Группа изобретений относится к строительной отрасли, в частности к оснастке оборудования для формования методом вибролитья тротуарной, половой и облицовочной плитки из многоцветных песчано-цементных растворов, и способу изготовления таких изделий.
Известен способ мозаичного многоцветного покрытия полов, в котором с помощью стеклянных или алюминиевых жилок (перегородок), уложенных по заданному рисунку и залитых цветными песчано-цементными растворами, получают многоцветный пол с рисунком. Жилки (перегородки) могут оставаться в полу или выниматься перед окончательной обработкой после отвердения растворов (В.И.Малин. Справочник молодого облицовщика-плиточника и мозаичника. М.: Высшая школа, 1988, с.167).
Известный способ характеризуется большой трудоемкостью и непригоден для изготовления плитки.
Известен поддон для вибропрессования тротуарной плитки с рельефным изображением, состоящий из несущего металлического листа с термопластичным покрытием на его формующей поверхности, имеющем рельефное изображение. На указанном покрытии выполнены прямоугольные канавки или трапецеидальные выступы, плотно контактирующие с перегородками приспособления, разделяющими цветные формовочные смеси (описание изобретения к патенту RU 2358862, кл. В28В 3/00, опубликовано 20.06.2009).
В известном решении тротуарную плитку получают методом вибропрессования, а не вибролитья, как в предложенном изобретении, и с учетом использования другого оборудования (вибропресса) его оснастка может не подойти для использования в процессе вибролитья, к тому же конструкция этого приспособления в названном источнике не описана.
Технический результат изобретения состоит в расширении ассортимента тротуарной, половой и облицовочной плитки, а также упрощении оснастки и уменьшении трудоемкости процесса изготовления многоцветной плитки.
Названный технический результат достигнут в изобретении благодаря следующей совокупности признаков.
Оснастка для изготовления разноцветной плитки состоит из формы, предназначенной для заливки песчано-цементной смеси и традиционно использующейся для изготовления плитки. Эта форма имеет боковые стенки и дно. Наряду с вышеназванной формой в состав предложенной оснастки входит шаблон, выполненный с возможностью установки внутри формы и имеющий боковые стенки, наружные размеры которых соответствуют внутренним размерам боковых стенок формы, и по меньшей мере одну перегородку между боковыми стенками шаблона для образования отсеков. Одна или несколько перегородок выполнены с возможностью плотного прилегания к дну формы. Боковые стенки формы и соответственно шаблона, а также перегородки могут иметь любую конфигурацию в соответствии с замыслом производителя и/или заказчика.
Форма выполнена из полимерного материала, а шаблон выполнен из металла.
Способ изготовления разноцветной плитки заключается в том, что в нем используют вышеописанную оснастку, при этом укладку песчано-цементной смеси в форму ведут послойно, вначале формируя лицевой слой плитки путем заполнения соответствующих отсеков шаблона, установленного в форме, на заданную высоту песчано-цементными смесями разных цветов. Затем вынимают шаблон из формы и формируют несущий (тыльный) слой плитки путем заполнения оставшейся части формы одноцветной песчано-цементной смесью. После этого заполненную песчано-цементной смесью форму подвергают вибровоздействию с последующим отвердением этой смеси. Для этого формы со смесью выдерживают нужное для схватывания смеси время на стеллажах, после чего извлекают готовое изделие из формы.
Лицевой слой плитки формируют на высоту, не превышающую одну треть высоты стенки формы. Это продиктовано экономическими соображениями, поскольку для приготовления цветной песчано-цементной смеси используют дорогостоящий белый цемент.
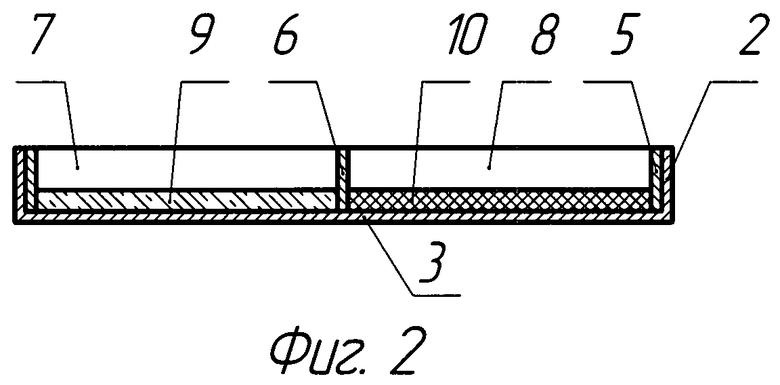
Изобретение поясняется чертежами, на фиг.1 схематично показана оснастка для изготовления плитки; на фиг.2 - форма с шаблоном внутри нее, отсеки которой заполнены формовочными смесями разных цветов (вид в разрезе).
