Область техники
[0001] Настоящее изобретение относится к покрывающей композиции для листа электротехнической стали, листу электротехнической стали, шихтованному сердечнику и вращающейся электрической машине. Заявлен приоритет по японской патентной заявке №2020-104248, поданной 17 июня 2020 г., содержимое которой включено сюда посредством ссылки.
Предпосылки изобретения
[0002] В качестве используемых для вращающихся электрических машин сердечников (сердечников) известны шихтованные сердечники, в которых множество листов электротехнической стали шихтованы и соединены вместе. В качестве способа соединения листов электротехнической стали известна обжимка или сварка. Однако, во время обжимки или сварки магнитные характеристики листов электротехнической стали (магнитные потери в сердечнике) склонны ухудшаться вследствие механической деформации или тепловой деформации во время обработки.
[0003] В качестве способов соединения, отличных от обжимки и сварки, известен, например, способ, в котором склеивают друг с другом листы электротехнической стали со сформированным на их поверхности изоляционным покрытием с адгезионной способностью (патентный документ 1). Поскольку склеивание с использованием изоляционного покрытия не вызывает механической деформации или тепловой деформации, магнитные потери в сердечнике лучше, чем при обжимке или сварке. Эпоксидные смолы изменяются в объеме только в небольшой степени, превосходны с точки зрения термостойкости или маслостойкости и химической стойкости и представляют собой превосходные адгезивы, которые склеивают листы электротехнической стали друг с другом (патентные документы 2 и 3).
Список библиографических ссылок
Патентная документация
[0004] Патентный документ 1: не прошедшая экспертизу японская патентная заявка, первая публикация №2017-011863
Патентный документ 2: не прошедшая экспертизу японская патентная заявка, первая публикация №2000-173816
Патентный документ 3: Международная публикация заявки РСТ № WO 2004/070080
Сущность изобретения
Проблемы, решаемые изобретением
[0005] В последние годы в ответ на потребность в дальнейшем улучшении эффективности двигателя потребовалось дополнительное уменьшение магнитных потерь в сердечнике. Для уменьшения магнитных потерь в сердечнике эффективным оказалось уменьшение толщины листа электротехнической стали. Однако, поскольку уменьшение толщины листа сопровождается уменьшением модуля Юнга стального листа, необходимо предотвращать придание стальному листу деформации напряжения, которая вызывает ухудшение магнитных потерь. Эпоксидные смолы превосходны с точки зрения термостойкости, но являются твердыми и имеют низкую вязкость разрушения и в силу этого придают стальным листам деформацию напряжения при отверждении во время адгезии. Поэтому уменьшение толщины стального листа вызывает ухудшение магнитных потерь. Кроме того, приводные двигатели и т.п. электромобилей разогреваются при работе и в силу этого должны обладать дополнительной термостойкостью.
[0006] В качестве средства улучшения термостойкости имеется способ, в котором подмешивают фенольную смолу. Однако смолы с превосходной термостойкостью являются твердыми при комнатной температуре и прикладывают большое напряжение к шихтованным сердечникам, что ухудшает магнитные характеристики. С другой стороны, смолы с подходящей твердостью вблизи комнатной температуры размягчаются при высоких температурах и в силу этого имеют плохую термостойкость. Эти факты демонстрируют, что трудно соблюсти как превосходные магнитные характеристики, так и превосходную термостойкость, достаточно высокую, чтобы поддерживать достаточную адгезионную прочность даже в состоянии, когда смолы подвергаются воздействию высоких температур при работе приводных двигателей и т.п.
[0007] Задача настоящего изобретения состоит в том, чтобы предоставить покрывающую композицию для листа электротехнической стали, способную удовлетворять как магнитным характеристикам шихтованных сердечников, так и термостойкости, которая достаточно высока, чтобы поддерживать адгезионную прочность между листами электротехнической стали даже в высокотемпературном состоянии, когда шихтованные сердечники находятся в работе, лист электротехнической стали, шихтованный сердечник и вращающуюся электрическую машину, для всех из которых используется покрывающая композиция для листа электротехнической стали.
Средства для решения проблемы
[0008] Настоящее изобретение имеет следующие аспекты.
[1] Покрывающая композиция для листа электротехнической стали согласно аспекту настоящего изобретения содержит эпоксидную смолу, первый отвердитель, состоящий из фенольной смолы, включающей фенольный каркас с любой или обеими из алкильной группы и алкоксильной группы, и один или более второй отвердитель, выбранный из группы, состоящей из фенол-резольной смолы и фенол-новолачной смолы, и причем количество первого отвердителя составляет 5 массовых частей или более и 150 массовых частей или менее на 100 массовых частей эпоксидной смолы.
[2] Покрывающая композиция для листа электротехнической стали по пункту [1], в которой первый отвердитель может состоять из фенольной смолы, включающей фенольный каркас с любой или обеими из алкильной группы с двумя или более атомами углерода и алкоксильной группы с двумя или более атомами углерода.
[3] Покрывающая композиция для листа электротехнической стали по пункту [1] или [2], в которой общее количество первого отвердителя и второго отвердителя может составлять 5 массовых частей или более и 155 массовых частей или менее на 100 массовых частей эпоксидной смолы.
[4] Покрывающая композиция для листа электротехнической стали по любому из пунктов [1]-[3], в которой усадка при отверждении может составлять 15% или менее.
[5] Лист электротехнической стали согласно аспекту настоящего изобретения, имеющий на поверхности изоляционное покрытие, содержащее покрывающую композицию для листа электротехнической стали по любому из пунктов [1]-[4].
[6] Шихтованный сердечник согласно аспекту настоящего изобретения, в котором множество листов электротехнической стали по пункту [5] шихтованы и склеены друг с другом.
[7] Вращающаяся электрическая машина согласно аспекту настоящего изобретения, содержащая шихтованный сердечник по пункту [6].
Эффекты изобретения
[0009] Согласно вышеописанным аспектам настоящего изобретения возможно предоставить покрывающую композицию для листа электротехнической стали, способную удовлетворять как магнитным характеристикам шихтованных сердечников, так и термостойкости, которая является достаточно высокой, чтобы поддерживать адгезионную прочность между листами электротехнической стали даже в высокотемпературном состоянии, когда шихтованные сердечники находятся в работе, лист электротехнической стали, шихтованный сердечник и вращающуюся электрическую машину, для всех из которых используется покрывающая композиция для листа электротехнической стали.
Краткое описание чертежей
[0010] Фиг. 1 является видом в разрезе вращающейся электрической машины, включающей в себя шихтованный сердечник по первому варианту осуществления настоящего изобретения.
Фиг. 2 является видом сбоку шихтованного сердечника, показанного на фиг. 1.
Фиг. 3 является видом в разрезе по линии А-А на фиг. 2.
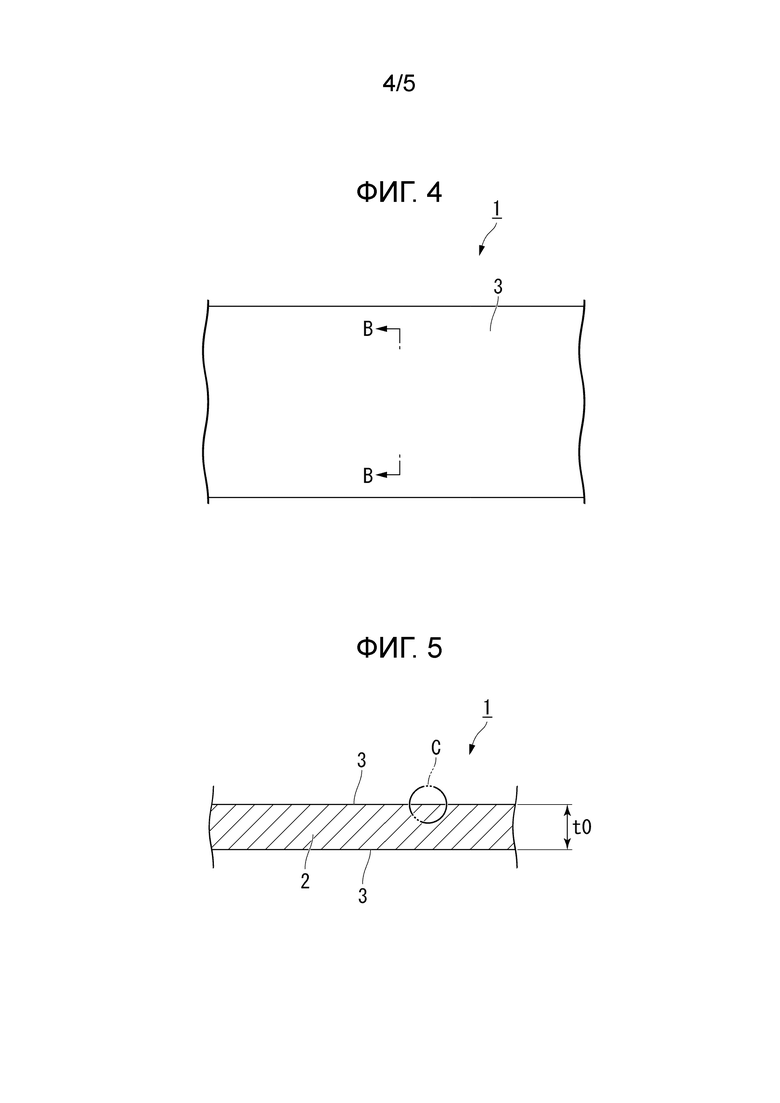
Фиг. 4 является видом сверху материала для формирования шихтованного сердечника, показанного на фиг. 1.
