ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к покрывающей композиции для листа электротехнической стали, листу электротехнической стали, шихтованному сердечнику и вращающейся электрической машине. Приоритет испрашивается по японской патентной заявке №2020-104235, поданной 17 июня 2020 г., содержание которой включено в настоящий документ посредством ссылки.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] В качестве используемого во вращающейся электрической машине сердечника (железного сердечника) известен шихтованный сердечник, в котором множество листов электротехнической стали наслоены и соединены друг с другом (шихтованы). В качестве способа соединения листов электротехнической стали друг с другом известна чеканка или сварка. Однако, при чеканке или сварке магнитное свойство листов электротехнической стали (магнитные потери в сердечнике) может ухудшаться вследствие термических напряжений или механических напряжений во время обработки.
[0003] В качестве иного способа соединения, чем чеканка и сварка, известен, например, способ склеивания друг с другом листов электротехнической стали, на поверхностях которых сформированы изоляционные покрытия, обладающие адгезионной способностью (патентный документ 1). Поскольку склеивание (адгезия) с использованием изоляционного покрытия не оказывает влияния на механические напряжения или термические напряжения, оно превосходно по магнитным потерям в сердечнике по сравнению с чеканкой и сваркой. Эпоксидные смолы обладают малым изменением в объеме и имеют превосходную термостойкость, маслостойкость и химическую стойкость и являются превосходными в качестве адгезивов для склеивания листов электротехнической стали друг с другом (патентные документы 2 и 3).
[Список цитированных документов]
[Патентная документация]
[0004] Патентный документ 1: не прошедшая экспертизу японская патентная заявка, первая публикация №2017-011863
Патентный документ 2: не прошедшая экспертизу японская патентная заявка, первая публикация №2000-173816
Патентный документ 3: Международная публикация заявки РСТ №WO 2004/070080
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Проблемы, решаемые изобретением
[0005] В последние годы, в ответ на потребность в дальнейшем повышении эффективности двигателя, требовалось дополнительное снижение магнитных потерь в сердечнике. Утончение листов электротехнической стали эффективно для снижения магнитных потерь в сердечнике. Однако, поскольку модуль Юнга листа стали уменьшается по мере уменьшения толщины листа, необходимо, чтобы к листу стали не прикладывалась деформация напряжения, вызывающая ухудшение магнитных потерь. Поскольку эпоксидная смола имеет превосходную термостойкость, но является твердой и имеет низкую вязкость разрушения, деформация напряжения прикладывается к листу стали вследствие отверждения эпоксидной смолы во время адгезии. Поэтому утончение листа стали вызывает ухудшение магнитных потерь. Кроме того, в приводных двигателях или т.п. электромобилей температура во время вождения повышается, так что требуется более высокая термостойкость.
[0006] В качестве методов улучшения термостойкости имеется способ введения фенольных смол. Однако смолы с превосходной термостойкостью являются твердыми при нормальной температуре, и к шихтованному сердечнику прикладывается большое напряжение, так что магнитное свойство ухудшается. С другой стороны, смолы, имеющие подходящую твердость вблизи нормальной температуры, становятся мягкими при высокой температуре и поэтому уступают в термостойкости. Поэтому трудно достичь как превосходного магнитного свойства, так и превосходной термостойкости, которая позволила бы сохранять достаточную адгезионную прочность даже в состоянии, когда приводные двигатели или т.п. подвергаются воздействию высокой температуры во время вождения.
[0007] Задача настоящего изобретения состоит в том, чтобы предоставить покрывающую композицию для листа электротехнической стали, которая позволяет добиться как магнитного свойства шихтованного сердечника, так и термостойкости, которая позволяет сохранять адгезионную прочность между листами электротехнической стали даже при высокой температуре во время вождения, лист электротехнической стали, шихтованный сердечник и вращающуюся электрическую машину, использующие покрывающую композицию для листа электротехнической стали.
Средства для решения проблемы
[0008] Настоящее изобретение включает в себя следующие аспекты.
[1] Покрывающая композиция для листа электротехнической стали в соответствии с одним аспектом настоящего изобретения включает: эпоксидную смолу; первый отвердитель, включающий алкилфенол; и второй отвердитель, включающий любую одну или обе из фенол-резольной смолы и фенол-новолачной смолы, причем количество первого отвердителя составляет от 1,0 массовой части до 20,0 массовых частей на 100 массовых частей эпоксидной смолы.
[2] В покрывающей композиции для листа электротехнической стали по вышеприведенному пункту [1], алкилфенолы могут включать любой один или оба из моноалкилфенола, имеющего алкильную группу с 2-20 атомами углерода, и диалкилфенола, имеющего алкильную группу с 2-20 атомами углерода.
[3] В покрывающей композиции для листа электротехнической стали по вышеприведенному пункту [1] или [2], количество второго отвердителя может составлять от 5,0 массовых частей до 150,0 массовых частей на 100 массовых частей эпоксидной смолы.
[4] В покрывающей композиции для листа электротехнической стали по любому из вышеприведенных пунктов [1]-[3], показатель усадки при отверждении может составлять 15% или менее.
[5] В покрывающей композиции для листа электротехнической стали по любому из вышеприведенных пунктов [1]-[4], массовое отношение, представленное как (количество первого отвердителя (А))/(количество второго отвердителя (В)), может составлять 0,01-4,0.
[6] Лист электротехнической стали в соответствии с одним аспектом настоящего изобретения, имеющий на поверхности изоляционное покрытие, содержащее покрывающую композицию для листа электротехнической стали по любому из вышеприведенных пунктов [1]-[5].
[7] Шихтованный сердечник в соответствии с одним аспектом настоящего изобретения, в котором множество листов электротехнической стали по вышеприведенному пункту [6] шихтованы и склеены вместе.
[8] Вращающаяся электрическая машина в соответствии с одним аспектом настоящего изобретения включает в себя шихтованный сердечник по вышеприведенному пункту [7].
Эффекты изобретения
[0009] В соответствии с вышеописанными аспектами настоящего изобретения, возможно предложить покрывающую композицию для листа электротехнической стали, которая позволяет добиться как магнитного свойства шихтованного сердечника, так и термостойкости, которая позволяет сохранять адгезионную прочность между листами электротехнической стали даже при высокой температуре во время вождения, лист электротехнической стали, шихтованный сердечник и вращающуюся электрическую машину, использующие покрывающую композицию для листа электротехнической стали.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] Фиг. 1 является видом в разрезе вращающейся электрической машины, включающей в себя шихтованный сердечник в соответствии с первым вариантом осуществления настоящего изобретения.
Фиг. 2 является видом сбоку шихтованного сердечника, показанного на фиг. 1.