Как видно на фиг.1, оснастка состоит из формы 1, выполненной из полимерного материала (полиэтилен низкой плотности) и содержащей боковые стенки 2 и дно 3, а также шаблона 4, выполненного из металла (железо, алюминий), содержащего боковые стенки 5 и по меньшей мере одну перегородку 6. Высота боковых стенок 5 и перегородки 6 шаблона 4 соответствует высоте боковых стенок формы 1. Шаблон 4 выполнен с возможностью установки внутри формы 1 без зазора между их боковыми стенками.
Способ изготовления разноцветной плитки состоит в том, что вначале подготавливают оснастку путем размещения каждого шаблона 4 внутри каждой формы 1. Шаблон благодаря одной или нескольким перегородкам 6 делит каждую форму на заданное число отсеков 7 и 8. Каждый отсек примерно на одну треть высоты стенки 2 формы заполняют песчано-цементной смесью 9 и 10 соответствующего цвета.
После заполнения каждой формы цветными песчано-цементными смесями шаблон 4 вынимают из формы 1, а оставшиеся две трети высоты стенки формы заполняют обычной песчано-цементной смесью серого цвета, формируя тем самым несущую сторону плитки (не показано).
Дальнейшие операции производят по стандартной технологии, а именно полностью заполненные песчано-цементной смесью формы подают на вибростол и уплотняют смесь в течение 5-10 с. После чего формы с уплотненной песчано-цементной смесью укладывают на стеллаж и выставляют на площадку для набора смесью необходимой прочности.
После набора смесью прочности готовые изделия вынимают из формы, укладывают на транспортные поддоны и направляют потребителю.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ВИБРОПРЕСС | 2004 |
|
RU2342247C2 |
| ПОДДОН ДЛЯ ВИБРОПРЕССОВАНИЯ ТРОТУАРНОЙ ПЛИТКИ С РЕЛЬЕФНЫМ ИЗОБРАЖЕНИЕМ | 2004 |
|
RU2358862C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЦВЕТНОГО АРХИТЕКТУРНОГО БЕТОНА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2011 |
|
RU2476312C1 |
| ЦЕМЕНТОБЕТОННАЯ СМЕСЬ, СПОСОБ ЕЁ ПРИГОТОВЛЕНИЯ И СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ ДЛЯ УСТРОЕНИЯ ТРОТУАРОВ ИЗ ЦЕМЕНТОБЕТОННОЙ СМЕСИ | 2002 |
|
RU2232145C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРХИТЕКТУРНО-ДЕКОРАТИВНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2265525C2 |
| Способ укладки тротуарной плитки | 2022 |
|
RU2779685C1 |
| СТРОИТЕЛЬНЫЙ БЛОК | 2022 |
|
RU2830386C2 |
| Поддон для вибропрессования | 2016 |
|
RU2616027C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТКИ ОБЛИЦОВОЧНОЙ | 2000 |
|
RU2171178C1 |
| СВЕТОДИОДНЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ | 2021 |
|
RU2769025C1 |