Фиг. 5 является видом в разрезе по линии В-В на фиг. 4.
Фиг. 6 является укрупненным видом части С по фиг. 5.
Фиг. 7 является видом сбоку производственного устройства, используемого для изготовления шихтованного сердечника, показанного на фиг. 1.
Вариант(ы) осуществления изобретения
[0011] Далее со ссылкой на чертежи будут описаны шихтованный сердечник по варианту осуществления настоящего изобретения, вращающаяся электрическая машина, включающая в себя такой шихтованный сердечник, и материал, образующий этот шихтованный сердечник. В настоящем варианте осуществления в качестве вращающейся электрической машины в качестве примера будет описан электродвигатель, конкретно -электродвигатель переменного тока (АС), более конкретно - синхронный электродвигатель, а еще более конкретно - электродвигатель с возбуждением постоянными магнитами. Этот тип электродвигателя предпочтительно применяется, например, в электромобилях.
[0012] Дополнительно, числовые ограничивающие диапазоны, выражаемые ниже с использованием дефиса «-», включают в себя нижнее предельное значение и верхнее предельное значение. Числовые значения, выражаемые с «менее чем» или «более чем», не включаются в эти числовые диапазоны.
Вращающаяся электрическая машина 10
[0013] Как показано на фиг. 1, вращающаяся электрическая машина 10 включает в себя статор 20, ротор 30, корпус 50 и вращающийся вал 60. Статор 20 и ротор 30 размещены в корпусе 50. Статор 20 закреплен в корпусе 50. В настоящем варианте осуществления в качестве вращающейся электрической машины 10 применяется машина с внутренним ротором, в которой ротор 30 расположен радиально внутри статора 20. Однако, в качестве вращающейся электрической машины 10 также может применяться машина с внешним ротором, в которой ротор 30 расположен снаружи статора 20. Кроме того, в настоящем варианте осуществления вращающаяся электрическая машина 10 представляет собой электродвигатель трехфазного переменного тока с 12-ю полюсами и 18-ю пазами. Однако число полюсов, число пазов, число фаз и т.п. могут надлежащим образом изменяться. Вращающаяся электрическая машина 10 может вращаться с частотой вращения 1000 об/мин, например, при подаче на каждую фазу тока возбуждения с эффективным значением 10 А и частотой 100 Гц.
[0014] Статор 20 включает в себя клеено-шихтованный сердечник 21 для статора (далее - сердечник статора) и обмотку (не показана). Сердечник 21 статора включает в себя кольцевую спинку 22 сердечника и множество зубчатых частей (зубцов) 23. Далее направление центральной оси О сердечника 21 статора (или спинки 22 сердечника) будет называться осевым направлением, радиальное направление сердечника 21 статора (или спинки 22 сердечника) (направление, ортогональное центральной оси О) будет называться радиальным направлением, а направление по окружности (направление вокруг центральной оси О) сердечника 21 статора (или спинки 22 сердечника) будет называться окружным направлением.
[0015] Спинка 22 сердечника сформирована с кольцевой формой на виде сверху статора 20, если смотреть в осевом направлении. Множество зубцов 23 выступает от внутренней периферии спинки 22 сердечника радиально внутрь (к центральной оси О спинки 22 сердечника в радиальном направлении). Множество зубцов 23 расположены с равными угловыми интервалами в окружном направлении. В настоящем варианте осуществления предусмотрены 18 зубцов 23 через каждые 20 градусов центрального угла вокруг центральной оси О. Множество зубцов 23 образованы со взаимно эквивалентными формами и взаимно эквивалентными размерами. Это делает множество зубцов 23 имеющими взаимно одинаковые размеры по толщине. Обмотка намотана вокруг зубцов 23. Обмотка может быть концентрированной обмоткой или распределенной обмоткой.
[0016] Ротор 30 расположен радиально внутри статора 20 (сердечника 21 статора). Ротор 30 включает в себя сердечник 31 ротора и множество постоянных магнитов 32. Сердечник 31 ротора образован с круглой формой (кольцевой формой) и расположен концентрически относительно статора 20. Вращающийся вал 60 расположен в сердечнике 31 ротора. Вращающийся вал 60 прикреплен к сердечнику 31 ротора. Множество постоянных магнитов 32 прикреплены к сердечнику 31 ротора. В настоящем варианте осуществления один набор из двух постоянных магнитов 32 образует один магнитный полюс. Множество постоянных магнитов 32 расположены с равными угловыми интервалами в окружном направлении. В настоящем варианте осуществления 12 наборов постоянных магнитов 32 (всего 24 постоянных магнита) предусмотрены через каждые 30 градусов центрального угла вокруг центральной оси О.
[0017] В настоящем варианте осуществления в качестве электродвигателя с возбуждением постоянными магнитами применяется двигатель со встроенными магнитами. В сердечнике 31 ротора образовано множество сквозных отверстий 33, пронизывающих сердечник 31 ротора в осевом направлении. Множество сквозных отверстий 33 предусмотрены соответствующими расположению множества постоянных магнитов 32. Каждый постоянный магнит 32 прикреплен к сердечнику 31 ротора в состоянии расположения в соответствующем сквозном отверстии 33. Каждый постоянный магнит 32 может быть прикреплен к сердечнику 31 ротора, например, путем склеивания внешней поверхности постоянного магнита 32 и внутренней поверхности сквозного отверстия 33 друг с другом с помощью клея. В качестве электродвигателя с возбуждением постоянными магнитами вместо двигателя со встроенными магнитами может применяться двигатель с поверхностными постоянными магнитами.
[0018] Как сердечник 21 статора, так и сердечник 31 ротора представляют собой шихтованные сердечники. Например, сердечник 21 статора образован путем шихтования множества листов 40 электротехнической стали в направлении шихтовки, как показано на фиг. 2. Толщина шихтовки (полная длина вдоль центральной оси О) каждого из сердечника 21 статора и сердечника 31 ротора установлена равной, например, 50,0 мм. Внешний диаметр сердечника 21 статора установлен равным, например, 250,0 мм. Внутренний диаметр сердечника 21 статора установлен равным, например, 165,0 мм. Внешний диаметр сердечника 31 ротора установлен равным, например, 163,0 мм. Внутренний диаметр сердечника 31 ротора установлен равным, например, 30,0 мм. Эти значения представляют собой просто примеры, и толщина шихтовки, внешний диаметр и внутренний диаметр сердечника 21 статора и толщина шихтовки, внешний диаметр и внутренний диаметр сердечника 31 ротора не ограничены этими значениями. При этом внутренний диаметр сердечника 21 статора основан на концевых частях зубцов 23 в сердечнике 21 статора. То есть внутренний диаметр сердечника 21 статора является диаметром мнимой окружности, вписанной в концевые части всех зубцов 23.
[0019] Каждый из листов 40 электротехнической стали, которые образуют сердечник 21 статора и сердечник 31 ротора, формируется, например, штамповкой материала 1, который показан на фиг. 4-6 или т.п. Материал 1 представляет собой лист электротехнической стали, который служит основой листа 40 электротехнической стали. Примеры материала 1 включают стальной лист в форме полосы, разрезанный по длине лист и т.п.
[0020] Хотя предметом настоящего описания является шихтованный сердечник, ниже будет описан материал 1. В настоящем описании имеются случаи, когда стальной лист в форме полосы, который служит основой листа 40 электротехнической стали, называется материалом 1. Имеются случаи, когда стальной лист, которому путем штамповки материала 1 придана используемая в шихтованном сердечнике форма, называется листом 40 электротехнической стали.
Материал 1
[0021] Материал 1 обрабатывают, например, в состоянии, когда он смотан в рулон 1А, показанный на фиг. 7. В настоящем варианте осуществления в качестве материала 1 применяется лист изотропной электротехнической стали. В качестве листа изотропной электротехнической стали может применяться лист изотропной электротехнической стали по JIS С 2552:2014. Однако, вместо листа изотропной электротехнической стали, в качестве материала 1 может применяться лист анизотропной электротехнической стали. В качестве листа анизотропной электротехнической стали в этом случае может применяться лист анизотропной электротехнической стали по JIS С 2553:2019. Кроме того, может применяться тонкая полоса изотропной электротехнической стали или тонкая полоса анизотропной электротехнической стали по JIS С 2558:2015.
