Изобретение относится к области строительства и может быть использовано преимущественно для изготовления садово-парковых декоративных изделий, имитирующих природные, с использованием композиционных материалов на основе стеклопластиков.
Широко известно использование композиционных материалов на основе стеклопластиков в таких отраслях промышленности разных стран, как строительство, судостроение, самолетостроение, автомобилестроение и многие другие, благодаря своим высоким механическим свойствам [1], а также значительного сокращения стоимости изготовления изделий из металла сложной геометрической формы (сиденья, люки, элероны самолетов, кузова автомобилей, раковины, ванны, бассейны и др.) за счет использования простого технологического оборудования и уменьшения трудоемкости производства.
Стеклопластики, известные на протяжении уже более 60 лет, относят к «…композиционным материалам, состоящим из стеклянного наполнителя и синтетического полимерного связующего; наполнителем служат в основном стеклянные волокна в виде стекломатов, а связующим - полиэфирные смолы…» [2-3]. В строительстве стеклопластики первоначально начали применяться при изготовлении многослойных панелей, в которых внешний декоративный слой также мог облицовываться стеклопластиками. Для изготовления пустотелых ландшафтных декоративных изделий, имитирующих природные, например, мрамор и другие природные материалы разных цветов и оттенков, стали разрабатываться композиции на основе компаундов. С целью повышения декоративности в такие композиции в качестве наполнителя для формирования внешнего слоя включали отсевы камнедробления фракции 0,1-3,0 мм, содержащие, в том числе, песок, слюду, пигменты [4]. После затвердевания внешний слой подвергали шлифовке и полировке.
Известен способ изготовления имитирующего природный камень искусственного строительного камня [5], технический результат которого состоит в изготовлении имитирующего природный камень искусственного строительного камня с повышенным уровнем имитации природного камня. Способ включает приготовление окрашенных бетонных смесей по цвету соответствующих компонентам имитируемого материала, и, после нанесения на слой неокрашенной бетонной смеси, загруженной в матрицу в условиях вибрации, второго окрашенного слоя производят прерывистую загрузку на него в условиях вибрации загрузочного ящика третьего, четвертого и других слоев окрашенных в разные цвета смесей и окончательно вибропрессуют все изделие. Однако известный способ достаточно сложный и небезопасный в условиях постоянных вибрационных нагрузок.
Известен способ получения декоративных изделий [6], который основан на предварительном приготовлении формовой массы из крошек янтаря, гелькоаута, эфирной смолы, отвердителя и ускорителя полимеризации,. полученную массу выкладывают в форму, заливают связующим, уплотняют, добавляют янтарную крошку, после чего подвергают вибрации формовую массу, а после ее отверждения, производят съем из формы и сушку. Однако известный способ, демонстрируя полученные с его помощью изделия с высокими оптическими показателями, не позволяет получать качественные имитации неорганических природных материалов.
Известен способ изготовления декоративных изделий [7], основанный на заливке послойно прозрачной смолы формы с добавлением вермикулита фракции 10-15 мм, затем слоем смеси смолы с вермикулитом фракции 10 мм и последующим добавлением сверху мелкого вермикулита, последующим отверждением и съемом из формы. Однако использование вермикулита не обеспечивает полноценной имитации природного изделия.
Известен способ получения декоративного материала при нормальных условиях [8], который включает послойное нанесение на матрицу сначала полиэфирной смолы в смеси с ускорителем полимеризации, затем полиэфирной смолы с инициатором полимеризации, а затем слой наполнителя, например, песка или гранитной крошки с последующим формованием, отверждением и извлечением готового изделия из формы-матрицы. Однако этот способ имеет невысокий имитационной уровень схожести, а также неприспособлен для получения изделий сложной конфигурации.
Известен способ производства декоративно-отделочных материалов и изделий [9], который основан на послойном нанесении на матрицу термореактивной смолы, предпочтительно эпоксидной, с целевыми добавками, в основном, из ряда загустителей, красителей, пигментов, причем нанесение производят капельно, после чего наносят финальный слой с минеральным наполнителем, содержащим кварцевый песок, затем поверхность обдувают, повторяют операции нанесения слоев смолы и наполнителя и обдувку поверхности, проводят сушку, затем последующее формование, отверждение и извлечение из матрицы, в качестве которой используют гибкую матрицу на каучуковой, резиновой или силиконовой основе, а ее рабочую поверхность предварительно, перед капельным нанесением слоев, припудривают кварцевой мукой. Однако способ достаточно трудоемкий в отношении режимов отверждения, несоблюдение которого приводит к растрескиванию поверхности изделия, что сказывается на уровне имитационной схожести.
Известен способ изготовления декоративных плит, имитирующих естественные (из мрамора, малахита, родонита и др.) [10], сущность которого состоит в приготовлении нескольких отвержденных цементно-водных смесей с наполнителями, преимущественно красителями, и с разной подвижностью, которую регулируют количеством воды и/или ПАВ; последующим нанесением смесей на подложку формы и их уплотнением вибрированием и отверждением. В качестве формы используют формы как металлические, так и стеклянные или из других материалов, а также комбинированные, а их поверхности могут быть рифленые или с выступами-впадинами. Формы перед нанесением смесей предварительно покрывают смазкой. Однако этот способ, позволяющий получать многоцветовую гамму с четкими контурами рисунка, не дает достаточно стабильного декоративного эффекта.
Известен способ формирования декоративного слоя при изготовлении искусственного камня [11], который позволяет изготавливать строительные и отделочные материалы и изделия для архитектурного и ландшафтного дизайна. Как и в анализируемых выше известных способах, сущность его состоит в многослойном формировании декоративного слоя путем последовательного нанесения прозрачного связующего и, в отличие от известных технологий, каждый слой формируется самостоятельно, последовательным нанесением прозрачного связующего брызгами (крапа), на которые наносится фракция материала, где каждая фракция материала отличается цветом от примененного в предыдущем слое. Однако этот способ, позволяющий получать разнообразие рисунка на поверхности имитации «дикого» камня, не является стабильным при изготовлении имитации по тому комплексу задаваемых параметров, которые присуще природному.
Известен способ изготовления декоративных изделий [12] для использования, в частности, архитектурного и ландшафтного дизайна. Сущность способа состоит в формировании декоративного слоя из ткани с рисунком на ее поверхности, который отображается на поверхности изделия после пропитки материала определенным связующим, в качестве которого, преимущественно используют полиэфирную ненасыщенную смолу, а в качестве ткани используют полиэфирный шелк. Однако такой способ
приводит к нарушению монолитности полученного изделия и к расслаиванию его поверхности.
Известен способ изготовления изделий, имитирующих природный камень [13], технический результат которого состоит в повышении качества и прочности изделия. Способ включает формовку выпуклой формы-матрицы с рельефной поверхностью, формирование слоя из стекломата, нанесение связующего слоя из полиэфирной смолы с отвердителем и нанесение слоя крупнозернистого песка и/или каменной крошки. На поверхность формы-матрицы наносят слои из полиэфирной смолы с отвердителем, поверхность подвергают механическому воздействию и наносят на еще неотвердевшую поверхность слой крупнозернистого песка и каменную крошку с размером частниц 2-6 мм, после чего путем теплового воздействия обеспечивают отвердение связующих слоев и снимают с формы-матрицы изготовленный каркас имитируемого изделия. Однако таким способом не достигается достаточно высокого уровня сходства изготовленного имитируемого изделия и природного.
