КАРТЕР ВЕДУЩЕГО МОСТА ТРАНСВОРТНОГО
1
Изобретение относится к атотракторостроению, преимущественно к штампо-сварным картерам ведущих мостов колесных тракторов.
Известен картер ведущего моста транспортного средства, содержащий полую балку круглого сечения на ее , концах и два фланца, ступица каждого из которых связана с соответствующим концом балки сварным соединением в виде кругового шва, плоскость которого перпендикулярна вертикальной продольной плоскости балки р Сварное соединение в стык в этом мосте выполнено на остающейся .под- кладке согласно ГОСТ 1 771-76.
Недостатком таких электросварных соединений является невысокая усталостная прочность и, недолговечность картеров ведущих мостов при эксплуатации колесных тракторов из-за наличия непроваров в корне Шва, котот рые обусловлены зазорами между внутренней поверхностью балки картера СРЕДСТВА
И остающейся подкладкой или выступами фланца, входящими в полость балки при замковом соединении.
Для обеспечения долговечности картера ведущего моста необходим полный провар корня шва в сварном соединении фланцев с балкой картера. Однако сварка односторонних швов с полным проваром представляет сложную, до сих пор не решенную до конца задачу.
Непровары в корне шва создают резкую концентрацию напряжений и вызывают, существенное снижение выносливости стыковых соединений на фланцах; составляя всего 10% толщины сечения ;непровар может понизить усталостную прочность соединения-наполовину.
Непременным условием для качественной сварки стыковых односторонних швов на остающейся подкладке является точная подгонка подкладок.
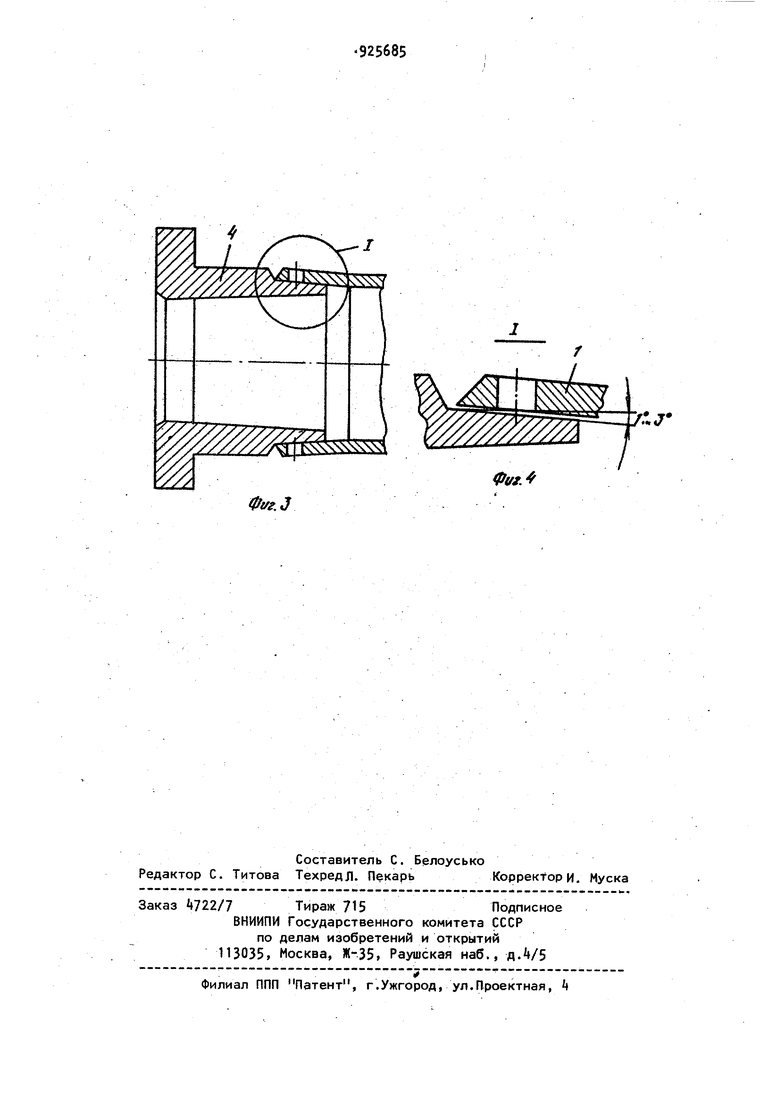
Наличие неплотностей, образующихся между остающейся подкладкой 39 и внутренней поверхностью балки картера, вводит в конструкцию соединения естественное концентратор напряжений, и в результате переменных нагрузок картеров ведущих мостов могут образовываться трещины, берущие начало от щели между сопрягаемыми элементами. Цель изобретения - повышение долговечности путем увеличения усталост ной прочности сварного соединения. Поставленная цель достигается тем, что ступица фланца с концом балки дополнительно связана двумя электрозаклепками,расположенными в диаметрально противоположных точках вертикальной продольной плоскости балки на расстоянии от плоскости кругового шва, а внешняя поверхность ступицы фланца выполнена сопряженной с внутренней поверхностью KOHiia балки, при этом упомянутые поверхно ти выполнены коническими. Толщины стенок ступицы фланца и конца балки могут быть равны. Упомянутое расстояние может быть равно 2-3 толщинам стенки балки. Угол наклона конических сопрягае мых поверхностей может составлять 1-3°. На фиг. 1 показан картер ведущего моста транспортного средства; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 сопряжение ступицы флан ца с концом балки картера на фиг. узел I на фиг. 3Картер ведущего моста транспортного средства состоит иЗбалки 1 круглого сечения на ее концах, коль ца 2, крышки 3 и двух фланцев Ц со ступицей 5 каждый. Поверхности сопр жения 6 ступицы фланца и конца балки выполнены коническими. Ступица 5 флднца k заходит во внутреннюю полость балки 1 на глубину -5 толщин стенки балки картера.