[0022] Верхнее и нижнее предельные значения средней толщины t0 листа материала 1 устанавливаются, например, как описано ниже, с учетом случая, когда материал 1 используется в качестве листа 40 электротехнической стали. По мере утончения материала 1 затраты на изготовление материала 1 увеличиваются. Поэтому, с учетом затрат на изготовление, нижнее предельное значение средней толщины t0 листа материала 1 составляет 0,10 мм, предпочтительно составляет 0,15 мм, а более предпочтительно составляет 0,18 мм. С другой стороны, когда материал 1 слишком толстый, затраты на изготовление благоприятны, однако, в случае, когда материал 1 используется в качестве листа 40 электротехнической стали, увеличиваются потери на вихревые токи, и магнитные потери в сердечнике ухудшаются. Поэтому, с учетом магнитных потерь в сердечнике и затрат на изготовление, верхнее предельное значение средней толщины t0 листа материала 1 составляет 0,65 мм, предпочтительно составляет 0,35 мм, а более предпочтительно составляет 0,30 мм. В качестве толщины, которая удовлетворяет вышеуказанному диапазону средней толщины t0 листа материала 1, примером может быть 0,20 мм.
[0023] Средняя толщина t0 листа материала 1 включает в себя не только толщину описываемого ниже стального листа-основы 2, но и толщину изоляционного покрытия 3. Кроме того, в качестве способа измерения средней толщины t0 листа материала 1, например, применяется следующий способ измерения. Например, в случае, когда материал 1 смотан в форме рулона 1 А, по меньшей мере часть материала 1 разматывают в форме плоского листа. В материале 1, размотанном в форму плоского листа, выбирают заданное положение в продольном направлении материала 1 (например, положение, удаленное от одного торцевого края материала 1 в продольном направлении на 10% полной длины материала 1). В этом выбранном положении материал 1 разделяют на пять областей в направлении по его ширине. В четырех местах, которые становятся границами этих пяти областей, измеряют толщину листа материала 1. Среднее значение толщин листа в четырех местах может быть принято в качестве средней толщины t0 листа материала 1.
[0024] Само собой разумеется, что верхнее и нижнее предельные значения средней толщины t0 листа материала 1 также можно использовать в качестве верхнего и нижнего предельных значений средней толщины t0 листа 40 электротехнической стали. В качестве способа измерения средней толщины t0 листа 40 электротехнической стали, например, применяется следующий способ измерения. Например, толщину шихтовки шихтованного сердечника измеряют в четырех местах с равными интервалами в окружном направлении (т.е. через каждые 90 градусов вокруг центральной оси О). Каждую из измеренных толщин шихтовки в четырех местах делят на число шихтованных листов 40 электротехнической стали, тем самым вычисляя толщину, приходящуюся на один лист. Среднее значение толщин листов в четырех местах может быть принято в качестве средней толщины t0 листа 40 электротехнической стали.
[0025] Как показано на фиг. 5 и фиг. 6, материал 1 включает в себя стальной лист-основу 2 и изоляционные покрытия 3. Материал 1 образован покрыванием обеих поверхностей стального листа-основы 2 в форме полосы изоляционными покрытиями 3. В настоящем варианте осуществления большая часть материала 1 образована из стального листа-основы 2, а на поверхности стального листа-основы 2 нанесены изоляционные покрытия 3, каждое из которых тоньше стального листа-основы 2.
[0026] Химический состав стального листа-основы 2 содержит, в мас. %, от 2,5 до 4,5% Si, как описано ниже. Когда химический состав находится в этом диапазоне, можно установить предел текучести материала 1 (листа 40 электротехнической стали), например, на 380 МПа или более и 540 МПа или менее.
[0027] Si: от 2,5% до 4,5%
Al: от 0,001% до 3,0%
Mn: от 0,05% до 5,0%
Остальное: Fe и примеси
[0028] Когда материал 1 используется в качестве листа 40 электротехнической стали, изоляционное покрытие 3 проявляет изоляционную характеристику между смежными друг другу в направлении шихтовки листами 40 электротехнической стали. Кроме того, в настоящем варианте осуществления изоляционное покрытие 3 обладает адгезионной способностью и склеивает друг с другом смежные друг другу в направлении шихтовки листы 40 электротехнической стали. Изоляционное покрытие 3 может быть выполнено в виде единственного слоя или множества слоев. Более конкретно, например, изоляционное покрытие 3 может быть выполнено в виде единственного слоя как с изоляционной характеристикой, так и адгезионной способностью, или может быть выполнено в виде множества слоев, включающих нижележащее изоляционное покрытие с превосходной изоляционной характеристикой и лежащее сверху изоляционное покрытие с превосходной адгезионной характеристикой. Термин «адгезионная способность изоляционного покрытия 3» в настоящем варианте осуществления означает способность проявлять адгезионную прочность заданной или большей величины при заданных температурных условиях в шихтованном пакете, состоящем из множества шихтованных листов 40 электротехнической стали с размещенным между ними изоляционным покрытием 3.
[0029] В настоящем варианте осуществления изоляционные покрытия 3 полностью покрывают обе поверхности стального листа-основы 2 без промежутков. Однако некоторые из изоляционных покрытий 3 могут покрывать обе поверхности стального листа-основы 2 с промежутками при условии, что обеспечивается вышеуказанная изоляционная характеристика или адгезионная способность. Иными словами, некоторые из изоляционных покрытий 3 могут быть предусмотрены прерывисто на поверхности стального листа-основы 2. Однако, чтобы обеспечивать изоляционную характеристику, нужно, чтобы обе поверхности стального листа-основы 2 были покрыты изоляционными покрытиями 3 так, чтобы ни одна из поверхностей стального листа-основы 2 не была полностью открытой. Конкретно, в случае, когда изоляционное покрытие 3 не имеет нижележащего изоляционного покрытия с превосходной изоляционной характеристикой и выполнено в виде единственного слоя как с изоляционной характеристикой, так и с адгезионной способностью, изоляционное покрытие 3 должно быть сформировано на всей поверхности стального листа-основы 2 без промежутков. Напротив, в случае, когда изоляционное покрытие 3 выполнено в виде множества слоев, включающих нижележащее изоляционное покрытие с превосходной изоляционной характеристикой и лежащее сверху изоляционное покрытие с превосходной адгезионной способностью, и изоляционная характеристика, и адгезионная способность удовлетворяются не только тогда, когда как нижележащее изоляционное покрытие, так и лежащее сверху изоляционное покрытие сформированы на всей поверхности стального листа-основы 2 без промежутков, но и тогда, когда нижележащее изоляционное покрытие сформировано на всей поверхности стального листа-основы без промежутков, а лежащее сверху изоляционное покрытие предусмотрено прерывисто.
[0030] Покрывающая композиция для формирования нижележащего изоляционного покрытия конкретно не ограничена, и можно использовать, например, обычный реагент для обработки, такой как содержащий хромовую кислоту реагент для обработки или фосфатсодержащий реагент для обработки.
[0031] Изоляционное покрытие 3 с адгезионной способностью формируют нанесением покрывающей композиции для листа электротехнической стали, содержащей эпоксидную смолу, первый отвердитель и второй отвердитель. Изоляционное покрытие, составленное из покрывающей композиции для листа электротехнической стали, находится в неотвержденном состоянии или полуотвержденном состоянии (стадия В) перед связыванием теплом и давлением во время изготовления шихтованного сердечника и проявляет адгезионную способность при нагреве во время связывания теплом и давлением, что заставляет протекать реакцию отверждения. Покрывающая композиция для листа электротехнической стали может использоваться для формирования изоляционного покрытия, выполненного в виде единственного слоя, или может использоваться для формирования лежащего сверху изоляционного покрытия, которое предусмотрено на нижележащем изоляционном покрытии.
[0032] В качестве эпоксидной смолы может использоваться обычная эпоксидная смола, и, конкретно, любая эпоксидная смола, имеющая две или более эпоксидных группы в одной молекуле, может использоваться без конкретных ограничений. Примеры такой эпоксидной смолы включают эпоксидную смолу типа бисфенола А, эпоксидную смолу типа бисфенола F, эпоксидную смолу фенол-новолачного типа, эпоксидную смолу крезол-новолачного типа, эпоксидную смолу трифенилметанового типа, алициклическую эпоксидную смолу, эпоксидную смолу типа глицидилового сложного эфира, эпоксидную смолу типа глицидиламина, эпоксидную смолу типа гидантоина, эпоксидную смолу изоциануратного типа, модифицированную акриловой кислотой эпоксидную смолу (эпоксиакрилат), фосфорсодержащую эпоксидную смолу, их галогениды или их гидрогенизированные продукты (бромированную эпоксидную смолу и т.д.) и т.п. В качестве эпоксидной смолы можно использовать одну эпоксидную смолу отдельно, либо можно использовать две или более эпоксидных смолы в комбинации.