Наиболее близким по технической сущности к заявляемому способу является способ изготовления изделий, имитирующих природный камень [14], который включает формовку формы-матрицы с рельефной поверхностью, формирование слоя из стекломата, формирование декоративного слоя из каменной крошки, многослойное нанесение связующего слоя из полиэфирной смолы с отвердителем, последующее отвердение связующих слоев, обеспечиваемое тепловым воздействием, и получение готового изделия, извлекаемого из формы-матрицы.
Недостатком известного способа является недостаточно высокий уровень имитационной схожести с природным изделием за счет проявляющихся на лицевой фактуре готового изделия дефектов в виде пятен от крошки, что сказывается на качестве имитации, и нестабильности ее получения по всем параметрам, задаваемым природным аналогом.
Техническим результатом заявленного изобретения является повышение качества имитационной схожести и стабильности получаемого декоративного эффекта ландшафтного изделия с сохранением во времени всех его параметров при визуальном и эстетическом восприятии, снижение себестоимости готового изделия.
Указанный технический результат достигается тем, что в способе изготовления пустотелых ландшафтных декоративных изделий, заключающемся в формовке многослойной формы-матрицы и силиконового слепка, формировании декоративного слоя нанесением связующего компонента из полиэфирной смолы с отвердителем, формировании каркасного слоя с использованием стекломата, обеспечении отвердения связующих слоев, извлечении готового изделия из формы-матрицы, в соответствии с заявленным изобретением, формование многослойной формы-матрицы проводят поэтапно путем изготовления слепка и каркаса по форме имитируемого натурального природного предмета, при этом слепок изготавливают предварительным равномерным нанесением на имитируемый предмет не менее 6 слоев составом из смеси силикона с отвердителем, взятых в соотношении (1 кг : 30 гр), с выдержкой каждого из наносимых слоев до полного их высыхания не менее 12 часов при температуре 18-25°С, после полного высыхания всех слоев, слепок аккуратно снимают с природного, каркас изготавливают под силиконовый слепок из стеклопластика последовательным нанесением на имитируемый натуральный предмет нескольких слоев, первый из которых состоит из смеси полиэфирной смолы с отвердителем, взятых в соотношении (1 л : 20 гр), после чего сразу наносят второй слой из эмульсионного стекломата и поверх него повторно наносят слой из смеси полиэфирной смолы с отвердителем, взятых в том же соотношении, что и первый слой (1 л : 20 гр), полученный каркас помещают в сушильную камеру и высушивают при температуре 18-25°С не менее 12 часов, после высыхания каркас аккуратно снимают с имитируемого природного предмета, а во внутрь его помещают высушенный силиконовый слепок, на внутреннюю часть которого наносят первый слой состава из полиэфирной смолы, пигмента, загустителя и отвердителя, соотношение которых в смеси берут в зависимости от размера изготавливаемого пустотелого ландшафтного изделия, после чего сразу этот слой покрывают сверху мраморной гранитной крошкой, минимальная фракция которой составляет 0,63-0,2 мм., полученную многослойную матрицу помещают в сушильную камеру для высыхания и высушивают при температуре 25-35°С не менее двух часов, после полного высыхания наносят второй слой того же состава и в количестве, определяемом размерами изготавливаемого изделия, на второй слой накладывают эмульсионный стекломат размером не менее 1×2 м (рулоны по 45-50 кг, размером 1.5 м×50 м), который пропитывают третьим слоем полиэфирной смолы, смешанной с отвердителем в соотношении (1 л : 20 гр), после чего повторно помещают в сушильную камеру для высыхания при температуре 25-35°С не менее 1 часа, затем наносят последний финишный слой из полиэфирной смолы, смешанной с отвердителем в соотношении (1 л : 20 гр), в который добавляют пигмент в количестве, определяемом размерами изготавливаемого ландшафтного изделия, до получения консистенции краски, после чего изделие помещают в сушильную камеру для высыхания при температуре 25-35°С в течение 30 минут, проводят проверку полной просушки каждого слоя, аккуратно снимают каркас и затем извлекают силиконовый слепок готового ландшафтного изделия, с которого убирают излишки в случаи их наличия, а на его внешнюю поверхность наносят пропитку, соответствующую визуально имитируемому натуральному предмету.
Кроме того, указанный технический результат достигается тем, что слои, наносимые при изготовлении слепка толщиной 0,01-0,02 мм, имеют в составе силикон марки 718 с отвердителем марки бутанокс М50, которые берут в соотношении (1 кг : 30 гр).
Кроме этого, указанный технический результат достигается тем, что на внутреннюю часть силиконого слепка наносят первый слой, который состоит из смеси полиэфирной смолы (марка 71-3219В), пигмента (красителя для камня и бетона), загустителя, в качестве которого берут аэросил 380, и отвердитель.
Помимо этого, указанный технический результат достигается тем, что наносимый на силиконовый слепок второй слой имеет идентичный первому состав, в котором полиэфирная смола взята марки FS6933-50.
Кроме того, указанный технический результат достигается тем, что наносимые при изготовлении каркаса слои имеют в составе полиэфирную смолу марки FS6933-50 и эмульсионный стекломат марки 600, а в качестве загустителя использован аэросил 380.
Помимо этого, указанный технический результат достигается тем, что на первый слой наносят полиэфирную смолу марки 71-3219В, а на второй слой наносят полиэфирную смолу марки FS6933-50.
При апробации заявленного способа были использованы указанные полиэфирные смолы марки 71-3219В и марки FS6933-50 изготовителя ООО «Полиэстер».
Вместе с тем, указанный технический результат достигается тем, что на внешнюю поверхность готового ландшафтного изделия наносят пропитку 812, в случае, если ландшафтное изделие имитирует натуральное из камня и/или бетона.
При апробации заявленного способа была использована пропитка, изготовленная на основе гидрофабизатора марки 812 изготовителя ООО «Пента».
Помимо того, указанный технический результат достигается тем, что наносимые при изготовлении каркаса слои имеют в составе полиэфирную смолу марки FS6933-50 и эмульсионный стекломат марки 600, а в качестве загустителя использован аэросил 380.
Используются следующие марки.
1.1. Силикон марки 718
1.1.1. Силикон, используемый в предложенном изобретении, распространяется в торговой сети как Пентэласт-718. Представляет собой высокопрочный безусадочный силиконовый компаунд для изготовления эластичных форм, которые затем заполняются такими материалами как пластик, смола, воск, гипс, мыло, полиуретан и другие наполнители для получения из них изделий сложной формы. Функционально данная марка оказывает влияние на стабильно прочностные во времени свойства изготовленных изделий, что позволяет существенно повысить в сочетании с другими используемыми в заявленном способе сложными составами стабильности получаемого декоративного эффекта ландшафтного изделия с сохранением во времени всех его параметров при визуальном и эстетическом восприятии, снижение себестоимости готового изделия и повысить качество имитационной схожести на длительный срок.