Изобретение относится к области строительства, а именно к конструкциям и способам для формования методом вибролитья тротуарной, половой и облицовочной плитки из многоцветных песчано-цементных смесей. Изобретение позволит упростить конструкцию оснастки и уменьшить трудоемкость процесса изготовления многоцветной плитки. Оснастка состоит из полимерной формы с боковыми стенками и дном и шаблона, выполненного с возможностью установки внутри формы и имеющего боковые стенки, наружные размеры которых соответствуют внутренним размерам боковых стенок формы, и по меньшей мере одну перегородку между ними для образования отсеков. Способ изготовления разноцветной плитки заключается в том, что укладку песчано-цементной смеси в форму ведут послойно, вначале формируя лицевой слой плитки путем заполнения соответствующих отсеков шаблона, установленного в форме, на заданную высоту песчано-цементными смесями разных цветов. Затем вынимают шаблон из формы и формируют несущий слой плитки путем заполнения оставшейся части формы одноцветной песчано-цементной смесью, после чего форму с песчано-цементной смесью подвергают вибровоздействию с последующим отвердением этой смеси и извлекают готовое изделие из формы. 2 н. и 1 з.п. ф-лы, 2 ил.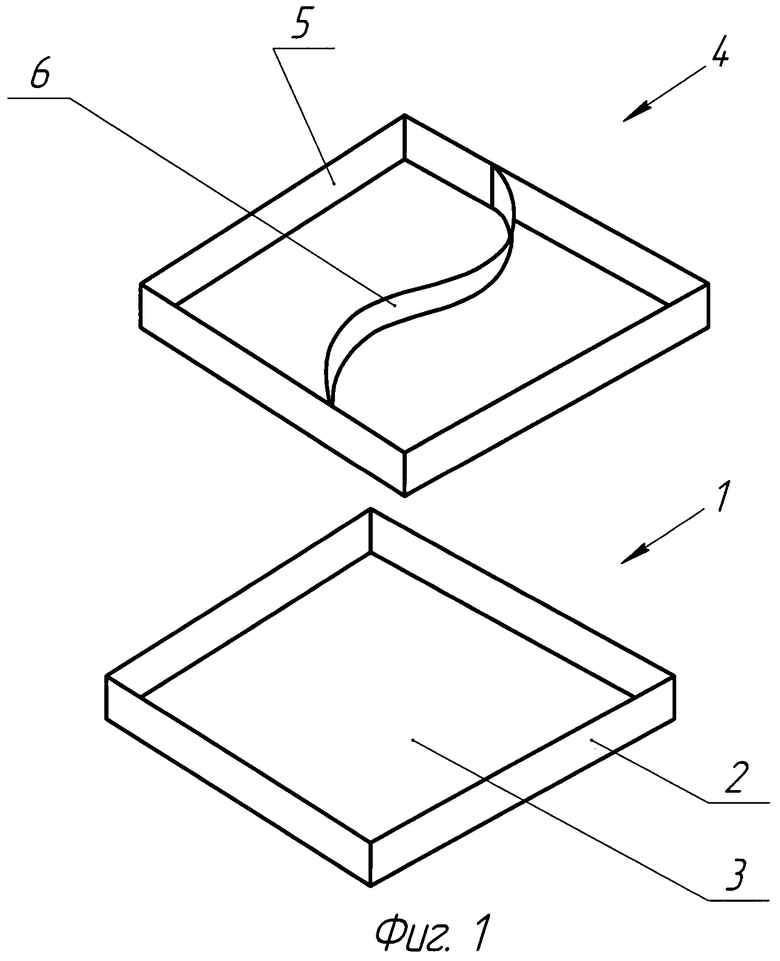
1. Оснастка для изготовления разноцветной плитки, содержащая полимерную форму с боковыми стенками и дном, предназначенную для заливки песчано-цементной смеси, и металлический шаблон, выполненный с возможностью установки внутри формы и имеющий боковые стенки, наружные размеры которых соответствуют внутренним размерам боковых стенок формы, и по меньшей мере одну перегородку между ними для образования отсеков, выполненную с возможностью плотного прилегания к дну формы.
2. Способ изготовления разноцветной плитки, заключающийся в том, что в нем используют оснастку по п.1, при этом укладку песчано-цементной смеси в форму ведут послойно, вначале формируя лицевой слой плитки путем заполнения соответствующих отсеков шаблона, установленного в форме, на заданную высоту песчано-цементными смесями разных цветов, затем вынимают шаблон из формы и формируют несущий слой плитки путем заполнения оставшейся части формы одноцветной песчано-цементной смесью, после чего форму с песчано-цементной смесью подвергают вибровоздействию с последующим отвердением этой смеси и извлекают готовое изделие из формы.
3. Способ по п.2, отличающийся тем, что лицевой слой плитки формируют на высоту, не более одной трети высоты стенки формы.
| ПОДДОН ДЛЯ ВИБРОПРЕССОВАНИЯ ТРОТУАРНОЙ ПЛИТКИ С РЕЛЬЕФНЫМ ИЗОБРАЖЕНИЕМ | 2004 |
|
RU2358862C2 |
| Устройство для формирования цветного рисунка при прессовании коврово-узорчатых плиток | 1983 |
|
SU1135661A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНОЙ ПЛИТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2043196C1 |
| RU 82159 U1, 20.04.2009 | |||
| CN 201040399 Y, 26.03.2008. | |||

