Изобретение относится к области строительства, в частности к области производства облицовочной плитки.
Известен способ изготовления мелкоштучных стеновых камней (Печуро С.С. Производство гипсовых и гипсобетонных изделий и конструкций. Учебник для подготовки рабочих на производстве, М.: Высшая школа, 1971 г., стр.124).
Согласно этому способу изготовление стеновых камней формуют на ручных вибрационных станках РВ-4 и РВ-5. Станки состоят из стальной коробки-формы и вибропривода.
Недостатком такого способа является низкая эстетическая ценность здания, сложенного из таких камней.
Известен также способ изготовления архитектурно-декоративных изделий из гипса (там же, стр.178).
Согласно этому способу отливку архитектурно-декоративных изделий производят в формы, выполненные по оригиналам (моделям). По такому способу можно изготавливать и облицовочную плитку из песчано-цементно-водяной смеси. Плитке можно придать форму, например, природного камня. Плитке также можно придать цвет красителем, введя его в смесь. Такая плитка будет иметь оригинальный внешний вид и повышать эстетическую ценность здания.
Но этот метод имеет недостаток, связанный с одноцветностью получаемых изделий. Природный камень имеет более разнообразную окраску и, соответственно, постройка не будет производить впечатление построенной из природного камня. Это снижает эстетическую ценность здания.
Целью настоящего изобретения является повышение степени приближенности внешнего вида архитектурно-строительных изделий, например облицовочных плиток, к внешнему виду природного камня, что в конечном итоге будет повышать эстетическую ценность здания.
Производство, например, плитки облицовочной происходит следующим образом.
Изготавливается форма, например отливается из формопласта. В качестве оригинала можно, например, использовать природный камень или комбинацию природных камней. Нижняя поверхность такой формы будет повторять форму оригинала, например природного камня. Соответственно, она не будет плоской. При изготовлении, например, облицовочной плитки по данному способу используется специальный вибростол, который представляет собой специально изготовленное технологическое устройство: плоскую массивную столешницу с вибратором, установленную на пружинах. Формы заполняют заранее приготовленными неотвержденными цементно-песчано-водяными смесями на вибростоле, затем ставят, например, на стеллаж для затвердевания смеси. После затвердевания смеси готовую продукцию извлекают из формы.
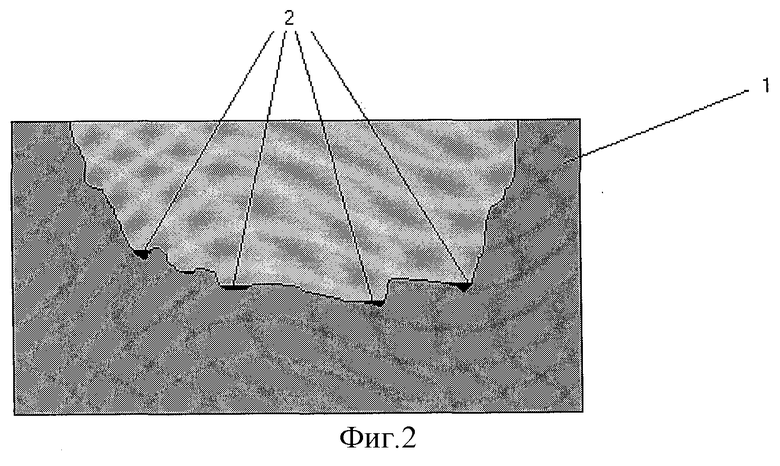
На фиг.1 показан пример размещения формы на вибростоле, где 1 - форма, 2 - вибростол, 3 - направление вибрации вибростола.