1.1.2. Благодаря своим свойствам, например, таким как вязкость, жизнеспособность, относительное удлинение при разрыве при значительной прочности и др. свойствам, силикон марки 718 имеет широкое распространение в разных отраслях для придания, например, тканям влагостойких свойств и при изготовлении воздухонепроницаемых мешков, а также в пищевой промышленности при изготовлении конфет, шоколада, мармелада, мороженого и пр.
Основные технические характеристикам силикона этой марки.
Пентэласт-718 представляет собой двухкомпонентный компаунд, состоящий из компонента А и Б. При их смешении компаунд затвердевает при комнатной температуре. Свойства компонентов: А (вязкость при 20°С, сП - (8-20)⋅103, жизнеспособность, ч, не менее 1, относительное удлинение при разрыве, %, не менее 400, прочность при растяжении, мПа, не менее 3,0), Б (вязкость при 20°С, сП - (30-400)⋅103, жизнеспособность, ч, не менее 1, относительное удлинение при разрыве, %, не менее 800, прочность при растяжении, мПа, не менее 4,5). Рабочий интервал температур использования Пентэласта-718 для технического
применения от -60°С до 200°С (250°С кратковременно), для пищевого применения от -60°С до 100°С.
1.1.3. Силикон этой марки, как показали многочисленные результаты апробации заявленного изобретения, дал наилучший результат по сравнению с марками других производителе по соотношению цена/качество.
1.2. Отвердитель марки бутанокс М50
1.2.1. Отвердитель марки бутанокс М50, используемый в заявленном изобретении, представляет собой пероксид метил этил кетона в пластификаторе на фталиевой основе для отверждения ненасыщенных полиэфирных смол в присутствии кобальтого ускорителя при комнатной или повышенной температуре. Практическое применение - отверждение гелькоутов, смол для ламината, лаков и литья, в том числе, при изготовлении форм и деталей сложной формы в судостроении. Функционально данная марка оказывает влияние в сочетании с используемыми другими сложными веществами на стабильно прочностные во времени свойства изготовленных декоративных изделий, ежедневно активно подвергающихся разнообразным атмосферным влияниям (ветры, температурные перепады и т.п.), оказывая влияние на сохранение во времени получаемого декоративного эффекта созданного ландшафтного изделия, устойчивости всех его прочностных параметров, в т.ч. при визуальном и эстетическом восприятии и позволяет обеспечить высокое качество имитационной схожести на длительный срок.
1.2.2. Основные технические характеристики отвердителя этой марки: это прозрачная бесцветная жидкость, активный окислитель: 8,8-9,0%, плотность, 20°С: 1180 г/см3, вязкость, 20°С: 24 мПас, содержание воды: максимум 3,0%, максимальная температура хранения: 25°С, самоускоряющаяся температура распада: 60°С.
1.2.3. Отвердитель марки бутанокс М50, как показали многочисленные результаты апробации заявленного изобретения, дал наилучший результат по сравнению с марками других производителей для стекломатов.
1.3. Полиэфирная смола марки 71-3219 В и марки FS6933-50
1.3.1. Полиэфирная смола марки 71-3219 В и марки FS6933-50, используемые в заявленном изобретении, представляют собой смолы, обеспечивавшие хорошую эластичность и высокую механическую прочность поверхности после отверждения смолы. Данные смолы, как правило, используются для производства широкого спектра стеклопластиковых изделий, применяемых, в том числе, в строительстве, например, искусственных камней, столешниц, кухонных столов, стеновой плитки и подоконников. Функционально эти две марки полиэфирных смол оказывают влияние в сочетании с используемыми другими сложными веществами на придание изготавливаемому ландшафтному изделию стабильно прочностных (по времени эксплуатации) свойств за счет высокого предела прочности при изгибе и растяжении, а также термической обработки. В целом сами по себе эти свойства полиэфирных смол и в сочетании с используемыми другими веществами позволяют длительно во времени сохранять привлекательный визуально декоративный эффект созданного ландшафтного изделия.
1.3.2. Основные технические характеристики полиэфирной смолы после отверждения марки 71-3219 В (POLARIS 7132-19В): температура начала термической деформации - 91°С, предел прочности при изгибе - 96,5 МПа, предел прочности при растяжении - 65,5 МПа, относительное удлинение при разрыве - 2.3% и марки FS6933-50 (Aropol FS 6933-50): температура начала термической деформации - 72°С, прочность на изгиб - 100 МПа, прочность на растяжение - 60 МПа, относительное удлинение при разрыве - 2.1%.
1.3.3. Полиэфирная смола марки 71-3219 В и марки FS6933-50, как показали многочисленные результаты апробации заявленного изобретения, дал наилучший результат по оптимальной пропитки волокон и быстрому циклу отверждения при низкой температуре экзотермического пика по сравнению с марками других производителей.
1.4. Загуститель-аэросил 380 (диоксид кремния/пирогенный кремнезем)
1.4.1. Загуститель-аэросил 380 (диоксид кремния/пирогенный кремнезем), используемый в предложенном изобретении, представляет собой чистый аморфный непористый диоксид кремния, обладающий наивысшей удельной поверхностью. Отлично смешивается с водой и многими органическими жидкостями. Аэросил применяется в качестве высококачественного наполнителя, например: при производстве резины, пластмасс, искусственной кожи; загустителя жидкостей (краски, консистентные смазки, клеи, герметики и др.); носителя активных веществ (в медицине, парфюмерии); веществ, предотвращающих слеживание сыпучих материалов, а также в радиоэлектронике, текстильной и других сферах промышленности. При изготовлении стеклопластиков загуститель-аэросил добавляются в смолу для изменения ее свойств. Благодаря своим превосходным свойствам пластичного загустителя, его использование в заявленном изобретении в сочетании с другими используемыми веществами функционально оказывает непосредственное влияние на достижение указанного технического результата - прочность, стабильность и сохранение во времени эстетического восприятия созданного декоративного изделия.
1.4.2. Основные технические характеристики загустителя-аэросил 380 (диоксид кремния/пирогенный кремнезем): удельная поверхность - 380±30 м2/г, средний размер первичных частиц - 7 нм, насыпная плотность - 50 г/л, рН (4% водной суспензии) - 3,7-4,7, содержание SiO2 в прокаленном продукте - 99,8%.
1.4.3. Загуститель-аэросил 380 (диоксид кремния/пирогенный кремнезем), как показали многочисленные результаты апробации заявленного изобретения, дал наилучший результат по соотношению цена/качество по сравнению с марками других производителей.
