Настоящее изобретение относится к сердечнику с торцевыми поверхностями, полученными в результате резки, штампования и тому подобного листовой магнитной стали с нанесением изоляционного покрытия с чрезвычайно высокими изоляционными свойствами, сцепляемостью и коррозионной стойкостью, и к способу обработки сердечника с получением изоляции.
Кроме этого, настоящее изобретение относится к сердечнику электрических устройств, на который нанесены в виде покрытия и осаждены кремнийорганические соединения, имеющие связи Si-O, для того чтобы улучшить технические характеристики и предотвратить возникновение коротких замыканий, к способу его изготовления, к электрическому устройству, функционирующему при высоких температурах, и к способу его изготовления.
Здесь термин «трансформатор» означает электрическое устройство, которым являются сердечник электродвигателя, генератор и трансформатор в широком контексте стационарных устройств, изготавливаемых посредством укладки в стопку или намотки магнитного материала, включая устройства с высокочастотным диапазоном регулирования напряжения. «Магнитный материал» обозначает листовую текстурированную магнитную сталь, листовую нетекстурированную магнитную сталь, аморфный металл, пермаллой и другие известные мягкие магнитные материалы, обладающие ферромагнетизмом, используемые для изготовления различных трансформаторов от крупногабаритных до малогабаритных.
Уровень техники
В случае использования листовой нетекстурированной магнитной стали для сердечника электродвигателя или стационарного устройства сердечник изготавливают в результате продольной резки рулона листовой магнитной стали, штампования с получением элементов заранее заданной формы, укладки заданного количества этих элементов в стопку и после этого скрепления их с использованием сварки, чеканки, сболчивания, зажимания лентой, опрессовки, склеивания и тому подобного. В случае использования сердечника трансформатора, изготовленного из листовой электротехнической стали с ориентированными зернами, рулон полосы подвергают продольной резке, разрезают или штампуют с получением предварительно заданной формы и после этого из данных листов с приданной им формой изготавливают сердечник с укладкой элементов в стопку или сердечник с намоткой элементов. Трансформаторы в основном подразделяются на три типа:
1) «трансформаторы с укладкой элементов в стопку» в основном от среднегабаритных до крупногабаритных с листовой текстурированной магнитной сталью, уложенной в стопку с получением сердечника;
2) малогабаритные «трансформаторы с намоткой элементов» с листовой текстурированной магнитной сталью или аморфным металлом, намотанными с получением сердечника;
3) «малогабаритные трансформаторы», включая импульсные источники питания, присоединяемые к устройствам, в основном с листовой нетекстурированной магнитной сталью, листовой текстурированной магнитной сталью, аморфным металлом и пермаллоем в качестве сердечников с укладкой элементов в стопку и с намоткой элементов (EI - образные сердечники и тому подобное).
Средне- и крупногабаритные трансформаторы, называемые «трансформаторами с укладкой элементов в стопку», из группы 1) представляют собой трансформаторы, используемые на подстанциях со сверхвысоким напряжением и на подстанциях в диапазоне от первичных до промежуточных. Их изготавливают посредством укладки в стопку листовой текстурированной магнитной стали и фиксации листов при помощи болтов и гаек или специальной ленты и в случае необходимости выполняют отжиг или наносят лаковое покрытие и присоединяют обмотки.
Малогабаритные трансформаторы, называемые «трансформаторами с намоткой элементов», из группы 2) являются малогабаритными трансформаторами, используемыми для распределения мощности, располагаемыми после промежуточных подстанций. Их собирают посредством намотки подвергнутой продольной резке листовой текстурированной магнитной стали и аморфного металла до получения предварительно заданного размера, придания изделию формы, последующего отжига для снятия напряжений, снова придания формы и последующей намотки проводников.
EI - сердечники и другие малогабаритные трансформаторы, присоединенные к электрическим устройствам, из группы 3) не ограничиваются листовой текстурированной магнитной сталью и в данном случае также можно использовать и листовую нетекстурированную магнитную сталь. Их изготавливают в результате резки или штампования листа до получения заранее заданных размеров с последующей укладкой в стопку. Иногда их также изготавливают посредством намотки.
Приведенные выше различия специфичны для Японии. В других странах, в особенности в Европе, отсутствует группа 2) в данной классификации. Она рассматривается в качестве малогабаритного варианта трансформаторов группы 1) в данной классификации.
Для того чтобы обеспечить высокий коэффициент полезного действия, во всех трансформаторах в качестве материала сердечника обычно используют главным образом листовую магнитную сталь или аморфный металл.
В группе данных материалов при помощи сталеплавильного агрегата изготавливают листовую магнитную сталь. Конечной формой в сталеплавильном агрегате обычно является листовая сталь в рулонах с толщиной в диапазоне от 0,20 до 0,70 мм. Ее подвергают продольной резке до получения необходимой ширины, после этого дополнительно режут на необходимую длину с получением конечных размеров.
Лицевую поверхность листа магнитной стали обычно обрабатывают, нанося на нее изоляционное покрытие. Нанесение лакового покрытия и воронение производят с целью улучшения коррозионной стойкости и изоляционных свойств торцевых поверхностей сердечника (поверхностей, полученных в результате штампования, резки и тому подобного). Изоляционное покрытие на лицевой поверхности листов магнитной стали, использованных таким образом, оказывает влияние на коррозионную стойкость, штампуемость, свариваемость и изоляционные свойства. В частности, были выполнены обширные исследования, касающиеся улучшения изоляционных свойств, с точки зрения улучшения изоляции между стальными листами в момент их укладки в стопку для того, чтобы подавить увеличение потерь в железе вследствие потерь от вихревых токов.
В прошлом в качестве агента для нанесения изоляционного покрытия на лицевую поверхность листов стали в случае листовой электротехнической стали с ориентированными зернами использовали агент органического типа, а в случае листовой нетекстурированной электротехнической стали использовали агенты неорганического типа, органического типа и композитного неорганически-органического типа. Для листовой электротехнической стали с ориентированными зернами требуется превосходная термостойкая изоляционная пленка вследствие наличия соединительной пленки форстерита, образующейся на поверхности листовой стали во время отжига для вторичной рекристаллизации, и поэтому для обеспечения схватывания намотки и для снятия напряжений необходимо провести обработку термической правкой при 800-900°С. В дополнение к этому для листовой электротехнической стали с ориентированными зернами отмечается значительное улучшение потерь в железе и магнитной деформации под действием натяжения соединительной пленки. Как уже упоминалось выше, агент для нанесения покрытия органического типа не пригоден в качестве изоляционного покрытия в случае листовой электротехнической стали с ориентированными зернами. В общем случае покрытие неорганического типа будет отличаться лучшими термостойкостью и свариваемостью, но будет хуже в отношении штампуемости. С другой стороны, органическое покрытие будет лучше в отношении штампуемости и сцепляемости, но оно уступает в термостойкости и свариваемости. В последние годы для устранения обоих дефектов в широкое использование вошли композитные покрытия неорганически-органического типа, способные обеспечивать эксплуатационные свойства, попадающие в промежуток, ограниченный свойствами обоих покрытий. Однако при наличии только изоляционного покрытия, образованного в момент изготовления листовой стали, изоляционные свойства оказываются недостаточными или же, в случае включения стадии отжига, изоляционные свойства значительно ухудшаются, так что необходимым становится лаковое покрытие или другая изоляция.
В частности, в последние годы было обнаружено, что изоляция на торцевых поверхностях сердечника, изготовленного штампованием или резкой, оказывает значительное влияние на коэффициент полезного действия сердечника. Отмечается нарастающая потребность в разработке лучше подходящей для использования в промышленности методики обработки торцевых поверхностей сердечников. Однако при использовании способа обработки торцевых поверхностей сердечников с получением изоляции, в общем случае применявшегося в прошлом, при значительной эффективности в отношении улучшения коррозионной стойкости или изоляционных свойств сцепляемость, прочность покрытия и изоляционные свойства оказывались недостаточными.
Например, воронение приводит в результате к получению не только плохих изоляционных свойств и коррозионной стойкости, но также и плохой устойчивости и ведет к значительному увеличению затрат на стадии термической обработки.
Кроме этого, обработка органическим соединением или лаком, содержащим в основном органическое соединение, эффективна сама по себе для коррозионной стойкости и изоляционных свойств, но недостаточна для сцепляемости, прочности покрытия, изоляционных свойств и термостойкости. В частности, проблема плохой смачиваемости означает то, что в качестве предварительной обработки требуется очищение или отжиг. Кроме этого, это не годится также и с точки зрения термостойкости, если способ изготовления сердечника будет включать литье алюминия под давлением или другую термическую обработку.
Кроме этого, обработка с получением фосфатного или другого изоляционного покрытия неорганического типа, подобно обработке с получением покрытия органического типа и полуорганического типа, требует проведения предварительной обработки и требует проведения высокотемпературной сушки. И в отношении эксплуатационных свойств покрытий также имеются проблемы, заключающиеся в том, что нанесение толстого покрытия затруднительно, сцепляемость плохая, изоляционное покрытие отделяется в результате отжига и тому подобное. На данном предшествующем уровне техники имелось много проблем с точки зрения рабочей среды и эффективности и желательно дополнительное улучшение.
Кроме этого, в качестве изоляторов используют ламинаты фенолоальдегидной смолы, ламинаты кремнийорганической смолы, формованные продукты на основе фенола и другие изоляционные материалы на основе синтетических смол, но покрытия из них на торцевые поверхности сердечников наносят не непосредственно, а в результате намотки или приклеивания в виде готовых изделий и поэтому они не могут предотвратить ухудшения изоляционных свойств вследствие наличия на торцевых поверхностях заусенцев и тому подобного.
Кроме этого, в последние годы также стали выпускаться и трансформаторы, в которых в качестве материала сердечников используется аморфный металл, но при изготовлении трансформаторов вследствие «слабой жесткости» в момент «вставления (стягивания) сердечника» производят временную фиксацию, приводящую к «разрыву» аморфной фольги. Необходимы меры по предотвращению данного «разрыва». Сердечники полностью собранных трансформаторов в основном погружены в масло, но временная фиксация и фиксирующий раствор, используемые для предотвращения данного «разрыва», должны быть маслостойкими. Существуют внутренние ограничения для свойств, достижения которых добиваются с точки зрения эффективности работы и здоровых условий труда.
В качестве электрических устройств существуют электродвигатели, пускатели, генераторы, трансформаторы, реакторы и другие электромагнитные устройства или нагреватели и тому подобное. Электромагнитные устройства в общем случае состоят из проводников для прохождения тока и магнитного контура для прохождения магнитного потока.
Для достижения высокой величины отдаваемой мощности электромагнитного устройства через проводники пропускают ток большой величины. Однако, если через проводники пропускать большой ток, проводники или периферийные материалы нагреваются, электрическая изоляция проводников или магнитных материалов разрушается и возникают проблемы с фиксацией элементов устройств.
В магнитном контуре используются сердечник и ярмо. Большинство используемых сердечников представляют собой стопки листовой магнитной стали. Для соединения воедино сердечников с укладкой элементов в стопку часто используют чеканку, сварку, скрепление болтами и тому подобное. В случае чеканки и сварки между уложенными в стопку слоями возникают электрические контуры короткого замыкания. В случае намагничивания переменным током появляется ток короткого замыкания и возникает ухудшение эксплуатационных свойств устройства. Поэтому для соединения элементов воедино между листами магнитной стали иногда проводят опрессовку или склеивание. Однако в случае опрессовки или склеивания использование при высоких температурах становится невозможным.
В нагревателе нагревательный элемент фиксируют и изолируют керамическим или другим элементом, способным противостоять воздействию высокой температуры. Данная фиксация частична. Для процесса сборки требуются время и труд, а иногда вследствие частичности фиксации проблемами становятся шум и вибрация. В случае склеивания возможна полная фиксация. Если изоляцию можно было бы надежно закрепить, то способ стал бы простым и возможной стала бы также и автоматизация, но в настоящее время не существует способа склеивания, делающего возможным использование при высокой температуре.
Описание изобретения
Целью настоящего изобретения является создание способа чрезвычайно быстрого и простого нанесения покрытия на торцевые поверхности сердечника как новой технологии обработки торцевых поверхностей сердечника с получением изоляционного покрытия вместо обычно применяемых нанесения лакового покрытия, воронения и другой термической обработки вследствие наличия многих проблем в отношении сцепляемости, изоляционных свойств, коррозионной стойкости, термостойкости и эффективности работы изоляционного покрытия после отверждения при нагревании при обычно используемой обработке с получением изоляционного покрытия на основе воронения и нанесения лакового покрытия для улучшения коррозионной стойкости и изоляционных свойств торцевых поверхностей сердечников.
Еще одной целью настоящего изобретения является создание электрического устройства и способа его изготовления, дающего возможность его эксплуатации при высоких температурах.
И еще одной целью настоящего изобретения является создание элемента электрического устройства, в котором подавляется возможность возникновения короткого замыкания электрических контуров и деформации во время его сборки и обладающего улучшенной поверхностью, а также обеспечение простого способа его сборки.
Согласно одному из объектов заявленного изобретения предложен сердечник, имеющий изоляцию на торцевых поверхностях, при этом торцевые поверхности сердечника обработаны с получением изоляционного покрытия со средней толщиной соединительной пленки, по меньшей мере, равной 0,5 мкм, содержащего, по меньшей мере, 30% масс. кремнийорганического соединения, превращенного в SiO2.
Сердечник предпочтительно имеет среднюю толщину соединительной пленки упомянутого изоляционного покрытия, равную 2 мкм, и ее пробивное напряжение, по меньшей мере, равно 30 В.
Сердечник предпочтительно имеет упомянутое изоляционное покрытие, обладающее термостойкостью на воздухе, соответствующей, по меньшей мере, 400°С × 1 час.
В сердечнике согласно изобретению упомянутое кремнийорганическое соединение предпочтительно представляет собой высушенное покрытие, содержащее один или несколько типов кремнийорганической смолы, силиката щелочного металла, коллоидного кремнезема, стеклообразной фритты с низкой температурой плавления, чистого кремнийорганического полимера, содержащего соединение, полученное в результате реакции гидролиза и реакции дегидратационной конденсации одного или нескольких типов веществ, описываемых формулой (R1)nSi(X1)4-n, где n представляет собой целое число в диапазоне от 0 до 3, R1 представляет собой алкильную группу или фенильную группу, причем несколько R1 могут быть различными в случае n=2 или 3, при этом X1 представляет собой алкоксигруппу, представляющую собой Cl или O(R2), где R2 представляет собой алкильную группу, причем несколько R2 могут быть различными в случае n=0, 1 или 2, модифицированного кремнийорганического полимера, содержащего соединение, полученное в результате реакции гидролиза и реакции дегидратационной конденсации одного или нескольких типов веществ, описываемых формулой (R3)nSi(X2)4-n, где n представляет собой целое число в диапазоне от 0 до 3, R3 представляет собой органическую функциональную группу, отличную от алкильной группы или фенильной группы, причем несколько R3 могут быть различными в случае n=2 или 3, при этом X2 представляет собой алкоксигруппу, представляющую собой Cl или O(R4), где R4 представляет собой алкильную группу, причем несколько R4 могут быть различными в случае n=0, 1 или 2, и смешанного кремнийорганического полимера, полученного в результате реакции гидролиза и реакции дегидратационной конденсации одного или нескольких типов соединений, описываемых формулой (R1)nSi(X1)4-n, где n представляет собой целое число в диапазоне от 0 до 3, R1 представляет собой алкильную группу или фенильную группу, причем несколько R1 могут быть различными в случае n=2 или 3, при этом X1 представляет собой алкоксигруппу, представляющую собой Cl или O(R2), где R2 представляет собой алкильную группу, и причем несколько R2 могут быть различными в случае n=0, 1 или 2, и одного или нескольких типов веществ, описываемых формулой (R3)nSi(X2)4-n, где n представляет собой целое число в диапазоне от 0 до 3, R3 представляет собой органическую функциональную группу, отличную от алкильной группы или фенильной группы, причем несколько R3 могут быть различными в случае n=2 или 3, при этом X2 представляет собой алкоксигруппу, представляющую собой Cl или O(R4), где R4 представляет собой алкильную группу, и причем несколько R4 могут быть различными в случае n=0, 1 или 2.
В сердечнике согласно изобретению упомянутый чистый кремнийорганический полимер предпочтительно представляет собой соединение, в котором количество углеродных атомов в алкильных группах R1 и R2 не превышает 4, и его получают в результате реакции гидролиза и реакции частичной дегидратационной конденсации одного или нескольких веществ, выбираемых из тетраметоксисилана, тетраэтоксисилана, тетраизопропоксисилана, тетрабутоксисилана, монометилтриметоксисилана, монометилтриэтоксисилана, монометилтриизопропоксисилана, монометилтрибутоксисилана, моноэтилтриметоксисилана, моноэтилтриэтоксисилана, моноэтилтриизопропоксисилана, моноэтилтрибутоксисилана, диметилдиметоксисилана, диметилдиэтоксисилана, диэтилдиметоксисилана, диэтилдиэтоксисилана, фенилтриметоксисилана, дифенилдиметоксисилана, фенилтриэтоксисилана и дифенилдиэтоксисилана, и упомянутый модифицированный кремнийорганический полимер предпочтительно представляет собой одно или несколько соединений, выбираемых из акрилмодифицированного кремнийорганического полимера, алкидмодифицированного кремнийорганического полимера, акрилмодифицированного кремнийорганического полимера на основе сложного полиэфира, эпоксимодифицированного кремнийорганического полимера, аминомодифицированного кремнийорганического полимера, винилмодифицированного кремнийорганического полимера и фтормодифицированного кремнийорганического полимера.
В сердечнике согласно изобретению элемент металла или элемент полуметалла М в упомянутом изоляционном покрытии, отличный от кислорода (О), углерода (С), водорода (Н), азота (N), серы (S) и фтора (F), в основном представляет собой кремний (Si), и упомянутый Si в основном присутствует в форме, имеющей связь Si-О, и тем, что упомянутый М, отличный от Si, представляет собой один или несколько элементов, выбираемых из Li, Na, К, Mg, Ca, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Ti, Zr, Nb, В, Al, Ge, Sn, P, Sb и Bi.
В сердечнике согласно изобретению полная массовая доля Si, Li, Na, К, Mg, Ca, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Ti, Zr, Nb, B, Al, Ge, Sn, P, Sb и Bi в отношении к полной массе элементов в упомянутом изоляционном покрытии, отличных от кислорода (О), углерода (С), водорода (Н), азота (N), серы (S) и фтора (F) предпочтительно, по меньшей мере, равна 90 массовым частям, при этом массовая доля Si в отношении к полной массе элементов в упомянутом изоляционном покрытии, отличных от О, С, Н, N и S, по меньшей мере, равна 50 массовым частям.
Сердечник предпочтительно имеет тело из листовой нетекстурированной магнитной стали.
Другим объектом заявленного изобретения является сердечник трансформатора, включающий изоляционное покрытие, содержащее чистый кремнийорганический полимер на торцевых поверхностях и на лицевых поверхностях уложенных в стопку стальных листов магнитного материала.
Еще одним объектом заявленного изобретения является сердечник трансформатора, содержащий проводники в сердечнике, состоящем из уложенных в стопку магнитных материалов, и изоляционное покрытие, состоящее из чистого кремнийорганического полимера, на поверхностях магнитных материалов и проводников и в промежутках между ними.
В сердечнике трансформатора согласно изобретению изоляционное покрытие характеризуется средней толщиной соединительной пленки предпочтительно в диапазоне от 0,5 до 100 мкм и пробивным напряжением, по меньшей мере, равным 30 В.
Еще одним объектом заявленного изобретения является магнитный элемент для электромагнитного устройства, содержащий множество частей из магнитного материала по существу с одинаковой формой, полученной в результате штампования, уложенных в стопки и соединенных друг с другом посредством кремнийорганического полимера, при этом соединение выполнено без образования локальных деформации и/или напряжения в частях из магнитного материала.
Магнитный элемент предпочтительно включает сердечник якоря, состоящий из множества сегментированных элементов.
