым углом друг к другу. Верхняя полка 22 проходит параллельно промежуточной полке 11, а ее головная сторона 26 поддерживает промежуточные листы 5А, 5В в их краевых зонах в вертикальном направлении, т.е. параллельно промежуточной полке 11. Верхняя полка 22 и краевые зоны листовых полос 5А, 5В могут быть сварены с внутренними сторонами 14 промежуточных полок 11 единственным сварным швом (не показан). Другие сварные швы (не показаны) для придания жесткости рамной конструкции 1 предусмотрены между нижними фланцевыми полками 13 и краевыми планками 8 листа 7 днища, а также внутренними кромками 27 нижних полок 21 и листом 7 днища, причем все сварные швы проходят сплошными по длине секции и за счет устройства и конструкции секции 50 могут быть выполнены сварочными роботами.
Содержащий верхнюю ветвь 3 сменный лоток 4 состоит исключительно из транспортного днища 30 и двух выполненных катаными боковых профилей 31, которые в изображенном примере выполнения имеют приблизительно Т-образное сечение с вертикальной 32 и горизонтальной 33 полками. Подошва вертикальной полки 32 сварена с транспортным днищем 30 продольными сварными швами. В направлении верхней ветви 3 внутренняя поверхность 34 вертикальной полки 32 или горизонтальной полки 33 проходит с профильным контуром, соответствующим профильному контуру концов скребков (не показаны), так что они проходят сбоку в верхней ветви 3. Боковые профили 31 рассчитаны с достаточной толщиной стенки, с тем, чтобы образовать на внутренней поверхности 34 боковых профилей износостойкий слой в несколько миллиметров, например 15 мм. Горизонтальная полка 33 обоих боковых профилей 31 имеет выступающее наружу за вертикальную полку 32 продолжение 35, которым сменный лоток 4 опирается на верхнюю сторону 15 верхней фланцевой полки 12. Наружная торцевая поверхность 16 продолжения 35 горизонтальных отрезков 33 обоих боковых профилей 31 сварена продольным сварным швом 18 с верхней стороной 15 верхней фланцевой полки 12, причем для замены сменного лотка 4 оба продольных сварных шва 18 механическим путем разрезают или выфрезеровывают; новый сменный лоток 4 может быть затем снова соединен с верхними фланцевыми полками 12 U-образных стальных профилей 10 заново выполняемыми продольными сварными швами.
Поскольку фланцевые полки 12, 13 U-образных стальных профилей 10 обращены наружу, то образуется ограниченное промежуточной полкой 11 и обращенными друг к другу внутренними сторонами 17, 19 обеих фланцевых полок 12, 13 приемное пространство, в которое могут быть помещены с геометрическим замыканием и вварены кованые воротковые карманы 40 как части соединительных средств секции желобов. Воротковые карманы 40, полностью заполняющие приемное пространство, по меньшей мере, на стыковых концах секции 50, создают дополнительную жесткость между обеими фланцевыми полками 12, 13 U-образного стального профиля 10 и, следовательно, самого U-образного стального профиля 10, так что толщину его стенки и толщину стенки промежуточной полки можно поддерживать сравнительно низкой и рассчитать оптимально по весу. Как видно из фиг.1, на переднем конце секции оба воротковых кармана 40, имеющих соответственно гнезда для головок воротков (не показаны), выступают на конце за U-образные стальные профили 10, тогда как на заднем на фиг.1 конце секции они расположены со смещением назад. Также листовая полоса 5А выступает за U-образные стальные профили 10, в основном, на тот же размер, тогда как листовая полоса 5 В смещена назад, так что листовые полосы 5А, 5В язычкообразно перекрывают транспортное днище 30, заканчивающееся, по существу, заподлицо с U-образными стальными профилями 10, с тем, чтобы предотвратить проникновение мелкой угольной пыли с рабочей ветви 3 на холостую ветвь 2.
В изображенном примере выполнения речь идет о секции 50 желоба для забойного транспортера. Левая на фиг.1 и 2 поперечная сторона секции 50 снабжена поэтому направляющим листом 41 в качестве статической погрузочной площадки, вваренным между передней кромкой краевых планок 8 и нижней стороной верхней фланцевой полки 12. Перед направляющим листом 41 приварен путь 42, например для комбайна с барабанным исполнительным органом, а к противоположной поперечной стороне, образующей в забое закладочную сторону секции 50, приварена присоединительная консоль 43 с присоединительным отверстием 43 для шагающего бруса для передвижки образованного несколькими секциями 50 забойного транспортера. Передняя зона 45 присоединительной консоли 43 согласована со свободным пространством в U-образном стальном профиле 10 и лежит с геометрическим замыканием между внутренними сторонами 17, 19 обеих фланцевых полок 12, 13.