1.5. Эмульсионный стекломат марки 600
1.5.1. Эмульсионный стекломат марки 600 (ЕМС 600-1250-Е), используемый в предложенном изобретении, представляет собой нарезанные нити стекловолокна, склеенные с помощью специальных эмульсионных составов. Обладает исключительной мягкостью и легкостью, хорошо укладывается в формы. Достоинством является медленное пропитывание ненасыщенными полиэфирными смолами и способность полностью удалять воздух при ламинировании. Стекломат используется в качестве армирующего материала при изготовлении различных стеклопластиковых конструкций на основе полиэфирных и эпоксидных связующих. Такой эффект медленного пропитывания ненасыщенными полиэфирными смолами, а также способность достигать полное удаление воздуха при ламинировании функционально оказывает влияние (в сочетании с другими описанными выше используемыми веществами) на достижение стойкого технического результата заявленного изобретения - прочностные свойства во времени изготовленного ландшафтного изделия и его эстетическое восприятие, стойкое во времени.
1.5.2. Основные технические характеристики эмульсионного стекломата марки 600: поверхностная масса - 600±60 г/м2, вид стекла - Е, замасливатель - эмульсионный, содержание замасливателя - 2-7%, разрывная нагрузка - не менее 80 Н.
1.5.3. Эмульсионный стекломат марки 600, как показали многочисленные результаты апробации заявленного изобретения, дал наилучший результат при изготовлении изделий с высокой механической стойкостью по сравнению с марками других производителей. Стекломат также легче пропитывается в сравнении со стеклотканями.
1.6. Гидрофобизатор (пропитка) марки 812
1.6.1. Гидрофобизатор марки 812 (Пента-812), используемый в заявленном изобретении, представляет собой раствор алкилтриэтоксисилана с отвердителем в изопропиловом спирте. Гидрофобизатор предназначен для защиты от воздействия влаги впитывающих пористых строительных материалов и конструкций, придает водоотталкивающие свойства обработанным материалам при сохранении их внешнего вида. Прекрасная устойчивость к щелочи делает гидрофобизатор идеальным средством для пропитки стеклопластика. Преимущество состава в том, что его можно наносить на влажный материал. Гидрофобизатор также придает высокую стойкость к воздействию климатических факторов (замораживание, оттаивание, УФ-облучение и т.п.), способность к окрашиванию с помощью большинства водных дисперсионных красок. Функциональное его свойство в сочетании с используемым (описаны выше) веществами оказывает влияние на достижение указанного в заявленном изобретении технического результата, поскольку стабильно во времени защищает изготовленное декоративное изделие ты от воздействия за счет придания изделиям водоотталкивающих свойств, что придает обработанным таким материалам изделиям длительно во времени сохранять прочностной и стабильный вид и эстетическое восприятие изготовленных изделий разных архитектурных форм.
1.6.2. Основные технические характеристики гидрофобизатора (пропитки) марки 812: плотность при 20°С - 790-820 кг/м3, вязкость кинематическая при 25°С - 2,4-3,5 мм2/с.
1.6.3. Гидрофобизатор марки 812, как показали многочисленные результаты апробации заявленного изобретения, дал наилучший результат по времени пропитки стеклопластика, водоотталкивающий эффект которого проявляется уже через 2 часа после высыхания гидрофобизатора по сравнению с марками других производителей.
Заявленный способ осуществляется следующим образом.
Сначала с натурального изделия, в качестве которого, например, берут природный камень, снимается слепок из силикона путем нанесения слоя состава, состоящего из смеси силикона и отвердителя, которые берут в соотношении: на 1 кг силикона добавляется 30 грамм отвердителя.
Слои наносят равномерно в количестве не менее 6 слоев. Силикон берут марки 718. Слои тщательно высушивают. При температуре +18+25° С на высыхание каждого такого слоя требуется не менее 12 часов. После полного высыхания всех слоев, слепок аккуратно снимается с природного камня.
Следующий этап состоит в создании под изготовленный силиконовый слепок каркаса, который изготавливают из эмульсионного стекломата марки 600 следующим образом.
Сначала на натуральный природный камень наносится слой состава из смеси полиэфирной смолы и отвердителя, взятых в соотношении: на 1 литр полиэфирной смолы добавляется 20 грамм отвердителя. Полиэфирная смола бралась марки FS6933-50.
Затем сразу поверх этого слоя наносят эмульсионный стекломат марки 600 и слой полиэфирной смолы с отвердителем того же соотношения (на 1 литр полиэфирной смолы добавлены 20 грамм отвердителя). После этого каркас помещают в сушильную камеру для высыхания при температуре +18+25 °С на не менее 12 часов.
После полного высыхания аккуратно снимается каркас с природного камня, а изготовленный силиконовый слепок помещают во внутрь каркаса. Затем приготавливают состав для нанесения первого слоя, который состоит из смеси полиэфирной смолы (марка 71-3219В), пигмента (красителя для камня и бетона), загустителя, в качестве которого берут аэросил 380, и отвердителя. Затем этот состав наносится на внутреннюю часть силиконого слепка. Пропорции варьируются в зависимости от размера изделия. Сразу на этот слой наносится мраморная гранитная крошка фракцией 1,5-2,0 мм или минимальной 0,63-0,2 мм. Затем изделие помещают в сушильную камеру для высыхания при температуре +25+35 °С на не менее 2-х часов.
После полного высыхания, качество которого следует контрольно проверить, наносится второй слой того же состава, что и первый слой (пигмент-краситель для камня и бетона; загуститель - аэросил 380 и отвердитель, а полиэфирная смола взята другой марки - (FS6933-50).
Далее на второй слой кладется эмульсионный стекломат (марка 600) размером 1×2 и пропитывается третьим слоем составом из полиэфирной смолы (той же марки FS6933-50), смешанной с отвердителем (на 1 литр смолы добавляют 20 грамм отвердителя). После этого помещают в сушильную камеру для высыхания при температуре +25+35 °С на один час.
После полного высыхания, качество которого следует контрольно проверить, наносят финишный слой, состав которого состоит из полиэфирной смолы той же марки FS6933-50, смешанной с отвердителем (на 1 литр полиэфирной смолы добавляют 20 грамм отвердителя) и большое количество пигмента-красителя, пропорции в составе варьируются в зависимости от размера изделия, чтобы получился состав с консистенцией, схожей с консистенцией обычной краски.
Изделие помещают в сушильную камеру для высыхания при температуре +25+35 °С на 30 минут.
Размер каждого слоя составляет 0,01-0,02 мм.
Когда изделие полностью высохло, качество которого также следует контрольно проверить, аккуратно его извлекают в следующем порядке: сначала снимают каркас, затем снимается силиконовый слепок, который имитирует ландшафтное пустотелое изделие. С готового изделия специальным станком убирают, если они имеются, излишки.
На внешнюю поверхность изделия наносится пропитка марки 812, визуально соответствующая имитируемому природному изделию. На производство изделия диаметром 85 см и весом 6-7 кг расходуется 200 грамм пропитки, которая используется на основе гидрофабизатора марки 812. При апробации в данном примере был использован гидрофабизатор марки 812 поставщика - ООО «Пента».
Ландшафтное пустотелое изделие готово к реализации в виде эффектной имитации и может найти широкое применение в парках, садах, частных дачных, садоводческих и иных загородных поселениях в виде красивого изделия, имитирующего скульптурное, или «накрывного» декоративного элемента, например, для канализационных люков и иного.