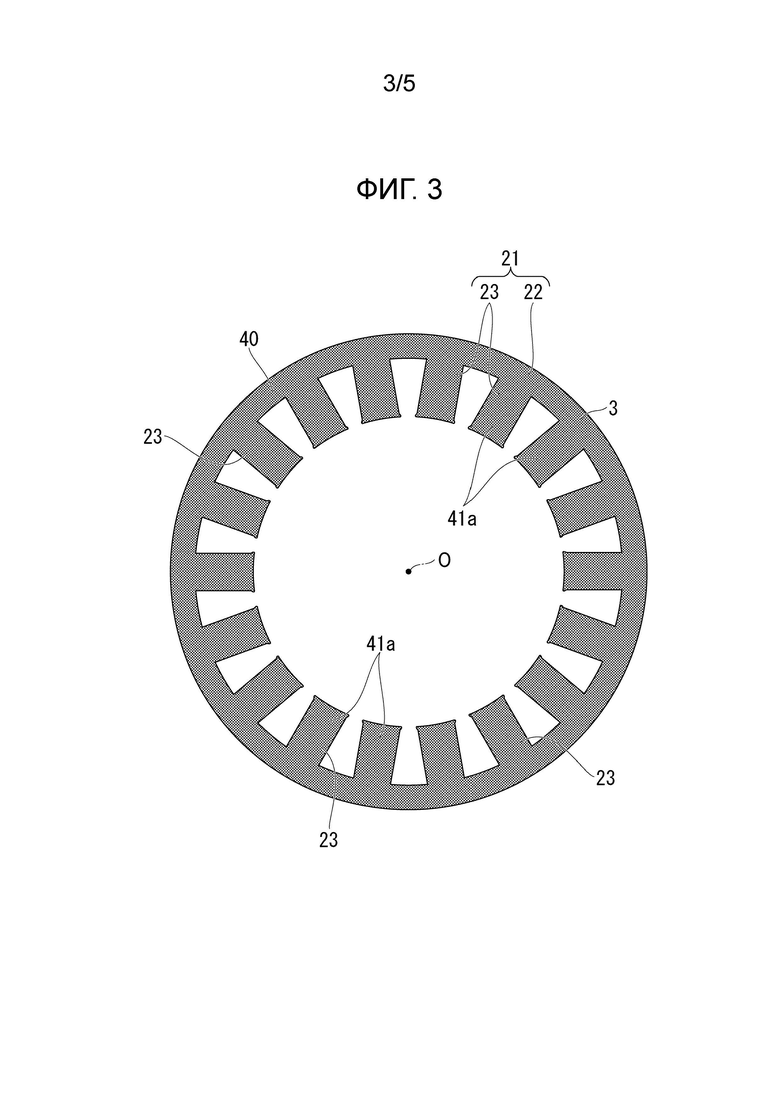
Фиг. 3 является видом в сечении по линии А-А на фиг. 2.
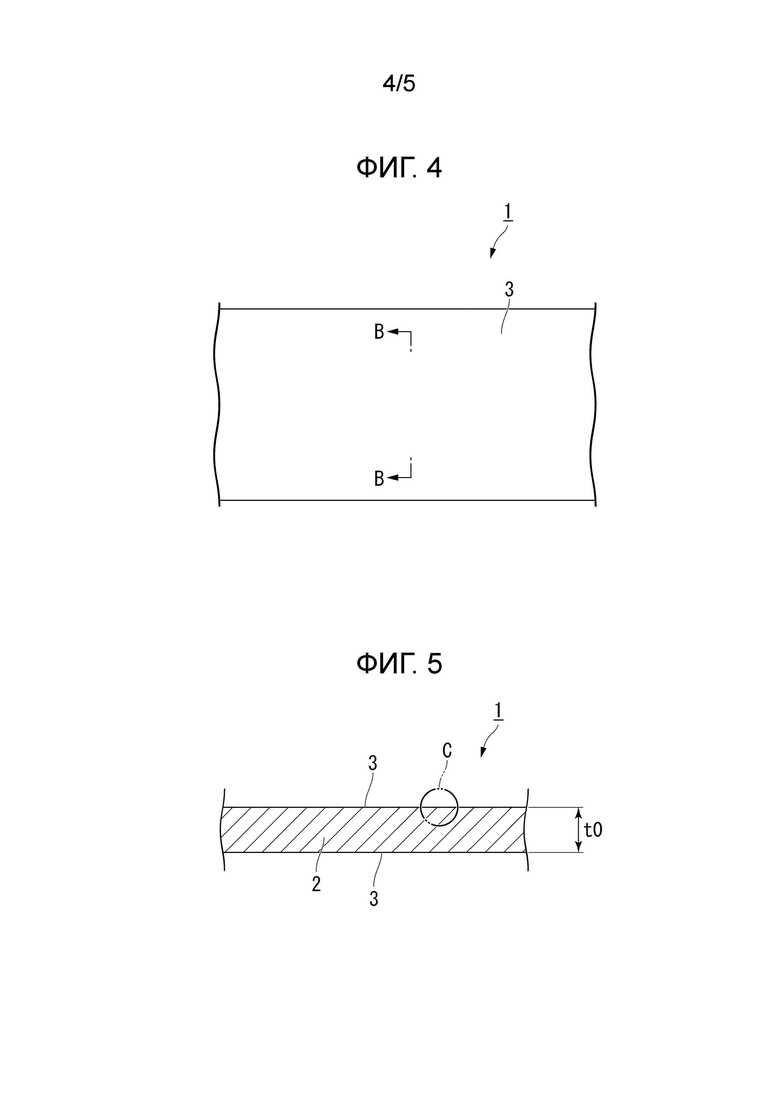
Фиг. 4 является видом сверху материала для формирования шихтованного сердечника, показанного на фиг. 1.
Фиг. 5 является видом в сечении по линии В-В на фиг. 4.
Фиг. 6 является увеличенным видом части С на фиг. 5.
Фиг. 7 является видом сбоку производственного устройства, используемого для изготовления шихтованного сердечника, показанного на фиг. 1.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0011] Далее со ссылками на чертежи будут описаны шихтованный сердечник в соответствии с одним вариантом осуществления настоящего изобретения, вращающаяся электрическая машина, включающая в себя этот шихтованный сердечник, и материал, образующий этот шихтованный сердечник. В настоящем варианте осуществления в качестве примера вращающейся электрической машины будет описан электродвигатель, конкретно - электродвигатель переменного тока (АС), более конкретно - синхронный электродвигатель, а еще более конкретно - электродвигатель с возбуждением постоянными магнитами. Этот тип электродвигателя подходит для применения, например, в электромобилях.
[0012] Кроме того, нижнее предельное значение и верхнее предельное значение включены в числовые диапазоны, описанные ниже с дефисом «-» между их пределами. Числовое значение, указанное с предшествующим словом «менее» или «более», не включается в числовой диапазон.
(Вращающаяся электрическая машина 10)
[0013] Как показано на фиг. 1, вращающаяся электрическая машина 10 включает в себя статор 20, ротор 30, кожух 50 и вращающийся вал 60. Статор 20 и ротор 30 размещены в кожухе 50. Статор 20 закреплен в кожухе 50. В настоящем варианте осуществления, в качестве вращающейся электрической машины 10 принята машина с внутренним ротором, в которой ротор 30 расположен внутри статора 20 в радиальном направлении. Однако в качестве вращающейся электрической машины 10 может быть принята машина с внешним ротором, в которой ротор 30 расположен снаружи статора 20. Кроме того, в настоящем варианте осуществления вращающаяся электрическая машина 10 представляет собой трехфазный двигатель переменного тока с 12 полюсами и 18 пазами. Однако число полюсов, число пазов, число фаз и тому подобное могут изменяться соответствующим образом. Вращающаяся электрическая машина 10 может вращаться со скоростью вращения 1000 оборотов в минуту (об/мин) при подаче на каждую фазу тока возбуждения, например, с эффективным значением 10 А и частотой 100 Гц.
[0014] Статор 20 включает в себя клеено-шихтованный сердечник 21 для статора (далее - сердечник статора) и обмотку, не показанную на чертеже. Сердечник 21 статора включает в себя круглую спинку 22 сердечника и множество зубчатых частей (зубцов) 23. В последующем направление центральной оси О сердечника 21 статора (или спинки 22 сердечника) упоминается как осевое направление, радиальное направление (направление, ортогональное центральной оси О) сердечника 21 статора (или спинки 22 сердечника) упоминается как радиальное направление, а направление по окружности (направление поворота вокруг центральной оси О) сердечника 21 статора (или спинки 22 сердечника) упоминается как окружное направление.
[0015] Спинка 22 сердечника выполнена с кольцевой формой на виде сверху статора 20 при наблюдении с осевого направления. Множество зубцов 23 выступают от внутренней периферии спинки 22 сердечника внутрь в радиальном направлении (к центральной оси О спинки 22 сердечника вдоль радиального направления). Множество зубцов 23 расположены с равными угловыми интервалами в окружном направлении. В настоящем варианте осуществления предусмотрены 18 зубцов 23 через каждые 20 градусов центрального угла вокруг центральной оси О. Множество зубцов 23 сформированы имеющими одинаковую форму и одинаковый размер друг с другом. Соответственно, множество зубцов 23 имеют одинаковый друг с другом размер по толщине. Обмотка намотана вокруг зубцов 23. Обмотка может быть намотана концентричным или распределенным образом.