На расстоянии 2толщины стенки балки от кольцевого шва 7 выполняются две электрозаклеп ки 8, расположенные в диаметрально противоположных точках вертикальной продольной плоскости балки. Коничес кие сопрягаемые поверхности 6 имеют наклон 1-3 к продольной оси балки. При этом толщины стенки бйлки картера а местах наложения кольцевого шва и двух электрозаклепок постоянны по всей длине. Две электрозаклепки частично раз гружают кольцевой шов в зоне дейстИЯ растягивающих напряжений при знаопеременной нагрузке картера моста процессе его эксплуатации. Соединение фланцев с балкой карера обеспечивает получение беззаорного соединения, позволяющего выолнять электродуговую сварку перого прохода на больших токах с беспечением полного провара корня ва. Именно сочетание кольцевого сварого шва с полным проваром в его орне с сохранением толщины стенки алки картера в местах наложения ольцевых швов vi двух электрозаклеок позволяет повысить усталостную рочность стыкового соединения фланев с балкой картера, а следовательо, повысить надежность каретра веущего моста в процессе его эксплуаации. Формула изобретения 1.Картер ведущего моста транспортного средства., содержащий полую балку круглого сечения на ее концах и два фланца, ступица каждого из которых связана с соответствующим концом балки сварным соединением в виде кругового шва, плоскость которого перпендикулярна вертикальной продольной плоскости балки, отличающийся тем, что, с целью повышения долговечности путем увеличения усталостной прочности сварного соединения, ступица фланца с концом балки дополнительно связана двумя электрозаклепками, расположенными в диаметрально противоположных точках вертикальной продольной плоскости балки на расстоянии от плоскости кругового шва, а внешняя поверхность ступицы фланца выполнена сопряженной с внутренней поверхностью конца балки, при этом упомянутые поверхности выполнены коническими. 2.Картер по П.1, отличающий с я тем, что toлщины стенок ступицы фланца и конца балки равны. 3.Картер поп.1,отличаю щ и и с я тем, что упомянутое расстояние равно 2-3 толщинам стенки балки. k. Картер по п.1, о т л и ч т л и ч а ю щ и и с я тем, что угол наклона конических сопрягаемых поверхностей 1-3
Источники информации, принятые во внимание при экспертизе
1. Чертеж 151.72029 СБ Картер моста переднего. Инв. № 001177
925685
Лозовского кузнечно-механического завода 23.12,75. г. Лозовая, Харьковск. обл. (прототип) .

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2409457C1 |
| Сварное соединение | 1980 |
|
SU929372A1 |
| Способ комбинированной стыковой сварки трением с перемешиванием деталей из алюминиевого сплава АМг6 | 2024 |
|
RU2837694C1 |
| Способ двусторонней сварки плавлением стыковых соединений | 1977 |
|
SU660803A1 |
| Способ приварки технологических элементов к трубопроводу | 1981 |
|
SU1058182A1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2553769C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2443528C1 |
| Способ электродуговой сварки | 1989 |
|
SU1632671A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ сварки встык многослойных элементов | 1977 |
|
SU729011A1 |
фугЛ