Заявленный способ, как показывает описанная технология его реализации, включает, как и в способе-прототипе, формовку формы-матрицы, форма которой в новом способе всегда определяется формой имитируемого натурального изделия, например, природного камня (в отличие от рельефной, как у прототипа - совпадение по форме может носить чисто случайный характер); формирование силиконового слепка, использование в составе для нанесения слоев полиэфирной смолы с отвердителем, а также процедуру извлечения готового имитируемого изделия из формы-матрицы.
В отличие от способа-прототипа новая технология включает новую последовательность в нанесении слоев с использованием нового состава связующего (полиэфирная смола в смеси с пигментом, а также аэросил и отвердитель), новую технологию изготовления модульного слепка с нанесением толщиной 0,1-0,2 мм шести слоев в разной последовательности их нанесения и отверждения, а также каркасный слой изделия из эмульсионного стекломата, иные условия отвердения всего каркасно-модульного слепка:
1. Материал наносимого первого (декоративного) слоя - полиэфирная смола в смеси с пигментом, включая аэросил и отвердитель. На первый слой до его отвердевания наносят мраморную гранитную крошку фракции 1,5-2,0 мм или 0,63-0,2 мм, а затем отправляют изделие в сушильную камеру до отвердевания слоя в течение определенного времени при определенной для конкретного изделия и его размеров температуре.
2. Первый (внешний) слой наносят на внутреннюю часть силиконового слепка. На первый слой до его отвердевания наносят мраморную гранитную крошку фракции 1,5-2,0 мм или 0,63-0,2 мм, а затем отправляют изделие в рушильную камеру до отвердевания слоя в течение определенного времени при определенной для него температуре.
3. Состав для нанесения первого слоя состоит из смеси полиэфирной смолы (марка 71-3219В), пигмента (красителя для камня и бетона), загустителя, в качестве которого берут аэросил 380, и отвердителя. Затем этот состав наносится на внутреннюю часть силиконового слепка. На 1 л полиэфирной смолы добавляется 30 грамм загустителя, в качестве которого использован аэросил 380. Добавление загустителя необходимо для того, чтобы избежать на лицевой стороне имитируемого камня мелких пустот, а также чтобы уменьшить расход полиэфирной смолы, то есть снизить себестоимость продукции.
4. Первый связующий слой из полиэфирной смолы, пигмента, аэросила и отвердителя наносят поверх первого (декоративного) слоя, а затем отправляют изделие в сушильную камеру до отвердевания слоя в течение определенного времени при определенной для него температуре.
5. Каркасный слой изделия создают из эмульсионного стекломата, который пропитывают полиэфирной смолой с отвердителем, а затем отправляют изделие в сушильную камеру до отвердевания слоя в течение определенного времени при определенной для него температуре.
6. Финишный слой из полиэфирной смолы с отвердителем и пигментом, количество которого определяется в зависимости от размеров изделия, наносят поверх каркасного слоя, а затем отправляют изделие в сушильную камеру до отвердевания слоя в течение определенного времени при определенной для него температуре.
7. Каждый слой изделия отвердевает в течение определенного для него времени при определенной для него температуре, которые устанавливаются в зависимости от габаритов имитации.
Заявленный способ многократно апробирован в режиме реального времени и реальных условиях изготовления ландшафтных декоративных изделий, имитирующих природные. Ниже приведены примеры конкретной реализации заявленного способа, которые подтверждают получение высокого качества имитационной схожести, декоративного эффекта и эстетического восприятия изготавливаемых новым способом ландшафтных Изделий, а также стабильность визуализации этих комплексных и стабильных во времени качеств.
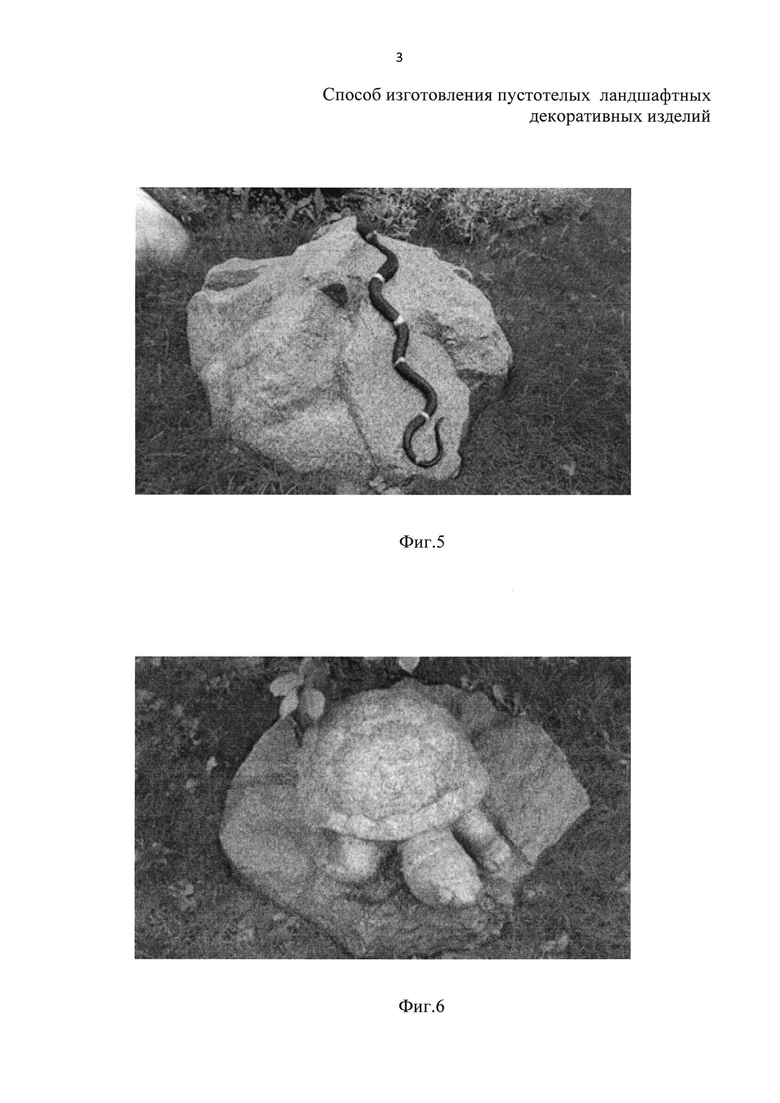
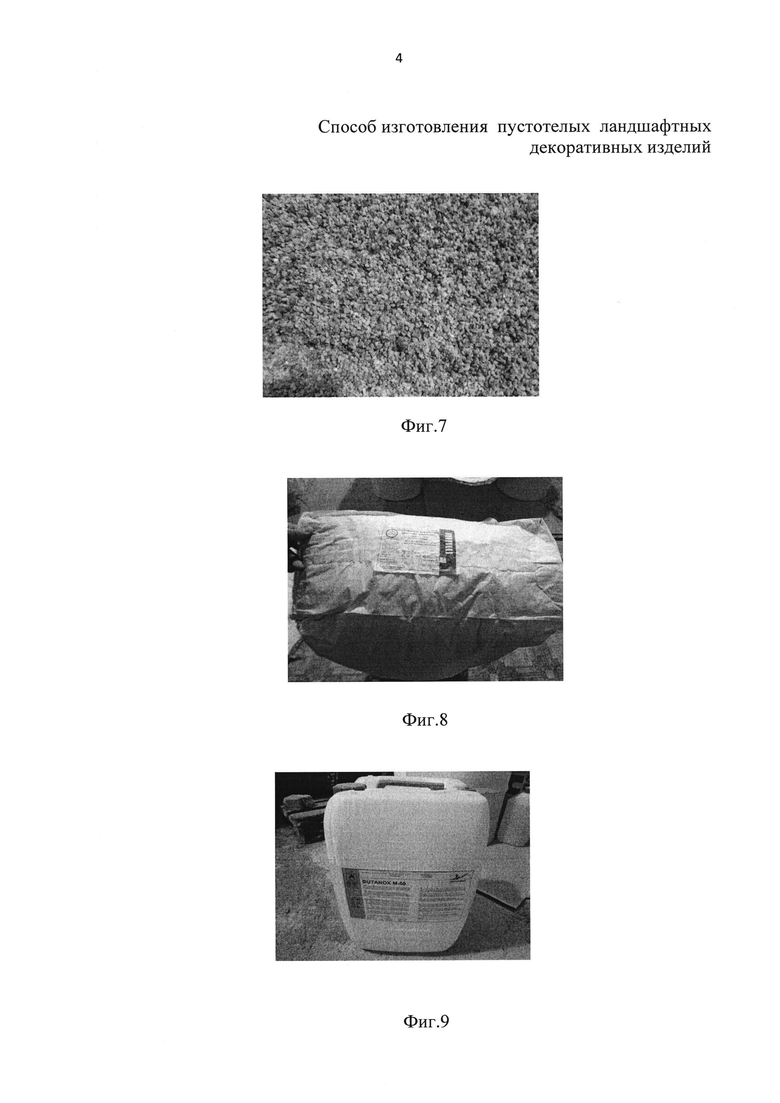
