Изобретение относится к области транспортного машиностроения, в частности к транспортным средствам, содержащим ведущие мосты.
Известен картер ведущего моста, содержащий балку, состоящую из пяти частей: средней, двух концевых и двух промежуточных, связанных между собой электронной сваркой, при этом промежуточные части имеют фланцы для крепления опорных дисков тормозов и могут иметь различную конструкцию (см. Франция, заявка №2342857, кл. В 60 В 35/16, опубл. 30.09.1977 г.).
Недостатком известного технического решения является то, что его изготовление требует высоких трудозатрат.
Известен картер ведущего моста, у которого кожух полуоси, выполняющий функцию цапфы, запрессовывается в картер моста (см. Автомобиль-тягач Урал-4320 и его модификации. Руководство по эксплуатации (издание четвертое, исправленное и дополненное). - М.:Автоэкспорт СССР, стр.99, рис.79).
Недостатком известной конструкции является недостаточная прочность соединения при значительных нагрузках.
Наиболее близким из известных к предложенному техническому решению по совокупности существенных признаков и достигаемому техническому результату является картер заднего моста, содержащий балку картера, соединенную сваркой трением с хвостовой частью концевых фланцев, цапфы, соединенные посредством крепежных элементов с концевыми фланцами (см. Автомобили «КАМАЗ» типа 6х6, Руководство по эксплуатации 43101-3902005РЭ. - М.: Машиностроение, 1991 г., стр.89, рис.67).
Недостатком известного технического решения является высокая стоимость изготовления картера моста при небольших объемах производства, так как требуется специальное технологическое оборудование и для сварки трением, и для подготовки цилиндрических участков у свариваемых деталей.
Технической задачей предложенного технического решения является снижение себестоимости изготовления картера ведущего моста при небольших объемах производства и обеспечение высокой прочности.
Технический результат достигается тем, что в картере ведущего моста транспортного средства, содержащем балку картера, соединенную сваркой с хвостовой частью концевых фланцев, цапфы, соединенные с концевыми фланцами посредством крепежных элементов, хвостовая часть концевых фланцев выполнена с прорезями, а боковые стенки балки картера выполнены с выступами, установленными в упомянутых прорезях и закрепленными в них электродуговой сваркой.
Снизить затраты на изготовление картера ведущего моста при небольших объемах производства можно при помощи применения обычной (электродуговой) сварки, которая соединяет поверхность фланца с торцевой поверхностью балки картера. Однако в этом случае снижается прочность соединения.
Применяя электродуговую сварку, увеличить прочность соединения можно следующим образом:
- установить фланец на внешнюю поверхность балки картера и приварить сварным швом по кругу (или замкнутому контуру). Однако электродуговая сварка из-за высокой температуры изменяет микроструктуру материала балки в зоне сварного шва, материал становится хрупким, площадь сечения, сопротивляющаяся разрыву, уменьшается, а это при нагружении приводит к разрыву материала балки в ее нижней части как наиболее нагруженного места и дальнейшему разрушению всего картера ведущего моста;
- можно удлинить хвостовую часть фланца, запрессовать его во внутреннюю поверхность балки картера, а затем приварить по замкнутому контуру по торцевой поверхности в месте соединения деталей. В этом случае разрушению соединения препятствуют сварной шов, который в нижней части соединения нагружается растягивающими нагрузками и запрессованная в балку хвостовая часть фланца, но так как хвостовая часть фланца не может быть технологично точно установлена без зазора во внутреннюю поверхность балки, то это соединение не препятствует разрыву сварного шва в момент зарождения трещины;
- можно приварить к концевому фланцу в нижней его части усилительные ребра. Однако применение ребер, расположенных в благоприятной зоне нагружения картера моста, невозможно в связи с близким расположением деталей подвески, а смещение ребер во внешнюю сторону значительно увеличивает габариты картера ведущего моста, а значит, и габариты автомобиля.
Существует следующее противоречие:
- с одной стороны, применение электродуговой сварки уменьшает себестоимость конструкции;
- с другой стороны, применение электродуговой сварки уменьшает прочность конструкции картера ведущего моста.
В заявленном техническом решении отличительные признаки, заключающиеся в том, что хвостовая часть концевых фланцев выполнена с прорезями, а боковые стенки балки картера выполнены с выступами, установленными в упомянутых прорезях и закрепленными в них электродуговой сваркой, позволяют снизить себестоимость изготовления картера ведущего моста при небольших объемах производства и обеспечить его высокую прочность.
На основании вышеизложенного можно сделать вывод, что заявляемое техническое решение соответствует условиям патентоспособности «новизна» и «изобретательский уровень».