Еще одним объектом заявленного изобретения является электрическое устройство, функционирующее при высоких температурах, содержащее проводники или проводники и магнитные материалы, соединенные друг с другом при обеспечении электрической изоляции между примыкающими элементами одинакового или различного типа с использованием в качестве раствора, проявляющего способность взаимно фиксировать и удерживать примыкающие элементы после нанесения покрытия и проведения сушки между примыкающими элементами и обладающего способностью фиксировать и соединять элементы воедино даже при высокой температуре, превышающей 200°С, чистого кремнийорганического полимера, состоящего из соединения, полученного в результате реакции гидролиза и частичной дегидратационной конденсации одного или нескольких чистых кремнийорганических полимеров, описываемых формулой (R1)nSi(X1)4-n, где n представляет собой целое число в диапазоне от 0 до 3, R1 представляет собой алкильную группу или фенильную группу, причем несколько R1 могут быть различными в случае n=2 или 3, при этом X1 представляет собой алкоксигруппу, представляющую собой Cl или O(R2), где R2 представляет собой алкильную группу, и причем несколько R2 могут быть различными в случае n=0, 1 или 2.
Еще одним объектом заявленного изобретения является способ изготовления сердечника и обработки торцевых поверхностей сердечника с получением изоляционного покрытия, включающий при изготовлении сердечника штампование или резку материала с получением предварительно заданных форм, укладку его в стопку и фиксацию, предпочтительно проведение его отжига, обработку торцевых поверхностей сердечника с получением изоляционного покрытия и высушивание покрытия и/или его отверждение при нагревании, при этом обработка торцевых поверхностей сердечника с получением изоляционного покрытия отличается использованием в качестве агента для обработки с получением изоляционного покрытия одного или нескольких типов кремнийорганической смолы, силиката щелочного металла, коллоидного кремнезема, стеклообразной фритты с низкой температурой плавления, золя чистого кремнийорганического полимера, содержащего раствор, включающий соединение, полученное в результате реакции гидролиза и реакции дегидратационной конденсации одного или нескольких типов веществ, описываемых формулой (R1)nSi(X1)4-n, где n представляет собой целое число в диапазоне от 0 до 3, R1 представляет собой алкильную группу или фенильную группу, причем несколько R1 могут быть различными в случае n=2 или 3, при этом X1 представляет собой алкоксигруппу, представляющую собой Cl или O(R2), где R2 представляет собой алкильную группу, и причем несколько R2 могут быть различными в случае n=0, 1 или 2, золя модифицированного кремнийорганического полимера, содержащего раствор, включающий соединение, полученное в результате реакции гидролиза и реакции дегидратационной конденсации одного или нескольких типов веществ, описываемых формулой (R3)nSi(X2)4-n, где n представляет собой целое число в диапазоне от 0 до 3, R3 представляет собой органическую функциональную группу, отличную от алкильной группы или фенильной группы, причем несколько R3 могут быть различными в случае n=2 или 3, при этом X2 представляет собой алкоксигруппу, представляющую собой Cl или O(R4), где R4 представляет собой алкильную группу, и причем несколько R4 могут быть различными в случае n=0, 1 или 2, и золя смешанного кремнийорганического полимера, содержащего раствор, включающий соединение, полученное в результате реакции гидролиза и реакции дегидратационной конденсации одного или нескольких типов соединений, описываемых формулой (R1)nSi(X1)4-n, где n представляет собой целое число в диапазоне от 0 до 3, R1 представляет собой алкильную группу или фенильную группу, причем несколько R1 могут быть различными в случае n=2 или 3, при этом X1 представляет собой алкоксигруппу, представляющую собой Cl или O(R2), где R2 представляет собой алкильную группу, и причем несколько R2 могут быть различными в случае n=0, 1 или 1, и одного или нескольких типов веществ, описываемых формулой (R3)nSi(X2)4-n, где n представляет собой целое число в диапазоне от 0 до 3, R3 представляет собой органическую функциональную группу, отличную от алкильной группы или фенильной группы, причем несколько R3 могут быть различными в случае n=2 или 3, при этом Х2 представляет собой алкоксигруппу, представляющую собой Cl или O(R4), где R4 представляет собой алкильную группу, и причем несколько R4 могут быть различными в случае n=0, 1 или 2, для нанесения путем погружения и/или распыления, и/или нанесения кистью с получением после высушивания и/или отверждения при нагревании средней толщины соединительной пленки в диапазоне от 0,5 до 20 мкм.
Согласно способу обработки торцевых поверхностей сердечника упомянутый золь чистого кремнийорганического полимера предпочтительно представляет собой соединение, в котором количество углеродных атомов в алкильных группах R1 и R2 не превышает 4, в том числе соединение, полученное в результате реакции гидролиза и реакции частичной дегидратационной конденсации одного или нескольких веществ, выбираемых из тетраметоксисилана, тетраэтоксисилана, тетраизопропоксисилана, тетрабутоксисилана, монометилтриметоксисилана, монометилтриэтоксисилана, монометилтриизопропоксисилана, монометилтрибутоксисилана, моноэтилтриметоксисилана, моноэтилтриэтоксисилана, моноэтилтриизопропоксисилана, моноэтилтрибутоксисилана, диметилдиметоксисилана, диметилдиэтоксисилана, диэтилдиметоксисилана, диэтилдиэтоксисилана, фенилтриметоксисилана, дифенилдиметоксисилана, фенилтриэтоксисилана и дифенилдиэтоксисилана, при этом упомянутый золь модифицированного кремнийорганического полимера представляет собой раствор, включающий одно или несколько соединений, выбираемых из акрилмодифицированного кремнийорганического полимера, алкидмодифицированного кремнийорганического полимера, акрилмодифицированного кремнийорганического полимера на основе сложного полиэфира, эпоксимодифицированного кремнийорганического полимера, аминомодифицированного кремнийорганического полимера, винилмодифицированного кремнийорганического полимера и фтормодифицированного кремнийорганического полимера.
Согласно способу обработки торцевых поверхностей сердечника элемент металла или элемент полуметалла М в упомянутом изоляционном покрытии, отличный от кислорода (О), углерода (С), водорода (Н), азота (N), серы (S) и фтора (F), в основном представляет собой кремний (Si) и упомянутый Si в основном предпочтительно присутствует в форме, имеющей связь Si-О, при этом упомянутый М, отличный от Si, представляет собой один или несколько элементов, выбираемых из Li, Na, К, Mg, Са, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Ti, Zr, Nb, В, Al, Ge, Sn, P, Sb и Bi.
Согласно способу обработки торцевых поверхностей сердечника полная массовая доля Si, Li, Na, К, Mg, Са, Cr, Mn, Fe, Со, Ni, Cu, Zn, Y, Ti, Zr, Nb, В, Al, Ge, Sn, P, Sb и Bi в отношении к полной массе элементов в упомянутом изоляционном покрытии, отличных от кислорода (О), углерода (С), водорода (Н), азота (N), серы (S) и фтора (F), предпочтительно, по меньшей мере, равна 90%, при этом массовая доля Si в отношении к полной массе элементов в упомянутом изоляционном покрытии, отличных от О, С, Н, N и S, по меньшей мере, равна 50%.
Способ обработки торцевых поверхностей сердечника предпочтительно включает дополнительное добавление к упомянутому агенту для обработки с получением изоляционного покрытия в качестве наполнителя от 0,1 до 50 массовых частей, в расчете на содержание твердой фазы, одного или нескольких соединений, выбираемых из частиц порошка неорганического оксида, коллоидной субстанции на основе неорганического оксида, частиц порошка органической смолы и раствора эмульсии органической смолы, на 100 массовых частей SiO2 золя чистого кремнийорганического полимера, золя модифицированного кремнийорганического полимера и/или золя смешанного кремнийорганического полимера.
Согласно способу обработки торцевых поверхностей сердечника предпочтительно используют в качестве упомянутых частиц неорганического порошка или коллоидной субстанции одно или несколько соединений, выбираемых из SiO2, Al2О3, TiO2, ZrO2 и/или их композитов, с размером частиц в диапазоне от 7 до 5000 нм.
Согласно способу обработки торцевых поверхностей сердечника предпочтительно используют в качестве упомянутых частиц порошка органической смолы или субстанции раствора эмульсии одно или несколько веществ, выбираемых из акрилатной, полистирольной, полиэтиленовой, полипропиленовой, полиамидной, поликарбонатной, полиуретановой, меламиноформальдегидной, фенолоальдегидной, эпоксидной смолы и/или их сополимеров, с размером частиц в диапазоне от 50 до 10000 нм.
Согласно способу обработки торцевых поверхностей сердечника, в случае обработки торцевых поверхностей сердечника, предпочтительно наносят, по меньшей мере, два покрытия одно за другим с промежуточным высушиванием при температуре в диапазоне от комнатной до 300°С в течение, по меньшей мере, 30 секунд.
Согласно способу обработки торцевых поверхностей сердечника, в случае неоднократного нанесения покрытий, предпочтительно наносят покрытия агентом для нанесения изоляционного покрытия, к которому добавляют и примешивают указанный наполнитель, посредством, по меньшей мере, одной обработки с нанесением покрытия так, чтобы после высушивания слоя, включающего упомянутый наполнитель, получить его толщину в диапазоне от 0,2 до 10 мкм, и наносят покрытия агентом для нанесения изоляционного покрытия, к которому наполнитель не добавляют и не примешивают, посредством, по меньшей мере, обработки для нанесения конечного покрытия так, чтобы получить совокупную среднюю толщину соединительной пленки агента для нанесения изоляционного покрытия в диапазоне от 0,5 до 20 мкм.
Согласно способу обработки торцевых поверхностей сердечника упомянутый сердечник предпочтительно выполнен из листовой нетекстурированной магнитной стали.
Еще одним объектом заявленного изобретения является способ изготовления сердечника трансформатора, в соответствии с которым наносят покрытия из чистого кремнийорганического полимера на торцевые поверхности или лицевую поверхность сердечника трансформатора, содержащего стопку магнитных материалов, и высушивают его с получением изоляционного покрытия.
Еще одним объектом заявленного изобретения является способ изготовления сердечника трансформатора, в соответствии с которым укладывают в стопку магнитные материалы, присоединяют проводники, после этого наносят изоляционное покрытие из органического соединения кремния и высушивают его для фиксации магнитных материалов и проводников.
Согласно способу изготовления сердечника трансформатора средняя толщина соединительной пленки нанесенного и высушенного изоляционного покрытия предпочтительно находится в диапазоне от 2 до 100 мкм, а пробивное напряжение, по меньшей мере, равно 30 В.
Согласно способу изготовления сердечника трансформатора предпочтительно используют в качестве чистого кремнийорганического полимера соединение, относящееся к типу с отверждением при нагревании.
Согласно способу изготовления сердечника трансформатора предпочтительно проводят обработку с нанесением покрытия и высушиванием один или несколько раз при использовании, по меньшей мере, одного из методов, выбираемых из нанесения погружением, распылением и нанесением кистью, с использованием в качестве чистого кремнийорганического полимера одного или нескольких типов агентов, образованных в результате получения силана, описываемого общей формулой (R1)nSi(X1)4-n, где n представляет собой целое число в диапазоне от 0 до 3, R1 представляет собой алкильную группу или фенильную группу, причем несколько R1 могут быть различными в случае n=2 или 3, при этом X1 представляет собой алкоксигруппу, представляющую собой Cl или O(R2), где R2 представляет собой алкильную группу, и причем несколько R2 могут быть различными в случае n=0, 1 или 2.
Согласно способу изготовления сердечника трансформатора чистый кремнийорганический полимер предпочтительно содержит, по меньшей мере, 50% Si(OX1)4 и R1Si(OX2)3.
Согласно способу изготовления сердечника трансформатора предпочтительно добавляют и примешивают в качестве частиц неорганического порошка или коллоидной субстанции, выступающих в роли добавки, от 0,1 до 50 массовых частей одного или нескольких соединений, выбираемых из SiO2, Al2O3, TiO2, ZrO2 и/или их композитов, в расчете на 100 массовых частей SiO2, содержащихся в чистом кремнийорганическом полимере.
Согласно способу изготовления сердечника трансформатора температура высушивания чистого кремнийорганического полимера предпочтительно не превышает 200°С.
Еще одним объектом заявленного изобретения является способ соединения магнитных элементов электромагнитного устройства, содержащего множество частей из магнитного материала, включающий компоновку и сборку упомянутого множества частей из магнитного материала, последующее нанесение покрытия с использованием раствора, проявляющего способность соединять части из магнитного материала в результате высушивания или погружением их в раствор с последующим высушиванием для соединения их друг с другом.
Еще одним объектом заявленного изобретения является способ изготовления магнитного элемента электромагнитного устройства, включающий укладку в стопку множества частей из магнитного материала, полученных в результате штампования и имеющих по существу одинаковую форму, последующее нанесение покрытия с использованием раствора, проявляющего способность соединять части из магнитного материала в результате высушивания, или погружение их в раствор и последующее высушивание для соединения их друг с другом.
Согласно способу изготовления магнитного элемента предпочтительно используют в качестве раствора, проявляющего способность соединять друг с другом части из магнитных материалов в результате высушивания, раствор, в основном содержащий чистый кремнийорганический полимер и или модифицированный кремнийорганический полимер.
Согласно способу изготовления магнитного элемента предпочтительно используют в качестве чистого кремнийорганического полимера органическое соединение кремния, полученное в результате реакции гидролиза и частичной дегидратационной конденсации одного или нескольких веществ, описываемых формулой (R1)nSi(X1)4-n, где n представляет собой целое число в диапазоне от 0 до 3, R1 представляет собой алкильную группу или фенильную группу, причем несколько R1 могут быть различными в случае n=2 или 3, при этом X1 представляет собой алкоксигруппу, представляющую собой Cl или O(R2), где R2 представляет собой алкильную группу, и причем несколько R2 могут быть различными в случае n=0, 1 или 2.
Согласно способу изготовления магнитного элемента предпочтительно используют в качестве упомянутого модифицированного кремнийорганического полимера одно или несколько соединений, выбираемых из акрилмодифицированного кремнийорганического полимера, алкидмодифицированного кремнийорганического полимера, акрилмодифицированного кремнийорганического полимера на основе сложного полиэфира, эпоксимодифицированного кремнийорганического полимера, аминомодифицированного кремнийорганического полимера, винилмодифицированного кремнийорганического полимера и фтормодифицированного кремнийорганического полимера.
Еще одним объектом заявленного изобретения является способ изготовления электрического устройства, функционирующего при высокой температуре, отличающийся использованием в качестве раствора, проявляющего способность взаимно фиксировать и удерживать примыкающие элементы после нанесения покрытия и проведения сушки между примыкающими элементами и обладающего способностью фиксировать и соединять их воедино даже при высокой температуре, превышающей 200°С, чистого кремнийорганического полимера, состоящего из соединения, полученного в результате реакции гидролиза и частичной дегидратационной конденсации одного или нескольких органических соединений кремния, описываемых формулой (R1)nSi(X1)4-n, где n представляет собой целое число в диапазоне от 0 до 3, R1 представляет собой алкильную группу или фенильную группу, причем несколько R могут быть различными в случае n=2 или 3, при этом X1 представляет собой алкоксигруппу, представляющую собой Cl или O(R2), где R2 представляет собой алкильную группу, и причем несколько R2 могут быть различными в случае n=0, 1 или 2, нанесением покрытия из упомянутого раствора на проводники или проводники и магнитные материалы или погружением проводников или проводников и магнитных материалов в упомянутый раствор, а после этого высушиванием для соединения друг с другом проводников или проводников и магнитных материалов при обеспечении электрической изоляции между примыкающими элементами одинакового или различного типа.
Согласно способу изготовления электрического устройства предпочтительно используют чистый кремнийорганический полимер, содержащий органическое соединение кремния, описываемое формулой (R1)nSi(X1)4-n, где n представляет собой целое число в диапазоне от 0 до 3, R1 представляет собой алкильную группу или фенильную группу, причем несколько R1 могут быть различными в случае n=2 или 3, при этом X1 представляет собой алкоксигруппу, представляющую собой Cl или O(R2), где R2 представляет собой алкильную группу, и причем несколько R2 могут быть различными в случае n=0, 1 или 2, содержащего, по меньшей мере, 80%, по меньшей мере, органического соединения кремния с n=0, 1 и отличающегося соотношением содержаний в композиции органического соединения кремния с n=0 и органического соединения кремния с n=1 в диапазоне от 1:20 до 4:1.
Согласно способу изготовления электрического устройства предпочтительно используют в качестве чистого кремнийорганического полимера чистый кремнийорганический полимер, относящийся к типу с отверждением при нагревании.
Согласно способу изготовления электрического устройства предпочтительно добавляют в качестве добавки к чистому кремнийорганическому полимеру от 0,1 до 10 массовых частей одного или нескольких соединений, выбираемых из SiO2, Al2О3 и TiO2, с основным размером частиц в диапазоне от 7 до 5000 нм.
Согласно способу изготовления электрического устройства толщина соединительной пленки покрытия после высушивания находится предпочтительно в диапазоне от 2 до 100 мкм.
Согласно способу изготовления электрического устройства температура высушивания предпочтительно не превышает 200°С.
Краткое описание чертежей
Фиг.1 изображает зависимость между толщиной соединительной пленки и пробивным напряжением в случае отверждения при нагревании при изменении толщины нанесения после высушивания для раствора из примера 3 изобретения и примера 6 изобретения в примере 1;
фиг.2 - отдельный элемент сердечника;
фиг.3 - уложенные в стопку, удерживаемые и фиксируемые отдельные элементы сердечника;
фиг.4 - часть детального изображения уложенных в стопку элементов сегментированного сердечника, сформованных при помощи соединительной пленки;
фиг.5 - трехмерное изображение уложенных в стопки элементов сегментированного сердечника при наличии обмотки на соединительной пленке;
фиг.6 - уложенные в стопку элементы сегментированного сердечника при наличии обмотки, погруженной в соединительный раствор;
фиг.7 - уложенные в стопку элементы сегментированного сердечника, соединенные в кожухе;
фиг.8 - сечение (а) и вид в плане (b) ротора IPM (с имплантированным магнитом);
фиг.9 - сечение реактора, образованного при помощи соединительной пленки.
Предпочтительные варианты
Сердечник в настоящем изобретении представляет собой сердечник электродвигателя, пускателя, генератора, трансформатора, реактора или другого устройства, преобразующего энергию, то есть сердечник с укладкой элементов в стопку (в том числе сердечники проволочного типа, стержневого типа, блочного типа и другие сердечники, сердечники из прессованного порошка и тому подобное) из листовой магнитной стали (в том числе из листовой нержавеющей стали и листовой жести, используемых в качестве магнитных материалов).
На части подвергнутых обработке торцевых поверхностей и лицевых поверхностей сердечников либо совсем не наносят никаких изоляционных покрытий, либо не наносят покрытий в большом количестве. У сердечников без изоляции или с плохой изоляцией на торцевых поверхностях или лицевых поверхностях сердечников элементы, контактирующие с сердечниками, такие, как вторичные проводники асинхронных машин, кожухи, фиксирующие сердечники в электродвигателях, генераторах и т.п., болты и другие крепежные элементы, обмотки и магнитные цепи, короткозамкнутые с сердечниками, иногда вызывают увеличение потерь вследствие возникновения тока короткого замыкания и уменьшение крутящего момента, тяги или отдаваемой мощности.
Кроме этого, если торцевые поверхности или лицевые поверхности сердечников имеют низкую коррозионную стойкость, торцевые поверхности или лицевые поверхности легко подвергаются коррозии. Данная коррозия повреждает носители и шифраторы и другие прецизионные сенсоры у записывающей аппаратуры или же вызывает появление различных проблем с механикой, так что улучшение коррозионной стойкости имеет большое значение.
В прошлом в качестве мер улучшения изоляционных свойств и коррозионной стойкости торцевых поверхностей и лицевых поверхностей сердечников при изготовлении сердечников с использованием листовой магнитной стали после штампования материала контура с получением сердечника использовали нанесение покрытия лаком, краской, воронение или другую термическую обработку.
Однако на прежнем уровне техники, на момент нанесения лакового покрытия, в качестве предварительной обработки необходимо было провести очищение, отжиг и тому подобное для того, чтобы удалить масло после штампования, которое отлагается во время штампования, и возникали проблемы с оборудованием, временем и затратами. Кроме этого, сила сцепления, изоляционные свойства и коррозионная стойкость у полученного лака были нестабильны и достаточного эффекта было трудно добиться, так что во время нанесения лакового покрытия возникала проблема, которая заключалась в том, что было невозможно получить покрытие с необходимой или большей толщиной.