Приведенные ниже примеры конкретной реализации заявленного способа изготовления садово-парковых декоративных изделий, имитирующих природные, с использованием композиционных материалов на основе стеклопластиков, проиллюстрированы Фиг. 1-14, на которых представлены применяемые при апробации пустотелые изделия диаметром 85 см и 95 см (Фиг. 1-2); декоративные изделия, имитирующие природные с разными фигурками животных (Фиг. 3-6); материалы, которые используются при создании пустотелых изделий: каменная крошка (Фиг. 7); загуститель аэросил 380 (Фиг. 8); отвердитель бутанокс М-50 (Фиг. 9); стекломат-Марка 600 (Фиг. 10-11); полиэфирная смола-Марка 71-3219В (Фиг. 12); пигмент (Фиг. 13-14). Приведенные примеры апробации заявленного способа отражают также широкую гамму цветов, применяемых при изготовлении пустотелых изделий, в том числе это могут быть:
- янтарный гранит;
- красный гранит;
- белый кварцит;
- темно-серый гранит;
- темно-серый змеевик.
Пример 1.
Для изготовления красного пустотелого ландшафтного декоративного изделия диаметром 85 см (Фиг. 1) берут состав для нанесения первого слоя, состоящего из 0.5 литров предускоренной полиэфирной смолы (марка 71-3219В), 0.5 грамм пигмента красного (красный гранит), 10 грамм отвердителя (бутанокс М50), 15 грамм загустителя (аэросил 380), 1.5 кг гранитной крошки фракцией 0.63-2 мм. Затем изделие помещают в сушильную камеру на 2 часа при температуре +25+35 °С. После высыхания наносится второй слой, который состоит из 1 литра полиэфирной смолы (марка FS6933-50), 1 грамм пигмента красного, 20 грамм отвердителя (бутанокс М50), 30 грамм загустителя (аэросил 380). Далее кладется эмульсионный стекломат (марка 600) и пропитывается третьим слоем, состоящим из 0.5 литра полиэфирной смолы (марка FS6933-50), 10 грамм отвердителя (бутанокс М50). После отправляем в сушильную камеру на один час при температуре +25+35 °С. Затем наносим финишный слой следующего состава: 0.2 литра полиэфирной смолы (марка FS6933-50), 4 грамма отвердителя (бутанокс М50), 2 грамма пигмента красного (красный гранит). Последний раз отправляем изделие в сушильную камеру на 30 минут при температуре +25+35 °С.
Затем аккуратно вынимаем изделие.
Пример 2.
Для создания двухцветного декоративного изделия с фигурой животного диаметром 85 см используют смесь, состоящую из 0.5 литров полиэфирной смолы (марка 71-3219В), 0.5 грамм пигмента красного, 10 грамм отвердителя (бутанокс М50), 15 грамм загустителя (аэросил 380), 1.5 кг гранитной крошки фракцией 0.63-2 мм. На 1 л полиэфирной смолы добавляется 30 грамм загустителя. Добавление загустителя необходимо для того, чтобы избежать на лицевой стороне камня мелких пустот и уменьшить расход полиэфирной смолы, что к тому же, снижает и себестоимость продукции. Смесь наносится только на фигуру животного. На платформу животного наносится аналогичная смесь, только красный пигмент заменяем на черный. Затем изделие помещают в сушильную камеру на 2 часа при температуре +25+35 °С. После высыхания наносится второй слой, который состоит из 1 литра полиэфирной смолы (марка FS6933-50), 1 грамм пигмента красного (наносится на фигуру животного), 1 грамм пигмента черного (наносится на платформу камня), 20 грамм отвердителя (бутанокс М50), 30 грамм загустителя (аэросил 380). Далее кладется эмульсионный стекломат (марка 600) размером один метр квадратный и пропитывается третьим слоем, состоящим из 0.5 литра полиэфирной смолы (марка FS6933-50), 10 грамм отвердителя (бутанокс М50). После отправляем в сушильную камеру на один час при температуре +25+35 °С. Затем наносим финишный слой следующего состава: 0.2 литра полиэфирной смолы (марка FS6933-50), 4 грамма отвердителя (бутанокс М50), 2 грамма пигмента красного (наносится на фигуру животного) и 2 грамма пигмента черного (наносится на платформу камня). Снова отправляем изделие в сушильную камеру на 30 минут при температуре +25+35 °С. После полного высыхания аккуратно извлекаем изделие.