[0016] Ротор 30 расположен внутри статора 20 (сердечника 21 статора) в радиальном направлении. Ротор 30 включает в себя сердечник 31 ротора и множество постоянных магнитов 32. Сердечник 31 ротора образован с круглой формой (кольцевой формой) и размещен коаксиально статору 20. Вращающийся вал 60 расположен в сердечнике 31 ротора. Вращающийся вал 60 прикреплен к сердечнику 31 ротора. Множество постоянных магнитов 32 прикреплены к сердечнику 31 ротора. В настоящем варианте осуществления набор из двух постоянных магнитов 32 образует один магнитный полюс. Множество постоянных магнитов 32 расположены с равными угловыми интервалами в окружном направлении. В настоящем варианте осуществления предусмотрены 12 наборов постоянных магнитов 32 (всего 24 магнита) через каждые 30 градусов центрального угла вокруг центральной оси О.
[0017] В настоящем варианте осуществления в качестве электродвигателя с возбуждением постоянными магнитами принят двигатель со встроенными магнитами. В сердечнике 31 ротора образовано множество сквозных отверстий 33, проходящих сквозь сердечник 31 ротора в осевом направлении. Множество сквозных отверстий 33 предусмотрены соответствующими расположению множества постоянных магнитов 32. Каждый постоянный магнит 32 прикреплен к сердечнику 31 ротора в состоянии, в котором он расположен в соответствующем сквозном отверстии 33. Прикрепление каждого постоянного магнита 32 к сердечнику 31 ротора может быть реализовано, например, приклеиванием наружной поверхности постоянного магнита 32 к внутренней поверхности сквозного отверстия 33 с помощью адгезива. В качестве электродвигателя с возбуждением постоянными магнитами может использоваться двигатель с поверхностными магнитами вместо двигателя со встроенными магнитами.
[0018] Как сердечник 21 статора, так и сердечник 31 ротора представляют собой шихтованные сердечники. Например, сердечник 21 статора образован шихтованием множества листов 40 электротехнической стали в направлении шихтовки, как показано на фиг. 2. Толщина шихтовки (полная длина вдоль центральной оси О) каждого из сердечника 21 статора и сердечника 31 ротора равна, например, 50,0 мм. Наружный диаметр сердечника 21 статора равен, например, 250,0 мм. Внутренний диаметр сердечника 21 статора равен, например, 165,0 мм. Наружный диаметр сердечника 31 ротора равен, например, 163,0 мм. Внутренний диаметр сердечника 31 ротора равен, например, 30,0 мм. Однако эти значения приведены только для примера, и толщина шихтовки, наружный диаметр или внутренний диаметр сердечника 21 статора и толщина шихтовки, наружный диаметр и внутренний диаметр сердечника 31 ротора не ограничены этими значениями. При этом внутренний диаметр сердечника 21 статора основан на дистальных частях зубцов 23 в сердечнике 21 статора. То есть, внутренний диаметр сердечника 21 статора является диаметром мнимой окружности, вписанной в дистальные части всех зубцов 23.
[0019] Каждый лист 40 электротехнической стали, образующий сердечник 21 статора и сердечник 31 ротора, формируется, например, штамповкой материала 1, как показано на фиг. 4-6. Материал 1 представляет собой лист электротехнической стали, который является основным материалом (основой) листов 40 электротехнической стали. Примеры материала 1 включают стальной лист в форме полосы или резаный лист.
[0020] Хотя сейчас приводится пояснение шихтованного сердечника, ниже будет описан материал 1. В настоящем описании стальной лист в форме полосы, который является основным материалом листов 40 электротехнической стали, иногда называется материалом 1. Стальные листы, имеющие используемую для шихтованного сердечника форму, получаемую штамповкой материала 1, иногда называются листами 40 электротехнической стали.
(Материал 1)
[0021] Материалом 1 манипулируют в состоянии, в котором он смотан в рулон 1А, показанный, например, на фиг.7. В настоящем варианте осуществления в качестве материала 1 принят лист изотропной электротехнической стали. В качестве листа изотропной электротехнической стали может использоваться лист изотропной электротехнической стали в соответствии со стандартом JIS С 2552:2014. Однако в качестве материала 1 вместо листа изотропной электротехнической стали может использоваться лист анизотропной электротехнической стали. В качестве листа анизотропной электротехнической стали в этом случае может использоваться лист анизотропной электротехнической стали в соответствии со стандартом JIS С 2553:2019. Кроме того, может использоваться тонкая полоса изотропной электротехнической стали или тонкая полоса анизотропной электротехнической стали в соответствии со стандартом JIS С 2558:2015.
[0022] Например, верхний и нижний пределы средней толщины t0 листа материала 1 установлены следующим образом, с учетом случая, когда материал 1 используется в качестве листа 40 электротехнической стали. По мере того как материал 1 становится тоньше, затраты на изготовление материала 1 увеличиваются. По этой причине, с учетом затрат на изготовление, нижнее предельное значение средней толщины t0 листа материала 1 равно 0,10 мм, предпочтительно 0,15 мм, а более предпочтительно 0,18 мм. С другой стороны, если материал 1 слишком толстый, то затраты на изготовление становятся благоприятными. Однако в случае, когда материал 1 используется в качестве листа 40 электротехнической стали, потери на вихревые токи увеличиваются, и магнитные потери в сердечнике ухудшаются. По этой причине, с учетом магнитных потерь в сердечнике и затрат на изготовление, верхнее предельное значение средней толщины t0 листа материала 1 равно 0,65 мм, предпочтительно 0,35 мм, а более предпочтительно 0,30 мм. Например, значение 0,20 мм может удовлетворять вышеописанному диапазону средней толщины t0 листа материала 1.
[0023] Средняя толщина t0 листа материала 1 включает в себя не только толщину описываемого ниже основного стального листа 2, но и толщину изоляционного покрытия 3. Кроме того, способ измерения средней толщины t0 листа материала 1 представляет собой, например, описанный ниже способ измерения. Например, в случае, когда материал 1 смотан в форме рулона 1А, по меньшей мере часть материала 1 разматывается в форме плоского листа. В материале 1, размотанном в форме плоского листа, выбирается заданное положение в продольном направлении материала 1 (например, положение, удаленное от края материала 1 в продольном направлении на 10% полной длины материала 1). В этом выбранном положении материал 1 разделяется на пять областей в направлении по его ширине. Толщина листа материала 1 измеряется в четырех местах, которые становятся границами этих пяти областей. Среднее значение толщины листа в четырех местах может быть принято за среднюю толщину t0 листа материала 1.
[0024] Верхний и нижний пределы средней толщины t0 листа этого материала 1 могут, разумеется, приниматься за верхний и нижний пределы средней толщины t0 листа 40 электротехнической стали. Способ измерения средней толщины t0 листа 40 электротехнической стали представляет собой, например, следующий способ измерения. Например, толщина шихтовки шихтованного сердечника измеряется в четырех местах (то есть через каждые 90 градусов вокруг центральной оси О) с равными интервалами в окружном направлении. Каждая толщина шихтовки, измеренная в четырех местах, делится на число шихтованных листов 40 электротехнической стали для вычисления толщины, приходящейся на один лист. Среднее значение толщины листа в четырех местах может быть принято за среднюю толщину t0 листа 40 электротехнической стали.
[0025] Как показано на фиг. 5 и 6, материал 1 включает в себя основной стальной лист 2 и изоляционное покрытие 3. Материал 1 сформирован покрыванием обеих поверхностей основного стального листа 2 в форме полосы изоляционным покрытием 3. В настоящем варианте осуществления большая часть материала 1 образована из основного стального листа 2, а на поверхности основного стального листа 2 нанесены изоляционные покрытия 3, более тонкие, чем основной стальной лист 2.
[0026] Химический состав основного стального листа 2 содержит от 2,5% до 4,5% Si в мас. %, как показано ниже. Задавая химический состав в этом диапазоне, предел текучести материала 1 (листа 40 электротехнической стали) может быть установлен в пределах, например, от 380 МПа до 540 МПа.