Кроме этого, даже в случае воронения в дополнение к проблемам со временем и затратами, которые требуются для отжига, возникали проблемы с устойчивостью и коррозионной стойкостью оксидной соединительной пленки и с действием изоляции.
Авторы изобретения работали над улучшением изоляционного покрытия для различных составов растворов, условий нанесения покрытия и условий высушивания или отверждения при нагревании. В результате они обнаружили, что сердечник, отличающийся чрезвычайно высокими изоляционными свойствами, можно получить при использовании раствора, содержащего в качестве агента обработки торцевых поверхностей в основном соединение кремния.
Покрытие, содержащее, по меньшей мере, 30 массовых частей превращенного SiO2, обладает превосходными изоляционными свойствами. В частности, авторам изобретения удалось разработать покрытие для торцевых поверхностей сердечника и способ нанесения покрытия, обеспечивающие превосходный внешний вид, сцепляемость, термостойкость, коррозионную стойкость, сопротивление истиранию и изоляционные свойства без необходимости в проведении предварительной обработки или высокотемпературной сушки и т.д. при использовании изоляционного покрытия, состоящего из чистого кремнийорганического полимера, модифицированного кремнийорганического полимера и/или смешанного кремнийорганического полимера, образованного в результате погружения в золь или распыления золя, в основном содержащего органическое соединение кремния.
Здесь «масса превращенного SiO2» указывает на случай превращения всего Si, присутствующего в форме силоксановых связей (Si-О-Si), в соединение кремния в форме SiO2.
Кроме этого, «очищенный кремнийорганический полимер» означает соединение, полученное в результате реакции гидролиза и реакции дегидратационной конденсации одного или нескольких типов веществ, описываемых формулой (R1)nSi(X1)4-n (где n представляет собой целое число в диапазоне от 0 до 3, R1 представляет собой алкильную группу или фенильную группу, причем несколько R1 могут быть различными в случае n=2 или 3, при этом X1 представляет собой алкоксигруппу, представляющую собой Cl или O(R2), где R2 представляет собой алкильную группу, и причем несколько R2 могут быть различными в случае n=0, 1 или 2), «модифицированный кремнийорганический полимер» обозначает соединение, полученное в результате реакции гидролиза и реакции дегидратационной конденсации одного или нескольких типов веществ, описываемых формулой (R3)nSi(X2)4-n, где n представляет собой целое число в диапазоне от 0 до 3, R3 представляет собой органическую функциональную группу, отличную от алкильной группы или фенильной группы, причем несколько R3 могут быть различными в случае n=2 или 3, при этом X2 представляет собой алкоксигруппу, представляющую собой Cl или O(R4), где R4 представляет собой алкильную группу, и причем несколько R4 могут быть различными в случае n=0, 1 или 2, и «смешанный кремнийорганический полимер» обозначает соединение, полученное в результате реакции гидролиза и реакции дегидратационной конденсации одного или нескольких типов соединений, описываемых формулой (R1)nSi(X1)4-n, где n представляет собой целое число в диапазоне от 0 до 3, R1 представляет собой алкильную группу или фенильную группу, причем несколько R1 могут быть различными в случае n=2 или 3, при этом X1 представляет собой алкоксигруппу, представляющую собой Cl или O(R2), где R2 представляет собой алкильную группу, и причем несколько R2 могут быть различными в случае n=0, 1 или 2, и одного или нескольких типов веществ, описываемых формулой (R3)nSi(X2)4-n, где n представляет собой целое число в диапазоне от 0 до 3, R3 представляет собой органическую функциональную группу, отличную от алкильной группы или фенильной группы, причем несколько R3 могут быть различными в случае n=2 или 3, при этом X2 представляет собой алкоксигруппу, представляющую собой Cl или O(R4), где R4 представляет собой алкильную группу, и причем несколько R4 могут быть различными в случае n=0, 1 или 2.
Кроме этого, состояния растворов данных кремнийорганических полимеров получают из чистых кремнийорганических полимеров, модифицированных кремнийорганических полимеров и смешанных кремнийорганических полимеров.
Настоящее изобретение подробно будет объяснено ниже.
Настоящее изобретение отличается способом обработки с получением изоляционного покрытия для торцевых поверхностей сердечника. Композиция раствора отличается использованием в качестве композиции раствора одного или нескольких типов кремнийорганического полимера, силиката щелочного металла, коллоидного кремнезема, стеклообразной фритты с низкой температурой плавления, золя чистого кремнийорганического полимера, золя модифицированного кремнийорганического полимера и золя смешанного кремнийорганического полимера. В результате погружения материала сердечника в такой раствор или нанесения на него покрытия в результате распыления можно получить однородное плотное покрытие на подвергнутых обработке поверхностях железа, образованных во время штампования, то есть на торцевых поверхностях сердечника или на участках паза.
В частности, если использованным кремнийорганическим соединением будет один или несколько типов золя чистого кремнийорганического полимера, золя модифицированного кремнийорганического полимера и золя смешанного кремнийорганического полимера, высушивание завершится при низкой температуре за короткое время и на торцевых поверхностях сердечника получат плотную пленку с хорошими сцепляемостью и изоляционными свойствами.
Было установлено, что среди кремнийорганических полимеров, образованных из данных золей, более высокую термостойкость в особенности обеспечивает пленка чистого кремнийорганического полимера и она оптимальна для изготовления сердечника с включением стадии отжига.
Кроме этого, в качестве способа образования покрытия при более низкой температуре и за более короткое время эффективны введение металла или полуметалла, отличного от Si, оказывающего сшивающее действие, то есть Li, Na, К, Mg, Са, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Ti, Zr, Nb, В, Al, Ge, Sn, P, Sb или Bi, в форме алкоксида или хлорида, растворенного в растворителе, и создание условий для реакции дегидратационной конденсации с участием кремнийорганического соединения и, таким образом, ускорение образования сетки силоксановых связей (Si-О-Si).
Если стараться получить высокие сопротивление изоляции или сопротивление напряжению, коррозионную стойкость или термостойкость, то в качестве наполнителя к кремнийорганическому полимеру, выбираемому из приведенных выше кремнийорганических соединений, можно добавлять от 0,1 до 50 массовых частей в расчете на содержание твердой фазы, одного или нескольких типов частиц порошка неорганического оксида, коллоидной субстанции на основе неорганического оксида, частиц порошка органической смолы и раствора эмульсии органической смолы в приведении к 100 массовым частям, относимым на SiO2 из всего кремнийорганического полимера, и, таким образом, получать чрезвычайно яркий эффект улучшения изоляционных свойств и пробивного напряжения и, в качестве результирующего эффекта, дополнительно улучшать смачивающую способность по отношению к торцевым поверхностям сердечника или лицевой поверхности листов стали.
При обработке таким агентом для нанесения покрытия предварительная обработка, такая как очищение или отжиг, не являются обязательно необходимыми в сравнении с обычным случаем использования органического лака или агента для получения неорганической изоляции. Имеющееся преимущество заключается в том, что материал штампованного сердечника можно непосредственно подвергать обработке для придания ему изоляционного покрытия после фиксации.
При нанесении покрытия с помощью раствора агента для получения изоляции свойства раствора, способствующие его нанесению на торцевые поверхности сердечника, регулируют, управляя типом растворителя и относительным расходом, концентрацией и вязкостью растворителя. Покрытие из раствора наносят до предварительно заданной толщины, регулируя скорость вынимания в случае погружения, и форму сопла, скорость эжектирования и тому подобное в случае распыления в комбинации с условиями для раствора. На данный момент, если желаемой толщины нельзя будет добиться при однократной обработке, толщину можно будет получить при однократном нанесении покрытия, высушивании при низкой температуре с последующим погружением или распылением еще раз.
Условия высушивания в случае кремнийорганического соединения настоящего изобретения представляют собой высушивание и отверждение при нагревании при низкой температуре, меньшей 300°С, и за короткое время.
В частности, при использовании чистого кремнийорганического полимера, модифицированного кремнийорганического полимера или смешанного кремнийорганического полимера, полученных с использованием силана в качестве исходного вещества, достаточно будет провести сушку в диапазоне температур от комнатной до 120°С или около этого. В частности, при использовании модифицированного кремнийорганического полимера или смешанного кремнийорганического полимера высушивание при низкой температуре и за короткое время становится возможным в результате действия модифицированных функциональных групп. При необходимости высушивания в течение короткого времени тем же самым способом, что и при использовании кремнийорганического соединения, в результате высушивания при температуре вплоть до 300°С или около этого становится возможной чрезвычайно быстрая обработка торцевых поверхностей сердечника.
Далее будут разъяснены причины ограничений для настоящего изобретения.
Во-первых, будут объяснены причины ограничения, накладываемого на материал сердечника, обладающий высокими изоляционными свойствами.
Сердечник настоящего изобретения отличается наличием покрытия, имеющего среднюю толщину соединительной пленки, по меньшей мере, равную 0,5 мкм, и содержащего, по меньшей мере, 30 массовых частей соединения кремния в покрытии, превращенном в SiO2.
Причина того, почему средняя толщина соединительной пленки покрытия торцевых поверхностей сердечника была установлена, по меньшей мере, равной 0,5 мкм, заключается в том, что необходимо добиться эффекта улучшения изоляционных свойств и коррозионной стойкости. При средней толщине соединительной пленки, меньшей 0,5 мкм, достаточные изоляционные свойства и коррозионная стойкость достигнуты быть не могут, если локально имеют место тонкие участки покрытия.
Кроме этого, причина того, почему необходимо включать, по меньшей мере, 30 массовых частей соединения кремния в покрытие в виде SiO2, заключается в том, что это имеет большое значение для плотности, изоляционных свойств и термостойкости покрытия. В частности, для улучшения изоляционных свойств и термостойкости предпочтительно включение в количестве, по меньшей мере, равном 50 массовым частям, более предпочтительно, по меньшей мере, равном 75 массовым частям.
Другая характеристика заключается в том, что соединение кремния состоит из одного или нескольких типов силиката щелочного металла, коллоидного кремнезема, стеклообразной фритты с низкой температурой плавления, чистого кремнийорганического полимера, модифицированного кремнийорганического полимера и смешанного кремнийорганического полимера.
При обработке поверхностей данными соединениями кремния и высушивании их изоляционное покрытие получают плотным и покрытие образуется однородным. Использованный силикатщелочного металла представляет собой один или несколько типов соединений, описываемых формулой М2О·nSiO2·mH2O (M:Li, Na, К, n: от 1 до 4), таких как силикат натрия.
Сердечник, имеющий покрытие из органического соединения кремния, называемого среди данных кремнийорганических соединений, в частности, чистым кремнийорганическим полимером, модифицированным кремнийорганическим полимером или смешанным кремнийорганическим полимером, характеризуется наличием плотного покрытия с более чем достаточной однородностью, которое обеспечивает превосходные эксплуатационные свойства в отношении коррозионной стойкости и изоляционных свойств. В частности, в случае сердечника, имеющего покрытие из чистого кремнийорганического полимера, возникает преимущество, выражаемое в превосходной термостойкости при повышенной температуре.
В качестве наиболее предпочтительного состояния изоляционного покрытия предлагается изоляционное покрытие на торцевых поверхностях сердечника, состоящее из сухой соединительной пленки чистого кремнийорганического полимера, модифицированного кремнийорганического полимера и/или смешанного кремнийорганического полимера, выбираемых среди упомянутых выше кремнийорганических соединений, имеющее среднюю толщину, по меньшей мере, равную 2,0 мкм, предпочтительно находящуюся в диапазоне от 2,5 до 20 мкм, и отличающееся величиной пробивного напряжения, равной, по меньшей мере, 30 В.
Сердечник меняется по форме и шероховатости его торцевых поверхностей в зависимости от условий резки или штампования материала. При толщине, по меньшей мере, равной 2,0 мкм любые вариации скрадываются и получается устойчивая изоляция. Если толщина будет чересчур большая, возникнут проблемы, связанные со стоимостью, или такие проблемы, как уменьшение сцепляемости изоляционного покрытия.
Еще одним признаком сердечника настоящего изобретения является то, что его термостойкость, по меньшей мере, равна 400°С. «Термостойкость», на которую ссылаются в настоящем изобретении, обозначает неухудшение сцепляемости и изоляционных свойств в результате отжига при данной температуре. Если выбирать из агентов для обработки, используемых в настоящем изобретении, то при использовании золя чистого кремнийорганического полимера термостойкость получается в особенности высокой. Это делает золь пригодным во время литья под давлением Al или литья под давлением Cu, выполняемого для сердечника.
Кроме этого, в случае данного золя кремнийорганического полимера более предпочтительным агентом для обработки будет золь кремнийорганического полимера, относящийся к типу с отверждением при нагревании. Это объясняется тем, что в случае типа с отверждением при нагревании возникает преимущество, которое заключается в том, что сушка для раствора, просочившегося между стальными листами при погружении или в другом способе нанесения покрытия, может быть выполнена за короткое время во время нагревания и высушивания.
Авторы изобретения исследовали изоляцию сердечников электродвигателей и коэффициент полезного действия сердечников и обнаружили, что в результате улучшения изоляции торцевых поверхностей сердечника возникают улучшение электрической изоляции с элементами, контактирующими с сердечником, подавление возникновения тока короткого замыкания между листами, который вызывает увеличение потерь и уменьшение отдаваемой мощности и увеличение крутящего момента (тяги) и отдаваемой мощности электродвигателя.
Например, в высокоскоростном асинхронном электродвигателе (180000 оборотов в минуту, два полюса) с расстоянием для вторичного проводника во вращающемся сердечнике, равным 2 см, высотой сердечника (высота уложенных в стопку листов магнитной стали), равной 50 см, и магнитным потоком возбуждения сердечника, равным 1 Тл, необходимым становится пробивное напряжение, по меньшей мере, равное 34 В (справка: 180000 оборотов в минуту / 60 сек = 3 кГц,  ð×3000×0,02 м × 0,5 м / 2 × 1 Тл × две торцевые поверхности = 33,3 В). Поэтому на практике становятся необходимыми, по меньшей мере, 50В.
ð×3000×0,02 м × 0,5 м / 2 × 1 Тл × две торцевые поверхности = 33,3 В). Поэтому на практике становятся необходимыми, по меньшей мере, 50В.
Покрытие, полученное при использовании чистого кремнийорганического полимера, модифицированного кремнийорганического полимера и смешанного кремнийорганического полимера настоящего изобретения, образует плотное изоляционное покрытие с превосходной сцепляемостью, содержащее в основном SiO2, полученное в результате отверждения в форме слоя или в форме трехмерной структуры посредством низкотемпературного высушивания за короткое время в процессе удаления спирта или другого растворителя, содержащегося в растворе.
Поскольку пробивное напряжение, по меньшей мере, равное 30 В, получают, если в результате нанесения изоляционного покрытия, образованного таким образом, толщину соединительной пленки после высушивания сделать равной, по меньшей мере, 0,5 мкм, нижний предел средней толщины соединительной пленки устанавливается равным 0,5 мкм.
Однако, если толщина соединительной пленки превысит 20 мкм, то в зависимости от условий высушивания или отверждения при нагревании сцепляемость покрытия после обработки будет уменьшаться и появятся трещины. В частности, при воздействии термической обработки иногда возникают дефекты в отношении сцепления. Кроме этого, для высушивания потребуется длительное время, что приведет к увеличению затрат, поэтому толщина ограничена.
Использованное изоляционное покрытие представляет собой один или несколько типов чистого кремнийорганического полимера, модифицированного кремнийорганического полимера или смешанного кремнийорганического полимера. Золь чистого кремнийорганического полимера получают, например, в результате реакции гидролиза и частичной дегидратационной конденсации без растворителя или же в неорганическом растворителе одного или нескольких типов веществ, описываемых формулой (R1)nSi(X1)4-т, где n представляет собой целое число в диапазоне от 0 до 3, R1 представляет собой алкильную группу или фенильную группу, причем несколько R1 могут быть различными в случае n=2 или 3, при этом X1 представляет собой алкоксигруппу, представляющую собой Cl или O(R2), где R2 представляет собой алкильную группу, и причем несколько R2 могут быть различными в случае n=0, 1 или 2.
На данный момент можно изменить тип использованного исходного мономера силана для того, чтобы придать покрытию, образованному из золя, различные типы эксплуатационных свойств.
Кроме этого, изобретатели использовали чистый кремнийорганический полимер для неоднократно проведенных многочисленных экспериментов и исследований в отношении условий получения толстой соединительной пленки с хорошими изоляционными свойствами и термостойкостью и в результате они установили, что использование так называемого четырехфункционального или трехфункционального кремнийорганического полимера с составом, описываемым приведенной выше общей формулой, где n=0 или 1, исключительно выгодно, если включить стадию термической обработки.
В частности, в результате добавления компонента с n=1 в диапазоне от 20 до 80% в комбинацию с n=0 и 1 становится возможным получение толстого изоляционного покрытия с превосходными внешним видом, изоляционными свойствами, термостойкостью и сцепляемостью.
Модифицированный кремнийорганический полимер соответствует исходному мономеру для чистого кремнийорганического полимера, модифицированному органической смолой, отличной от алкильной группы или фенильной группы. Что касается способа модифицирования, то полимер модифицируют с использованием известных способов, таких как холодное смешение или реакция конденсации и тому подобное.
Смешанный кремнийорганический полимер получают в результате гидролиза и дегидратационной конденсации исходного мономера, образующего чистый кремнийорганический полимер, и исходного мономера, образующего модифицированный кремнийорганический полимер в желательных соотношениях. Компонент чистого кремнийорганического полимера и компонент модифицированного кремнийорганического полимера на молекулярном уровне образуют сетку.
Исходное вещество золя для получения использованного чистого кремнийорганического полимера представляет собой один или несколько типов, имеющих алкильную группу с С4 или менее тетраметоксисилана, тетраэтоксисилана, тетраизопропоксисилана, тетрабутоксисилана, монометилтриметоксисилана, монометилтриэтоксисилана, монометилтриизопропоксисилана, монометилтрибутоксисилана, моноэтилтриметоксисилана, моноэтилтриэтоксисилана, моноэтилтриизопропоксисилана, моноэтилтрибутоксисилана, диметилдиметоксисилана, диметилдиэтоксисилана, диэтилдиметоксисилана, диэтилдиэтоксисилана, фенилтриметоксисилана, дифенилдиметоксисилана, фенилтриэтоксисилана и дифенилдиэтоксисилана и дополнительно тетрахлорид силана, титанметилтрихлорид и тому подобное в качестве хлоридов силана.
Введение алкильной группы или фенильной группы делает возможным придание покрытию гибкости и технологичности и обеспечивает проявление лучшей термостойкости в сопоставлении с другими органическими функциональными группами.
Однако вместе с увеличением количества углеродных атомов в алкильной группе уменьшается термостойкость, уменьшается вероятность пленкообразования, становится более высокой температура высушивания и возникают другие проблемы, поэтому желательно иметь не более четырех углеродных атомов. В частности, при рассмотрении термостойкости в диапазоне от 500 до 600°С или около того желательно иметь не более одного углеродного атома.
В качестве модифицированного кремнийорганического полимера, применение, например, находит один или несколько представителей, выбираемых из акрилмодифицированного кремнийорганического полимера, алкидмодифицированного кремнийорганического полимера, акрилмодифицированного кремнийорганического полимера на основе сложного полиэфира, эпоксимодифицированного кремнийорганического полимера, аминомодифицированного кремнийорганического полимера, винилмодифицированного кремнийорганического полимера и фтормодифицированного кремнийорганического полимера. Данные модифицированные кремнийорганические полимеры также позволяют получить связи между органическими функциональными группами, отличные от связей Si-О-Si, поэтому плотное изоляционное покрытие получают при низкой температуре.
Смешанный кремнийорганический полимер получают в результате использования одного или нескольких представителей как исходного мономера для получения описанного выше чистого кремнийорганического полимера, так и исходного мономера для получения модифицированного кремнийорганического полимера. Данный полимер делает возможным достижение на молекулярном уровне как термостойкости и тому подобного, что обусловлено чистым кремнийорганическим полимером, так и отвеждаемости при низкой температуре, водоотталкивающих свойств и других функций от модифицированного кремнийорганического полимера.