Для получения более насыщенного цвета на 500 грамм полиэфирной смолы добавляется 0.5 грамм пигмента и при изготовлении изделия диаметром 85 см на 1-й слой добавляется на 500 г полиэфирной смолы 0.5-1 г пигмента, на 2-й слой добавляется на 1 литр полиэфирной смолы добавляется 1 г пигмента. На 3-й слой пигмент не нужен, на 4-й слой на 200 грамм полиэфирной смолы добавляется 2 грамма пигмента. Такое соотношение, полученное экспериментальным путем, дает наиболее насыщенный цвет
Приведенный в примерах 1-2 диапазон используемой крошки фракцией 0.63-2 мм уменьшает расход полиэфирной смолы, что в целом снижает себестоимость готовой продукции (расход составит 1 литр полиэфирной смолы по сравнению, например, с 2.5 литра, требуемые при нанесении каменной крошки стандартной фракцией 1-3 мм на форму диаметром 85 см). Вес изделия при этом снижается до 6-7 кг с сохранением качества изделия, что делает изделие мобильным при необходимости оперативно сменить место его расположения в садово-парковом ансамбле.
Пример 3.
Для изготовления белого пустотелого изделия диаметром 85 см. слои наносят того же состава и в соответствии с тем же порядком, что и в примере 1, однако в состав смеси добавляем пигмент белого цвета (белый кварцит) в тех же пропорциях, что и в примере 1, но вместо пигмента красного.
Примеры 1 и 2, в которых описана конкретная реализация заявленного способа, наглядно демонстрируют возможность изготовления таких декоративных изделий. Они максимально точно воссоздают не только форму, но и рельеф поверхности натурального камня или фигуры животного, а также передают разнообразную цветовую гамму декоративного изображения с высоким качеством его имитационной схожести с природными параметрами, и стабильность визуализации всего эстетического комплекса во времени.
Важным техническим результатом заявленного способа является также возможность оперативно и эффективно облагородить любой ландшафт с минимальными финансовыми и временными затратами с помощью таких декоративных и полых внутри изделий и скрыть любые выступающие над поверхностью земли визуально неприглядные объекты. Заявленный способ имеет широкие возможности, как показали примеры конкретной реализации, использовать эстетические возможности с помощью разных цветовых сочетаний и комбинаций таких пустотелых изделий.
Список использованных источников информации
1. Б.А. Киселев «Стеклопластики» Москва, Государственное научно-техническое издательство химической литературы, 1961, с. 219, 220, 222, 224, 228, 235, 236).
2. А.Т. Туманов, К.И. Портной «Стеклопластики» Из-во Большая советская энциклопедия, т. 24, кн. 1, с. 475-476, 1974.
3. http://www.composite.ru/o_kompozitah/.
4. Авторское свидетельство №1728162 «Композиция для изготовления декоративных изделий», дата приоритета 21.11.1989.
5. Патент РФ №2175913 С2; 03.09.1999; МПК: В28В 3/02, В28В 11/00.
6. Патент РФ №2151700 С2; 11.07.2000; МПК: В44С 5/04.
7. Авторское свидетельство №473624; «Способ изготовления декоративной плитки», 1975.
8. Патент РФ №2046719; 1995; МПК: В28В 11/00.
9. Патент РФ №2219065 С1; 08.10.2002; МПК: В44С 5/04, В28В 3/00.
10. Патент РФ №2080258 С1; 27.05.1997; МПК: В28В 11/00, С04В 41/61.
11. Патент РФ №2284919 С1; 01.03.2005; МПК: B44F 9/04.
12. Патент РФ №2391217 С2; 01.03.2005; МПК: В44С 5/00.
13. Патент РФ №2430830 С1; 18.02.2010; МПК: В28В 11/00, B44F 9/04.
14. Патент РФ №2446941 С1; 08.09.2010; МПК: В28В 11/00, B44F 9/04 – прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИЯ ДЛЯ ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ И ОТДЕЛОЧНЫХ МАТЕРИАЛОВ С АНТИОБЛЕДЕНИТЕЛЬНЫМИ СВОЙСТВАМИ | 2011 |
|
RU2466170C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2219064C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕКОРАТИВНО-ОТДЕЛОЧНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2002 |
|
RU2219065C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ, ИМИТИРУЮЩИХ ПРИРОДНЫЙ КАМЕНЬ | 2010 |
|
RU2446941C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ, ИМИТИРУЮЩИХ ПРИРОДНЫЙ КАМЕНЬ | 2010 |
|
RU2430830C1 |
| Композитный противоскользящий настил | 2020 |
|
RU2724675C1 |
| СПОСОБ СОЗДАНИЯ ДЕКОРАТИВНОГО КАМНЯ | 2010 |
|
RU2429132C1 |
| Способ изготовления пустотелых изделий из агломерата | 2017 |
|
RU2651853C1 |
| Химически стойкое покрытие столешницы | 2023 |
|
RU2815497C1 |
| НАНОСТРУКТУРИРОВАННЫЙ СТЕКЛОПЛАСТИК И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2017 |
|
RU2668030C1 |
Изобретение относится к области строительства и может быть использовано преимущественно для изготовления садово-парковых декоративных изделий, имитирующих природные, с использованием композиционных материалов на основе стеклопластиков. Способ изготовления пустотелых ландшафтных декоративных изделий заключается в поэтапном формовании многослойной формы-матрицы путем изготовления слепка и каркаса по форме имитируемого натурального природного предмета. При этом слепок изготавливают предварительным равномерным нанесением на имитируемый предмет не менее 6 слоев силикона с отвердителем, взятых в соотношении (1 кг : 30 гр), с выдержкой каждого из наносимых слоев до полного их высыхания не менее 12 часов при температуре 18-25°С. После полного высыхания всех слоев слепок аккуратно снимают с природного. Каркас изготавливают под силиконовый слепок из стеклопластика последовательным нанесением на имитируемый натуральный предмет нескольких слоев, первый из которых смесь полиэфирной смолы с отвердителем, взятые в соотношении (1 л : 20 гр). После чего сразу наносят второй слой из эмульсионного стекломата и поверх него повторно наносят смесь полиэфирной смолы с отвердителем, взятые в том же соотношении, что и первый слой (1 л. : 20 гр.). Полученный каркас высушивают при температуре 18-25°С не менее 12 часов. После высыхания каркас аккуратно снимают с имитируемого природного предмета, а во внутрь его закладывают высушенный силиконовый слепок, на внутреннюю часть которого наносят первый слой состава из полиэфирной смолы, пигмента, загустителя и отвердителя, соотношение которых в смеси берут в зависимости от размера изготавливаемого пустотелого ландшафтного изделия. После чего сразу этот слой покрывают сверху мраморной гранитной крошкой, минимальная фракция которой составляет 0,63-0,2 мм. Полученную многослойную матрицу помещают в сушильную камеру для