[0027] Si: от 2,5% до 4,5%
Al: от 0,001% до 3,0%
Mn: от 0,05% до 5,0%
Остальное: Fe и примеси
[0028] Когда материал 1 используется в качестве листа 40 электротехнической стали, изоляционное покрытие 3 проявляет изоляционную характеристику между смежными друг другу в направлении шихтовки листами 40 электротехнической стали. Кроме того, в настоящем варианте осуществления изоляционное покрытие 3 обладает адгезионной способностью и склеивает смежные друг другу в направлении шихтовки листы 40 электротехнической стали. Изоляционное покрытие 3 может иметь однослойную структуру или многослойную структуру. Более конкретно, например, изоляционное покрытие 3 может иметь однослойную структуру, имеющую как изоляционную характеристику, так и адгезионную способность, или может иметь многослойную структуру, включающую в себя нижнее основное изоляционное покрытие, имеющее превосходную изоляционную характеристику, и верхнее основное изоляционное покрытие, имеющее превосходную адгезионную характеристику. Термин «адгезионная способность изоляционного покрытия 3» в настоящем варианте осуществления означает способность проявлять адгезионную прочность, большую или равную заданному значению при заданных температурных условиях в шихтованном пакете, включающем множество шихтованных листов 40 электротехнической стали с расположенными между ними изоляционными покрытиями 3.
[0029] В настоящем варианте осуществления изоляционное покрытие 3 покрывает обе поверхности основного стального листа 2 без каких-либо промежутков по всем поверхностям. Однако частичный слой изоляционного покрытия 3 может не покрывать обе поверхности основного стального листа 2 без промежутков при условии, что может быть обеспечена вышеописанная изоляционная характеристика или адгезионная способность. Иными словами, частичный слой изоляционного покрытия 3 может быть предусмотрен прерывисто на поверхностях основного стального листа 2. Однако, для обеспечения изоляционной характеристики, обе поверхности основного стального листа 2 необходимо покрывать изоляционным покрытием 3 так, чтобы полностью все эти поверхности не были открыты. Конкретно, в том случае, когда изоляционное покрытие 3 имеет однослойную структуру, обладающую как изоляционной характеристикой, так и адгезионной способностью, без наличия нижнего основного изоляционного покрытия, имеющего превосходную изоляционную характеристику, необходимо, чтобы изоляционное покрытие 3 было сформировано по всем поверхностям основного стального листа 2 без промежутков. С другой стороны, в том случае, когда изоляционное покрытие 3 имеет многослойную структуру, включающую нижнее основное изоляционное покрытие, обладающее превосходной изоляционной характеристикой, и верхнее основное изоляционное покрытие, обладающее превосходной адгезионной способностью, как изоляционную характеристику, так и адгезионную способность можно получить не только путем формирования и нижнего основного изоляционного покрытия, и верхнего основного изоляционного покрытия по всем поверхностям основного стального листа 2 без промежутков, но и путем формирования нижнего основного изоляционного покрытия по всем поверхностям основного стального листа без промежутков и обеспечения прерывистого верхнего основного изоляционного покрытия.
[0030] Покрывающая композиция, образующая нижнее основное изоляционное покрытие, конкретно не ограничена, но могут использоваться, например, обычные реагенты для обработки, такие как содержащий хромовую кислоту реагент для обработки или фосфатсодержащий реагент для обработки.
[0031] Изоляционное покрытие 3, обладающее адгезионной способностью, получают так, что покрывающую композицию для листа электротехнической стали, содержащую эпоксидную смолу, первый отвердитель (А) и второй отвердитель (В), наносят на него. Изоляционное покрытие, выполненное из покрывающей композиции для листа электротехнической стали, находится в неотвержденном состоянии или полуотвержденном состоянии (стадия В) перед термокомпрессионным соединением во время изготовления шихтованного сердечника и проявляет адгезионную способность, когда протекает реакция отверждения при нагревании во время термокомпрессионного соединения. Покрывающая композиция для листа электротехнической стали может использоваться для формирования изоляционного покрытия с однослойной структурой или может использоваться для формирования верхнего основного изоляционного покрытия, обеспечиваемого на нижнем основном изоляционном покрытии.
[0032] В качестве эпоксидной смолы может быть использована обычная эпоксидная смола. Конкретно, любая эпоксидная смола, имеющая две или более эпоксидных группы в молекуле, может использоваться без конкретного ограничения. Примеры таких эпоксидных смол включают эпоксидную смолу типа бисфенола А, эпоксидную смолу типа бисфенола F, эпоксидную смолу фенол-новолачного типа, эпоксидную смолу крезол-новолачного типа, эпоксидную смолу типа трифенилметана, алициклическую эпоксидную смолу, эпоксидную смолу типа глицидилового сложного эфира, эпоксидную смолу типа глицидил-амина, эпоксидную смолу типа гидантоина, эпоксидную смолу типа изоцианурата, модифицированную акриловой кислотой эпоксидную смолу (эпоксиакрилат), фосфорсодержащую эпоксидную смолу и их гидрогенизированные продукты или галогениды (такие как бромированная эпоксидная смола). Эпоксидные смолы могут быть использованы по отдельности, или же может использоваться комбинация двух или более из них.
[0033] Количество эпоксидной смолы относительно общей массы покрывающей композиции для листа электротехнической стали предпочтительно составляет, например, 30-90 мас. %, более предпочтительно 40-80 мас. %, а еще более предпочтительно 50-70 мас. %. Когда количество эпоксидной смолы больше или равно вышеописанному нижнему предельному значению, адгезионная прочность листов 40 электротехнической стали может быть дополнительно повышена. Когда количество эпоксидной смолы меньше или равно вышеописанному верхнему предельному значению, деформация напряжения листов 40 электротехнической стали может быть дополнительно подавлена.
[0034] Первый отвердитель включает алкилфенол. Алкилфенол конкретно не ограничен, и его примеры включают крезол (такой как о-крезол), этилфенол (такой как о-этилфенол), пропилфенол (такой как п-пропилфенол и п-изопропилфенол), бутилфенол (такой как п-бутилфенол и п-втор-бутилфенол), нонилфенол (такой как п-нонилфенол), додецилфенол (такой как п-додецилфенол), диметилфенол (такой как 2,3-диметилфенол), диэтилфенол (такой как 2,3-диэтилфенол), дибутилфенол (такой как 2,6-ди-втор-бутилфенол) и триметилфенол (такой как 2,3,4-триметилфенол). Алкилфенолы могут быть использованы по отдельности, или же может использоваться комбинация двух или более из них.
[0035] С точки зрения простоты достижения как магнитного свойства, так и термостойкости, алкилфенол предпочтительно включает любой один или оба из моноалкилфенола, имеющего алкильную группу с 2-20 атомами углерода, и диалкилфенола, имеющего алкильную группу с 2-20 атомами углерода. Число атомов углерода алкильной группы моноалкилфенола более предпочтительно равно 3-16, а еще более предпочтительно 4-12. Число атомов углерода каждой из двух алкильных групп диалкилфенола более предпочтительно равно 3-20, а еще более предпочтительно 4-12.
[0036] Количество первого отвердителя (А) в покрывающей композиции для листа электротехнической стали составляет от 1,0 массовой части до 20,0 массовых частей на 100 массовых частей эпоксидной смолы. Если количество первого отвердителя (А) больше или равно нижнему предельному значению, то может быть получен шихтованный сердечник с превосходной термостойкостью. Если количество первого отвердителя меньше или равно верхнему предельному значению, то может быть получен шихтованный сердечник с превосходным магнитным свойством. Нижнее предельное значение количества первого отвердителя (А) предпочтительно составляет 2,0 массовые части или более, а предпочтительнее 3,0 массовые части или более. Верхний предел количества первого отвердителя (А) предпочтительно составляет 18,0, более предпочтительно 16,0 массовых частей или менее, а еще более предпочтительно 15,0 массовых частей или менее.