Кроме этого, для содействия прохождению реакции конденсации в любой из данных кремнийорганических полимеров можно ввести в качестве катализатора или точки образования сшивки другой оксид металла. В качестве алкоксидов металлов для исходного вещества на данный момент используют тетраэтоксид титана, изопропоксид титана, бутоксид алюминия и тому подобное.
Изоляционное покрытие, состоящее из таких кремнийорганических полимеров, образует плотное, прочное покрытие, главным образом состоящее из SiO2, в результате чрезвычайно быстро проводимой стадии сушки, на которой десольватация и дегидратация происходят одновременно. Поэтому образованное изоляционное покрытие является плотным, обладает коррозионной стойкостью и обладает стойкостью к воздействию напряжения сжатия. Это выгодно при проведении разнообразных типов переработки на последующих стадиях.
Кроме этого, если органической группой является алкильная группа, такая как метильная группа, фенильная группа или группа, включающая фтор, такая как группа СН3, то возникают водоотталкивающие свойства и достигается более высокая коррозионная стойкость, поэтому это дает свой вклад в улучшение коррозионной стойкости.
Каждый из данных кремнийорганических полимеров позволяет получить лучшее покрытие по сравнению с тем, что получали на предшествующем уровне техники, но в случае чистого кремнийорганического полимера получают более плотное покрытие с хорошими изоляционными свойствами, термостойкостью и сцепляемостью, в то время как в случае модифицированного кремнийорганического полимера или смешанного кремнийорганического полимера в сравнении с предыдущим случаем отмечается незначительная тенденция к ухудшению в отношении изоляционных свойств, прочности соединительной пленки, коррозионной стойкости, термостойкости и тому подобного вследствие наличия компонента в виде органической смолы.
Кроме этого, преимущество в случае, когда в качестве предпочтительных условий для упомянутого выше изоляционного покрытия элемент металла или элемент полуметалла М, отличный от кислорода, углерода, водорода и азота, в основном представляет собой кремний (Si) и упомянутый Si в основном присутствует в форме, имеющей связь Si-О, а упомянутый М, отличный от кремния, содержит один или несколько элементов, выбираемых из Li, Na, К, Mg, Ca, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Ti, Zr, Nb, В, Al, Ge, Sn, P, Sb и Bi, возникает вследствие следующего:
Для обеспечения изоляционных свойств изоляционное покрытие предпочтительно имеет плотную аморфную структуру. Поэтому основным каркасом матрицы покрытия необходимо сделать структуру сетки Si-О-Si, обладающей аморфной структурой вплоть до относительно высокой температуры.
Однако в способе формования покрытия из раствора (золя) существует проблема, связанная с отслаиванием покрытия вследствие усадки, возникающей во время десольватации или конденсации.
В качестве меры, направленной на разрешение данной проблемы, существует способ диспергирования устойчивого оксида в растворителе и введения его в покрытие. Выгодно добавлять оксид или композитный оксид металла или полуметалла, отличного от Si, подходящий для растворителя.
Кроме этого, реакция конденсации Si-О-Si отличается недостатком, который заключается в низкой реакционной способности в общем случае. Для улучшения данной реакционной способности добавляют металл- или полуметаллсодержащий катализатор или при использовании алкоксида, или ацетилацетатного комплекса, или хлорида М вводят связи М-О металла или полуметалла (М), отличного от Si, с получением точки образования сшивки в сетке Si-О-Si. За короткое время образуется плотная пленка, включающая М. В результате покрытие с включением М позволяет иметь плотное изоляционное покрытие с малым количеством трещин.
Далее, причина использования полной массовой доли Si, Li, Na, К, Mg, Ca, Cr, Mn, Fe, Co, Ni, Cu, Zn, Y, Ti, Zr, Nb, В, Al, Ge, Sn, P, Sb и Bi в изоляционном покрытии в приведении к полной массе элементов в упомянутом изоляционном покрытии, отличных от кислорода, углерода, водорода, азота, серы и фтора, по меньшей мере, равной 90 массовым частям, и использования массовой доли Si в приведении к полной массе элементов в упомянутом изоляционном покрытии, отличных от кислорода, углерода, водорода, азота, серы и фтора, по меньшей мере, равной 50 массовым частям, заключается в следующем:
Высокие изоляционные свойства в покрытии в основном обеспечиваются наличием оксида с изоляционными свойствами. Поэтому доля компонента - металла в оксиде, обладающем изоляционными свойствами, то есть Si, Li, Na, К, Mg, Ca, Y, Ti, Zr, Nb, B, Al, Ge, Sn, P, Sb и Bi, предпочтительно, по меньшей мере, равна 90 массовым частям, более предпочтительно, по меньшей мере, равна 95 массовым частям, для всех компонентов, отличных от кислорода, углерода, водорода, азота, серы и фтора, содержащихся в органической функциональной группе, вводимой для цели придания технологичности, водоотталкивающих свойств и тому подобного, и, кроме того, отличных от кислорода для ограничения компонента - металла.
Среди них, как уже указывалось выше, в сетку Si-О-Si значительный вклад дает структура матрицы покрытия. В изоляционном покрытии массовое отношение базового компонента каркаса, то есть Si, должно быть, по меньшей мере, равно 50 частям в расчете на полную массу элементов, отличных от кислорода, углерода, водорода, азота, серы и фтора, а предпочтительно, по меньшей мере, равно 75 массовым частям, с точки зрения улучшения изоляционных свойств и улучшения прочности покрытия.
При реализации настоящего изобретения выгодно в качестве материала сердечника использовать, в частности, листовую нетекстурированную магнитную сталь и использовать изобретение для получения изоляции на торцевых поверхностях в момент сборки сердечника. То есть в материале сердечника электродвигателя и тому подобном почти во всех случаях сердечник с укладкой элементов в стопку подвергают обработке для предотвращения возникновения ржавчины или либо подвергают отжигу или подвергают обработке органическим лаком для получения изоляции, либо делают и то, и другое. Эффект от этого достигается огромный.
Далее, в способе изготовления сердечника с использованием настоящего изобретения на стадии обработки сердечника сердечник из листовой нетекстурированной магнитной стали получают в результате штампования, укладки в стопку, фиксации и, в соответствии с потребностью, подвергают обработке для предотвращения возникновения ржавчины или для получения изоляции и тому подобного. Технология настоящего изобретения делает возможным легкое получение отличающегося простотой, низкой стоимостью и высокой производительностью сердечника из листовой нетекстурированной магнитной стали, отличающегося превосходными эксплуатационными свойствами покрытия.
Что касается кремнийорганического соединения, используемого в качестве компонента агента для нанесения изоляционного покрытия, то сердечник обрабатывают одним или несколькими представителями, выбираемыми из кремнийорганической смолы, силиката щелочного металла, коллоидного кремнезема, стеклообразной фритты с низкой температурой плавления, золя чистого кремнийорганического полимера, золя модифицированного кремнийорганического полимера и золя смешанного кремнийорганического полимера.
Сердечник отличается тем, что при его изготовлении получают среднюю толщину изоляционного покрытия в диапазоне от 0,5 до 20 мкм. При обработке его таким соединением кремния и высушивании его изоляционное покрытие получается плотным и однородным, как покрытие.
В частности, при использовании золя чистого кремнийорганического полимера, золя модифицированного кремнийорганического полимера и золя смешанного кремнийорганического полимера, содержащих органическое соединение кремния, при обработке агентом для нанесения изоляционного покрытия никаких очищения, отжига или другой предварительной обработки не требуется, таким образом, это эффективно уменьшает затраты на обработку в промышленных масштабах.
Кроме этого, изоляционное покрытие - плотное и однородное и обладает превосходными коррозионной стойкостью и изоляционными свойствами. Кроме этого, в случае чистого кремнийорганического полимера преимущество заключается в превосходной термостойкости при повышенной температуре. Это выгодно в случае включения отжига, литья алюминия под давлением или другой стадии термической обработки.
В случае такого покрытия, если средняя толщина соединительной пленки будет меньше 0,5 мкм, достаточный эффект улучшения изоляционных свойств и коррозионной стойкости достигнуть будет нельзя. С другой стороны, при толщине соединительной пленки, превышающей 20 мкм, локально образуются толстые участки и толщина сердечника с уложенными в стопку элементами увеличивается или же ухудшается сцепляемость. В частности, данная величина устанавливается в качестве предела, поскольку при включении стадии отжига легко будет происходить локальное отслаивание или отделение изоляционного покрытия.
Для нанесения таких покрытий существуют способы погружения, распыления и тому подобное, но предпочтительно погружение, если принимать во внимание простоту оборудования и эффективность использования раствора.
Агент для нанесения покрытия, характеризующий настоящее изобретение, отличается в том, что касается состава раствора, использованием одного или нескольких компонентов, выбираемых из золя чистого кремнийорганического полимера, золя модифицированного кремнийорганического полимера и золя смешанного кремнийорганического полимера.
Золь чистого кремнийорганического полимера получают в результате гидролиза и частичной дегидратационной конденсации, без растворителя или в органическом растворителе, одного или нескольких типов известных веществ, описываемых формулой (R1)nSi(X1)4-n, где n представляет собой целое число в диапазоне от 0 до 3, R1 представляет собой алкильную группу или фенильную группу, причем несколько R1 могут быть различными в случае n=2 или 3, при этом Х1 представляет собой алкоксигруппу, представляющую собой Cl или O(R2), где R2 представляет собой алкильную группу, и причем несколько R2 могут быть различными в случае n=0, 1 или 2, и выдерживают в состоянии золя.
Золь модифицированного кремнийорганического полимера представляет собой раствор соединения, полученного в результате гидролиза и частичной дегидратационной конденсации исходного мономера для золя чистого кремнийорганического полимера, модифицированного органической смолой, отличной от алкильной группы или фенильной группы. Способ модифицирования представляет собой известный вариант модифицирования в результате холодного смешения, реакции конденсации и тому подобного.
Золь смешанного кремнийорганического полимера получают в результате гидролиза и дегидратационной конденсации исходного мономера, образующего золь чистого кремнийорганического полимера, и исходного мономера, образующего золь модифицированного кремнийорганического полимера, в желательном соотношении, и он структурируется в результате образования на молекулярном уровне сетки между компонентом золя чистого кремнийорганического полимера и компонентом золя модифицированного кремнийорганического полимера.
Кроме этого, данные агенты для нанесения покрытия можно перевести в золи, приводящие к образованию связей О-М-О-Si, стимулируя гидролиз и частичную дегидратационную конденсацию металла или полуметалла (М), отличного от Si, в виде алкоксида или хлорида.
Исходное вещество для использованного золя чистого кремнийорганического полимера представляет собой один или несколько типов имеющих алкильную группу с С4 или менее тетраметоксисилана, тетраэтоксисилана, тетраизопропоксисилана, тетрабутоксисилана, монометилтриметоксисилана, монометилтриэтоксисилана, монометилтриизопропоксисилана, монометилтрибутоксисилана, моноэтилтриметоксисилана, моноэтилтриэтоксисилана, моноэтилтриизопропоксисилана, моноэтилтрибутоксисилана, диметилдиметоксисилана, диметилдиэтоксисилана, диэтилдиметоксисилана, диэтилдиэтоксисилана, фенилтриметоксисилана, дифенилдиметоксисилана, фенилтриэтоксисилана и дифенилдиэтоксисилана и дополнительно тетрахлорид силана, титанметилтрихлорид и тому подобное в качестве хлоридов силана.
Использованный золь модифицированного кремнийорганического полимера представляет собой, например, одного или нескольких представителей, выбираемых из акрилмодифицированного кремнийорганического полимера, алкидмодифицированного кремнийорганического полимера, акрилмодифицированного кремнийорганического полимера на основе сложного полиэфира, эпоксимодифицированного кремнийорганического полимера, аминомодифицированного кремнийорганического полимера, винилмодифицированного кремнийорганического полимера и фтормодифицированного кремнийорганического полимера. В подходящем случае их используют разбавленными водой и/или спиртом или другим растворителем.
В частности, модифицированный кремнийорганический полимер, содержащий полярную функциональную группу, эффективен с точки зрения использования, потому что для него не требуется в качестве растворителя спирт. Кроме этого, в случае модифицированного кремнийорганического полимера имеют место связи между органическими функциональными группами, отличные от связей Si-О-Si. Это эффективно для образования плотного изоляционного покрытия при низкой температуре.
Что касается смешанного кремнийорганического полимера, то используют один или несколько соединений в качестве исходного мономера для получения описанного выше чистого кремнийорганического полимера, так и исходного мономера для получения модифицированного кремнийорганического полимера. Кроме этого, в качестве алкоксида металла, использованного в качестве точки для образования сшивки в матрице, предлагаются тетраэтоксид титана, изопропоксид титана, бутоксид алюминия и тому подобное.
Раствор для обработки торцевых поверхностей, лицевой поверхности сердечника и тому подобного при помощи данных кремнийорганических полимеров одновременно производит десольватацию и дегидратацию, так что сушка проходит чрезвычайно быстро и образуется плотное покрытие, главным образом содержащее структуру Si-О. Кроме этого, образованное изоляционное покрытие будет плотным, будет обладать коррозионной стойкостью и будет обладать стойкостью к воздействию напряжения сжатия. Это выгодно при проведении разнообразных типов переработки на последующих стадиях.
При использовании данных золей кремнийорганического полимера и при толщине соединительной пленки после высушивания и/или отверждения при нагревании в диапазоне от 0,5 до 20 мкм обеспечивается превосходная сцепляемость и можно добиться обработки торцевых поверхностей сердечника с получением изоляции с превосходными изоляционными свойствами, пробивным напряжением, коррозионной стойкостью и термостойкостью. В частности, в случае чистого кремнийорганического полимера получают изоляционное покрытие с более высокой термостойкостью.
В частности, при использовании одного или нескольких соединений, выбираемых из тетраэтоксисилана, тетраметоксисилана, метилтриэтоксисилана, метилтриметоксисилана, получают превосходную термостойкость. С другой стороны, в случае упомянутого модифицированного кремнийорганического полимера или смешанного кремнийорганического полимера отмечается тенденция к ухудшению термостойкости, поэтому данный случай подходит для тех приложений, в которых отжиг не проводится.
В результате добавления в качестве наполнителя в раствор для нанесения покрытия одного или нескольких соединений, выбираемых из золя чистого кремнийорганического полимера, золя модифицированного кремнийорганического полимера и золя смешанного кремнийорганического полимера, одного или нескольких соединений, выбираемых из частиц неорганического порошка, частиц порошка органической смолы и/или их растворов эмульсий или их коллоидных растворов, в количестве, в расчете на содержание твердой фазы, в диапазоне от 0,1 до 50 массовых частей в расчете на 100 массовых частей, относимых на SiO2 золя чистого кремнийорганического полимера, золя модифицированного кремнийорганического полимера и золя смешанного кремнийорганического полимера, достигается чрезвычайно яркий эффект улучшения изоляционных свойств и пробивного напряжения и, кроме того, в качестве результирующего эффекта улучшается эффективность нанесения на торцевые поверхности сердечника или на лицевую поверхность листовой стали.
Кроме этого, в результате уменьшения усадки во время высушивания легко можно подавить растрескивание и увеличить толщину.
Что касается наполнителя, добавляемого в данный момент, то в случае неорганического вещества в качестве частиц порошка или коллоидных субстанций добавляют и примешивают от 0,1 до 50 массовых частей одного или нескольких веществ, выбираемых из SiO2, Al2O3, TiO2, ZrO2 и их композитов, с основным размером частиц в диапазоне от 7 до 5000 нм.
В случае органического вещества для улучшения изоляционных свойств эффективно добавление и примешивание в виде эмульсионной субстанции от 0,1 до 50 массовых частей одного или нескольких веществ, выбираемых из акрилатной, полистирольной, полиэтиленовой, полипропиленовой, полиамидной, поликарбонатной, полиуретановой, меламиноформальдегидной, фенолоальдегидной, эпоксидной смолы и их сополимеров, с размером частиц в диапазоне от 50 до 10000 нм.
В случае добавляемого количества, меньшего 0,1 массовой части в расчете на 100 массовых частей, относимых на SiO2 всего кремнийорганического полимера, эффект улучшения изоляционных свойств и сцепляемости невелик. С другой стороны, в случае превышения 50 массовых частей пробивное напряжение покрытия улучшается в большей степени, но плотность соединительной пленки ухудшается или уменьшается срок службы раствора, поэтому данная величина устанавливается в качестве предела.
В качестве наполнителя в случае неорганического оксида предпочтительны порошок или коллоидная субстанция, содержащие SiO2, Al2О3, TiO2, ZrO2 или их композит, поскольку они отличаются низкой стоимостью и они вызывают улучшение изоляционных свойств в результате их добавления и хорошего диспергирования.
В случае органического типа используют один или несколько порошков или эмульсий и тому подобного, выбираемых из акрилатной, полистирольной, полиэтиленовой, полипропиленовой, полиамидной, поликарбонатной, полиуретановой, меламиноформальдегидной, фенолоальдегидной и эпоксидной смолы в подходящей комбинации.
Если рассматривать все вместе - устойчивость раствора, твердость, изоляционные свойства, термостойкость и тому подобное для случая ввода добавки, то неорганическая добавка предпочтительна тем, что ее стоимость ниже, она обеспечивает превосходное диспергирование и приводит к устойчивому эффекту улучшения изоляционных свойств и сцепляемости. В частности, эффект будет значительным при проведении отжига для снятия напряжений или другой стадии термической обработки.
Имеет большое значение размер частиц наполнителя. В случае наполнителя неорганического типа, если размер частиц будет меньше 7 нм при диспергировании в растворе, то когезионная способность станет более интенсивной, а толщина покрытия станет неравномерной или же появится влияние на рН раствора и устойчивость раствора уменьшится, поэтому данная величина устанавливается в качестве предела.
С другой стороны, в случае превышения 5000 нм шероховатость поверхности вследствие наличия крупных частиц станет чрезмерно большой и неорганическое вещество будет легко отделяться от торцевых поверхностей сердечника вследствие истирания и тому подобного, поэтому данная величина устанавливается в качестве предела. Если находиться в данном диапазоне, то сцепляемость окажется хорошей при наличии баланса между толщиной соединительной пленки и количеством введенной добавки и можно будет получить изоляционное покрытие, характеризующееся высоким пробивным напряжением. Данная величина устанавливается в качестве предела по тем же самым причинам, что и в случае наполнителя органического типа.
При добавлении добавки к кремнийорганическому полимеру желательно более однородное диспергирование. Если порошкообразное вещество добавлять после диспергирования в спирте или другом растворителе, то получится превосходный эффект диспергирования. Это выгодно для получения покрытия с однородной толщиной. В частности, получают однородную дисперсию при совместном использовании диспергирования под действием ультразвуковых колебаний или диспергирования при помощи другого смесителя и тому подобного.
При высушивании сердечника после нанесения покрытия с использованием раствора достаточным будет высушивание при обычной температуре, но, если стараться высушивать за короткое время или улучшать эффективность способа, то, если проводить высушивание в сушильной камере при температуре, не превышающей 300°С, в течение, по меньшей мере, 30 секунд, десольватация и дегидратационная конденсация произойдут в достаточной степени и будут получены хорошие эксплуатационные свойства покрытия. Что касается предпочтительного способа высушивания, то хорошие свойства покрытию придает постепенное нагревание.
Это объясняется тем, что при быстром нагревании удаление воды, спирта или другого растворителя вследствие высушивания будет происходить быстро и легко будут образовываться дефекты поверхности, подобные выпуклостям.
Если использовать раствор настоящего изобретения для неоднократного нанесения покрытия при попытке получения толстого покрытия, то для того, чтобы получить более толстое покрытие и хорошие эксплуатационные свойства изоляции, предпочтительно сначала нанести покрытие и провести высушивание для раствора, содержащего наполнитель, при низкой температуре в диапазоне от комнатной температуры до 120°С, а после этого нанести покрытие и провести высушивание для раствора, не содержащего наполнитель.