[0033] Количество эпоксидной смолы составляет, например, предпочтительно 30-90 мас. %, более предпочтительно 40-80 мас. %, а еще более предпочтительно 50-70 мас. % от общей массы покрывающей композиции для листа электротехнической стали. Когда количество эпоксидной смолы равно вышеописанному нижнему предельному значению или более, адгезионная прочность листа 40 электротехнической стали может быть дополнительно увеличена. Когда количество эпоксидной смолы равно вышеописанному верхнему предельному значению или менее, деформация напряжения в листе 40 электротехнической стали может быть дополнительно подавлена.
[0034] Первый отвердитель состоит из фенольной смолы, включающей фенольный каркас с любой или обеими из алкильной группы и алкоксильной группы. Фенольная смола в первом отвердителе может включать только любой из фенольного каркаса с алкильной группой, фенольного каркаса с алкоксильной группой и фенольного каркаса с алкильной группой и алкоксильной группой, либо может включать два или более из них. Фенольная смола в первом отвердителе может быть новолачного типа или резольного типа. В качестве первого отвердителя можно использовать один первый отвердитель отдельно, либо можно использовать два или более первых отвердителя в комбинации.
[0035] Алкильная группа в фенольном каркасе в первом отвердителе может быть линейной или разветвленной. Нижний предел числа атомов углерода в алкильной группе в фенольном каркасе предпочтительно составляет два, а более предпочтительно четыре. Когда число атомов углерода в алкильной группе равно вышеописанному нижнему предельному значению или более, легко подавлять ухудшение магнитных характеристик шихтованных сердечников. Верхний предел числа атомов углерода в алкильной группе в фенольном каркасе предпочтительно составляет 20, а более предпочтительно 12. Когда число атомов углерода в алкильной группе равно вышеописанному верхнему предельному значению или менее, можно сократить время отверждения эпоксидной смолы.
[0036] Примеры фенольной смолы, включающей фенольный каркас с алкильной группой, включают фенольные смолы с любым или обоими из структурного звена, представленного следующей формулой (а-1) (далее также называемого структурным звеном (а-1)), и структурного звена, представленного следующей формулой (а-2) (далее также называемого структурным звеном (а-2)).
[0037] Химическая формула 1

[0038] Здесь, в формуле (а-1), R1 представляет собой атом водорода, метиловую группу, этиловую группу, фенильную группу или гидроксифенильную группу. R2 представляет собой алкильную группу, имеющую от 1 до 20 атомов углерода; x является целым числом от 1 до 3. В формуле (а-2) каждый из R3 и R4 представляет собой атом водорода, метиловую группу, этиловую группу, фенильную группу или гидроксифенильную группу. R5 представляет собой алкильную группу, имеющую от 1 до 20 атомов углерода; у составляет 1 или 2. "*" в формуле (а-1) и формуле (а-2) указывает место присоединения к соседнему структурному звену и соединяется с атомом водорода в случае отсутствия связывания с соседним структурным звеном в структурном звене, которое находится на конце полимерной цепи.
[0039] R1 предпочтительно представляет собой атом водорода с точки зрения производственных затрат, x предпочтительно составляет от 1 до 3 с точки зрения плотности сшивания. R2 предпочтительно представляет собой алкильную группу, имеющую от 2 до 20 атомов углерода, а более предпочтительно - алкильную группу, имеющую от 2 до 12 атомов углерода.
[0040] Структурное звено (а-1) предпочтительно представляет собой структурное звено с группой, представленной как -CH(R1)-*, в любом или обоих из орто-положения и пара-положения фенольного каркаса и с группой, представленной как -R2 (алкильной группой), в мета-положении. Число типов структурного звена (а-1) в фенольной смоле в первом отвердителе может составлять один или более.
[0041] R3 и R4 предпочтительно представляют собой атом водорода с точки зрения производственных затрат. у предпочтительно составляет от 1 до 3 с точки зрения плотности сшивания. R5 предпочтительно представляет собой алкильную группу, имеющую от 2 до 20 атомов углерода, а более предпочтительно - алкильную группу, имеющую от 2 до 12 атомов углерода.
[0042] Структурное звено (а-2) предпочтительно представляет собой структурное звено с группой, представленной как -CH(R3)-*, и группой, представленной как -CH(R4)-ОН, в двух или более положениях, выбранных из группы, состоящей из орто-положения и пара-положения фенольного каркаса, и с группой, представленной как -R5 (алкильной группой), в мета-положении. Число типов структурного звена (а-2) в фенольной смоле в первом отвердителе может составлять один или более.
[0043] Алкоксильная группа в фенольном каркасе в первом отвердителе может быть линейной или разветвленной. Нижний предел числа атомов углерода в алкоксильной группе в фенольном каркасе предпочтительно равен двум. Когда число атомов углерода в алкоксильной группе равно вышеописанному нижнему предельному значению или более, можно сократить время отверждения эпоксидной смолы. Верхний предел числа атомов углерода в алкоксильной группе в фенольном каркасе предпочтительно составляет 20, а более предпочтительно 12. Когда число атомов углерода в алкоксильной группе равно вышеописанному верхнему предельному значению или менее, легко подавлять снижение адгезионной прочности.
[0044] Примеры фенольной смолы, включающей фенольный каркас с алкоксильной группой, включают фенольные смолы со структурным звеном, представленным следующей формулой (а-3) (далее также называемым структурным звеном (а-3)).
[0045] Химическая формула 2

[0046] Здесь, в формуле (а-3), R6 и R7 представляют собой атом водорода, метиловую группу, этиловую группу, фенильную группу или гидроксифенильную группу. R8 представляет собой алкоксильную группу, имеющую от 1 до 20 атомов углерода. R9 представляет собой атом водорода или алкильную группу, имеющую от 1 до 20 атомов углерода; z составляет 1 или 2. "*" в формуле (а-3) указывает место присоединения к соседнему структурному звену и соединяется с атомом водорода в случае отсутствия связывания с соседним структурным звеном в структурном звене, которое находится на конце полимерной цепи.
[0047] R6 и R7 предпочтительно представляют собой атом водорода с точки зрения способности реагировать с эпоксидной смолой, z предпочтительно составляет от 1 до 3 с точки зрения плотности сшивания. R8 предпочтительно представляет собой алкоксильную группу, имеющую от 2 до 20 атомов углерода, а более предпочтительно - алкоксильную группу, имеющую от 2 до 12 атомов углерода. R9 предпочтительно представляет собой атом водорода или алкильную группу, имеющую от 2 до 20 атомов углерода, а более предпочтительно - атом водорода или алкильную группу, имеющую от 2 до 12 атомов углерода.
[0048] Структурное звено (а-3) предпочтительно представляет собой структурное звено с группой, представленной как -CH(R6)-*, и группой, представленной как -CH(R7)-R8, в двух или более положениях, выбранных из группы, состоящей из орто-положения и пара-положения фенольного каркаса, и с группой, представленной как -R9 (атом водорода или алкильная группа), в мета-положении. Число типов структурного звена (а-3) в фенольной смоле в первом отвердителе может составлять один или более.
[0049] Фенольная смола в первом отвердителе предпочтительно представляет собой фенольную смолу, состоящую из любого одного или более из структурных звеньев (а-1)-(а-3), и предпочтительно алкилфенольную смолу, состоящую из любого одного или обоих из структурного звена (а-1) и структурного звена (а-2), или алкоксифенольную смолу, состоящую из структурного звена (а-3). Эти фенольные смолы являются преимущественными с точки зрения свойства пленкообразования.
[0050] Нижний предел средневесовой молекулярной массы (Mw) фенольной смолы в первом отвердителе предпочтительно составляет 1000, а более предпочтительно 2000. Когда Mw фенольной смолы равна вышеописанному нижнему предельному значению или более, может гарантироваться долговечность во время нанесения первого отвердителя в качестве жидкости для обработки стальных листов. Верхний предел Mw фенольной смолы в первом отвердителе предпочтительно составляет 20000, а более предпочтительно 15000. Когда Mw фенольной смолы равна вышеописанному верхнему предельному значению или менее, риск гелеобразования во время нанесения первого отвердителя в качестве жидкости для обработки стальных листов является небольшим. Mw может быть измерена с использованием полистирола в качестве стандартного вещества с помощью эксклюзионной хроматографии (SEC), описанной в JIS К 7252-1:2008.
[0051] Способ производства фенольной смолы в первом отвердителе конкретно не ограничен, и можно использовать известный способ. В качестве конкретного примера, алкилфенольная смола, состоящая из структурного звена (а-1), может быть получена, например, способом, в котором алкилфенол поликонденсируется с альдегидами в присутствии кислотного катализатора (щавелевой кислоты, хлороводородной кислоты, сульфокислоты или т.п.). Алкилфенольная смола, содержащая структурное звено (а-2), может быть получена, например, способом, в котором фенолы поликонденсируются (по резолобразующей реакции) с альдегидами в присутствии основного катализатора (гидроксида натрия, аммония, амина или т.п.). Алкоксифенольная смола, содержащая структурное звено (а-3), может быть получена, например, способом, при котором получается алкилфенольная смола, содержащая структурное звено (а-2), а затем в структурном звене (а-2) алкоксилируется алканольная группа (-CH(R4)-OH).