[0037] Второй отвердитель (В) представляет собой один или более, выбранных из фенол-резольной смолы и фенол-новолачной смолы. Фенол-резольная смола и фенол-новолачная смола в качестве вторых отвердителей не имеют ни алкильной группы, ни алкоксигруппы в фенольном скелете. В качестве второго отвердителя (В) может использоваться отдельно фенол-резольная смола, может использоваться отдельно фенол-новолачная смола, и могут быть использованы фенол-резольная смола и фенол-новолачная смола в комбинации.
[0038] Полное количество второго отвердителя (В) в покрывающей композиции для листа электротехнической стали предпочтительно составляет от 5,0 массовых частей до 150,0 массовых частей на 100 массовых частей эпоксидной смолы. Если количество второго отвердителя (В) больше или равно нижнему предельному значению, то может гарантироваться термостойкость. Если количество второго отвердителя (В) меньше или равно верхнему предельному значению, то может быть подавлено ухудшение магнитного свойства. Верхний предел количества второго отвердителя (В) предпочтительно составляет 5,0 массовых частей или более, более предпочтительно 10,0 массовых частей или более, а еще более предпочтительно 20,0 массовых частей или более. Верхний предел количества второго отвердителя (В) предпочтительно составляет 150,0 массовых частей или менее, более предпочтительно 100,0 массовых частей или менее, а еще более предпочтительно 70,0 массовых частей или менее.
[0039] Массовое отношение, представленное как (количество первого отвердителя (А))/(количество второго отвердителя (В)), (далее также называемое «отношением А к В») предпочтительно составляет 0,01-4,0. Отношение А к В более предпочтительно составляет 0,1 или более, а еще более предпочтительно 0,25 или более. Дополнительно, отношение А к В более предпочтительно составляет 3,8 или менее, а еще более предпочтительно 3,5 или менее. Когда отношение А к В находится в диапазоне между вышеописанными верхним предельным и нижним предельным значениями, благоприятным образом может достигаться как термостойкость, так и подавление деформации напряжения.
[0040] Покрывающая композиция для листа электротехнической стали может содержать другие компоненты, чем эпоксидная смола, первый отвердитель (А) и второй отвердитель (В). Примеры других компонентов включают акриловую смолу, иные отвердители, чем первый отвердитель (А) и второй отвердитель (В), промотор отверждения (катализатор отверждения), эмульгатор и пеногаситель. С точки зрения обеспечения адгезионной прочности, покрывающая композиция для листа электротехнической стали не содержит неорганических наполнителей, таких как кремнезем, глинозем и стекло. Другие компоненты могут быть использованы по отдельности, или же может использоваться комбинация двух или более из них.
[0041] Акриловая смола конкретно не ограничена. Примеры мономеров, используемых для акриловых смол, включают ненасыщенные карбоновые кислоты, такие как акриловая кислота и метакриловая кислота, и (мет)акрилаты, такие как метил(мет)акрилат, этил(мет)акрилат, н-бутил(мет)акрилат, изобутил(мет)акрилат, циклогексил(мет)акрилат, 2-этилгексил(мет)акрилат, 2-гидроксиэтил(мет)акрилат и гидроксипропил(мет)акрилат.(Мет)акрилат означает акрилат или метакрилат. Акриловые смолы могут использоваться по отдельности, или же может использоваться комбинация двух или более из них.
[0042] Акриловая смола может иметь структурное звено, производное от иных мономеров, чем акриловый мономер. Примеры иных мономеров включают этилен, пропилен и стирол. Иные мономеры могут использоваться по отдельности, или же может использоваться комбинация двух или более из них.
[0043] Температура стеклования (точка Тс) акриловой смолы конкретно не ограничена, но ее нижний предел предпочтительно составляет -40°С, а более предпочтительно -20°С. Верхний предел точки Тс акриловой смолы предпочтительно составляет 80°С, а более предпочтительно 50°С.
[0044] В случае, когда покрывающая композиция для листа электротехнической стали содержит акриловую смолу, количество акриловой смолы конкретно не ограничено и может быть установлено на уровне, например, от 1 мас. % до 50 мас. % относительно общего количества эпоксидной смолы и акриловой смолы. В случае, когда содержится акрил-модифицированная эпоксидная смола или акриловый мономер, то же самое применимо к их количеству.
[0045] В случае, когда используется акриловая смола, может использоваться акрил-модифицированная эпоксидная смола, полученная привитой сополимеризацией акриловой смолы с эпоксидной смолой. Покрывающая композиция для листа электротехнической стали может содержать мономер, который образует акриловую смолу.
[0046] Примеры других отвердителей включают латентный отвердитель эпоксидной смолы, который инициирует реакцию отверждения посредством нагревания. Конкретные его примеры включают ароматические полиамины, ангидриды кислот, дициандиамид, комплексы амина-трифторида бора и гидразиды органических кислот. Другие отвердители могут быть использованы по отдельности, или же может использоваться комбинация двух или более из них.
[0047] Количество других отвердителей в покрывающей композиции для листа электротехнической стали предпочтительно составляет 20 массовых частей или менее, а более предпочтительно 10 массовых частей или менее, на 100 массовых частей эпоксидной смолы.
[0048] Обычно, эпоксидные клеи с превосходной термостойкостью имеют высокий модуль Юнга вблизи нормальной температуры, когда адгезионная прочность при высокой температуре гарантирована, и к стальному листу прикладывается напряжение, ухудшая магнитное свойство (магнитные потери в сердечнике). С другой стороны, в случае полимерной композиции с умеренной прочностью вблизи нормальной температуры, термостойкость ухудшается. В настоящем варианте осуществления, когда алкилфенол первого отвердителя (А) используется в комбинации со вторым отвердителем (В), отвержденный продукт имеет структуру с алкильной группой в качестве боковой цепи. По этой причине модуль упругости отвержденного продукта умеренно уменьшается, и снижается прикладываемое к листу стали напряжение, благодаря чему может быть получен шихтованный сердечник с превосходным магнитным свойством. Кроме того, поскольку фенольные смолы обладают превосходной термостойкостью, термостойкость также улучшается за счет использования первого отвердителя (А) и второго отвердителя (В) в сочетании. Поэтому можно добиться как магнитного свойства, так и термостойкости.
[0049] Показатель усадки при отверждении покрывающей композиции для листа электротехнической стали предпочтительно составляет 15% или менее, более предпочтительно 12% или менее, еще более предпочтительно 10% или менее, а особенно предпочтительно 8% или менее. Если показатель усадки при отверждении меньше или равен верхнему предельному значению, то приложение напряжения к стальному листу, вероятно, будет снижено и, вероятно, будет получен шихтованный сердечник с превосходным магнитным свойством. Показатель усадки при отверждении измеряется методом в соответствии со стандартом JIS K 6941.
[0050] Изоляционное покрытие 3 может быть сформировано, например, путем нанесения покрывающей композиции для листа электротехнической стали на поверхность основного стального листа и выполнения сушки и обжига. Нижнее предельное значение достигаемой во время обжига температуры предпочтительно составляет 120°С или выше, а более предпочтительно 140°С или выше. Верхнее предельное значение достигаемой во время обжига температуры предпочтительно составляет 200°С или ниже, а более предпочтительно 180°С или ниже. Если достигаемая температура выше или равна вышеописанному нижнему предельному значению, то покрывающая композиция для листа электротехнической стали в достаточной степени связывается с листом электротехнической стали, и отслаивание подавляется. Если достигаемая температура ниже или равна вышеописанному верхнему предельному значению, то отверждение эпоксидной смолы может быть подавлено, и адгезионная способность покрывающей композиции для листа электротехнической стали может сохраняться.
[0051] Нижнее предельное значение времени обжига предпочтительно составляет 5 секунд или дольше, а более предпочтительно 10 секунд или дольше. Верхнее предельное значение времени обжига предпочтительно составляет 60 секунд или короче, а более предпочтительно 30 секунд или короче. Если время обжига дольше или равно вышеописанному нижнему предельному значению, то покрывающая композиция для листа электротехнической стали в достаточной степени связывается с листом электротехнической стали, и отслаивание подавляется. Если время обжига короче или равно вышеописанному верхнему предельному значению, то отверждение эпоксидной смолы может подавляться, и адгезионная способность покрывающей композиции для листа электротехнической стали может сохраняться.