Во время неоднократного нанесения покрытия достаточно нанести покрытие из агента, содержащего наполнитель, до получения после высушивания средней толщины соединительной пленки в диапазоне от 0,2 до 10 мкм, а затем нанести покрытие для раствора, не содержащего наполнитель, с получением после толщины величины в диапазоне от 0,5 до 20 мкм.
Обработка с уменьшенным содержанием наполнителя объясняется тем, что для выравнивания шероховатости, обусловленной наличием наполнителя, сочетание с нанесением покрытия, образованного большим количеством агента без наполнителя, облегчает получение изоляционного покрытия с высокими изоляционными свойствами, однородностью, сцепляемостью и коррозионной стойкостью.
Далее будут объяснены причины ограничения для сердечника трансформатора с изоляцией с высокими эксплуатационными свойствами.
Уложенные в стопку листы магнитного материала в настоящем изобретении обрабатывают по их торцевым поверхностям и лицевым поверхностям с получением изоляционного покрытия, содержащего органическое соединение кремния, и они характеризуются наличием превосходной изоляции и коррозионной стойкости. Компонент покрытия в виде органического соединения кремния, использованного в настоящем изобретении, содержит связи Si-О и образует чрезвычайно плотное покрытие, в основном содержащее компонент SiO2. Поэтому возможно получение изоляционного покрытия с чрезвычайно высокими изоляционными свойствами и коррозионной стойкостью.
Толщину изоляционного покрытия настоящего изобретения получают в диапазоне от 2 до 100 мкм. При толщине, превышающей 2 мкм, пробивное напряжение становится равным 40 В, что достаточно для малогабаритного трансформатора. Если толщина будет меньше 2 мкм, то в зависимости от формы торцевых поверхностей сердечника локально будут образовываться тонкие участки и стабильного пробивного напряжения получить будет нельзя. С другой стороны, если толщина будет больше 50 мкм, будет достигнута величина пробивного напряжения, близкая к бесконечности. Поэтому никаких проблем не возникает даже и в том случае, когда будет необходимо высокое пробивное напряжение, как в случае крупногабаритного трансформатора. Для верхнего предела покрытие может быть толстым, но, принимая во внимание пригодность к сушке, повторное нанесение покрытия и сцепляемость изоляционного покрытия во время фактической работы, предел максимальной толщины устанавливается равным 100 мкм. Принимая во внимание легкость обработки с получением покрытия, эксплуатационные свойства покрытия, стоимость и тому подобное, наиболее предпочтительным диапазоном является диапазон от 3 до 30 мкм.
Кроме этого, сердечник трансформатора настоящего изобретения является сердечником трансформатора, в котором обработке с получением изоляции подвергают только сердечник с укладкой элементов в стопку, к которому присоединен проводник, при этом на них одновременно наносится изоляционное покрытие. В последнем случае, поскольку сердечник с укладкой элементов в стопку и материал проводника обрабатывают с получением изоляционного покрытия одновременно, то одновременно достигается не только изоляция, но также и склеивание сердечника и проводника. Материал изоляционного покрытия проникает к торцевым поверхностям сердечника, лицевой поверхности, между стальными листами (фольгой), между проводниками и к границе между сердечником и проводниками. В случае сухой соединительной пленки получают не только чрезвычайно высокие изоляционные свойства и коррозионную стойкость, но также и прочное склеивание материала сердечника с укладкой элементов в стопку, самих проводников и сердечника и проводников. В случае покрытия из органического соединения кремния настоящего изобретения в зависимости от композиции получают превосходную изоляцию и сцепляющее покрытие, обладающее твердостью, прочностью, термостойкостью и тому подобным.
Затем при использовании в качестве композиции раствора органического соединения кремния, использованного в настоящем изобретении, одного или нескольких типов агентов для проведения обработки, образованных в результате получения силана, описываемого общей формулой: (R1)nSi(X1)4-n, где n представляет собой целое число в диапазоне от 0 до 3, R1 представляет собой алкильную группу или фенильную группу, причем несколько R1 могут быть различными в случае n=2 или 3, при этом X1 представляет собой алкоксигруппу, представляющую собой Cl или O(R2), где R2 представляет собой алкильную группу, и причем несколько R2 могут быть различными в случае n=0, 1 или 2, на торцевые поверхности и лицевую поверхность наносят покрытие и проводят высушивание один или несколько раз при использовании, по меньшей мере, одного способа, выбираемого из нанесения покрытия погружением, распылением и кистью с промежуточным высушиванием. Органическое соединение кремния получают в результате гидролиза и полимеризации известного алкоксисилана без растворителя или в органическом растворителе. В данный момент в результате изменения типа или комбинации использованных силанов можно получить покрытия, отличающиеся различными типами эксплуатационных свойств.
При получении частично гидролизованного продукта алкоксисилана в качестве органического соединения кремния применение находит один или несколько соединений, выбираемых из тетраметоксисилана, тетраэтоксисилана, тетраизопропоксисилана, тетрабутоксисилана, монометилтриметоксисилана, монометилтриэтоксисилана, монометилтриизопропоксисилана, монометилтрибутоксисилана, моноэтилтриметоксисилана, моноэтилтриэтоксисилана, моноэтилтриизопропоксисилана, моноэтилтрибутоксисилана, диметилдиметоксисилана, диметилдиэтоксисилана, диэтилдиметоксисилана, диэтилдиэтоксисилана, фенилтриметоксисилана, дифенилдиметоксисилана, фенилтриэтоксисилана и дифенилдиэтоксисилана. В данный момент, если говорить о более предпочтительных условиях, то в случае получения исходного вещества таким образом, чтобы агент для нанесения покрытия содержал бы, по меньшей мере, 50% одного или нескольких типов веществ, описываемых формулой (R1)nSi(X1)4-n, где n представляет собой целое число в диапазоне от 0 до 3, R1 представляет собой алкильную группу или фенильную группу, причем несколько R1 могут быть различными в случае n=2 или 3, при этом X1 представляет собой алкоксигруппу, представляющую собой Cl или O(R2), где R2 представляет собой алкильную группу, и причем несколько R2 могут быть различными в случае n=0, 1 или 2, получают покрытие с превосходными изоляционными свойствами, коррозионной стойкостью, сцепляемостью и термостойкостью. Если содержание будет меньше этого, то будет наблюдаться тенденция к снижению термостойкости, и в зависимости от условий нагревания будет происходить отслаивание соединительной пленки. Наиболее предпочтительным случаем является тот, когда агент содержит, по меньшей мере, 50%R1 и, по меньшей мере, 5%Х1. В данном случае получают толстое покрытие с превосходными сцепляемостью и термостойкостью.
Что касается органического соединения кремния, то в зависимости от способа получения существует агент для обработки, относящейся к типу отверждения при нагревании, который приводит к получению частично гидролизованного продукта соединения силана в результате реакции в процессе отверждения, его используют для обработки и отверждают под действием нагревания в результате выпаривания спирта как компонента раствора или влаги, и агент для обработки, относящийся к типу отверждения под действием влаги, который не подвергается частичному гидролизу в процессе получения органического соединения кремния, а к нему добавляют отвердитель, его используют для обработки, после этого отверждают, подвергая реакции гидролиза и конденсации под действием влаги воздуха. В случае настоящего изобретения большое значение имеют обработка с получением изоляционного покрытия, соединение воедино и склеивание не только для торцевых поверхностей стальных листов, но также и для промежутков между стальными листами (фольгой), промежутков между проводниками и между стальными листами (фольгой) и проводниками. Что касается более предпочтительного условия, то для обеспечения быстрого высушивания и получения свойств стабильного изоляционного покрытия предпочтительно использовать тип раствора с отверждением при нагревании.
В результате нанесения покрытия из одного или нескольких типов органических соединений кремния, состоящих из частичного конденсата, полученного из силана, и высушивания покрытия при низкой температуре возможно получение полимерной соединительной пленки SiO2 с превосходными эксплуатационными свойствами покрытия.
Кроме этого, если стараться получить у соединительной пленки, обеспечивающей соединение воедино элементов сердечника, высокие сопротивление изоляции или пробивное напряжение, то в качестве наполнителя к органическому соединению кремния добавляют от 0,1 до 50 массовых частей в расчете на содержание твердой фазы частиц порошка неорганического оксида или коллоидного раствора в приведении к 100 массовым частям, относимым на SiO2, содержащийся в органическом соединении кремния. В качестве результирующего эффекта от добавления наполнителя обеспечивается улучшение эффективности нанесения на торцевые поверхности сердечника или на лицевую поверхность стального листа (фольги) и стойкости к растрескиванию и изоляционных свойств покрытия. Что касается добавляемых частиц неорганического порошка или коллоидной субстанции, то добавляют от 0,1 до 50 массовых частей одного или нескольких типов веществ, выбираемых из SiO2, Al2О3, TiO2, ZrO2 и/или их композитных субстанций, с основным размером частиц в диапазоне от 7 до 5000 нм. Если добавляемое количество будет меньше 0,1 массовой части, то эффект улучшения смачиваемости, стойкости к растрескиванию и изоляционных свойств не достигается. Кроме этого, в случае превышения 20 массовых частей легко возникают плохие склеиваемость и сцепляемость и неровность соединительной пленки. Наилучший диапазон добавления представляет собой диапазон от 0,4 до 2 массовых частей.
Способ нанесения покрытия приведенного выше органического соединения кремния может быть используемым в общем случае способом нанесения покрытия на поверхность, окрашивания и тому подобным. Можно использовать способ нанесения покрытия не только распылением и погружением, но также и кистью. Также возможно использовать и общие способы подавления возникновения неравномерности в величине покрытия и тому подобного. Кроме этого, для улучшения способности к склеиванию у контактирующих участков проводников, магнитных материалов и тому подобного можно обеспечить эффективность соединения воедино после высушивания, если сначала создать зазор на контактирующих участках, провести импрегнирование раствора, обеспечивающего соединение воедино, в контактирующие участки и после этого установить предварительно определенное состояние контактирования.
Толщину после высушивания легко контролировать при помощи способа, заключающегося в изменении типа растворителя в растворе или концентрации или вязкости растворителя. Если проводить стадию нанесения покрытия и высушивания несколько раз, то можно увеличить толщину соединительной пленки на данную величину. Покрытие наносят до достижения предварительно определенной толщины, регулируя скорость вынимания в случае погружения и форму сопла, скорость эжектирования и тому подобное вместе с вышеупомянутыми условиями для раствора в случае распыления. Кроме этого, можно подавлять накопление отложений из раствора и регулировать толщину соединительной пленки, проводя продувку сжатым воздухом.
Обеспечивающее электрическую изоляцию покрытие, образованное в настоящем изобретении, также имеет и функцию соединения воедино элементов сердечника. Кроме этого, оно также используется в качестве соединительной пленки, предотвращающей возникновение коррозии. То есть можно нанести покрытие только на торцевые поверхности сердечника или же можно присоединить обмотку и после этого нанести покрытие на обмотку для ее фиксации. Высушенная пленка настоящего изобретения главным образом состоит из SiO2 и образует плотную пленку, содержащую связи Si-О, поэтому она характеризуется изоляционными свойствами и функцией предотвращения возникновения ржавчины чрезвычайно высокого уровня.
При использовании органического соединения кремния настоящего изобретения температура высушивания не должна превышать 200°С. Это объясняется тем, что растворитель, образующий часть органического соединения кремния, в основном представляет собой метиловый спирт, этиловый спирт, бутиловый спирт, пропиловый спирт, воду или другой летучий при низких температурах растворитель. Предпочтительная температура высушивания находится в диапазоне от 80 до 120°С. В результате использования растворителя с низкой температурой кипения данная температура высушивания становится возможной. При нахождении в данном температурном диапазоне становится возможным высушивание за короткое время, соответствующее нескольким минутам.
В крупногабаритных, среднегабаритных и малогабаритных трансформаторах, используемых для электропитания, серьезной проблемой является само течение тока короткого замыкания, чего нельзя допустить. Настоящее изобретение также обращает внимание на проблемы, связанные с эффективностью работы, стоимостью и рабочей средой, обусловленные нанесением лакового покрытия и другой обработкой, обычно проводимой после удаления заусенцев и другой обработки торцевых поверхностей материалов сердечника. Если воспользоваться органическим соединением кремния настоящего изобретения, то обеспечивается достижение свойств (функций), превышающих свойства при нанесении лакового покрытия, и значение данных проблем уменьшается.
В качестве электрических устройств в настоящем изобретении предлагаются электромагнитные устройства и нагреватели. Электромагнитные устройства включают электродвигатели, пускатели, генераторы, трансформаторы, реакторы и тому подобное. Нагреватели используют индукционное нагревание, нагревание в результате облучения инфракрасными лучами или другим светом и электромагнитными волнами и нагревание непосредственно вследствие теплопроводности. Приложение и модель роли не играют.
Электродвигатели, пускатели и генераторы относятся к типу асинхронных машин, типу синхронных машин, типу машин постоянного тока, типу с реактивным сопротивлением или к двум или нескольким типам в комбинации и включают электродвигатели в диапазоне от крупногабаритных до варианта микро. Кроме этого, трансформаторы включают трансформаторы с намоткой элементов, трансформаторы с укладкой элементов в стопку и другие типы с использованием различных типов сердечников. Реакторы используют для инверторов, конвертеров, прерывателей, устройств, используемых для регулировки фазы напряжения и тока и для улучшения коэффициента мощности, фильтров для устранения высоких частот и тому подобного, зажиганий и тому подобного. Существуют типы с намоткой элементов, типы с укладкой элементов в стопку, типы с зазорами и типы без них, типы с насыщаемостью, типы, которые при использовании не допускают возникновения насыщения, типы, использующие сердечники, полученные резкой, и тому подобное. Возможны как типы, имеющие сердечники или ярма, так и типы, их не имеющие. Кроме этого, возможны как типы, имеющие постоянный магнит, так и типы, их не имеющие.
Сердечник и ярмо включают листовую магнитную сталь, металл пермаллой, железокобальтовый сплав, сердечник из аморфного магнитного материала и другие сердечники с укладкой элементов в стопку, мягкие ферритовые сердечники, литые сердечники, сердечники, полученные при помощи порошковой металлургии, пластически сформованные сердечники из порошка, и тому подобное. Материалы сердечника и ярма включают листовую магнитную сталь, толстую листовую сталь и другие черные металлы или сплавы черных металлов, никель, металл пермаллой и другие сплавы никеля, кобальт и сплавы кобальта и мягкий феррит, аморфные материалы, нанокристаллические материалы и тому подобное. Приложения включают сердечники якоря, ярма с обмотками возбуждения, сердечники трансформаторов, сердечники реакторов, сердечники электромагнитов, печатные платы и тому подобное. В частности, широкое применение находят сердечники и ярма, полученные в результате штампования и укладки в стопку заготовок из листовой магнитной стали. Сердечники включают сердечники, полученные в результате штампования и укладки в стопку отдельных элементов, сердечники, использующие комбинации элементов сегментированных сердечников, и сердечники с намоткой элементов, иногда используемые для вращающихся машин, относящихся к типу с осевым зазором, такие как во вращающихся машинах, пластически деформированные сердечники, такие как сердечники с грейферными концовиками, сердечники с намоткой элементов, сердечники с укладкой элементов в стопку, порошковые сердечники, полученные диффузией под давлением, сердечники из прессованного порошка, пластически сформованные сердечники и тому подобное, такие как в трансформаторах и реакторах, сердечники, полученные резкой, EI-образные сердечники и тому подобное. Настоящее изобретение можно применять ко всем из них.
Постоянные магниты не ограничиваются по типу или форме и их используют не только для создания возбуждения для электродвигателей, пускателей и генераторов, но также используют и в случае магнитного потока (магнитного поля) со смещением, используемого в строчных трансформаторах и реакторах.
Электромагнитные устройства, описанные выше, используют многочисленные магнитные элементы, такие как сердечники якоря, постоянные магниты, ярма с обмотками возбуждения и тому подобное. Даже сердечники якоря, ярма с обмотками возбуждения и тому подобное часто состоят из нескольких заготовок из магнитных материалов, таких как при укладке в стопку листов магнитной стали.
Электромагнитные устройства иногда оборудуют магнитными экранами или электромагнитными экранами для того, чтобы не допустить рассеяния магнитного потока во внешнюю среду или не допустить проникновения в устройство внешнего магнитного потока, что окажет негативное воздействие на среду снаружи или внутри устройства. Магнитные элементы настоящего изобретения включают магнитные элементы для магнитного экранирования и электромагнитного экранирования. В данном случае электромагнитные устройства, к которым относится настоящее изобретение, включают устройства и установки, генерирующие магнитный поток и электромагнитные волны, и, наоборот, включают и устройства, и установки, на которые магнитный поток и электромагнитные волны оказывают воздействие. Кроме этого, данное изобретение также может относиться к материалам для магнитного экранирования и материалам для электромагнитного экранирования общего применения.
Электрические устройства используют проводники. По проводникам электромагнитных устройств протекает ток якоря или протекает ток, генерирующий магнитный поток возбуждения. Они могут располагаться на стороне статора или же могут располагаться на стороне ротора или подвижных элементов. Вторичные проводники, переносящие ток индукции, такой как в асинхронных машинах, замыкающие накоротко кольца, используемые для электродвигателей звуковых катушек, и тому подобное также включаются в качестве проводников. Проводники нагревателей представляют собой нагревательные элементы и тому подобное. Кроме этого, выводные провода и обмотки, используемые в электрических устройствах, также включаются в проводники настоящего изобретения.
Электрические устройства, функционирующие при высокой температуре, согласно настоящему изобретению включают устройства, используемые при высокой температуре и используемые в окружающих средах с высокой температурой, и те, у которых температура становится высокой под действием тепла, генерированного в проводниках или же магнитных материалах. Поэтому электрическая изоляция и удержание магнитного потока проводниками или магнитными материалами должны иметь возможность преодолеть воздействие даже высоких температур. Температура термостойкости для изоляционного покрытия или адгезива, нанесенных на обычно используемые проводники, обычно самое большее была равна 180°С для Н-типа JIS (Японский промышленный стандарт). В настоящем изобретении «высокая температура» обозначает температурный диапазон от 200 до 900°С включительно. Если температура станет выше 900°С, то механические проблемы возникнут в самих проводниках. В соответствии с настоящим изобретением становится возможным создание электрического устройства, способного функционировать даже при такой температуре.
В настоящем изобретении либо наносят покрытие из раствора, проявляющего способность фиксировать и соединять воедино проводники или магнитный материал и способность обеспечивать электрическую изоляцию или фиксацию и соединение воедино проводников или магнитных материалов при высокой температуре после проведения сушки (здесь и далее в настоящем документе называемого «соединительным раствором»), либо проводят погружение в соединительный раствор для того, чтобы произошло нанесение соединительного раствора на наружных участках проводников или магнитных материалов или импрегнирование соединительного раствора на контактирующих участках между проводниками, между магнитными материалами, между проводниками и магнитными материалами и между проводниками, магнитными материалами и другими элементами. После этого при температуре, обычной или более высокой, проводят высушивание соединительного раствора для того, чтобы соединить воедино проводники и магнитные элементы или их и другие элементы. Что касается условий высушивания в настоящем изобретении, то достаточно высушивание при температуре от комнатной до 120°С или около этого, но в результате высушивания при температуре в диапазоне от 80 до 200°С в течение, по меньшей мере, 30 секунд для получения достаточного эффекта от нанесения покрытия становится возможным чрезвычайно быстрое проведение высушивания и отверждения.
В настоящем изобретении покрытие, образованное в результате высушивания соединительного раствора, покрывает наружные поверхности магнитных материалов или других элементов и тому подобного и соединяет их воедино. В альтернативном варианте соединительный раствор проникает к примыкающим проводникам, магнитным материалам и тому подобному и склеивает и соединяет их воедино тогда, когда произойдет сушка. (Здесь и далее в настоящем документе покрытие или слой, образованные после высушивания раствора, обеспечивающего соединение, называются «соединительной пленкой»). Поэтому, поскольку соединительная способность определяется типом и толщиной соединительной пленки, то в соответствии с потребностями достаточно будет определить тип соединительного раствора и толщину соединительной пленки. Кроме этого, соединительная способность изменяется в соответствии с формой проводников и магнитных материалов и состоянием лицевой поверхности или торцевых поверхностей, поэтому необходимо принимать во внимание формы проводников и магнитных материалов, а также и состояние лицевой поверхности или торцевых поверхностей.