[0052] Алкилфенол конкретно не ограничен, и его примеры включают крезолы (о-крезол и т.п.), этилфенолы (о-этилфенол и т.п.), пропилфенолы (п-пропилфенол, п-изопропилфенол и т.п.), бутилфенолы (п-бутилфенол, п-втор-бутилфенол и т.п.), нонилфенолы (п-нонилфенол и т.п.), додецилфенолы (п-додецилфенол и т.п.), диметилфенолы (2,3-диметилфенол и т.п.), диэтилфенолы (2,3-диэтилфенол и т.п.), дибутилфенолы (2,6-ди-втор-бутилфенол и т.п.), триметилфенол (2,3,4-триметилфенол и т.п.) и т.д. В качестве алкилфенола можно использовать один алкилфенол отдельно, либо можно использовать два или более алкилфенолов в комбинации.
[0053] Альдегиды конкретно не ограничены, и их примеры включают формальдегид, ацетальдегид, бензальдегид, салицилальдегид и т.п. В качестве альдегидов можно использовать один альдегид отдельно, либо можно использовать два или более альдегидов в комбинации.
[0054] Спирт, используемый для алкоксилирования, конкретно не ограничен, и его примеры включают первичные спирты (метанол, этанол, н-бутанол, 1-нонанол и т.п.), вторичные спирты (2-гексанол, 3-гексанол, 1-гептанол, 2-гептанол, 2-нонанол и т.п.), третичные спирты (т-бутиловый спирт, 2-метил-2-бутанол и т.п.) и т.д. В качестве спирта можно использовать один спирт отдельно, либо можно использовать два или более спиртов в комбинации.
[0055] Количество первого отвердителя в покрывающей композиции для листа электротехнической стали составляет 5 массовых частей или более и 150 массовых частей или менее на 100 массовых частей эпоксидной смолы. Когда количество первого отвердителя равно вышеописанному нижнему предельному значению или более, могут быть получены шихтованные сердечники с превосходными магнитными характеристиками. Когда количество первого отвердителя равно вышеописанному верхнему предельному значению или менее, могут быть получены шихтованные сердечники с превосходной термостойкостью. Нижний предел количества первого отвердителя предпочтительно составляет 10 массовых частей или более, а более предпочтительно 12 массовых частей или более. Верхний предел количества первого отвердителя предпочтительно составляет 140 массовых частей или менее, а более предпочтительно 130 массовых частей или менее.
[0056] Второй отвердитель представляет собой один или более отвердителей, выбранных из группы, состоящей из фенол-резольной смолы и фенол-новолачной смолы. Фенол-резольная смола и фенол-новолачная смола в качестве второго отвердителя представляют собой смолы, не имеющие в фенольном каркасе ни алкильной группы, ни алкоксильной группы. В качестве второго отвердителя можно использовать фенол-резольную смолу отдельно, можно использовать фенол-новолачную смолу отдельно, или можно использовать фенол-резольную смолу и фенол-новолачную смолу в комбинации.
[0057] Общее количество первого отвердителя и второго отвердителя в покрывающей композиции для листа электротехнической стали предпочтительно составляет 10 массовых частей или более и 155 массовых частей или менее на 100 массовых частей эпоксидной смолы. Когда общее количество первого отвердителя и второго отвердителя находится в вышеописанном диапазоне, легко удовлетворять как магнитным характеристикам, так и термостойкости. В случае, когда общее количество первого отвердителя и второго отвердителя меньше вышеописанного нижнего предельного значения, реакция полимеризации эпоксидной смолы подавляется, и возникает та проблема, что может ухудшаться высокотемпературная прочность. Кроме того, в случае, когда общее количество первого отвердителя и второго отвердителя превышает вышеописанное верхнее предельное значение, возникает та проблема, что твердость отвержденного изделия может становиться слишком высокой, и магнитные свойства могут ухудшаться. Нижний предел общего количества первого отвердителя и второго отвердителя предпочтительно составляет 20 массовых частей или более, более предпочтительно 40 массовых частей или более, а еще более предпочтительно 45 массовых частей или более. Верхний предел общего количества первого отвердителя и второго отвердителя предпочтительно составляет 130 массовых частей или менее, а более предпочтительно 100 массовых частей или менее.
[0058] Когда общее количество первого отвердителя и второго отвердителя находится в вышеописанном диапазоне, нижний предел количества второго отвердителя предпочтительно составляет 5 массовых частей или более, а более предпочтительно 10 массовых частей или более. Верхний предел количества второго отвердителя предпочтительно составляет 60 массовых частей или менее, а более предпочтительно 40 массовых частей или менее.
[0059] Покрывающая композиция для листа электротехнической стали может содержать другие компоненты, отличные от эпоксидной смолы, первого отвердителя и второго отвердителя. Примеры других компонентов включают акриловую смолу, другой отвердитель, отличный от первого отвердителя и второго отвердителя, ускоритель отверждения (катализатор отверждения), эмульгатор, пеногаситель и т.п. С точки зрения обеспечения адгезионной прочности, в покрывающей композиции для листа электротехнической стали не содержатся неорганические наполнители, такие как кремнезем, глинозем и стекло. В качестве других компонентов можно использовать один другой компонент отдельно, либо можно использовать два или более других компонентов в комбинации.
[0060] Акриловая смола конкретно не ограничена. Примеры мономера, который используется для акриловой смолы, включают ненасыщенные карбоновые кислоты, такие как акриловая кислота и метакриловая кислота, и (мета)акрилаты, такие как метил(мет)акрилат, этил(мет)акрилат, н-бутил(мет)акрилат, изобутил(мет)акрилат, циклогексил(мет)акрилат, 2-этилгексил(мет)акрилат, 2-гидроксиэтил(мет)акрилат и гидроксипропил(мет)акрилат. «(Мет)акрилат» означает акрилат или метакрилат. В качестве акриловой смолы можно использовать одну акриловую смолу отдельно, либо можно использовать две или более акриловых смолы в комбинации.
[0061] Акриловая смола может иметь структурное звено, производное от другого мономера, отличного от акриловых мономеров. Примеры другого мономера включают этилен, пропилен, стирол и т.п. В качестве другого мономера можно использовать один другой мономер отдельно, либо можно использовать два или более других мономеров в комбинации.
[0062] Температура стеклования (точка Тс) акриловой смолы конкретно не ограничена, но ее нижний предел предпочтительно составляет -40°С, а более предпочтительно -20°С. Верхний предел точки Тс акриловой смолы предпочтительно составляет 80°С, а более предпочтительно 50°С.
[0063] В случае, когда покрывающая композиция для листа электротехнической стали содержит акриловую смолу, количество акриловой смолы конкретно не ограничено и может быть установлено равным, например, 1 мас. % или более и 50 мас. % или менее относительно общего количества эпоксидной смолы и акриловой смолы. Содержание также является таким же в случае, когда акриловая смола содержится в качестве акрил-модифицированной эпоксидной смолы или акрилового мономера.
[0064] В случае использования акриловой смолы, акриловая смола может использоваться в качестве акрил-модифицированной эпоксидной смолы, полученной привитой сополимеризацией акриловой смолы с эпоксидной смолой. В покрывающей композиции для листа электротехнической стали акриловая смола может содержаться в виде мономера, который образует акриловую смолу.
[0065] Примеры другого отвердителя включают латентные отвердители эпоксидной смолы, которые запускают реакцию отверждения при нагреве. Их конкретные примеры включают ароматические полиамины, ангидриды кислот, дициандиамиды, комплексы амина-трифторида бора, гидразиды органических кислот и т.п. В качестве другого отвердителя можно использовать один другой отвердитель отдельно, либо можно использовать два или более других отвердителя в комбинации.
[0066] Количество другого отвердителя в покрывающей композиции для листа электротехнической стали предпочтительно составляет 20 массовых частей или менее, а более предпочтительно 10 массовых частей или менее на 100 массовых частей эпоксидной смолы.
[0067] Обычно, когда гарантирована адгезионная прочность при высокой температуре, обладающие превосходной термостойкостью клеи на основе эпоксидной смолы имеют большой модуль Юнга вблизи нормальной температуры и прикладывают напряжение к стальным листам, ухудшая магнитные характеристики (магнитные потери в сердечнике). С другой стороны, термостойкость ухудшается, когда полимерные композиции обладают подходящей прочностью вблизи нормальной температуры. В настоящем варианте осуществления фенольная смола с любой одной или обеми из алкильной группы и алкоксильной группы, которая используется в качестве первого отвердителя, имеет низкий модуль упругости. Когда такой первый отвердитель смешивается с эпоксидной смолой в комбинации со вторым отвердителем, чрезмерное увеличение модуля упругости изоляционного покрытия подавляется. В результате уменьшается напряжение, которое придается стальным листам, а значит, могут быть получены шихтованные сердечники с превосходными магнитными характеристиками. Кроме того, поскольку фенольная смола имеет превосходную термостойкость, использование первого отвердителя и второго отвердителя в комбинации также улучшает термостойкость. Исходя из этих фактов, могут быть удовлетворены как магнитные характеристики, так и термостойкость.