[0052] Например, верхний и нижний пределы средней толщины t1 изоляционного покрытия 3 могут быть установлены следующим образом, с учетом случая, когда материал 1 используется в качестве листа 40 электротехнической стали. В случае, когда материал 1 используется в качестве листа 40 электротехнической стали, средняя толщина t1 изоляционного покрытия 3 (толщина на одной поверхности листа 40 электротехнической стали (материала 1)) регулируется так, что могут быть обеспечены изоляционная характеристика и адгезионная способность между шихтованными друг на друга листами 40 электротехнической стали.
[0053] В случае изоляционного покрытия 3, имеющего однослойную структуру, средняя толщина t1 всего изоляционного покрытия 3 (толщина на одной поверхности листа 40 электротехнической стали (материала 1)) может устанавливаться равной, например, от 1,5 мкм до 8,0 мкм. В случае изоляционного покрытия 3, имеющего многослойную структуру, средняя толщина нижнего основного изоляционного покрытия может устанавливаться равной, например, от 0,3 мкм до 2,5 мкм, а предпочтительно от 0,5 мкм до 1,5 мкм. Средняя толщина верхнего основного изоляционного покрытия может устанавливаться равной, например, от 1,5 мкм до 8,0 мкм. Что касается способа измерения средней толщины t1 изоляционного покрытия 3 в материале 1, то толщины изоляционного покрытия 3 во множестве мест могут быть получены таким же образом, как и для средней толщины t0 листа материала 1, и могут быть использованы для получения среднего значения толщин.
[0054] Верхний и нижний пределы средней толщины t1 изоляционного покрытия 3 этого материала 1 могут, естественно, приниматься за верхний и нижний пределы средней толщины t1 изоляционного покрытия 3 листа 40 электротехнической стали.
[0055] Способ измерения средней толщины t1 изоляционного покрытия 3 листа 40 электротехнической стали представляет собой, например, следующий способ измерения. Например, среди множества листов электротехнической стали, образующих шихтованный сердечник, выбирается лист 40 электротехнической стали, расположенный с самой внешней стороны в направлении шихтовки (лист 40 электротехнической стали, поверхность которого открыта в направлении шихтовки). На поверхности выбранного листа 40 электротехнической стали выбирается заданное положение в радиальном направлении (например, положение точно в середине (центре) между внутренним периферийным краем и наружным периферийным краем в листе 40 электротехнической стали). Толщина изоляционного покрытия 3 листа 40 электротехнической стали в выбранном положении измеряется в четырех местах (то есть через каждые 90 градусов вокруг центральной оси О) с равными интервалами в окружном направлении. Среднее значение толщин, измеренных в четырех местах, может быть принято за среднюю толщину t1 изоляционного покрытия 3.
[0056] Причина того, почему средняя толщина t1 изоляционного покрытия 3 измеряется таким способом в листе 40 электротехнической стали, расположенном с самой внешней стороны в направлении шихтовки, состоит в том, что изоляционные покрытия 3 формируются так, что толщины изоляционных покрытий 3 едва ли изменяются с положением шихтовки в направлении шихтовки листов 40 электротехнической стали.
[0057] Листы 40 электротехнической стали изготавливают путем штамповки вышеописанного материала 1, а шихтованный сердечник (сердечник 21 статора и сердечник 31 ротора) изготавливают с использованием листов 40 электротехнической стали.
(Способ шихтовки шихтованного сердечника)
[0058] Далее описание возвращается к шихтованному сердечнику. Множество листов 40 электротехнической стали, образующих сердечник 21 статора, шихтуют через изоляционные покрытия 3, как показано на фиг. 3.
[0059] Смежные друг другу в направлении шихтовки листы 40 электротехнической стали связываются друг с другом по всей поверхности с использованием изоляционного покрытия 3. Иными словами, ориентированная в направлении шихтовки поверхность листа 40 электротехнической стали (далее называемая первой поверхностью) является адгезивной областью 41а на всей поверхности. Однако смежные друг другу в направлении шихтовки листы 40 электротехнической стали могут не связываться друг с другом по всей поверхности. Иными словами, на первой поверхности листа 40 электротехнической стали могут сосуществовать адгезивная область 41а и неадгезивная область (не показана на чертеже).
[0060] В настоящем варианте осуществления множество листов электротехнической стали, образующих сердечник 31 ротора, скреплены друг с другом с использованием крепежной детали 42 (шканта), показанной(ого) на фиг. 1. Однако множество листов электротехнической стали, образующих сердечник 31 ротора, могут также иметь шихтованную структуру, фиксируемую изоляционным покрытием 3, аналогично сердечнику 21 статора. Кроме того, шихтованный сердечник, такой как сердечник 21 статора или сердечник 31 ротора, может быть сформирован так называемым поворотным шихтованием.
(Способ изготовления шихтованного сердечника)
[0061] Сердечник 21 статора изготавливают, например, с использованием производственного устройства 100, показанного на фиг. 7. Далее, при описании способа изготовления, сначала будет описано устройство 100 для производства шихтованного сердечника (далее упоминается просто как производственное устройство 100).
[0062] В производственном устройстве 100 материал 1 пробивают множество раз с использованием штампов, расположенных на каждой стадии, при подаче материала 1 с рулона 1А (листовой стали) в направлении стрелки F, постепенно придавая форму листов 40 электротехнической стали. Затем отштампованные листы 40 электротехнической стали шихтуют и спрессовывают при повышении температуры. В результате смежные друг другу в направлении шихтовки листы 40 электротехнической стали связываются друг с другом с использованием изоляционных покрытий 3 (то есть частей, расположенных в адгезивных областях 41а изоляционного покрытия 3, вынужденных проявлять адгезионную способность), и выполняется склеивание.
[0063] Как показано на фиг. 7, производственное устройство 100 включает в себя множественные стадии со станциями 110 пробивки. Станции 110 пробивки могут иметь две стадии или три стадии, или более. Каждая стадия станций 110 пробивки включает в себя матрицы 111, расположенные под материалом 1, и штампы 112, расположенные над материалом 1.
[0064] Производственное устройство 100 дополнительно включает в себя станцию 140 шихтовки в положении ниже по ходу от самой последней станции 110 пробивки. Эта станция 140 шихтовки включает в себя нагревательное устройство 141, вырубную матрицу 142 для придания внешней формы, теплоизоляционный элемент 143, вырубной штамп 144 для придания внешней формы и пружину 145. Нагревательное устройство 141, вырубная матрица 142 для придания внешней формы и теплоизоляционный элемент 143 расположены под материалом 1. С другой стороны, вырубной штамп 144 и пружина 145 расположены над материалом 1. Ссылочная позиция 21 указывает сердечник статора.
[0065] В производственном устройстве 100, имеющем описанную конфигурацию, сначала материал 1 последовательно подается с рулона 1А в направлении стрелки F на фиг. 7. Затем этот материал 1 последовательно штампуется на множественных стадиях станций 110 пробивки. Посредством обработки штамповкой материалу 1 придается форма листа 40 электротехнической стали, имеющего часть спинки 22 сердечника и множество зубцов 23, показанных на фиг. 3. Однако, поскольку материал не полностью отштампован в этот момент времени, процесс переходит к следующему этапу в направлении стрелки F.
[0066] Наконец, материал 1 подается на станцию 140 шихтовки, вырубается вырубным штампом 144 для придания внешней формы и шихтуется с высокой точностью. Во время этой шихтовки лист 40 электротехнической стали воспринимает постоянную силу сжатия из-за пружины 145. Путем последовательного повторения описанных выше процесса штамповки и этапа шихтовки может укладываться заданное число листов 40 электротехнической стали. Кроме того, шихтованный сердечник, образованный укладкой листов 40 электротехнической стали таким способом, нагревается, например, до температуры 200°С с помощью нагревательного устройства 141. При этом нагреве изоляционные покрытия 3 смежных листов 40 электротехнической стали склеиваются друг с другом (этап адгезии).