В качестве соединительного раствора используют раствор, содержащий главным образом один или несколько типов чистых кремнийорганических полимеров. Чистый кремнийорганический полимер представляет собой соединение, полученное в результате реакции гидролиза и реакции дегидратационной конденсации одного или нескольких типов органических соединений кремния, описываемых формулой (R1)nSi(X1)4-n, где n представляет собой целое число в диапазоне от 0 до 3, R1 представляет собой алкильную группу или фенильную группу, причем несколько R1 могут быть различными в случае n=2 или 3, при этом X1 представляет собой алкоксигруппу, представляющую собой Cl или O(R2), где R2 представляет собой алкильную группу, и причем несколько R2 могут быть различными в случае n=0, 1 или 2. Их получают в результате гидролиза и полимеризации известного алкоксисилана без растворителя или в органическом растворителе. В данный момент в результате изменения типа использованного силана получают покрытия, характеризующиеся различными эксплуатационными свойствами.
В общем случае чистые кремнийорганические полимеры включают типы, называемые типом с отверждением при нагревании и типом с отверждением под действием влаги. В настоящем изобретении предпочтительно использовать первый из двух типов - тип с отверждением при нагревании. «Тип с отверждением при нагревании», как это объясняется выше, содержит органическое соединение кремния, метанол, этанол, изопропанол, бутанол или другой спирт с низкой температурой кипения и воду. Поэтому в способе отверждения в результате высушивания при низкой температуре, приблизительно равной 120°С или менее, компонент, являющийся растворителем, можно перевести в пар и удалить за чрезвычайно короткое время, и в результате высушивания в течение периода времени в диапазоне от нескольких минут до нескольких десятков минут можно получить плотное покрытие со связями Si-О. В случае второго из двух типов - типа с отверждением под действием влаги реакцию гидролиза вызывает поглощение влаги воздуха и отверждение покрытия и формование покрытия происходят под действием добавленного катализатора. Поэтому для того, чтобы прошло отверждение покрытия, иногда требуется несколько дней. Кроме этого, в данном случае образования и отверждения покрытия не происходит, если только из атмосферы не будет поступать влага. При нанесении на уложенные в стопку листы, в частности на материалы с большими площадями, как в приложениях настоящего изобретения, отверждение протекает на наружных поверхностях, а подача влаги во внутренние области становится затруднительной, так что иногда покрытие во внутренней области может не подвергаться отверждению даже и по истечении нескольких недель и поэтому возникает проблема, которая заключается в том, что невозможно добиться постоянства времени отверждения.
В случае типа с отверждением при нагревании настоящего изобретения, если нагревать до температуры, превышающей температуру кипения растворителя, растворитель может просто прорываться наружу и удаляться. Это чрезвычайно большое достоинство с точки зрения промышленного воплощения.
Кроме этого, если стараются получить для соединительного покрытия высокие сопротивление изоляции и пробивное напряжение, то к кремнийорганическому полимеру в качестве наполнителя добавляют от 0,1 до 50 массовых частей, в расчете на содержание твердой фазы, одного или нескольких типов частиц порошка неорганического оксида или коллоидного раствора, частиц порошка органической смолы или раствора их эмульсии на 100 массовых частей SiO2 чистого кремнийорганического полимера. В качестве результирующего эффекта добавления данного наполнителя улучшается эффективность нанесения на торцевые поверхности сердечника или на лицевую поверхность стальных листов. Что касается добавляемых частиц неорганического порошка или коллоидной субстанции, то проводят добавление и примешивание от 0,1 до 50 массовых частей одного или нескольких типов, выбираемых из SiO2, Al2О3, TiO2, ZrO2 и/или их композитов, с основным размером частиц в диапазоне от 7 до 5000 нм. Поскольку условия использования оказывают влияние на устойчивость раствора, то более предпочтительно использование вещества с основным размером частиц, не превышающим 0,5 мкм.
В настоящем изобретении, если стараться получить соединительную пленку с превосходной термостойкостью, то, если органическое соединение кремния будет состоять, по меньшей мере, на 80% из соединения, соответствующего, по меньшей мере, n=0, 1, описываемого общей формулой (R1)nSi(X1)4-n, где n представляет собой целое число в диапазоне от 0 до 3, R1 представляет собой алкильную группу или фенильную группу, причем несколько R1 могут быть различными в случае n=2 или 3, при этом X1 представляет собой алкоксигруппу, представляющую собой Cl или O(R2), где R2 представляет собой алкильную группу, и причем несколько R2 могут быть различными в случае n=0, 1 или 2, и если использовать отношение количеств варианта, у которого n=0, и варианта, у которого n=1, в диапазоне от 1:20 до 4:1, то для соединительной пленки достигаются более высокие эксплуатационные свойства. В частности, чем выше будет доля компонента с n=0, тем больше будет твердость покрытия. Кроме этого, полученная соединительная пленка становится стойкой к растрескиванию. Это выгодно для использования при применении при высокой температуре. Кроме этого, в общем случае высушивание протекает быстро и эффективность работы при высушивании улучшается. Однако, поскольку компонент с n=0 становится чересчур твердым, то возникает проблема, которая заключается в том, что толстое покрытие больше уже нельзя будет получить вследствие проблемы с растрескиванием в ходе высушивания покрытия. То есть, когда отношение количеств варианта с n=0 / варианта с n=1 будет меньше 0,05 (1:20), термостойкость становится плохой, поэтому данная величина устанавливается в качестве предела. С другой стороны, если отношение количеств станет больше 4 (4:1), термостойкость улучшится, но возникнет проблема растрескивания покрытия и получить толстое покрытие станет затруднительно, поэтому данная величина устанавливается в качестве предела.
Для увеличения электрической изоляции достаточно добавить и примешать в качестве добавки от 0,1 до 10 массовых частей одного или нескольких соединений, выбираемых из SiO2, Al2О3, TiO2 и их смесей, с основным размером частиц в диапазоне от 7 до 5000 нм.
Способ нанесения покрытия соединительного раствора или способ погружения в соединительный раствор может быть используемым в общем случае способом нанесения покрытия на поверхность или окрашивания и тому подобного. В дополнение к нанесению покрытия распылением и погружению также можно использовать нанесение покрытия кистью или другим способом. Возникновение неравномерности величины покрытия также можно подавлять при помощи способа, используемого в общем случае. Кроме этого, при улучшении эффективности склеивания на контактирующих участках проводников, магнитных материалов и тому подобном в результате сначала создания зазора на контактирующих участках, импрегнирования соединительного раствора в контактирующие участки и после этого установления предварительно определенного состояния контактирования соединительная способность после высушивания также может увеличиться.
Толщину соединительной пленки после высушивания легко регулировать, используя способ изменения типа растворителя в соединительном растворе или концентрации или вязкости растворителя. При проведении стадии нанесения покрытия и высушивания несколько раз можно увеличить толщину соединительной пленки на данную величину. Покрытие наносят до достижения предварительно определенной толщины, регулируя скорость вынимания в случае погружения и форму сопла, скорость эжектирования и тому подобное вместе с вышеупомянутыми условиями для раствора в случае распыления. Кроме этого, можно подавлять накопление отложений из раствора и регулировать толщину соединительной пленки, проводя продувку сжатым воздухом.
Соединительная пленка, образованная согласно настоящему изобретению, может также использоваться и в качестве покрытия для электрической изоляции, если добиваются получения электрической изоляции, а может также использоваться и в качестве покрытия, предотвращающего возникновение ржавчины. Высушенное покрытие, соответствующее настоящему изобретению, в основном содержит SiO2, имеющий структуру Si-О, и образует плотную пленку и таким образом проявляет изоляционные свойства и функцию предотвращения возникновения ржавчины чрезвычайно высокого уровня.
Пример 1.
Рулон холоднокатаной полосы листовой нетекстурированной магнитной стали, содержащей 0,35% Si, 0,002% Al и 0,25% Mn, с толщиной 0,50 мм отжигали на непрерывной линии отжига, после этого на той же самой линии при температуре листа 350°С в качестве агента для нанесения изоляционного покрытия проводили отверждение при нагревании нанесенного на сталь раствора, содержащего, в расчете на содержание твердой фазы, 450 массовых частей Mg, 120 массовых частей борной кислоты и 5 массовых частей эмульсии полиакрилатстирольной смолы в приведении на массу после отверждения при нагревании.
После этого в результате штампования элементов из данного рулона и чеканки изготавливали сердечник ротора трехфазного четырехполюсного асинхронного электродвигателя, относящегося к типу с нормальным короткозамкнутым ротором, на 2,2 кВт, 200 В и 60 Гц (44 паза, полузакрытый, со скашиванием (в 1,23 раза больше шага по пазам для пазов статора)).
Сердечник погружали в агент для нанесения покрытия для нанесения на торцевые поверхности раствора с составом, приведенным в таблице 1, изменяя толщину соединительной пленки после высушивания, высушивали при обычной температуре и проводили отверждение при нагревании при 100°С в течение 10 минут. После этого, используя литье алюминия под давлением, на сердечнике формовали бруски вторичных проводников, а для создания ротора упомянутого выше асинхронного электродвигателя вставляли вал. Для подтверждения эффекта от настоящего изобретения из характеристик холостого хода электродвигателя находили потери.
Кроме этого, в данный момент некоторую часть подвергнутого отжигу материала (перед обработкой с получением изоляционного покрытия) брали с производственной линии листовой нетекстурированной магнитной стали, из нее вырезали образцы 10×30 см и на образцы наносили покрытие из описанного выше раствора с использованием устройства для нанесения покрытия с удалением излишков при помощи планки, изменяя толщину покрытия после высушивания, после этого подобным образом проводили отверждение при нагревании и образцы использовали для оценки пробивного напряжения, плотности покрытия, коррозионной стойкости и тому подобного.
Состояние покрытия и магнитные характеристики сердечника в испытании и результаты оценки изоляционных покрытий до и после отжига для материалов с покрытием на поверхности листовой стали продемонстрированы в таблице 2 и таблице 3.
Что касается результатов данного испытания, то установлено, что при обработке торцевых поверхностей сердечника агентом для нанесения изоляционного покрытия настоящего изобретения формируется прозрачное покрытие с хорошим блеском и обеспечиваются чрезвычайно высокие коррозионная стойкость и термостойкость. В противоположность этому в случае обработки сопоставимого материала обычно используемым лаком или агентом для нанесения изоляционного покрытия значительный эффект оказывает масло, попавшее на материал во время штампования. Изоляционное покрытие наносится неравномерно, поэтому коррозионная стойкость исчезает, становясь исключительно плохой в сравнении с сердечником с нанесенным покрытием из агента настоящего изобретения.
Кроме этого, даже при очищении от масла при помощи ацетона в рамках предварительной обработки в сравнительных примерах 1 и 2 покрытие, нанесенное на торцевые поверхности, получалось неравномерным, а результаты значительно уступали результатам для настоящего изобретения даже в отношении свойств покрытия.
Кроме этого, сравнение скорости уменьшения потерь в железе для сердечника показало, что потери в электродвигателях, подвергнутых обработке в примерах изобретения с 1 по 12, уменьшились на 7-17%. Кроме этого, в случае сравнительных примеров 13 и 14 были видны улучшения, приблизительно соответствующие 4,5%. В противоположность этому в случае сравнительного примера 1 почти никакого уменьшения потерь не наблюдалось. Кроме этого, в случае сравнительного примера 1 потери уменьшились на 5%. Также и в случае эксплуатационных характеристик электродвигателя при обработке с получением изоляции настоящего изобретения потери, очевидно, уменьшались в сопоставлении с обычной используемой обработкой без получения изоляции или обычно используемой обработкой, а для электродвигателя реализовывался более высокий коэффициент полезного действия.
Кроме этого, если рассмотреть свойства покрытия при проведении испытания покрытия с использованием устройства для нанесения покрытия с удалением излишков при помощи планки при использовании агента для резки листов, как показано в таблице 3, то в случае использования агента настоящего изобретения все такие параметры, как коррозионная стойкость, изоляционные свойства и сцепляемость, были чрезвычайно высокими. В частности, в случае нанесения покрытия из чистого кремнийорганического полимера в результате гидролиза алкоксисилана примеров изобретения от 1 до 8, 10 и 11 было подтверждено, что для пробивного напряжения чрезвычайно высокие результаты получались также и после отжига.
Также и в примере смешанного кремнийорганического полимера примера 12 изобретения получали гораздо лучшие пробивное напряжение и свойства покрытия.
Кроме этого, в случае силиката щелочного металла, коллоидного кремнезема и кремнийорганической смолы из примеров 13 и 14 изобретения, несмотря на то, что пробивное напряжение, коррозионная стойкость и сцепляемость были несколько хуже соответствующих параметров в случае упомянутого выше чистого кремнийорганического полимера, в сопоставлении со сравнительными примерами эксплуатационные свойства покрытия получались стабильными.
В противоположность этому в случае сравнительных примеров 1 и 2 коррозионная стойкость и сцепляемость были чрезвычайно плохими в сравнении с настоящим изобретением. В частности, в случае обычно используемого лакового покрытия покрытие по существу полностью выгорело после отжига и почернело, а коррозионная стойкость и изоляционные свойства в сравнении с настоящим изобретением были чрезвычайно плохими.
Продукт гидролиза монометилтриэтоксисилана (концентрация SiO2 10%): 30 куб. см.
Продукт гидролиза монометилтриэтоксисилана (концентрация SiO2 10%): 30 куб. см.
Продукт гидролиза монометилтриэтоксисилана (концентрация SiO2 10%): 30 куб. см.
Продукт гидролиза тетраэтоксисилана (20%): 15 куб. см.
Продукт гидролиза диметилдиэтоксисилана (20%): 10 куб. см.
Продукт гидролиза монометилтриэтоксисилана (концентрация SiO2 10%): 30 куб. см.
Продукт гидролиза фенилтриэтоксисилана (15%): 30 куб. см.
Продукт гидролиза тетраэтоксисилана (15%): 50 куб. см. + порошок SiO2 с размером частиц 500 нм: 2,5 г.
Сравнительный пример 2В *3)
Р, очень большая неровность покрытия.
Р, много ржавчины на участках с плохим покрытием.
F - Р, белое помутнение, основная часть отделилась.
Пример 2
Каждый агент согласно настоящему изобретению из композиций чистого кремнийорганического полимера, показанный в таблице 4, использовали тем же самым образом, что и в примере 1 для отверждения изоляционного покрытия при нагревании с получением после высушивания толщины соединительной пленки 5 мкм на поверхности листовой нетекстурированной магнитной стали с толщиной листа 0,5 мм. После этого стальные листы с данным изоляционным покрытием укладывали в стопки, отжигали при 400°С × 1 час на воздухе и исследовали на предмет термостойкости покрытия. Результаты продемонстрированы в таблице 4.
В результате проведения испытаний установили, что при обработке листов растворами на основе чистых кремнийорганических полимеров настоящего изобретения в каждом случае достигалось состояние прозрачного блестящего покрытия даже после отжига при 400°С в течение 1 часа и невозможно было обнаружить никаких уменьшений сцепляемости или изоляционных свойств. В противоположность этому в случае лакового покрытия органического типа для сопоставимого материала наблюдалось значительное ухудшение внешнего вида поверхности, сцепляемости и изоляционных свойств, обусловленное проведенным отжигом.
Продукт гидролиза монометилтриэтоксисилана: 50 куб. см.
Продукт гидролиза тетраэтоксисилана: 15 куб. см.
Продукт гидролиза диметилдиэтоксисилана: 15 куб. см.
Продукт гидролиза фенилтриэтоксисилана: 10 куб. см.
Продукт гидролиза тетраэтоксисилана: 50 куб. см.
Порошок Al2O3 с размером частиц 15 нм: 0,5 г.
Продукт гидролиза тетраэтоксисилана: 15 куб. см.
Порошок SiO2 с размером частиц 200 нм: 2 г.
Пример 3
Сердечник статора (якоря) после обработки его поверхности с использованием настоящего изобретения использовали для изготовления микротурбогенератора. Сердечник статора изготавливали, проводя штампование из листовой магнитной стали и чеканку, и в нем имелись отверстия для болтов для фиксации сердечника.
После этого сердечник статора обрабатывали в соответствии с примером 1 изобретения 1, сердечник статора вставляли в кожух, после этого сердечник фиксировали болтами. В прошлом, поскольку сердечник контактировал с кожухом или с болтами, а полученные в результате чеканки слои контактировали друг с другом, через сердечник протекал ток короткого замыкания, поэтому потери увеличивались и в статоре значительно увеличивалась температура. При использовании настоящего изобретения можно уменьшить величину и избежать возникновения упомянутого выше тока короткого замыкания и можно выдерживать величину прироста температуры в среднем вплоть до 3 градусов.
Пример 4
Сердечники после обработки их торцевых поверхностей с использованием настоящего изобретения комбинировали для получения XY линейного электродвигателя. В данном XY линейном электродвигателе, поскольку магнитный поток распространяется в трех направлениях, сердечники, полученные штампованием из обычной листовой магнитной стали, комбинировали под прямыми углами.
Обычно используемые сердечники контактировали друг с другом на своих торцевых поверхностях, но между сердечниками прокладывали изоляционную бумагу, так что в случае контакта сердечников происходило увеличение потерь вследствие контакта торцевых поверхностей и значительного несоответствия эксплуатационных характеристик. С другой стороны, если вкладывать изоляционную бумагу, зазор становится относительно больше, намагничивающий ток становится больше и это вызывает увеличение омических потерь холостого хода.
Если способ обработки с получением изоляции настоящего изобретения применить для обработки торцевых поверхностей U-образных сердечников и два сердечника скомбинировать, то потери уменьшатся и также уменьшится несоответствие эксплуатационных характеристик.
Пример 5
Сердечник электродвигателя привода насоса предохраняли от возникновения коррозии, заворачивая в оболочку из нержавеющей стали на стороне зазора между ротором и статором для предохранения сердечника в случае использования для материала сердечника листовой магнитной стали или использования для материала сердечника ферритной нержавеющей стали.
В первом случае структура была усложнена. В оболочке из нержавеющей стали возникали потери от вихревых токов, зазор становился больше и так далее, поэтому уменьшение отдаваемой мощности было неизбежным. В последнем случае, поскольку намагничивание до насыщения для ферритовой нержавеющей стали было невелико, возникало уменьшение отдаваемой мощности. Поэтому изготовили электродвигатель с обработкой сердечника, изготовленного из листовой магнитной стали, в соответствии с настоящим изобретением.
Сердечник, обработанный для получения изоляции в соответствии с настоящим изобретением, также подвергали обработке по его торцевым поверхностям. Нет необходимости говорить, что он отличался в лучшую сторону в том, что касается коррозионной стойкости, а также он был прост по структуре и его можно было изготовить, используя листовую магнитную сталь с высоким уровнем намагничивания до насыщения, поэтому никаких проблем с уменьшением отдаваемой мощности не возникало. Ржавчина не образовывалась даже по истечении 100 часов эксплуатации, а эксплуатационные характеристики электродвигателя оставались теми же самыми, что и у обычного электродвигателя, отличного от электродвигателя привода насоса.
Пример 6
Листовую нетекстурированную магнитную сталь 50Н800 штамповали, отжигали для снятия напряжения и использовали для изготовления сердечника для использования в малогабаритном трансформаторе 48 мм для питания аудиосистемы. Номинальная мощность была равна 100 ВА (100 В / 6 В: 1 А /16 А).
В данном случае условием 1 было то, что штампование сопровождается чеканкой, в то время как условием 2 было то, что штампование проводится без чеканки.
Настоящее изобретение использовали для условия 2. То есть на поверхность сердечника, в том числе на торцевые поверхности, распыляли частичный конденсат, полученный из дифенилдиэтоксисилана, диметилмонометилтриэтоксисилана и тетраэтоксисилана в соотношении 1:4:5, и проводили высушивание с получением соединительной пленки. В данный момент обработку с нанесением покрытия проводили дважды, сопровождая ее высушиванием под действием теплого воздуха при 75°С в течение 5 минут, до получения средней толщины соединительной пленки 7 мкм. После этого для завершения сборки присоединяли обмотку.