Заявляемое техническое решение поясняется чертежами:
на фиг.1 - изображена симметричная часть картера ведущего моста транспортного средства с местным разрезом;
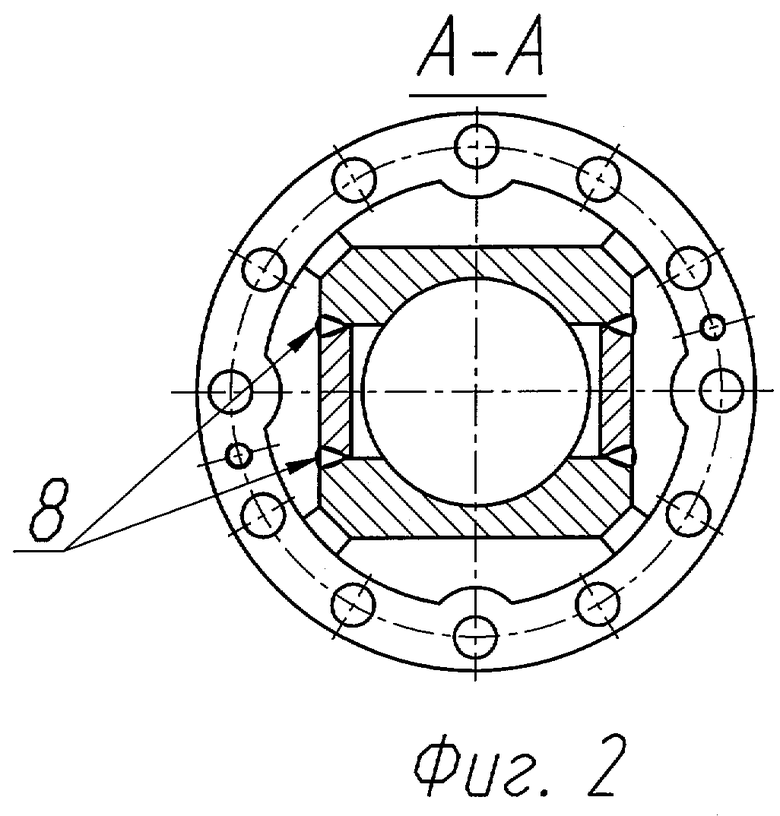
на фиг.2 сечение А-А на фиг.1;
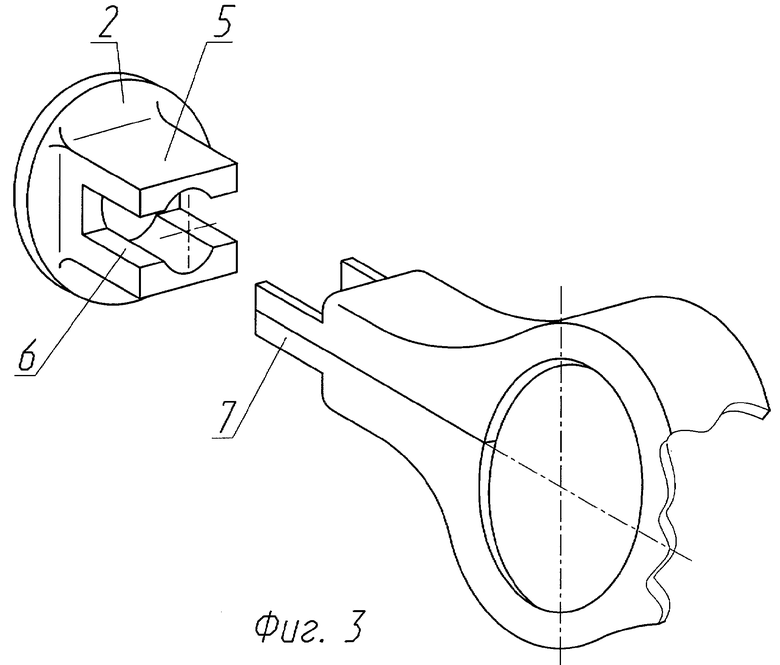
на фиг.3 изображена в изометрии балка картера моста и концевой фланец до сборки.
Картер ведущего моста транспортного средства содержит балку 1 картера моста, концевые фланцы 2 с хвостовой частью, цапфы 3. Балка 1 состоит из двух полубалок, соединенных при помощи электродуговой сварки.
Концевые фланцы 2 имеют равномерно расположенные по окружности отверстия, в которых установлены крепежные элементы 4, соединяющие неподвижно концевые фланцы 2 с цапфами 3 и центральное сквозное отверстие для установки полуоси. В хвостовой части 5 концевых фланцев 2 выполнены прорези 6, расположенные вдоль горизонтальной оси концевого фланца 2.
Боковые стенки балки 1 выполнены с выступами 7, которые установлены в прорезях 6 и закреплены в них продольными швами 8, вертикальным швом 9 и поперечными швами 10. Все швы выполнены электродуговой сваркой. Поперечные швы 10 имеют малый катет и выполняются только для обеспечения герметичности.