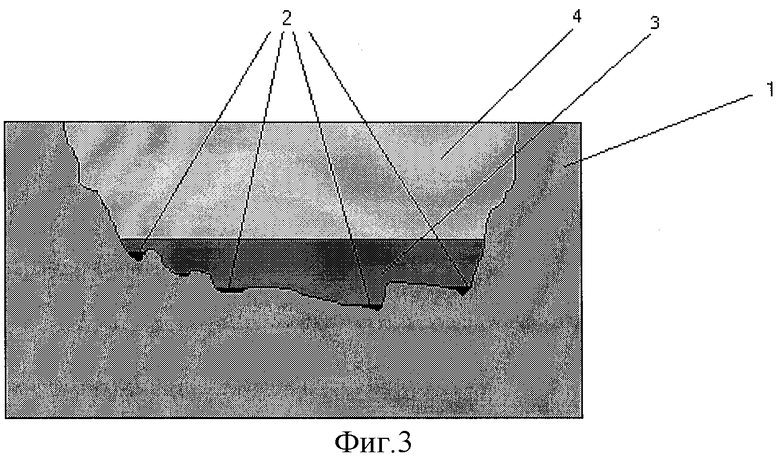
На фиг.2 показано заполнение формы первой смесью, где 1 - форма, 2 - первая смесь.
На фиг.3 показано заполнение формы второй смесью, где 1 - форма, 2 - первая цветная смесь, 3 - вторая цветная смесь, 4 - основная неокрашенная смесь.
Заполнение формы происходит следующим образом.
Приготавливаются минимум две смеси, отличающиеся цветом, и основная неокрашенная смесь. Основная неокрашенная смесь приготавливается путем смешения воды, песка, цемента, пластифицирующих и гидрофобизирующих добавок. В цветных смесях помимо указанных компонентов присутствуют красители. Консистенция смесей достаточно жидкая и гомогенная.
Заливка смесей, как было сказано выше, происходит на вибростоле (фиг.1). Форма 1 вручную помещается на вибростол 2. Длина и ширина вибростола существенно больше длины и ширины формы. Так как на вибростоле нет каких-либо фиксирующих элементов, форма устанавливается случайным образом. Форма увлажняется. Сначала в форму закладывается небольшое количество первой смеси, включается вибратор. Направление вибрации показано позицией 3. Заполнение формы первой смесью показано на фиг.2. Так как консистенция смеси жидкая и подвижная, под воздействием вибрации смесь 2 перераспределяется в зависимости от направления вибрации по отношению к форме 1. Это происходит из-за того, что нижняя поверхность формы неровная и имеет форму, приближенную к форме природного камня, и на ней имеются углубления. Количество первой смеси выбирается с недостатком, так чтобы заполнить лишь часть объема углублений формы. Поэтому те или иные углубления заполняются по-разному первой смесью, в зависимости от направления вибрации относительно формы с углублениями. Увлажнение формы содействует лучшему распределению смеси по форме. Так как форма установлена случайным образом на столе, направление вибрации относительно формы каждый раз разное. Это приводит к уникальному распределению первой смеси по форме.
Далее закладывается вторая смесь, отличающаяся по цвету от первой смеси. Заполнение формы второй смесью показано на фиг.3. Под воздействием вибрации первая смесь 2 и вторая смесь 3 частично перемешиваются. Перемешивание происходит неравномерно и уникально. Это также связано с тем, что форма 1 специально не закреплена на вибростоле. Неравномерное перемешивание смесей с разными цветами приводит к тому, что поверхность конечного изделия получается неравномерно окрашенной и уникальной, что приближает внешний вид изделия к виду природного камня. Получаются переходные цветовые гаммы. Например, если первую смесь сделать светло-желтой, а вторую темно-коричневой, то в результате мы получим окрас, приближенный к окрасу природного камня песчаника, характеризующийся наличием как светло-желтых частей, так и темно-коричневых частей в одном камне.
Далее закладывается неокрашенная песчано-цементно-водяная смесь 4 (на фиг.3). На окрас поверхности ее цвет не влияет. Это происходит потому, что нижняя часть формы, которая будет расположена на лицевой части готовой продукции, уже заполнена цветными смесями и далее заполняется часть, которую будет не видно на готовой продукции. Эта часть будет внутри, например, облицовочной плитки. Заполненные таким образом формы ставят на стеллаж для отвердения смесей. После отвердения из формы извлекают готовое изделие.
Строительное изделие, изготовленное таким способом, имеет цветовую стабильность. Это определяется тем, что краситель введен внутрь смеси и даже при случайных повреждениях поверхности плитки ее цветовая гамма значительно не пострадает. Укладка смеси с помощью специального вибростола повышает прочность изделия из цементно-песчано-водяной смеси.