[0068] Усадка при отверждении покрывающей композиции для листа электротехнической стали предпочтительно составляет 15% или менее, более предпочтительно 12% или менее, еще более предпочтительно 10% или менее, а особенно предпочтительно 8% или менее. Когда усадка при отверждении равна вышеописанному верхнему предельному значению или менее, легко уменьшить напряжение, которое придается стальным листам, и могут быть легко получены шихтованные сердечники с превосходными магнитными характеристиками. Усадку при отверждении измеряют по изменению толщины листа в соответствии со стандартом JIS K 6941.
[0069] Изоляционное покрытие 3 может быть сформировано, например, путем нанесения, сушки и обжига покрывающей композиции для листа электротехнической стали на поверхности стального листа-основы. Нижнее предельное значение достигаемой во время обжига температуры предпочтительно составляет 120°С или выше, а более предпочтительно 140°С или выше. Верхнее предельное значение достигаемой во время обжига температуры предпочтительно составляет 200°С или ниже, а более предпочтительно 180°С или ниже. Когда достигаемая температура равна вышеописанному нижнему предельному значению или выше, покрывающая композиция для листа электротехнической стали в достаточной степени сцепляется с листом электротехнической стали, и расслоение подавляется. Когда достигаемая температура равна вышеописанному верхнему предельному значению или ниже, можно подавлять отверждение эпоксидной смолы и поддерживать адгезионную способность покрывающей композиции для листа электротехнической стали.
[0070] Нижнее предельное значение времени обжига предпочтительно составляет пять секунд или дольше, а более предпочтительно 10 секунд или дольше. Верхнее предельное значение времени обжига предпочтительно составляет 60 секунд или менее, а более предпочтительно 30 секунд или менее. Когда время обжига равно вышеописанному нижнему предельному значению или более, покрывающая композиция для листа электротехнической стали в достаточной степени сцепляется с листом электротехнической стали, и расслоение подавляется. Когда время обжига равно вышеописанному верхнему предельному значению или менее, можно подавлять отверждение эпоксидной смолы и поддерживать адгезионную способность покрывающей композиции для листа электротехнической стали.
[0071] Верхнее и нижнее предельные значения средней толщины t1 изоляционного покрытия 3 могут устанавливаться, например, как описано ниже, с учетом случая, когда материал 1 используется в качестве листа 40 электротехнической стали. В случае, когда материал 1 используется в качестве листа 40 электротехнической стали, средняя толщина t1 изоляционного покрытия 3 (толщина, приходящаяся на одну поверхность листа 40 электротехнической стали (материала 1)) регулируется так, что могут быть обеспечены изоляционная характеристика и адгезионная способность между шихтуемыми друг на друга листами 40 электротехнической стали.
[0072] В случае изоляционного покрытия 3, выполненного в виде единственного слоя, средняя толщина t1 всего изоляционного покрытия 3 (толщина, приходящаяся на одну поверхность листа 40 электротехнической стали (материала 1)) может быть установлена, например, на 1,5 мкм или более и 8,0 мкм или менее. В случае изоляционного покрытия 3, выполненного в виде множества слоев, средняя толщина нижележащего изоляционного покрытия может быть установлена, например, на 0,3 мкм или более и 2,5 мкм или менее, а предпочтительно составляет 0,5 мкм или более и 1,5 мкм или менее. Средняя толщина лежащего сверху изоляционного покрытия может быть установлена, например, на 1,5 мкм или более и 8,0 мкм или менее. В качестве способа измерения средней толщины t1 изоляционного покрытия 3 в материале 1, при такой же концепции средней толщины t0 листа материала 1, измеряют толщины изоляционного покрытия 3 во множестве мест, и может быть получено среднее из этих толщин.
[0073] Разумеется, что верхнее и нижнее предельные значения средней толщины t1 изоляционного покрытия 3 в материале 1 также могут использоваться в качестве верхнего и нижнего предельных значений средней толщины t1 изоляционного покрытия 3 в листе 40 электротехнической стали.
[0074] В качестве способа измерения средней толщины t1 изоляционного покрытия 3 в листе 40 электротехнической стали применяется, например, следующий способ измерения. Например, среди множества листов электротехнической стали, которые образуют шихтованный сердечник, выбирают лист 40 электротехнической стали, который расположен крайним внешним в направлении шихтовки (лист 40 электротехнической стали, имеющий поверхность, открытую в направлении шихтовки). На поверхности выбранного листа 40 электротехнической стали выбирают заданное положение в радиальном направлении (например, положение точно в середине (центре) между внутренним периферийным краем и внешним периферийным краем листа 40 электротехнической стали). В выбранном положении толщину изоляционного покрытия 3 листа 40 электротехнической стали измеряют в четырех местах с равными интервалами в окружном направлении (т.е. через каждые 90 градусов вокруг центральной оси О). Среднее значение измеренных толщин в четырех местах может быть принято в качестве средней толщины t1 изоляционного покрытия 3.
[0075] Причина измерения средней толщины t1 изоляционного покрытия 3 в листе 40 электротехнической стали, который расположен крайним внешним в направлении шихтовки, как описано выше, состоит в том, что изоляционное покрытие 3 тщательно производится таким образом, что толщина изоляционного покрытия 3 почти не изменяется с положением шихтовки в направлении шихтовки листа 40 электротехнической стали.
[0076] Листы 40 электротехнической стали изготавливают путем штамповки материалов 1, как описано выше, а шихтованный сердечник (сердечник 21 статора или сердечник 31 ротора) изготавливают с использованием листов 40 электротехнической стали.
Способ шихтовки шихтованного сердечника
[0077] Далее будет снова описываться шихтованный сердечник. Множество листов 40 электротехнической стали, которые образуют сердечник 21 статора, шихтуют с размещенным между ними изоляционным покрытием 3, как показано на фиг. 3.
[0078] Смежные друг другу в направлении шихтовки листы 40 электротехнической стали склеиваются друг с другом по всем поверхностям с помощью изоляционного покрытия 3. Иными словами, поверхность листа 40 электротехнической стали в направлении шихтовки (далее называемая первой поверхностью) целиком образует клеевую зону 41а. При этом смежные друг другу в направлении шихтовки листы 40 электротехнической стали могут не склеиваться друг с другом по всем поверхностям. Иными словами, на первой поверхности листа 40 электротехнической стали могут присутствовать смешанным образом клеевая зона 41а и неклеевая зона (не показана).
[0079] В настоящем варианте осуществления множество листов электротехнической стали, которые образуют сердечник 31 ротора, скреплены друг с другом крепежными деталями 42 (шкантами), показанными на фиг. 1. Однако множество листов электротехнической стали, которые образуют сердечник 31 ротора, также могут иметь шихтованную структуру, в которой листы электротехнической стали скреплены изоляционными покрытиями 3, как в сердечнике 21 статора. Кроме того, шихтованный сердечник, такой как сердечник 21 статора или сердечник 31 ротора, может быть сформирован так называемой поворотной укладкой.
Способ изготовления шихтованного сердечника
[0080] Сердечник 21 статора изготавливают, например, с использованием производственного устройства 100, показанного на фиг. 7. Далее при описании способа изготовления сначала будет описано устройство 100 для производства шихтованного сердечника (далее называемое просто производственным устройством 100).
[0081] В производственном устройстве 100, материалу 1 постепенно придают форму листа 40 электротехнической стали путем выполнения многократной вырубки с помощью штампов, расположенных на каждой стадии, при подаче в направлении стрелки F с рулона 1А (листовой стали). Кроме того, вырубленные листы 40 электротехнической стали шихтуют и прессуют при нагревании. В результате смежные друг другу в направлении шихтовки листы 40 электротехнической стали склеиваются друг с другом с помощью изоляционных покрытий 3 (т.е. у части изоляционного покрытия 3, которая расположена в клеевой зоне 41а, вызывается проявление адгезионной способности), и выполняется адгезия.
[0082] Как показано на фиг. 7, производственное устройство 100 включает в себя множество стадий со станциями 110 вырубки. Число стадий со станциями 110 вырубки может составлять две или более. Каждая стадия со станцией 110 вырубки включает матрицу 111, расположенную под материалом 1, и штамп 112, расположенный над материалом 1.
[0083] Производственное устройство 100 дополнительно включает в себя станцию 140 шихтования в положении ниже по ходу от последней по ходу станции 110 вырубки. Эта станция 140 шихтования включает в себя нагревательное устройство 141, вырубную матрицу 142 для придания внешней формы, теплоизоляционный элемент 143, вырубной штамп 144 для придания внешней формы и пружину 145. Нагревательное устройство 141, вырубная матрица 142 для придания внешней формы и теплоизоляционный элемент 143 расположены под материалом 1. С другой стороны, вырубной штамп 144 для придания внешней формы и пружина 145 расположены над материалом 1. Ссылочная позиция 21 обозначает сердечник статора.