[0067] Температура нагрева на этапе адгезии составляет, например, предпочтительно от 120°С до 250°С, более предпочтительно от 150°С до 230°С, а еще более предпочтительно от 200°С до 220°С. Если температура нагрева выше или равна вышеописанному нижнему предельному значению, то изоляционные покрытия 3 могут быть отверждены в достаточной степени и адгезионная прочность шихтованного сердечника может быть дополнительно повышена. Если температура нагрева ниже или равна вышеописанному верхнему предельному значению, то термическое ухудшение изоляционных покрытий 3 может быть подавлено, а адгезионная прочность шихтованного сердечника может быть дополнительно повышена.
[0068] На время нагрева на этапе адгезии влияет размер шихтованного сердечника или способ нагрева, но оно составляет, например, предпочтительно 30-120 минут, более предпочтительно 45-100 минут, а еще более предпочтительно 60-80 минут. Если время нагрева дольше или равно вышеописанному нижнему предельному значению, то изоляционные покрытия 3 могут быть отверждены в достаточной степени и адгезионная прочность шихтованного сердечника может быть дополнительно повышена. Если время нагрева короче или равно вышеописанному верхнему предельному значению, то термическое ухудшение изоляционных покрытий 3 может быть подавлено, а адгезионная прочность шихтованного сердечника может быть дополнительно повышена.
[0069] Давление при прессовании шихтованного пакета составляет, например, предпочтительно 2-50 МПа, более предпочтительно 3-30 МПа, а еще более предпочтительно 4-20 МПа. Если давление при прессовании шихтованного пакета больше или равно вышеописанному нижнему предельному значению, то изоляционные покрытия 3 могут в достаточной степени склеиваться вместе и адгезионная прочность шихтованного сердечника может быть дополнительно повышена. Если давление при прессовании шихтованного пакета меньше или равно вышеописанному верхнему предельному значению, то выступание из концевых частей изоляционных покрытий 3 может быть подавлено и точность укладки шихтованного сердечника может быть дополнительно улучшена.
[0070] Нагревательное устройство 141 может не располагаться в вырубной матрице 142 для придания внешней формы. То есть, шихтованные листы 40 электротехнической стали могут быть вынуты из вырубной матрицы 142 для придания внешней формы, прежде чем они свяжутся друг с другом в вырубной матрице 142 для придания внешней формы. В этом случае, вырубная матрица 142 для придания внешней формы может не иметь теплоизоляционного элемента 143. Кроме того, в этом случае, уложенные стопкой листы 40 электротехнической стали перед их связыванием друг с другом могут зажиматься и удерживаться с обеих сторон в направлении шихтовки с использованием инструмента, не показанного на чертеже, а затем транспортироваться и нагреваться. В результате каждого из вышеописанных этапов изготовление сердечника 21 статора завершается.
[0071] Как описано выше, в настоящем изобретении изоляционное покрытие формируют на поверхности листа электротехнической стали с использованием покрывающей композиции для листа электротехнической стали, в которой эпоксидная смола, первый отвердитель (А) и второй отвердитель (В) скомбинированы в конкретном соотношении. Соответственно, можно достичь как превосходного магнитного свойства шихтованного сердечника (магнитных потерь в сердечнике), так и превосходной термостойкости, которая позволяет сохранять адгезионную прочность между листами электротехнической стали даже при высокой температуре во время вождения.
[0072] Технический объем настоящего изобретения не ограничен вышеописанным вариантом осуществления, и могут быть проделаны различные модификации без отклонения от сущности настоящего изобретения.
[0073] Форма сердечника статора не ограничена формой, показанной в вышеописанном варианте осуществления. Конкретно, размеры наружного диаметра и внутреннего диаметра сердечника статора, толщина шихтовки, число пазов, отношение размеров зубцов в окружном направлении к радиальному направлению, отношение размеров в радиальном направлении между зубцами и спинкой сердечника и тому подобные могут произвольно проектироваться в соответствии с желательными характеристиками вращающейся электрической машины.
[0074] Набор из двух постоянных магнитов 32 образует один магнитный полюс в роторе по вышеописанному варианту осуществления, но настоящее изобретение не ограничено этим. Например, один постоянный магнит 32 может образовывать один магнитный полюс, или же три или более постоянных магнитов 32 могут образовывать один магнитный полюс.
[0075] В вышеописанном варианте осуществления электродвигатель с возбуждением постоянными магнитами был описан в качестве примера вращающейся электрической машины 10. Однако конструкция вращающейся электрической машины 10 не ограничена иллюстративным примером, предоставленным ниже, и также могут быть использованы хорошо известные конструкции, которые не были приведены в качестве иллюстративных примеров ниже. В вышеописанном варианте осуществления электродвигатель с возбуждением постоянными магнитами был описан в качестве примера вращающейся электрической машины 10, но настоящее изобретение не ограничено этим. Например, вращающаяся электрическая машина 10 может быть реактивным электродвигателем или электродвигателем с возбуждением электромагнитами (электродвигателем с обмоткой возбуждения). В вышеописанном варианте осуществления синхронный электродвигатель был описан в качестве примера электродвигателя переменного тока, но настоящее изобретение не ограничено этим. Например, вращающаяся электрическая машина 10 может быть индукционным электродвигателем. В вышеописанном варианте осуществления электродвигатель переменного тока (АС) был описан в качестве примера вращающейся электрической машины 10, но настоящее изобретение не ограничено этим. Например, вращающаяся электрическая машина 10 может представлять собой электродвигатель постоянного тока (DC). В вышеописанном варианте осуществления электродвигатель был описан в качестве примера вращающейся электрической машины 10, но настоящее изобретение не ограничено этим. Например, вращающаяся электрическая машина 10 может представлять собой электрогенератор.
[0076] Кроме того, можно надлежащим образом заменять составляющие элементы в вышеописанном варианте осуществления хорошо известными составляющими элементами в пределах объема без отклонения от сущности настоящего изобретения, и вышеописанные примеры модификации могут соответственно комбинироваться.
Примеры
[0077] Далее эффект аспекта настоящего изобретения будет конкретно описан со ссылкой на примеры. Но условия в примерах являются лишь примером условий, примененных для подтверждения эффекта и реализуемости настоящего изобретения, и настоящее изобретение не ограничено нижеследующим описанием. Настоящее изобретение может допускать различные условия без отклонения от сущности настоящего изобретения и при достижении цели изобретения.
[0078] [Исходные материалы]
Исходные материалы, используемые в примерах, будут показаны ниже. (Эпоксидная смола)
Е1: эпоксидная смола типа бисфенола А
Е2: эпоксидная смола типа бисфенола F
Е3: эпоксидная смола типа трифенилметана
[0079] (Первый отвердитель)
А1: п-втор-бутилфенол
А2: п-нонилфенол
A3: п-додецилфенол
А4: 2,6-ди-втор-бутилфенол
А5: п-пропилфенол
[0080] (Второй отвердитель)
H1: фенол-резольная смола
Н2: фенол-новолачная смола
[0081] (Отвердитель (цель сравнения))
В1: диаминодифенилметан
В2: дициандиамид
В3: 4-метилгексагидрофталевый ангидрид
[0082] (Компонент смеси)
M1: Акриловая смола (звено метилметакрилата: звено изопропилакрилата: звено стирола: звено 2-этилгексилакрилата (молярное отношение)=40:30:20:10, температура стеклования: 17°С)
М2: Акриловая смола (звено метилметакрилата: звено н-бутилакрилата (молярное отношение)=55:45, температура стеклования: 10°С)
[Магнитное свойство]
[0083] Вырезали 10 прямоугольных листов электротехнической стали (однослойных листов) с размерами 55 мм × 55 мм из каждой полосы электротехнической стали по примерам и шихтовали и склеивали их друг с другом при условиях температуры стальных листов 200°С, давления 10 МПа и времени воздействия давления 1 час с получением шихтованного сердечника. Что касается полученного шихтованного сердечника, то магнитные свойства однослойных листов измеряли в направлении прокатки и направлении, перпендикулярном направлению прокатки, методом измерения магнитных свойств однослойного листа, описанным в стандарте JIS С2556(2015), и получали среднее значение этих значений в качестве магнитного свойства. Что касается магнитного свойства (магнетизма), то в качестве магнитных потерь оценивали «W10/400» (Вт/кг). «W10/400» - это магнитные потери, когда частота равна 400 Гц и максимальная магнитная индукция равна 1,0 Тл.