Условие 1 использовали для изготовления силового трансформатора обычным способом без использования настоящего изобретения. В трансформаторе по условию 1 сердечник полностью не фиксировался. Возникали шумы и было необходимо установить держатели для независимой фиксации. Однако в случае трансформатора по условию 2, соответствующего настоящему изобретению, шумы от сердечника почти не возникали и дополнительные держатели не требовались.
Пример 7
Настоящее изобретение использовали для изготовления бесщеточного электродвигателя постоянного тока четырехполюсного электродвигателя. Использованным соединительным раствором был частичный конденсат (концентрация 20%), полученный из монометилтриметоксисилана и тетраметоксисилана в соотношении 3:1 в массовых частях, который высушивали до получения соединительной пленки. Статором был якорь, включающий 12 элементов сегментированного сердечника (элементы сердечника 1, показанные на фигуре 2, укладывали в стопку). Наружный диаметр собранного круглого сердечника составлял 120 мм. Элементы сегментированного сердечника 1А получали штампованием из листовой магнитной стали и укладывали в стопку. Центры листовой магнитной стали сверху и снизу стопки удерживались при помощи брусков 4а и 4b, как показано на фигуре 3, для фиксации стопки. Соединительный раствор наносили только на подвергнутые штампованию торцевые поверхности и не наносили на торцевые поверхности зубцов 2, соответствующих стороне зазора с ротором. После этого стопку высушивали при комнатной температуре при фиксации с получением соединительной пленки. Соединительный раствор наносили, используя способ нанесения кистью, с получением достаточного покрытия только на подвергнутых обработке торцевых поверхностях. В данном случае соединительный раствор импрегнировали в кисть и наносили с получением покрытия таким образом, чтобы получить после высушивания среднюю толщину соединительной пленки 10 мкм при зазоре 5' (фигура 4), образованном при штамповании скошенными частями на подвергнутых обработке торцевых поверхностях сердечника с укладкой элементов в стопку.
После этого, как показано на фигуре 5, непосредственно вокруг элементов сегментированного сердечника 1В, имеющего соединительную пленку, намотали обмотку 6, проводя высушивание соединительного раствора. Кроме этого, как показано на фигуре 6, участки, отличные от тех, что выходили на сторону зазора, погружали в соединительный раствор и высушивали. Благодаря этому обмотку фиксировали, а прочность соединения и жесткость сердечника увеличивалась. После этого проводили сборку элементов сегментированного сердечника, на верхней и нижней поверхностях пакета сердечника размещали промежуточные прокладки 9а и 9b и одновременно узел в сборе запрессовывали в кожух 10. При размещении промежуточных прокладок на поверхности, контактирующие с сердечником, наносили соединительный раствор и промежуточные прокладки располагали на сердечнике после этого. Затем на узел в сборе, состоящий из элементов сегментированного сердечника с размещенными промежуточными прокладками, по его внешней окружности наносили покрытие из соединительного раствора и узел в сборе запрессовывали в кожух в соответствии с тем, что показано на фигуре 6. Затем все это полностью высушили.
При использовании способа настоящего изобретения становится возможной электрическая изоляция, фиксация и соединение воедино между проводниками, между слоями листовой магнитной стали, между проводниками и элементами сегментированного сердечника, между элементами сегментированного сердечника и между сердечником и кожухом в диапазоне от обычной температуры до температуры состояния, при котором еще могут функционировать постоянные магниты, использованные в электродвигателе, или более 500°С. Поэтому, поскольку это больше, чем обычная температура термостойкости для обмотки 200°С, можно будет пропускать через обмотку более значительный ток и получать более значительную отдаваемую мощность. Кроме этого, жесткость электродвигателя в целом становится выше и она поэтому становится средством борьбы с шумами и вибрацией. При использовании соединения, соответствующего настоящему изобретению, возможно подавление возникновения тока короткого замыкания, приводящего к появлению проблем при чеканке, сварке и тому подобном, уменьшение потерь и улучшение управляемости. Кроме этого, через пленку, обеспечивающую соединение воедино, настоящего изобретения можно улучшить отвод тепла, генерированного в проводниках и сердечнике. Также и с данной точки зрения это эффективно при увеличении отдаваемой мощности электродвигателя и уменьшении омических потерь (подавление увеличения сопротивления вследствие увеличения температуры).
Пример 8
Четырехполюсный электродвигатель IPM (с имплантированным магнитом) изготавливали с использованием якоря, полученного в примере 7, и ротора IPM при использовании настоящего изобретения. У данного электродвигателя при низкой скорости управляли крутящим моментом. Электродвигатель погружали в соединительный раствор, содержащий частичный конденсат, полученный из монометилтриэтоксисилана и тетраэтоксисилана с соотношением 1:3, включающий в качестве наполнителя в приведении к 100 массовым частям раствора, превращенного в SiO2, 2 г Al2O3 с размером частиц 10 нм, с получением после высушивания средней толщины соединительной пленки 5 мкм. Проводили высушивание с получением соединительной пленки.
Намагниченный порошковый магнит SmCo, полученный диффузией под давлением, погружали в раствор, обеспечивающий соединение воедино, и высушивали. Как показано на фигуре 8, данный магнит 12 вставляли в сердечник ротора IPM 11. Сердечник ротора со вставленным магнитом также погружали в соединительный раствор. Избыток соединительного раствора удаляли при продувке сжатым газом, после этого сердечник одевали с тугой посадкой на вал 13. После этого данный узел в сборе высушивали с получением соединительной соединительной пленки 14 из частичного конденсата. Применение настоящего изобретения для ротора служит как для фиксации магнита, так и для изоляции поверхности магнита в диапазоне от обычной температуры до температуры состояния, при котором магнит SmCo еще может функционировать (приблизительно 500°С). Кроме того, это может улучшить теплопроводность и изоляцию между магнитом и сердечником, подавить увеличение температуры магнита и подавить возникновение тока короткого замыкания между магнитом и сердечником. Зазор между ротором и валом заполняют соединительной пленкой и используют для подавления увеличения температуры ротора. Магнит SmCo можно использовать при более высокой температуре по сравнению с магнитом FeNdB, но также можно подавить и увеличение температуры порошкового магнита SmCo, полученного диффузией под давлением, и также можно подавить уменьшение намагниченности магнита.
Пример 9
Настоящее изобретение использовали для изготовления двухполюсного асинхронного электродвигателя. Использованным соединительным раствором был частичный конденсат, полученный из дифенилэтоксисилана, диметилмонометилтриэтоксисилана и тетраэтоксисилана с соотношением 1:5:4. Проводили его высушивание с получением соединительной пленки. Сердечник статора представлял собой неразъемный штампованный сердечник с проведенной чеканкой для предварительной фиксации в трех местоположениях на равных расстояниях в направлении вдоль окружности в 2 мм от внешней окружности. На всем пазе сердечника распыляли соединительный раствор и проводили высушивание с получением соединительной пленки. В данный момент обработку с получением покрытия проводили два раза с промежуточным высушиванием теплым воздухом при 5°С в течение 5 минут для получения средней толщины соединительной пленки 7 мкм. После этого на обмотку якоря проводили нанесение соединительного раствора и высушивали поверхность обмотки. Высушенную обмотку вставляли в паз сердечника статора при помощи устройства для установки компонентов. После этого якорь как единое целое погружали в соединительный раствор. Со стороны зазора с ротором проводили продувку горячим воздухом 100°С для сдувания раствора, избыточно нанесенного на кромки зубцов, для уменьшения толщины соединительной пленки на поверхности зазора до менее чем 0,1 мм. Эффект от подачи горячего воздуха 100°С заключался и в ускорении высушивания. В заключении все высушивали при 300°С до получения конечной соединительной пленки.
Если применить настоящее изобретение, то эксплуатация возможна вплоть до 500°С. Можно ожидать, что вплоть до данной температуры будут иметь место соединение воедино сердечника с укладкой элементов в стопку, подавление возникновения тока короткого замыкания, уменьшение шумов в результате уменьшения вибрации кромок зубцов, увеличение отдаваемой мощности в результате более эффективного теплоотвода и меньшие омические потери (подавление увеличения сопротивления вследствие увеличения температуры).
Пример 10
Асинхронный электродвигатель изготавливали с использованием сердечника якоря, полученного в примере 9, и ротора, полученного литьем алюминия под давлением, с использованием настоящего изобретения. Ротор получали в результате погружения полученного штампованием сердечника в соединительный раствор и высушивания, приводящего к соединению сердечника воедино, после чего проводили литье алюминия под давлением. Использованным соединительным раствором был смешанный раствор монометилтриметоксисилана, тетраметоксисилана и диметилдиметоксисилана с соотношением 5:3:2. Проводили его высушивание с получением соединительной пленки.
Соединительная пленка, образованная в результате высушивания, может даже выдерживать литье алюминия под давлением, поэтому возникновение контуров коротких замыканий между алюминиевыми проводниками вторичного проводника и сердечником можно подавить. Поэтому можно добиться стабилизации эксплуатационных характеристик асинхронного электродвигателя, обеспечивающих высокую отдаваемую мощность.
Пример 11
На поверхность обмотки наносили покрытие соединительного раствора и проводили высушивание. Обмотку присоединяли, после этого сердечник трансформатора с намоткой элементов погружали в соединительный раствор и высушивали. Использованным соединительным раствором был частичный конденсат, полученный из дифенилтриэтоксисилана и моноэтилтриэтоксисилана при соотношении 1:9. Обработку с получением покрытия проводили три раза с промежуточным высушиванием теплым воздухом при 80°С в течение 15 минут, покрытие высушивали с получением соединительной пленки.
В результате применения настоящего изобретения к сердечнику трансформатора эксплуатацию последнего можно проводить даже при 200°С, можно улучшить жесткость сердечника и уменьшить шум на 3 дБ.
Пример 12
Настоящее изобретение использовали для изготовления сердечника с пазом, который использовали для реактора для прерывателя вольтодобавочного трансформатора. Как показано на фигуре 9, формовали сердечник с намоткой элементов 21 и его погружали в соединительный раствор, содержащий частичный конденсат, полученный из дифенилдиэтоксисилана и тетраметоксисилана с соотношением 1,5:8,5, и в данном состоянии проводили высушивание. Стопку элементов сердечника соединяли воедино, сохраняя данную форму. После этого создавали паз 22, удерживая участки вблизи от места выполнения паза и проводя резку. С другой стороны, заранее, в результате наматывания и формования проволоки с использованием соединительного раствора, нанесенного на поверхность и высушенного на ней, и после этого еще одного погружения ее в соединительный раствор и высушивания изготавливали обмотку для вставления в разрезанный сердечник с намоткой элементов. После этого сформованную обмотку вставляли в разрезанный сердечник и две стороны разреза сердечника на участке проведения резки обращали передними поверхностями друг к другу так, чтобы сформировать паз. Для сохранения конфигурации паза вставляли немагнитный изолятор 23, после этого присоединяли обмотку 24. В данном состоянии узел в сборе снова помещали в соединительный раствор, обеспечивающий соединение воедино, с получением соединительной пленки 25, которую после этого высушивали.
Данная соединительная пленка может противостоять температуре, по меньшей мере, вплоть до 500°С. Данный реактор можно в достаточной мере эксплуатировать вплоть до температуры, которой могут противостоять детали, отличные от реактора. Сам сердечник отличается высокой жесткостью. Паз, который становится причиной возникновения шумов и вибрации, также имеет неразъемную структуру. Поэтому шумы можно уменьшить.
Пример 13
Штамповали листовую текстурированную магнитную сталь и формовали элементы в виде спирали для получения неразъемного круглого сердечника якоря для 8-полюсного электродвигателя. В результате вращения получали скрутку спиральных сердечников, узел в сборе погружали в соединительный раствор, содержащий частичный конденсат, полученный из монометилтриметоксисилана и тетраметоксисилана с соотношением 1:1, до получения после высушивания толщины соединительной пленки 15 мкм, после этого для фиксации проводили высушивание и получали сердечник якоря. Затем проводили отжиг для снятия напряжений при 800°С. После этого на поверхность обмотки наносили соединительный раствор, затем обмотку высушивали при комнатной температуре, прикрепляли к сердечнику якоря и получали якорь. Сердечник с намоткой элементов из листовой текстурированной магнитной стали отличался наличием пиков в направлении прокатки листовой текстурированной магнитной стали и он обладал чрезвычайно высокими магнитными свойствами пиков, поэтому можно было уменьшить потери в железе для электродвигателя. У обмотки покрытие на поверхности отслоилось. Однако в случае обработки согласно настоящему изобретению покрытие на поверхности получали даже на участках отслоившегося покрытия и, таким образом, появления проблем можно было избежать. Кроме этого, якорь, погруженный в соединительный раствор и высушенный для фиксации, можно было подвергнуть отжигу для снятия напряжений при 800°С, поэтому можно было устранить напряжения, обусловленные наличием обмотки, и полезно использовать свойства материала листовой текстурированной магнитной стали.
Пример 14
Настоящее изобретение использовали для получения простой малогабаритной нагревательной печи на 500°С.
В качестве соединительного раствора использовали частичный конденсат, полученный из монометилтриметоксисилана и тетраметоксисилана при соотношении 1:1. Данный раствор, обеспечивающий соединение воедино, наносили на поверхность проволоки нагревательного элемента. Проволоку нагревательного элемента высушивали при комнатной температуре и компоновали на поверхности внутренней стенки нагревательной печи. Весь модуль внутренней стенки снова погружали в соединительный раствор и высушивали до получения модуля внутренней стенки с нагревательным элементом. Модуль внутренней стенки, снабженный нагревательным элементом, после этого использовали для изготовления нагревательной печи. Проволока нагревательного элемента была обращена вовнутрь печи, но поверхности проволоки нагревательного элемента были сформованы с высушенным покрытием из соединительного раствора и поэтому действие электрической изоляции могло сохраняться вплоть до высокой температуры. Данная нагревательная печь проста по конструкции и пригодна для использования в качестве малогабаритной нагревательной печи.
Пример 15
Настоящее изобретение использовали для изготовления подвижной катушки без бобины для электродвигателя звуковой катушки для дисковода жестких дисков. В качестве соединительного раствора использовали раствор частичного конденсата, полученного из монометилтриметоксисилана и тетраметоксисилана с соотношением 1:1. Данный соединительный раствор наносили на поверхность прямоугольного алюминиевого проводника. Прямоугольный алюминиевый проводник высушивали при комнатной температуре и наматывали с получением катушки электродвигателя. После этого всю полученную катушку еще раз погружали в соединительный раствор и высушивали с получением подвижной катушки. Фиксация и изоляция, полученные в результате применения использованного в настоящем примере соединительного раствора, не вызывали появления проблем даже при температуре плавления алюминия и также были выгодны с точки зрения механической вибрации и прочности, которые стали источниками проблем для подвижных катушек у электродвигателей звуковых катушек.
Пример 16
Четырехполюсный электродвигатель IPM (с имплантированным магнитом) изготавливали с использованием сердечника якоря, полученного в примере 16, и ротора IPM при использовании настоящего изобретения. У данного электродвигателя при низкой скорости управляли крутящим моментом. Использованным соединительным раствором являлся смешанный раствор тетраметоксисилана, монометилтриметоксисилана и дифенилдиэтоксисилана с соотношением 2:1:1. Его высушивали с получением соединительной пленки.
Намагниченный порошковый магнит FeNdB, полученный диффузией под давлением, погружали в соединительный раствор и высушивали. Как показано на фигуре 8, данный магнит 12 вставляли в сердечник ротора IPM 11. Сердечник ротора вместе со вставленным магнитом также погружали в соединительный раствор. Избыточный соединительный раствор удаляли при продувке сжатым газом, после этого сердечник одевали с тугой посадкой на вал 13. Затем данный узел в сборе высушивали с получением соединительной пленки 14 из частичного конденсата. Применение настоящего изобретения для ротора IPM служит как для фиксации магнита, так и для обработки поверхности магнита, улучшает теплопроводность и изоляцию между магнитом и сердечником, подавляет увеличение температуры магнита и подавляет возникновение тока короткого замыкания между магнитом и сердечником. Зазор между ротором и валом заполняют соединительной пленкой и используют для подавления увеличения температуры ротора. Увеличение температуры порошкового магнита FeNdB, полученного диффузией под давлением, также можно подавить и также можно подавить уменьшение намагниченности магнита.
Пример 17
Настоящее изобретение использовали для изготовления двухполюсного асинхронного электродвигателя. Использованным соединительным раствором был монометилметоксисилан. Проводили его высушивание с получением соединительной пленки. Сердечник статора представлял собой неразъемный штампованный сердечник с проведенной чеканкой для предварительной фиксации в трех местоположениях на равных расстояниях в направлении вдоль окружности в 2 мм от внешней окружности. Паз сердечника покрывали изоляционной бумагой, присоединяли обмотку якоря, после этого весь якорь погружали в соединительный раствор. Со стороны зазора с ротором проводили продувку горячим воздухом 100°С для сдувания раствора, избыточно нанесенного на участках пиков, для уменьшения толщины соединительной пленки на поверхности зазора до менее чем 0,1 мм. После этого проводили высушивание с получением соединительной пленки. Эффект от подачи горячего воздуха 100°С заключался и в ускорении высушивания.
Если применить настоящее изобретение, то можно ожидать соединения воедино сердечника с укладкой элементов в стопку, подавления возникновения тока короткого замыкания, уменьшения шумов в результате уменьшения вибрации на участках пиков, увеличения отдаваемой мощности в результате более эффективного теплоотвода и уменьшения омических потерь (подавление увеличения сопротивления вследствие увеличения температуры).
Пример 18
Сердечник трансформатора с намоткой элементов, снабженный обмоткой, погружали в соединительный раствор и высушивали. Использованным соединительным раствором был модифицированный кремнийорганический полимер, то есть эпоксимодифицированный полимер. Его высушивали с получением соединительной пленки.
В результате применения настоящего изобретения для сердечника трансформатора улучшали жесткость сердечника и уменьшали на 3 дБ шумы.
Пример 19
В примере 7 статор погружали в соединительный раствор и высушивали для укладки в стопку и соединения воедино, после этого проводили отжиг при 750°С. Данный отжиг уменьшал потери в железе для электродвигателя на 8%.
Пример 20
Настоящее изобретение использовали для изготовления сердечника с пазом, который использовали для реактора для прерывателя вольтодобавочного трансформатора. Как показано на фигуре 9, формовали сердечник с намоткой элементов 21 и его погружали в соединительный раствор и в данном состоянии проводили высушивание. Стопку элементов сердечника соединяли воедино, сохраняя данную форму. После этого создавали паз 22, удерживая участки вблизи от места выполнения паза и проводя резку с получением паза. Для сохранения конфигурации паза вставляли немагнитный изолятор 23, после этого присоединяли обмотку 24. В данном состоянии узел в сборе снова помещали в соединительный раствор с получением соединительной пленки 25, которую после этого высушивали.
Данный реактор отличается высокой жесткостью самого сердечника. Кроме этого, паз, который становится причиной возникновения шумов и вибрации, также имеет неразъемную структуру. Поэтому шумы можно уменьшить.
Пример 21
Штамповали листовую текстурированную магнитную сталь и формовали элементы в виде спирали для получения неразъемного круглого сердечника якоря для 8-полюсного электродвигателя. В результате вращения получали скрутку спиральных сердечников и узел в сборе погружали в соединительный раствор с проведением высушивания для фиксации и получения сердечника якоря. Сердечник с намоткой элементов из листовой текстурированной магнитной стали отличался наличием пиков в направлении прокатки листовой текстурированной магнитной стали. Магнитные свойства пиков были чрезвычайно высокими, поэтому потери в железе для электродвигателя можно было уменьшить. У данной обмотки произошло отслоение покрытия на поверхности, но в случае обработки настоящего изобретения покрытие на поверхности получали даже на участках отслоившегося покрытия и, таким образом, появления проблем можно было избежать.