[0084] В производственном устройстве 100, выполненном описанным выше образом, сначала материал 1 последовательно подают с рулона 1А в направлении стрелки F на фиг. 7. Кроме того, на этом материале 1 последовательно выполняют штамповку множеством стадий со станциями 110 вырубки. Этой штамповкой придают показанную на фиг. 3 форму листа 40 электротехнической стали со спинкой 22 сердечника и множеством зубцов 23, полученных в материале 1. Однако, материал не полностью отштампован в этот момент и поэтому перемещается к следующему этапу в направлении стрелки F.
[0085] Кроме того, наконец, материал 1 подают на станцию 140 шихтования и вырубают вырубным штампом 144 для придания внешней формы, и вырубленные изделия точно шихтуют. При этой шихтовке лист 40 электротехнической стали воспринимает от пружины 145 определенное прижимающее усилие. Этап вырубки и этап шихтовки, которые были описаны выше, последовательно повторяют, за счет чего может быть уложено заданное число листов 40 электротехнической стали. Кроме того, шихтованный сердечник, образованный укладкой листов 40 электротехнической стали, как описано выше, нагревают, например, до температуры 200°С нагревательным устройством 141. Этот нагрев заставляет изоляционные покрытия 3 смежных друг другу листов 40 электротехнической стали склеиваться друг с другом (этап склеивания).
[0086] Условия для этапа склеивания конкретно не ограничены. Например, температура нагрева на этапе склеивания предпочтительно составляет от 120°С до 250°С. На время нагрева на этапе склеивания влияют размеры шихтованного сердечника или способ нагрева, но оно предпочтительно составляет, например, от 30 секунд до 120 минут. Кроме того, во время склеивания изоляционных покрытий 3 друг с другом изоляционные покрытия 3 могут склеиваться друг с другом при прессовании шихтованного пакета. Давление и время прессования в ходе прессования шихтованного пакета предпочтительно составляют, например, 2-300 МПа и от 30 секунд до 120 минут.
[0087] Нагревательное устройство 141 может не располагаться в вырубной матрице 142 для придания внешней формы. То есть листы 40 электротехнической стали, шихтованные с помощью вырубной матрицы 142 для придания внешней формы, могут быть вынуты наружу из вырубной матрицы 142 для придания внешней формы до того, как склеятся друг с другом. В этом случае теплоизоляционный элемент 143 может не присутствовать в вырубной матрице 142 для придания внешней формы. Кроме того, в этом случае уложенные листы 40 электротехнической стали, которые все еще должны склеиваться друг с другом, могут транспортироваться или нагреваться в состоянии удерживания зажатыми с обеих сторон в направлении шихтовки зажимными приспособлениями (не показаны). Изготовление сердечника 21 статора завершается вышеописанными отдельными этапами.
[0088] Как описано выше, в настоящем изобретении изоляционное покрытие формируется на поверхности листа электротехнической стали с помощью покрывающей композиции для листа электротехнической стали, в которой скомбинированы в конкретных пропорциях эпоксидная смола, первый отвердитель и второй отвердитель. Поэтому можно удовлетворить как превосходным магнитным характеристикам шихтованного сердечника (магнитным потерям в сердечнике), так и превосходной термостойкости, позволяющей поддерживать адгезионную прочность между листами электротехнической стали даже в высокотемпературном состоянии, когда шихтованный сердечник находится в работе.
[0089] Технический объем настоящего изобретения не ограничен вышеописанным вариантом осуществления, и в пределах объема сущности настоящего изобретения в него может вноситься множество модификаций. Форма сердечника статора не ограничена формой, описанной в этом варианте осуществления. Конкретно, размеры внешнего диаметра и внутреннего диаметра и толщина шихтовки сердечника статора, число пазов, соотношение размеров зубца между окружным направлением и радиальным направлением, соотношение размеров в радиальном направлении между зубцом и спинкой сердечника и т.п. могут произвольно проектироваться в зависимости от желаемых характеристик вращающихся электрических машин.
[0090] В роторе в этом варианте осуществления один набор из двух постоянных магнитов 32 образует один магнитный полюс, но настоящее изобретение не ограничено этой разновидностью. Например, один постоянный магнит 32 может образовывать один магнитный полюс, или три или более постоянных магнитов 32 могут образовывать один магнитный полюс.
[0091] В этом варианте осуществления в качестве вращающейся электрической машины 10 в качестве примера описан электродвигатель с возбуждением постоянными магнитами, но конструкция вращающейся электрической машины 10 не ограничена только этим, как предоставлено в качестве иллюстративных примеров ниже, и, кроме того, также можно применять множество самых разных хорошо известных конструкций, которые не представлены в качестве иллюстративных примеров ниже. В этом варианте осуществления в качестве вращающейся электрической машины 10 в качестве примера описан электродвигатель с возбуждением постоянными магнитами, но настоящее изобретение не ограничено только этим. Например, вращающаяся электрическая машина 10 может быть электродвигателем реактивного типа или электродвигателем с возбуждением электромагнитами (электродвигатель с обмоткой возбуждения). В этом варианте осуществления в качестве электродвигателя переменного тока в качестве примера описан синхронный электродвигатель, но настоящее изобретение не ограничено этим. Например, вращающаяся электрическая машина 10 может быть индукционным электродвигателем. В этом варианте осуществления в качестве вращающейся электрической машины 10 в качестве примера описан электродвигатель переменного тока, но настоящее изобретение не ограничено этим. Например, вращающаяся электрическая машина 10 может быть электродвигателем постоянного тока. В этом варианте осуществления в качестве вращающейся электрической машины 10 в качестве примера описан электродвигатель, но настоящее изобретение не ограничено этим. Например, вращающаяся электрическая машина 10 может быть электрогенератором.
[0092] Дополнительно, можно надлежащим образом заменять любой из конструктивных элементов в этом варианте осуществления иным хорошо известным конструктивным элементом в пределах объема сущности настоящего изобретения, и вышеописанные примеры модификаций могут быть надлежащим образом скомбинированы друг с другом.
Примеры
[0093] Далее с использованием примеров будет подробно описан эффект одного аспекта настоящего изобретения, но условия в примерах являются просто примерами условий, применяемых для подтверждения осуществимости и эффекта настоящего изобретения, и настоящее изобретение не ограничено последующим описанием. Настоящее изобретение позволяет применять множество самых разных условий в пределах объема сущности настоящего изобретения при условии, что цель настоящего изобретения достигается.
[0094] Исходные материалы
Будут показаны исходные материалы, используемые в примерах.
Эпоксидные смолы
Е1: Эпоксидная смола типа бисфенола А
Е2: Эпоксидная смола типа бисфенола F
Е3: Эпоксидная смола трифенилметанового типа
[0095] Первые отвердители
А1: Алкилфенольная смола (структурное звено (а-1), R1: атом водорода, R2 (мета-положение): -(СН2)3СН3, х=1, Mw=7000)
А2: Алкилфенольная смола (структурное звено (а-1), R1: атом водорода, R2 (мета-положение): -(СН2)8СН3, х=2, Mw=3000)
A3: Алкоксифенольная смола (структурное звено (а-3), R6: атом водорода, R7: атом водорода, R8 (мета-положение): -O-С(СН3)2-СН2СНз, z=1, R9: атом водорода, Mw=14000)
[0096] Вторые отвердители
H1: Фенол-резольная смола
Н2: Фенол-новолачная смола
Отвердитель (предмет сравнения)
В1: Диаминодифенилметан
[0097] Смешиваемые агенты
M1: Акриловая смола (звено метилметакрилата: звено изобутилакрилата: звено стирола: звено 2-этилгексилакрилата (мольные доли)=40:20:20:10, температура стеклования: 32°С)
М2: Акриловая смола (звено метилметакрилата: звено н-бутилакрилата (мольное отношение)=55:45, температура стеклования: 10°С)
[0098] Магнитная характеристика
Из полосы электротехнической стали по каждому примеру вырезали прямоугольные листы электротехнической стали с размерами 55 мм × 55 мм (одиночные листы), и 10 листов электротехнической стали шихтовали и склеивали друг с другом при условиях температуры стальных листов 200°С, давления 10 МПа и времени прессования один час, тем самым получая шихтованный сердечник. У полученного шихтованного сердечника методом измерения магнитных свойств одиночного листа в соответствии со стандартом JIS С 2556 (2015) измеряли магнитные характеристики одиночных листов в направлении прокатки и направлении под прямым углом относительно направления прокатки, и среднее значение этих значений принимали в качестве магнитной характеристики. В качестве магнитной характеристики (магнитного свойства) оценивали «W10/400» (Вт/кг) в качестве магнитных потерь. «W10/400» - это магнитные потери, когда частота составляет 400 Гц, а максимальная магнитная индукция составляет 1,0 Тл.