При приложении вертикальной нагрузки к картеру моста происходит нагружение только продольных сварных швов 8, расположенных в вертикальной плоскости, в местах соединения выступов 7 балки 1 картера моста с хвостовой частью 5 концевого фланца 2. Продольные швы 8 имеют значительную длину, поэтому усилия, передающиеся на балку 1 моста, распределяются равномерно по всей длине сварных швов 8. Поперечные швы 10 не несут основную нагрузку и ввиду их незначительных размеров не оказывают влияния на прочность картера, так как изменение микроструктуры материала балки картера при сварке происходит на минимальной площади сечения.
Заявляемое техническое решение позволяет снизить себестоимость изготовления картера ведущего моста при небольших объемах производства и обеспечить его высокую прочность.
Заявляемое техническое решение соответствует требованию промышленной применимости и возможно для реализации на стандартном технологическом оборудовании.
| название | год | авторы | номер документа |
|---|---|---|---|
| Картер ведущего моста транспортного средства | 1979 |
|
SU925685A1 |
| БАЛКА ОСИ ТРАНСПОРТНОГО СРЕДСТВА ХОЗЯЙСТВЕННОГО НАЗНАЧЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2767393C2 |
| ОСЬ МОСТА В СБОРЕ | 2015 |
|
RU2655587C1 |
| ПОДВЕСКА КОЛЕСНОЙ БАЛКИ | 2003 |
|
RU2243103C1 |
| РАМА ШАССИ БОЛЬШЕГРУЗНОГО ТРАНСПОРТНОГО СРЕДСТВА И БОЛЬШЕГРУЗНОЕ ТРАНСПОРТНОЕ СРЕДСТВО | 2012 |
|
RU2582745C2 |
| АВТОБУС | 2003 |
|
RU2245812C1 |
| ПОДВЕСКА МОСТА ТРАНСПОРТНОГО СРЕДСТВА | 2009 |
|
RU2509658C2 |
| ОСЬ МОСТА В СБОРЕ | 2015 |
|
RU2658248C1 |
| ПОРТАЛЬНЫЙ ВЕДУЩИЙ МОСТ КОЛЕСНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2001 |
|
RU2193978C1 |
| ГОРОДСКОЙ АВТОБУС | 2003 |
|
RU2245811C1 |
Картер содержит балку картера, соединенную сваркой с хвостовой частью концевых фланцев, цапфы, соединенные с концевыми фланцами посредством крепежных элементов. Хвостовая часть концевых фланцев выполнена с прорезями, а боковые стенки балки картера выполнены с выступами, установленными в упомянутых прорезях и закрепленными в них электродуговой сваркой. В результате снижается себестоимость изготовления картера ведущего моста при небольших объемах производства с обеспечением высокой прочности. 3 ил.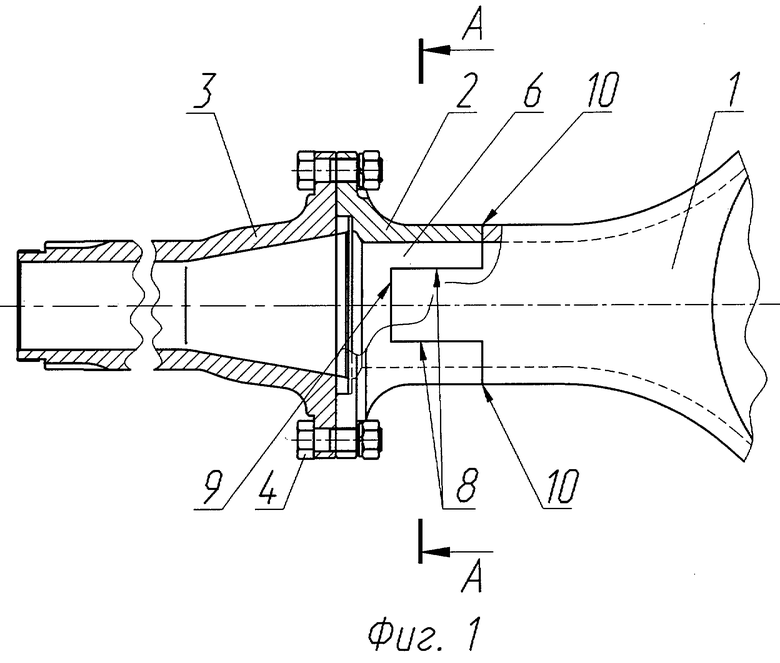
Картер ведущего моста транспортного средства, содержащий балку картера, соединенную сваркой с хвостовой частью концевых фланцев, цапфы, соединенные с концевыми фланцами посредством крепежных элементов, отличающийся тем, что хвостовая часть концевых фланцев выполнена с прорезями, а боковые стенки балки картера выполнены с выступами, установленными в упомянутых прорезях и закрепленными в них электродуговой сваркой.
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 1934 |
|
SU43101A1 |
| - М.: Машиностроение, 1991, с.89, рис.67 | |||
| БИОЛОГИЧЕСКИ АКТИВНАЯ ДОБАВКА К ПИЩЕ "МИГИКАЛЬГИН" | 2006 |
|
RU2342857C2 |
| Картер ведущего моста транспортного средства | 1979 |
|
SU925685A1 |