Пример 22
Электродвигатель многогранного зеркала для лазерного принтера изготавливали на печатной плате с использованием листовой магнитной стали. Печатная плата представляла собой ламинат из двух листов магнитной стали. На ней фиксировали катушку обмотки якоря. Катушку обмотки якоря и плату фиксировали, а листы магнитной стали соединяли воедино, используя способ соединения согласно настоящему изобретению. Два листа магнитной стали укладывали в стопку, после этого фиксировали катушку обмотки якоря и узел в сборе погружали в соединительный раствор и высушивали горячим воздухом для фиксации. Использованный соединительный раствор сохранял свою соединительную способность даже и при увеличении температуры катушки обмотки и ему не были присущи проблемы с удалением газа, поэтому соединение стопки двух листов магнитной стали печатной платы и фиксация на печатной плате катушки обмотки якоря в достаточной степени сохранялись даже и в случае увеличения температуры вследствие эксплуатации электродвигателя. Поскольку также не возникало и проблем с удалением газа, не появлялось и проблем с помутнением зеркала.
Пример 23
Сердечник трансформатора с намоткой элементов изготавливали с использованием аморфного магнитного материала, проводили погружение в соединительный раствор, после этого высушивали при выдерживании формы. Данный сердечник использовали для изготовления трансформатора, его вставляли в кожух, образующий магнитный экран, и использовали при высушивании трансформатора. В качестве кожуха, образующего магнитный экран, использовали узел в сборе из панелей, образованных уложенным в стопку нанокристаллическим материалом с высокой магнитной проводимостью, его погружали в тот же самый соединительный раствор и высушивали для фиксации. Аморфный материал был чрезвычайно тонким, поэтому сердечник или экранирующая пластина имели низкую жесткость, но элементы можно было просто соединить и увеличить их жесткость благодаря использованию способа соединения согласно настоящему изобретению, фиксация сердечника или экранирующих пластин стала легкой и, кроме этого, маловероятным было образование фрагментов аморфного металла или нанокристаллов.
Промышленная применимость
Если будет иметь место контур короткого замыкания со вторичными проводниками, корпусом, болтами и тому подобным на торцевых поверхностях или лицевой поверхности сердечника, использованного для электродвигателя или другого преобразующего энергию устройства, то в устройстве потери увеличатся, крутящий момент, тяга или отдаваемая мощность уменьшатся, а эксплуатационные характеристики не будут постоянными. Поэтому для улучшения и стабилизации эксплуатационных характеристик устройства чрезвычайно большое значение имеет обработка торцевых поверхностей и лицевой поверхности сердечника для получения изоляции. Возможность проведения данной обработки так, чтобы получить изоляцию легко и за короткое время, имеет промышленное значение.
В соответствии с настоящим изобретением можно подвергать обработке торцевые поверхности сердечника с получением изоляции с чрезвычайно высоким уровнем эффекта улучшения изоляционных свойств, коррозионной стойкости, сцепляемости, термостойкости и магнитных свойств при низкой температуре и за короткое время без очищения для удаления масла после штампования, без отжига или другой предварительной обработки.
Поэтому данный способ эффективен для улучшения и стабилизации эксплуатационных характеристик устройства. Способ прост, поэтому затраты можно уменьшить, а методика может обладать чрезвычайной ценностью для промышленности. Улучшение коэффициента полезного действия и уменьшение потерь в устройстве важны с точки зрения энергии и окружающей среды. Использование настоящего изобретения поэтому также ценно и в социальном плане. Можно рассматривать широкий диапазон приложений, таких как бытовая электрическая аппаратура, устройства для автоматизации на заводе, офисные устройства автоматизации, автомобили, поезда и тому подобное.
Кроме этого, настоящее изобретение обращает внимание на тот факт, что, если имеется контур короткого замыкания со вторичными проводниками, кожухом, болтами и тому подобным на торцевых поверхностях или лицевой поверхности сердечника, использованного для различных типов трансформаторов, потери в устройстве будут увеличиваться и возникнет поломка. Кроме того, это становится причиной флуктуации эксплуатационных характеристик. Поэтому обработка торцевых поверхностей и лицевой поверхности сердечника для получения изоляции имеет чрезвычайно большое значение для улучшения и стабилизации эксплуатационных характеристик устройства. Возможность произвести данную обработку с получением изоляции легко и за короткое время имеет промышленное значение. Кроме того, это внесет свой вклад в улучшение таких свойств, как термостойкость, необходимая в случае отжига после переработки.
Кроме этого, электрическое устройство, функционирующее при высокой температуре, соответствующее настоящему изобретению, может позволить достичь более высокой температуры термостойкости для обмотки. Фиксация и соединение воедино обмотки, и сердечника, и ярма, включающих магнитные материалы, также не становятся проблемой и при высокой температуре. Поэтому можно значительно увеличить ток, протекающий через обмотку и увеличить отдаваемую мощность устройства. Кроме этого, электрическое устройство, функционирующее при высокой температуре, можно использовать в местоположении с высокой температурой.

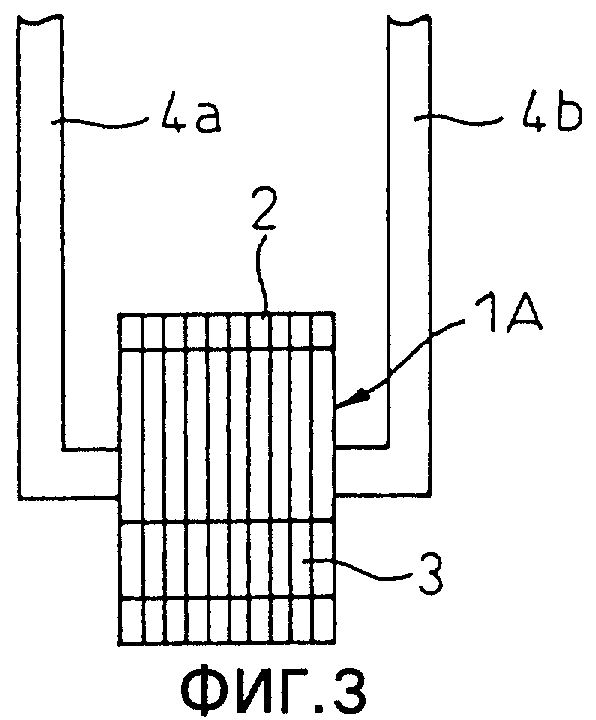
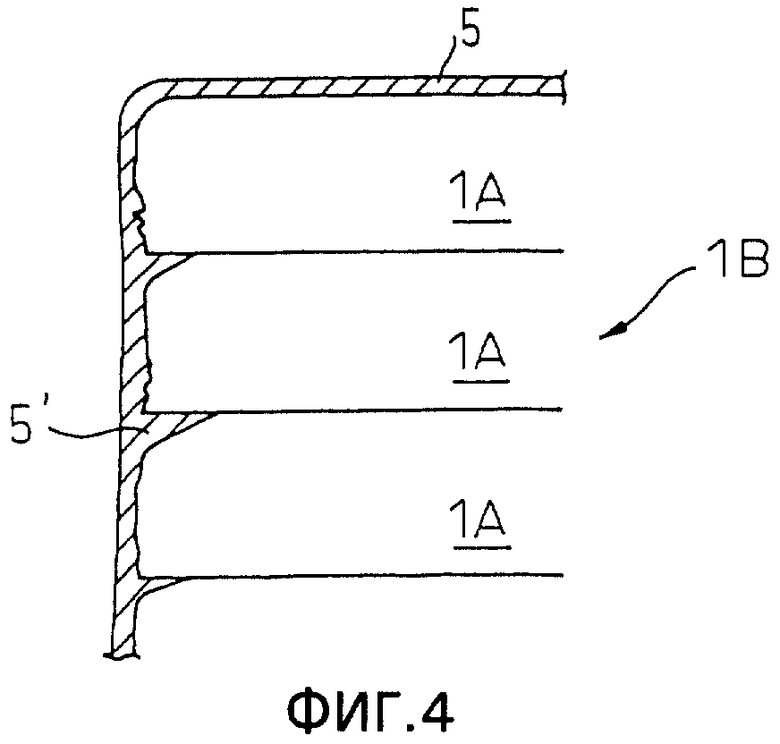
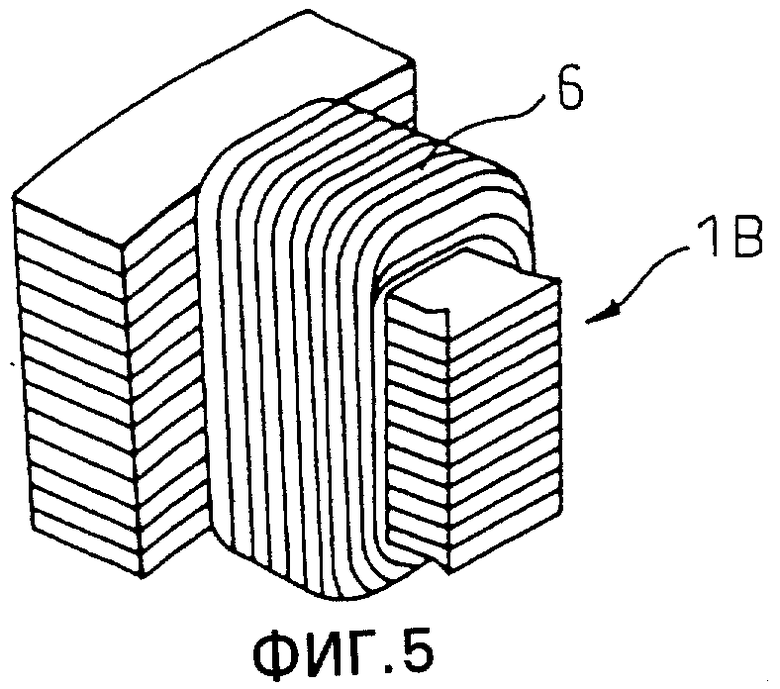
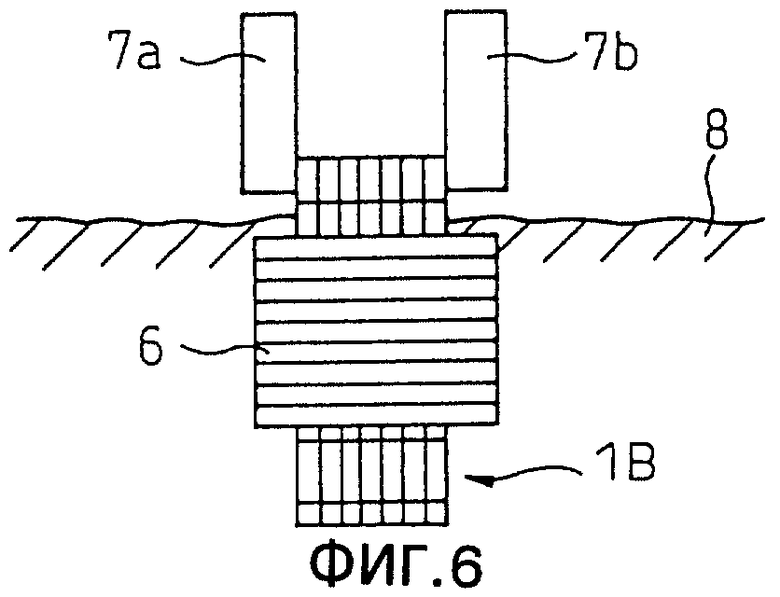
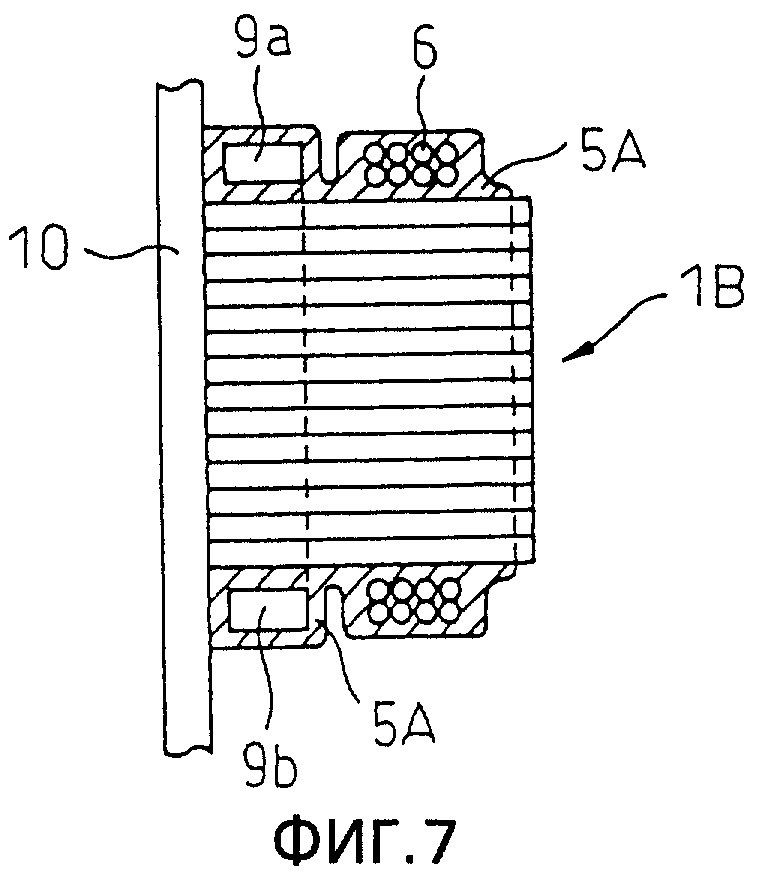
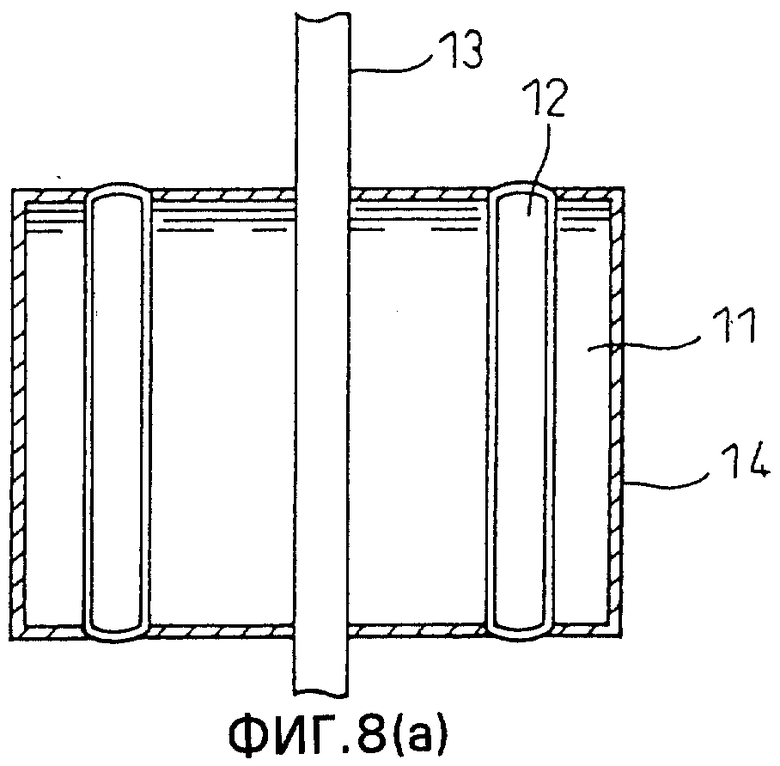
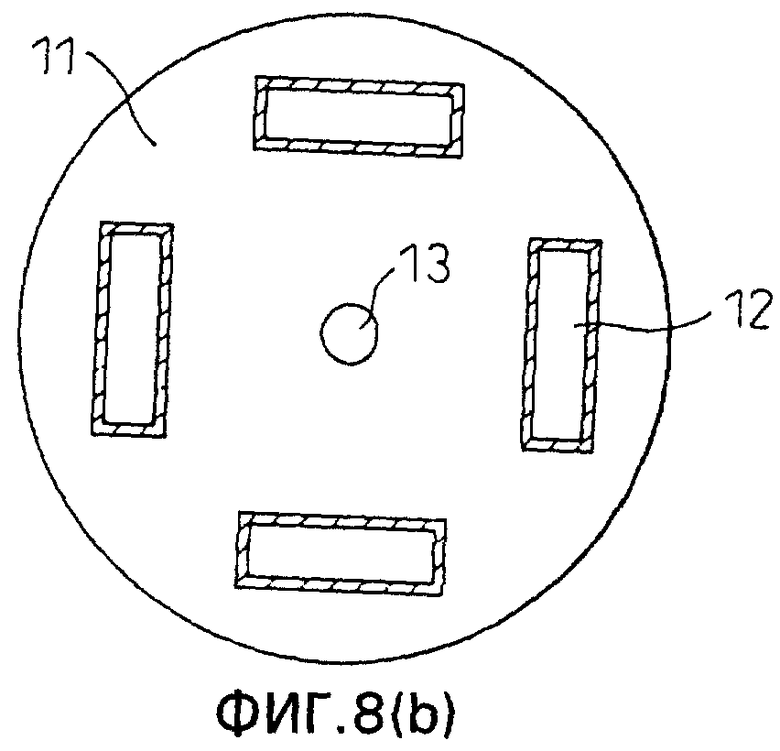
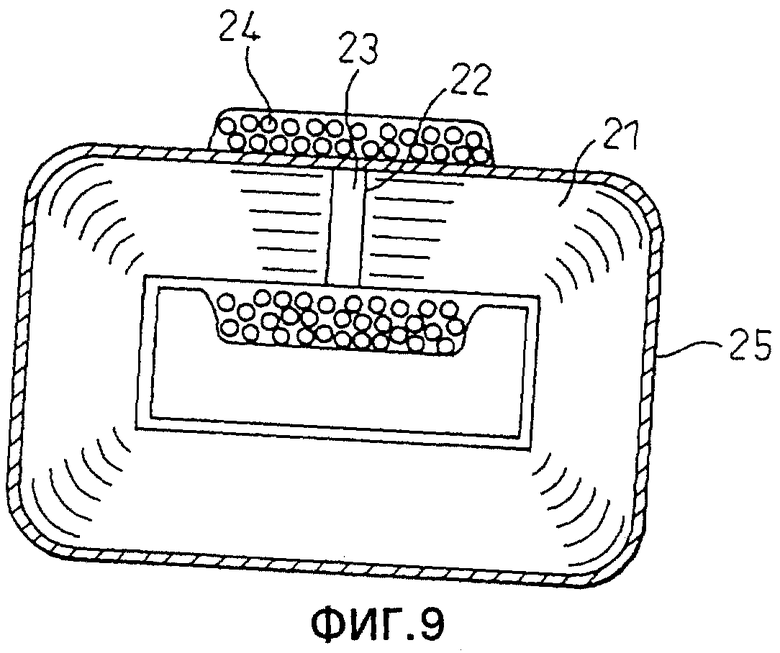
Изобретение относится к области электротехники, в частности к сердечнику с торцевыми поверхностями, на которые нанесено изоляционное покрытие. Техническим результатом изобретения является улучшение изоляционных свойств, коррозионной стойкости, сцепляемости, термостойкости и магнитных свойств покрытия сердечника, которое образовано сухой пленкой чистого кремнийорганического полимера. Средняя толщина соединительной пленки составляет по меньшей мере 0,5 мкм, пробивное напряжение 30 В, термостойкость 400°С. Описан способ изготовления сердечника, предусматривающий формование сердечника с последующим его погружением в один или несколько типов чистого кремнийорганического полимера и/или смешанного кремнийорганического полимера. Возможно нанесение покрытия распылением. 9 н. и 33 з.п. ф-лы, 4 табл., 10 ил.
Приоритет по пунктам:
| ТРАНСФОРМАТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2065631C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАГНИТНОГО МАТЕРИАЛА НА ОСНОВЕ МОЛИБДЕНОВОГО ПЕРМАЛЛОЯ | 1993 |
|
RU2048692C1 |
| Смесь для изготовления литейных стержней и форм, отверждаемых тепловой сушкой | 1979 |
|
SU884825A1 |
| WO 9007817 A1, 12.07.1990 | |||
| СПОСОБ ГЕРМЕТИЗАЦИИ ТРАНСФОРМАТОРОВ НИЗКОЙЧАСТОТЫ | 0 |
|
SU175560A1 |
| Способ лакировки и склейки листов активного железа пакетов сердечников; электрических машин и аппаратов | 1959 |
|
SU129721A1 |