[0099] Адгезионная прочность
Из полосы электротехнической стали по каждому примеру вырезали два продолговатых листа электротехнической стали (одиночных листа), которые имели ширину 30 мм и длину 60 мм. Затем на их поверхности наносили покрывающую композицию для листа электротехнической стали, и концевые части шириной 30 мм и длиной 10 мм соответствующих листов электротехнической стали перекрывали и спрессовывали, тем самым получая образец для измерений. В качестве условий прессования температуру стального листа устанавливали на 200°С, давление устанавливали на 10 МПа, а время прессования устанавливали на один час. Полученный образец растягивали со скоростью растяжения 2 мм/минуту в атмосфере, причем температура атмосферы составляла 25°С или 150°С, измеряли максимальную нагрузку (Н), прикладываемую до тех пор, пока два одиночных листа не отслаивались друг от друга, и числовое значение, полученное делением этой максимальной нагрузки (Н) на площадь сцепления (склеивания), принимали за адгезионную прочность (МПа).
[0100] Усадка при отверждении
Покрывающую композицию для листа электротехнической стали наносили на поверхность листа электротехнической стали по каждому примеру и измеряли усадку при отверждении. Усадку при отверждении измеряли по изменению толщины листа в соответствии со стандартом JIS К 6941.
[0101] Определение
Для каждого примера выполняли определение по следующим стандартам. Малые магнитные потери означают, что подавляется деформация напряжения, которая придается листам электротехнической стали. Результаты измерений и результаты определения показаны в таблице 2. В таблице подчеркнуты значения, находящиеся за пределами объема изобретения.
[0102] Стандарты
«Хорошо»: адгезионная прочность при 25°С составляла 5,0 МПа или более, адгезионная прочность при 150°С составляла 1,0 МПа или более, и магнитная характеристика составляла менее 12,0 Вт/кг. Что касается магнитной характеристики, то более предпочтительным является 11,5 Вт/кг или менее.
«Плохо»: адгезионная прочность при 25°С составляла менее 5,0 МПа, адгезионная прочность при 150°С составляла менее 1,0 МПа или магнитная характеристика составляла 12,0 Вт/кг или более.
Пример 1
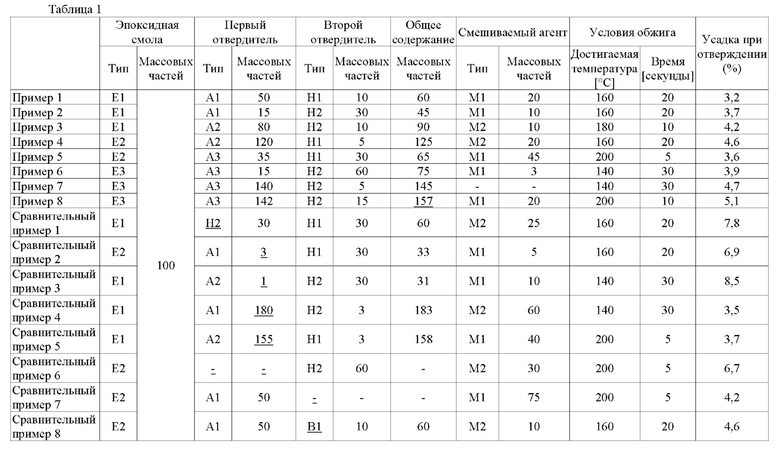
[0103] В качестве стального листа-основы использовали лист изотропной электротехнической стали толщиной 0,25 мм и шириной 100 мм, состоящий из, в мас. %, Si: 3,0%, Mn: 0,2%, Al: 0,5%, а остальное - Fe и примеси. Отдельные компоненты, показанные в таблице 1, смешивали друг с другом, приготавливая покрывающую композицию для листа электротехнической стали. Полученную покрывающую композицию для листа электротехнической стали наносили на поверхность стального листа-основы и обжигали при 160°С в течение 20 секунд, тем самым получая полосу электротехнической стали, имеющую изоляционные покрытия со средней толщиной 3 мкм.
Примеры 2-8, сравнительные примеры 1-8
[0104] Полосы электротехнической стали получали таким же образом, как в примере 1, за исключением того, что состав и условия обжига покрывающей композиции для листа электротехнической стали изменяли, как показано в таблице 1.
[0105] Состав и условия обжига покрывающей композиции для листа электротехнической стали по каждому примеру показаны в таблице 1. Результаты оценки магнитной характеристики (магнитного свойства) и адгезионная прочность по каждому примеру показаны в таблице 2.
[0106]
[0107]

[0108] Как показано в таблице 2, в примерах 1-8, в которых эпоксидная смола, первый отвердитель и второй отвердитель скомбинированы в конкретных пропорциях, достаточная адгезионная прочность обеспечивалась даже при 150°С, термостойкость была превосходной, и, кроме того, магнитные характеристики также были превосходными. С другой стороны, в сравнительных примерах 1 и 6, в которых первый отвердитель не содержался, сравнительных примерах 2-5, в которых количество первого отвердителя находилось за пределами объема настоящего изобретения, и сравнительных примерах 7 и 8, в которых второй отвердитель не содержался, как термостойкость, так и магнитные характеристики не могли быть удовлетворены.
Промышленная применимость
[0109] Согласно настоящему изобретению можно удовлетворять как термостойкости, так и магнитным характеристикам шихтованных сердечников. Поэтому настоящее изобретение имеет значительную промышленную применимость.
Краткое описание ссылочных позиций
[0110] 1 - материал, 2 - стальной лист-основа, 3 - изоляционное покрытие, 10 - вращающаяся электрическая машина, 20 - статор, 21 - сердечник статора, 40 - лист электротехнической стали.




Настоящее изобретение относится к покрывающей композиции для листа электротехнической стали, содержащей: эпоксидную смолу; первый отвердитель, состоящий из фенольной смолы, включающей фенольный каркас с любой или обеими из алкильной группы и алкоксильной группы; и один или более второй отвердитель, выбранный из фенол-резольной смолы и фенол-новолачной смолы, при этом количество первого отвердителя составляет 5 массовых частей или более и 150 массовых частей или менее на 100 массовых частей эпоксидной смолы. Также изобретение относится к листу электротехнической стали, содержащему на поверхности изоляционное покрытие, содержащее такую покрывающую композицию, к шихтованному сердечнику, содержащему множество таких листов электротехнической стали, которые шихтованы и склеены друг с другом, а также к вращающейся электрической машине, содержащей такой шихтованный сердечник. Технический результат – обеспечение как превосходных магнитных характеристик, так и превосходной термостойкости листа электротехнической стали, достаточно высокой, чтобы поддержать достаточную адгезионную прочность между листами электротехнической стали даже в высокотемпературном состоянии, когда шихтованные сердечники, содержащие множество таких листов электротехнической стали, находятся в работе во вращающейся электрической машине. 4 н. и 3 з.п. ф-лы, 7 ил., 2 табл., 16 пр. 
1. Покрывающая композиция для листа электротехнической стали, содержащая:
эпоксидную смолу;
первый отвердитель, состоящий из фенольной смолы, включающей фенольный каркас с любой или обеими из алкильной группы и алкоксильной группы; и
один или более второй отвердитель, выбранный из фенол-резольной смолы и фенол-новолачной смолы,
при этом количество первого отвердителя составляет 5 массовых частей или более и 150 массовых частей или менее на 100 массовых частей эпоксидной смолы.
2. Покрывающая композиция для листа электротехнической стали по п. 1, в которой первый отвердитель состоит из фенольной смолы, включающей фенольный каркас с любой или обеими из алкильной группы с двумя или более атомами углерода и алкоксильной группы с двумя или более атомами углерода.
3. Покрывающая композиция для листа электротехнической стали по п. 1 или 2, в которой общее количество первого отвердителя и второго отвердителя составляет 10 массовых частей или более и 155 массовых частей или менее на 100 массовых частей эпоксидной смолы.
4. Покрывающая композиция для листа электротехнической стали по п. 1 или 2, в которой усадка при отверждении составляет 15% или менее.
5. Лист электротехнической стали, содержащий на поверхности изоляционное покрытие, содержащее покрывающую композицию для листа электротехнической стали по любому из пп. 1-4.
6. Шихтованный сердечник, в котором множество листов электротехнической стали по п. 5 шихтованы и склеены друг с другом.
7. Вращающаяся электрическая машина, содержащая шихтованный сердечник по п. 6.
| WO 2015029828 A1, 05.03.2015 | |||
| JP 2000336487 A, 05.12.2000 | |||
| JPH 11193476 A, 21.07.1999 | |||
| JPH 0824779 A, 30.01.1996 | |||
| ТЕРМОСТОЙКОЕ КЛЕЯЩЕЕ ИЗОЛЯЦИОННОЕ ПОКРЫТИЕ И ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ТАКИМ ПОКРЫТИЕМ, МАГНИТНЫЙ СЕРДЕЧНИК, ГДЕ ИСПОЛЬЗУЕТСЯ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2357994C2 |