[Адгезионная прочность]
[0084] Вырезали два прямоугольных листа электротехнической стали (однослойных листа) с шириной 30 мм и длиной 60 мм из каждой полосы электротехнической стали по примерам. Затем на их поверхность наносили покрывающую композицию для листа электрической стали, и дистальные части, имеющие ширину 30 мм и длину 10 мм, накладывали друг на друга и сжимали, получив образец для измерения. Условиями сжатия были температура стальных листов 200°С, давление 10 МПа и время воздействия давления 1 час. Полученный образец растягивали со скоростью растяжения 2 мм/минуту и измеряли максимальные нагрузки (Н) до тех пор, пока образец не расслаивался, в атмосферах с окружающей температурой 25°С или 150°С, и числовое значение, полученное делением каждой максимальной нагрузки (Н) на площадь адгезии, принимали за адгезионную прочность (МПа).
[Показатель усадки при отверждении]
[0085] Покрывающую композицию для листа электротехнической стали наносили на поверхность каждого листа электротехнической стали по примерам и измеряли показатель усадки при отверждении. Показатель усадки при отверждении измеряли по изменению толщины покрытия в соответствии со стандартом JIS K 6941.
[Оценка]
[0086] Каждый пример оценивали в соответствии со следующими критериями. Чем меньше магнитные потери, тем больше подавляется деформация напряжения, прикладываемая к каждому листу электротехнической стали. Результаты измерения и результаты оценки показаны в Таблице 2. В таблицах значения вне объема изобретения подчеркнуты.
[Критерии]
[0087] «Хорошо»: адгезионная прочность при 25°С составляет 5,0 МПа или более, адгезионная прочность при 150°С составляет 1,0 МПа или более, и магнитное свойство составляет менее 12,0 Вт/кг.
«Плохо»: адгезионная прочность при 25°С составляет менее 5,0 МПа, адгезионная прочность при 150°С составляет менее 1,0 МПа, или магнитное свойство составляет 12,0 Вт/кг или более.
[Пример 1]
[0088] В качестве основного стального листа использовали лист изотропной электротехнической стали, имеющий толщину листа 0,25 мм и ширину 100 мм и содержащий 3,0% Si, 0,2% Mn, 0,5% Al, а остальное - Fe и примеси в мас. %. Компоненты, показанные в Таблице 1, смешивали друг с другом для приготовления каждой покрывающей композиции для листа электротехнической стали. Полученную покрывающую композицию для листа электротехнической стали наносили на поверхность основного стального листа и обжигали при 160°С в течение 15 секунд для получения каждой полосы электротехнической стали, имеющей изоляционное покрытие со средней толщиной 3 мкм.
[Примеры 2-10 и Сравнительные примеры 1-9]
[0089] Полосы электротехнической стали были получены таким же образом, как и в Примере 1, за исключением того, что состав и условия обжига покрывающей композиции для листа электротехнической стали изменены так, как показано в Таблице 1.
[0090] Составы и условия обжига покрывающих композиций для листа электротехнической стали по примерам показаны в Таблице 1. Результаты оценки магнитного свойства (магнетизма) и адгезионной прочности по примерам показаны в Таблице 2.
[0091]

[0092]

[0093] Как показано в Таблице 2, в Примерах 1-10, в которых эпоксидная смола, первый отвердитель (А) и второй отвердитель (В) были скомбинированы в конкретном соотношении, достаточная адгезионная прочность могла быть обеспечена даже при 150°С, и эти примеры имели превосходную термостойкость и превосходное магнитное свойство. С другой стороны, в Сравнительных примерах 1-4, в которых количество первого отвердителя находится вне объема настоящего изобретения, Сравнительных примерах 5-7 и 9, не содержавших первого отвердителя, и Сравнительном примере 8, не содержавшем второго отвердителя, не удалось достичь как термостойкости, так и магнитного свойства.
[Промышленная применимость]
[0094] В соответствии с настоящим изобретением могут быть достигнуты как магнитное свойство, так и термостойкость шихтованного сердечника. Соответственно, его промышленная применимость является значительной.
[Краткое описание ссылочных позиций]
[0095] 1 - материал, 2 - основной стальной лист, 3 - изоляционное покрытие, 10 - вращающаяся электрическая машина, 20 - статор, 21 - сердечник статора, 40 - лист электротехнической стали.



Изобретение относится к области изоляционных полимерных покрытий и касается покрывающей композиции для листа электротехнической стали, листу электротехнической стали, шихтованному сердечнику и вращающейся электрической машине, использующим покрывающую композицию для листа электротехнической стали. Лист электротехнической стали, используемый для шихтованного сердечника, представляет собой лист электротехнической стали с изоляционным покрытием на поверхности основного стального листа, причем изоляционное покрытие нанесено с помощью покрывающей композиции для листа электротехнической стали. Покрывающая композиция для листа электротехнической стали содержит эпоксидную смолу, первый отвердитель, включающий алкилфенол, и второй отвердитель, включающий любую одну или обе из фенол-резольной смолы и фенол-новолачной смолы, в конкретных пропорциях. Изобретение обеспечивает покрывающую композицию для листа электротехнической стали, которая позволяет добиться как магнитного свойства шихтованного сердечника, так и термостойкости, позволяет сохранять адгезионную прочность между листами электротехнической стали даже при высокой температуре во время вождения. 4 н. и 4 з.п. ф-лы, 7 ил., 2 табл.
1. Покрывающая композиция для листа электротехнической стали, содержащая: эпоксидную смолу;
первый отвердитель (А), включающий алкилфенол; и
второй отвердитель (В), включающий любую одну или обе из фенол-резольной смолы и фенол-новолачной смолы,
причем количество первого отвердителя (А) составляет от 1,0 массовой части до 20,0 массовых частей на 100 массовых частей эпоксидной смолы.
2. Покрывающая композиция для листа электротехнической стали по п. 1, причем алкилфенолы включают любой один или оба из моноалкилфенола, имеющего алкильную группу с 2-20 атомами углерода, и диалкилфенола, имеющего алкильную группу с 2-20 атомами углерода.
3. Покрывающая композиция для листа электротехнической стали по п. 1 или 2, причем количество второго отвердителя (В) составляет от 5,0 массовых частей до 150,0 массовых частей на 100 массовых частей эпоксидной смолы.
4. Покрывающая композиция для листа электротехнической стали по любому из пп. 1-3, причем показатель усадки при отверждении составляет 15% или менее.
5. Покрывающая композиция для листа электротехнической стали по любому из пп. 1-4, причем массовое отношение, представленное как (количество первого отвердителя (А))/(количеств о второго отвердителя (В)), составляет 0,01-4,0.
6. Лист электротехнической стали, содержащий на поверхности изоляционное покрытие, содержащее покрывающую композицию для листа электротехнической стали по любому из пп. 1-5.
7. Шихтованный сердечник, в котором множество листов электротехнической стали по п. 6 шихтованы и склеены друг с другом.
8. Вращающаяся электрическая машина, содержащая шихтованный сердечник по п. 7.
| WO 2015029828 A1, 05.03.2015 | |||
| JP 2000336487 A, 05.12.2000 | |||
| JP 3312590 B2, 12.08.2002 | |||
| JP H0824779 A, 30.01.1996 | |||
| RU 2018114671 A, 23.10.2019 | |||
| ТЕРМОСТОЙКОЕ КЛЕЯЩЕЕ ИЗОЛЯЦИОННОЕ ПОКРЫТИЕ И ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ТАКИМ ПОКРЫТИЕМ, МАГНИТНЫЙ СЕРДЕЧНИК, ГДЕ ИСПОЛЬЗУЕТСЯ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2357994C2 |