На фиг.3 изображен второй пример выполнения секции 150 желоба, который также включает в себя образованную U-образными стальными профилями 110 боковины с промежуточной полкой 111, нижней фланцевой полкой 113 и верхней фланцевой полкой 112, которые обращены наружу и образуют свободное пространство для размещения с геометрическим замыканием кованых воротковых карманов 140. U-образные стальные профили 110 размещающей нижнюю ветвь 102 рамной конструкции 101 также и здесь соединены между собой образованным двумя листовыми полосами промежуточным листом, из которых на фиг.3 видна только промежуточная листовая полоса 105В. Боковые края листовой полосы 105В примерно на половине высоты промежуточной полки 111 приварены к ее внутренней стенке 114, а над листовой полосой 105В опирается содержащий верхнюю ветвь 103 сменный лоток 104, конструкция которого соответствует сменному лотку на фиг.1 и 2 и также содержит транспортное днище 130 и боковые профили 131.
В отличие от секции 50 по фиг.1 и 2 у секции 150 желоба отсутствует сплошной лист днища, а к обеим нижним фланцевым полкам 113 U-образных стальных профилей 110 приварены выполненные идентичными друг другу листовые отрезки 107, которые с обеих сторон внешней, отогнутой вниз краевой планкой 108 и плоским внутренним продолжением 109 выступают за нижние фланцевые полки 113 U-образных стальных профилей 110. Днище нижней ветви 102 состоит у секции 150 желоба из цельного листа 160 с отогнутыми и направленными вертикально вверх краевыми отрезками 161, причем между центральным 163 и краевыми 161 отрезками листа 160 выполнены средние отрезки 162, профиль или отгиб которых соответствует форме профиля скребков. Средние отрезки 162, проходящие под углом между краевыми 161 и центральным 163 отрезками, сварены своей нижней стороной 164 с плоским продолжением 109 листовых полос 107, причем для дополнительного вертикального поддержания между продолжением 109 и промежуточным отрезком 162 могут быть вварены опорные ребра (не показаны). Верхние головные концы 166 краевых отрезков 161 могут быть сварены с листовыми полосами 105 и внутренней стенкой 114 промежуточной полки 111 общим сварным швом.
Пример выполнения секции 150 желоба показывает, что U-образный стальной профиль может состоять также из тонкостенного стандартного профиля, поскольку все усилия в вертикальном направлении вводятся в U-образный стальной профиль 110 приблизительно параллельно промежуточной полке 111, а верхняя ветвь 103, по которой транспортируется добытая порода, например уголь, дополнительно поддерживается приваренным сбоку к промежуточной полке 111 промежуточным днищем 105В и образующим днище нижней ветви, отогнутым листом 160. Изображенный на фиг.3 тонкостенный U-образный стальной профиль может применяться, в частности, также в секции желоба по фиг.1 и 2.
Выполненное между листовыми полосами 5А, 5В или 105В инспекционное отверстие 6 дает, в частности, преимущества в связи с инспекционным лотком 204 в качестве сменного лотка, изображенного на фиг.4 и 5. Инспекционный лоток 204 состоит из трех выполненных идентичными друг другу отрезков 204А, 204В с одним отрезком 230 транспортного днища и двумя, здесь, в основном, Т-образными отрезками 231 боковых профилей с вертикальной 323 и горизонтальной 233 полками, причем отрезки 231 боковых профилей имеют профиль, идентичный боковым профилям 31, 131 других сменных лотков 4, 104. У инспекционного лотка 204 наружные торцевые поверхности 216 внешних продолжений 235 горизонтальных полок 233 обоих внешних отрезков 204А лотка сварены продольными сварными швами с верхней стороной 15 (фиг.2) верхних фланцевых полок 12 (фиг.2) U-образных стальных профилей 10, проходящих по длине соответствующего отрезка 204А лотка. Средний отрезок 204В лотка, напротив, фиксирован разъемными крепежными средствами (не показаны) на обоих других отрезках 204А лотка и/или на образующих боковины U-образных стальных профилях 10, 110, так что он для инспекции скребковой цепи в нижней ветви может быть в короткое время демонтирован сквозь отверстие 6 (фиг.1) между листовыми отрезками 5А, 5В. Как хорошо видно из фиг.5, отрезки 230 транспортного днища всех отрезков 204А, 204В лотка снабжены со стороны концов лотка изготовленными преимущественно газовой резкой выпуклыми краями 230А, 230В, причем выпуклый профиль одного края 230А выполнен соответствующим выпуклому профилю другого края 230В, так что движущиеся по верхней ветви скребки могут плавно и без скачков проходить стыки между отрезками лотка.