высыхания и высушивают при температуре 25-35°С не менее двух часов. После полного высыхания наносят второй слой того же состава и в количестве, определяемом размерами изготавливаемого изделия. На второй слой накладывают эмульсионный стекломат размером не менее 1×2 м, который пропитывают третьим слоем полиэфирной смолы, смешанной с отвердителем в соотношении (1 л : 20 гр). После чего повторно помещают в сушильную камеру для высыхания при температуре 25-35°С не менее 1 часа. Затем наносят последний финишный слой из полиэфирной смолы, смешанной с отвердителем в соотношении (1 л : 20 гр), в который добавляют пигмент в количестве, определяемом размерами изготавливаемого ландшафтного изделия, до получения консистенции краски. После чего изделие помещают в сушильную камеру для высыхания при температуре 25-35°С в течение 30 минут. Проводят проверку полной просушки каждого слоя толщиной 0,01-0,02 мм. Аккуратно снимают каркас и затем извлекают силиконовый слепок готового ландшафтного изделия, с которого убирают излишки в случае их наличия, а на его внешнюю поверхность наносят пропитку, соответствующую имитируемому натуральному предмету. Техническим результатом изобретения является повышение качества имитационной схожести и декоративного эффекта ландшафтного изделия, стабильности его получения и снижение себестоимости. 7 з.п. ф-лы, 14 ил., 3 пр.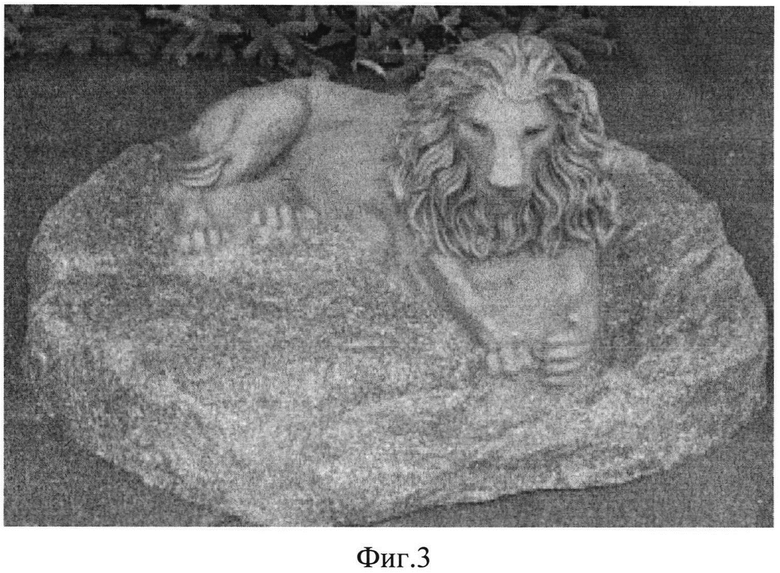
1. Способ изготовления пустотелых ландшафтных декоративных изделий, заключающийся в формовке многослойной формы-матрицы, изготовлении на внутренней вогнутой поверхности формы-матрицы силиконового слепка, формировании декоративного слоя нанесением связующего компонента из полиэфирной смолы с отвердителем, формировании каркасного слоя с использованием эмульсионного стекломата, обеспечении отвердения связующих слоев, извлечении готового изделия из формы-матрицы, отличающийся тем, что формование многослойной формы-матрицы проводят поэтапно путем изготовления слепка и каркаса по форме имитируемого натурального природного предмета, при этом слепок изготавливают предварительным равномерным нанесением на имитируемый предмет не менее 6 слоев силикона с отвердителем, взятых в соотношении (1 кг : 30 гр), с выдержкой каждого из наносимых слоев до полного их высыхания не менее 12 часов при температуре 18-25°С, после полного высыхания всех слоев слепок аккуратно снимают с природного, каркас изготавливают под силиконовый слепок из стеклопластика последовательным нанесением на имитируемый натуральный предмет нескольких слоев, первый из которых смесь полиэфирной смолы с отвердителем, взятые в соотношении (1 л : 20 гр), после чего сразу наносят второй слой из эмульсионного стекломата и поверх него повторно наносят смесь полиэфирной смолы с отвердителем, взятые в том же соотношении, что и первый слой (1 л : 20 гр), полученный каркас высушивают при температуре 18-25°С не менее 12 часов, после высыхания каркас аккуратно снимают с имитируемого природного предмета, а во внутрь его закладывают высушенный силиконовый слепок, на внутреннюю часть которого наносят первый слой состава из полиэфирной смолы, пигмента, загустителя и отвердителя, соотношение которых в смеси берут в зависимости от размера изготавливаемого пустотелого ландшафтного изделия, после чего сразу этот слой покрывают сверху мраморной гранитной крошкой, минимальная фракция которой составляет 0,63-0,2 мм, полученную многослойную матрицу помещают в сушильную камеру для высыхания и высушивают при температуре 25-35°С не менее двух часов, после полного высыхания наносят второй слой того же состава и в количестве, определяемом размерами изготавливаемого изделия, на второй слой накладывают эмульсионный стекломат размером не менее 1×2 м, который пропитывают третьим слоем полиэфирной смолы, смешанной с отвердителем в соотношении (1 л : 20 гр), после чего повторно помещают в сушильную камеру для высыхания при температуре 25-35°С не менее 1 часа, затем наносят последний финишный слой из полиэфирной смолы, смешанной с отвердителем в соотношении (1 л : 20 гр), в который добавляют пигмент в количестве, определяемом размерами изготавливаемого ландшафтного изделия, до получения консистенции краски, после чего изделие помещают в сушильную камеру для высыхания при температуре 25-35°С в течение 30 минут, проводят проверку полной просушки каждого слоя толщиной 0,01-0,02 мм, аккуратно снимают каркас и затем извлекают силиконовый слепок готового ландшафтного изделия, с которого убирают излишки в случае их наличия, а на его внешнюю поверхность наносят пропитку, соответствующую имитируемому натуральному предмету.
2. Способ по п. 1, отличающийся тем, что слои, наносимые при изготовлении слепка, имеют в составе силикон марки 718 с отвердителем марки бутанокс М50, которые берут в соотношении (1 кг : 30 гр).
3. Способ по п. 1, отличающийся тем, что на внутреннюю часть силиконового слепка наносят первый слой, который состоит из смеси полиэфирной смолы марки 71-3219В, пигмента-красителя для камня и бетона, загустителя, в качестве которого берут аэросил 380, и отвердителя.
4. Способ по п. 1, отличающийся тем, что наносимые при изготовлении каркаса слои имеют в составе полиэфирную смолу марки FS6933-50 и эмульсионный стекломат марки 600, а в качестве загустителя использован аэросил 380.
5. Способ по п. 4, отличающийся тем, что на первый слой наносят полиэфирную смолу марки 71-3219В, а на второй слой наносят полиэфирную смолу марки FS6933-50.
6. Способ по п. 5, отличающийся тем, что используют полиэфирную смолу марки 71-3219В и марки FS6933-50.
7. Способ по п. 1, отличающийся тем, что на внешнюю поверхность готового ландшафтного изделия наносят пропитку марки 812 в случае, если имитируемый натуральный предмет из камня и/или бетона.
8. Способ по п. 5, отличающийся тем, что используют пропитку на основе гидрофобизатора марки 812.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ, ИМИТИРУЮЩИХ ПРИРОДНЫЙ КАМЕНЬ | 2010 |
|
RU2446941C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ, ИМИТИРУЮЩИХ ПРИРОДНЫЙ КАМЕНЬ | 2010 |
|
RU2430830C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕКОРАТИВНО-ОТДЕЛОЧНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2002 |
|
RU2219065C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2046719C1 |
| DE 4241979 C1, 13.01.1994. | |||