Неравномерный окрас облицовочных плиток позволяет варьировать дизайнерское решение облицованных такими плитками зданий. Появляется возможность, например, таким образом подчеркнуть архитектурно-художественную форму сооружения. Можно добиться каких-либо цветовых эффектов при разных углах падения света на здание.
Плитками, изготовленными по заявляемой технологии, уже облицован целый ряд зданий в г. Новосибирске (рестораны, кафе, жилые дома), и эти здания имеют повышенную эстетическую ценность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕКОРАТИВНОЙ ОБРАБОТКИ ОБЛИЦОВОЧНОЙ ПЛИТКИ ИЗ ИЗВЕСТНЯКА-РАКУШЕЧНИКА | 1992 |
|
RU2097206C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗНОЦВЕТНОЙ ПЛИТКИ И ОСНАСТКА ДЛЯ ЭТОГО СПОСОБА | 2010 |
|
RU2452619C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТКИ ОБЛИЦОВОЧНОЙ | 2000 |
|
RU2171178C1 |
| Термопанель фасадная высокопрочная и способ её изготовления | 2017 |
|
RU2652211C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ПЛОСКИХ ИЗДЕЛИЙ И ТОНКОЕ ПЛОСКОЕ ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ (ВАРИАНТЫ) | 2006 |
|
RU2403149C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И/ИЛИ ДЕКОРАТИВНЫХ ПОКРЫТИЙ | 1992 |
|
RU2084416C1 |
| Способ изготовления пустотелых ландшафтных декоративных изделий | 2015 |
|
RU2616020C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЦВЕТНОЙ МРАМОРОПОДОБНОЙ ПЛИТКИ | 1992 |
|
RU2080258C1 |
| ПИКСЕЛЬНОЕ ИЗОБРАЖЕНИЕ НА АРХИТЕКТУРНОЙ ФОРМЕ "ПИКСЕЛЬ-АРТ" | 2021 |
|
RU2801568C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЦВЕТНОГО АРХИТЕКТУРНОГО БЕТОНА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2011 |
|
RU2476312C1 |
Способ изготовления архитектурно-декоративных изделий для повышения качества заключается в том, что закладку цветных смесей в форму для отливки изделия осуществляют с применением процесса вибрации на вибростоле. 5 з.п. ф-лы, 3 ил.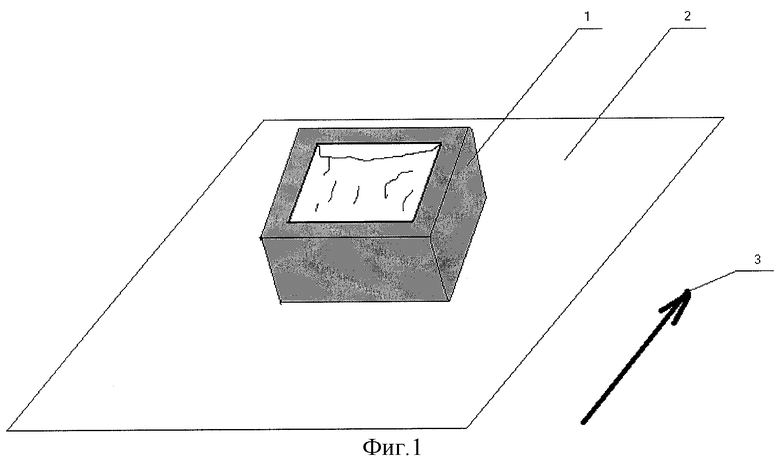
| ПЕЧУРРО С | |||
| С | |||
| Производство гипсовых и гипсо-бетонных изделий и конструкций | |||
| Учебник для подготовки рабочих на производстве | |||
| - М.: Высшая школа, 1971, с.124 | |||
| GB 1494488 А, 07.12.1977 | |||
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ СЛОЯ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1993 |
|
RU2126952C1 |
| DE 19500015 A1, 20.07.1995. | |||