Для специалиста из предшествующего описания вытекает ряд модификаций, которые должны подпадать под объем охраны прилагаемой формулы изобретения. Толщины стенок U-образных стальных профилей в обоих примерах выполнения лишь примерны, а тонкостенный U-образный стальной профиль может применяться также в первом примере выполнения и наоборот. Изображенные в примерах выполнения Т-образные боковые профили могут быть также L-образными или уголковыми.
У L-образных или уголковых боковых профилей без продолжения полок наружные стенки боковых профилей сменного лотка могут быть также сварены с верхними фланцевыми полками. Горизонтальные полки боковых профилей могут при этом заканчиваться заподлицо с верхней стороной верхних фланцевых полок, а сварной шов в качестве отделяемого средства фиксации сменного лотка выполнен в зазоре между U-образным стальным и боковым профилями. Также транспортные днища всех нормальных сменных лотков преимущественно на своих концах снабжены выпуклым профилем в соответствии с выпуклым профилем инспекционного лотка. При применении секции желоба в качестве забойного транспортера надставные детали, такие как направляющий лист, присоединительная консоль, машинная направляющая и т.п., могут отсутствовать.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕКЦИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТЕРА | 2003 |
|
RU2286300C2 |
| СЕКЦИЯ ЖЕЛОБА ТРАНСПОРТЕРА | 2003 |
|
RU2309105C2 |
| СЕКЦИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТЕРА | 2003 |
|
RU2309106C2 |
| СЕКЦИЯ ЖЕЛОБА ЦЕПНОГО СКРЕБКОВОГО ТРАНСПОРТЕРА | 2001 |
|
RU2205781C2 |
| Секция желоба цепного скребкового конвейера для горных предприятий | 1984 |
|
SU1277886A3 |
| СЕКЦИЯ ЖЕЛОБА ЦЕПНОГО СКРЕБКОВОГО КОНВЕЙЕРА | 1991 |
|
RU2044684C1 |
| СЕКЦИЯ РЕШТАКА | 2009 |
|
RU2471993C1 |
| ФЛАНЦЕВЫЙ ПРОФИЛЬ ДЛЯ НАСАЖИВАНИЯ НА СТЫКУЕМЫЕ КРАЯ ЭЛЕМЕНТОВ ВОЗДУХОВОДА | 2001 |
|
RU2265150C2 |
| ГИДРОИЗОЛЯЦИОННОЕ УСТРОЙСТВО ДЛЯ ОКОН, В ЧАСТНОСТИ ДЛЯ ОКОН В КРЫШЕ | 1993 |
|
RU2103468C1 |
| Секция желоба цепного скребкового конвейера | 1984 |
|
SU1342407A3 |
Изобретение относится к секции желоба для подземных забойных и штрековых транспортеров. Секция желоба для подземного забойного или штрекового транспортера содержит нижнюю и верхнюю ветви для ведения скребков скребковой цепи, отделяющее их транспортное днище, соединительные средства и две боковины, каждая из которых включает в себя катаный, имеющий одну промежуточную полку и две фланцевые полки U-образный стальной профиль и которые соединены между собой, по меньшей мере, одним листом, расположенным примерно на половине высоты и приваренным к вертикально выступающей промежуточной полке U-образных стальных профилей. U-образные стальные профили, обращенные наружу своими горизонтальными фланцевыми полками, соединены между собой. Верхняя ветвь содержит два отдельных катаных, предпочтительно L- или Т-образных боковых профиля, которые своими вертикальными полками сварены с транспортным днищем. Соединяющий U-образные стальные профили лист посредством образующих боковые направляющие для нижней ветви планок опирается на сваренный с нижними фланцевыми полками лист днища. В результате повышается срок службы секции желоба, изготовление которой более экономично, секция желоба имеет простое устройство и пригодна для применения в современных высокопроизводительных транспортерах. 19 з. п. ф-лы, 5 ил.
| СКРЕБКОВЫЙ КОНВЕЙЕР | 1991 |
|
RU2018475C1 |
| Линейная секция скребкового конвейера | 1985 |
|
SU1338781A3 |
| ЛИНЕЙНАЯ СЕКЦИЯ РЕШЕТЧАТОГО СТАВА, ПРЕИМУЩЕСТВЕННО ДЛЯ ПЕРЕДВИЖНЫХ СКРЕБКОВЫХКОНВЕЙЕРОВ | 0 |
|
SU173188A1 |
| Пневматический регулятор с зоной возврата | 1974 |
|
SU525926A1 |

