ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к покрывающей композиции для листа электротехнической стали, листу электротехнической стали с покрытой адгезивом поверхностью и шихтованному сердечнику. Приоритет испрашивается по японской патентной заявке №2020-104233, поданной 17 июня 2020 г., содержание которой включено в настоящий документ посредством ссылки.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] Обычно, в случае сборки шихтованного сердечника, такого как в двигателе или трансформаторе, использующем листы электротехнической стали, единичные железные сердечники изготавливают путем резки или вырубки заготовок, а затем единичные железные сердечники шихтуют и прочно фиксируют болтовым соединением, обжатием, сваркой или склеиванием, тем самым получая шихтованный сердечник. В способе прочной фиксации, таком как обжатие или сварка, шихтованному сердечнику придается механическая деформация или термическая деформация, а значит, имеются случаи, когда магнитные потери в сердечнике ухудшаются.
[0003] В отношении такой проблемы, например, в патентных документах 1-3 были предложны способы склеивания, в которых используется изоляционное покрытие, проявляющее адгезионную способность при нагреве и/или воздействии давлением (покрывающая композиция для листа электротехнической стали).
[Список цитированных документов]
[Патентная документация]
[0004] Патентный документ 1: не прошедшая экспертизу японская патентная заявка, первая публикациям 2000-173816
Патентный документ 2: Международная публикация заявки РСТ №WO2004/070080
[Патентный документ 3: не прошедшая экспертизу японская патентная заявка, первая публикация №2017-011863
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Проблемы, решаемые изобретением
[0005] Шихтованным сердечникам, в которых единичные железные сердечники склеены вместе с помощью изоляционных покрытий, не придается механическая или термическая деформация, и поэтому они являются превосходными по магнитным потерям в сердечнике. Однако, в последние годы, имеется потребность в дополнительном улучшении эффективности двигателя и потребовалось дополнительное снижение магнитных потерь в сердечнике.
[0006] Уменьшение толщины листа электротехнической стали было эффективным для снижения магнитных потерь в сердечнике. Однако, поскольку уменьшение толщины листа сопровождается уменьшением модуля Юнга листа электротехнической стали, необходимо препятствовать тому, чтобы деформация напряжения, которая является причиной ухудшения магнитных потерь в сердечнике, сообщалась листу электротехнической стали. Кроме того, в таких применениях, как электромобили, требуется высокая термостойкость, но изоляционные покрытия, которые не сообщают деформацию напряжения листам электротехнической стали, обычно являются мягкими и имеют плохую термостойкость.
[0007] Настоящее изобретение было создано с учетом вышеописанных обстоятельств, и цель настоящего изобретения состоит в том, чтобы предоставить покрывающую композицию для листа электротехнической стали, лист электротехнической стали с покрытой адгезивом поверхностью и шихтованный сердечник, которые способны дополнительно подавлять придаваемую листам электротехнической стали деформацию напряжения и имеют достаточно высокую термостойкость, чтобы сохранять адгезионную прочность даже при выделении тепла из двигателей.
Средства для решения проблемы
[0008] Чтобы решить вышеописанные проблемы, настоящее изобретение предлагает следующие средства.
[1] Покрывающая композиция для листа электротехнической стали в соответствии с аспектом настоящего изобретения содержит эпоксидную смолу, фенольный отвердитель (А) и один или более аминных отвердителей (В), выбранных из ароматического амина и дициандиамида, причем количество фенольного отвердителя (А) составляет 1-40 массовых частей на 100 массовых частей эпоксидной смолы, а количество аминных отвердителей (В) составляет 0,5-5 массовых частей на 100 массовых частей эпоксидной смолы.
[2] Покрывающая композиция для листа электротехнической стали по пункту [1], в которой массовое отношение, представленное как [количество фенольного отвердителя (А)]/[количество аминных отвердителей (В)], может составлять от 1 до 20.
[3] Лист электротехнической стали с покрытой адгезивом поверхностью в соответствии с аспектом настоящего изобретения имеет на поверхности изоляционное покрытие, содержащее покрывающую композицию для листа электротехнической стали по пункту [1] или [2], в котором толщина составляет 0,65 мм или менее.
[4] Шихтованный сердечник в соответствии с аспектом настоящего изобретения образован шихтованием двух или более листов электротехнической стали с покрытой адгезивом поверхностью по пункту [3].
Эффекты изобретения
[0009] В соответствии с вышеописанными аспектами настоящего изобретения возможно предоставить покрывающую композицию для листа электротехнической стали, лист электротехнической стали с покрытой адгезивом поверхностью и шихтованный сердечник, которые способны дополнительно подавлять придаваемую листам электротехнической стали деформацию напряжения и имеют достаточно высокую термостойкость, чтобы сохранять адгезионную прочность даже при выделении тепла из двигателей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] Фиг. 1 является видом в разрезе вращающейся электрической машины, включающей в себя шихтованный сердечник в соответствии с первым вариантом осуществления настоящего изобретения.
Фиг. 2 является видом сбоку шихтованного сердечника, показанного на фиг. 1.
Фиг. 3 является видом в сечении по линии А-А на фиг. 2.
Фиг. 4 является видом сверху материала для формирования шихтованного сердечника, показанного на фиг. 1.
Фиг. 5 является видом в сечении по линии В-В на фиг. 4.
Фиг. 6 является увеличенным видом части С на фиг. 5.
Фиг. 7 является видом сбоку производственного устройства, используемого для изготовления шихтованного сердечника, показанного на фиг. 1.
ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0011] Далее будут описаны шихтованный сердечник в соответствии с вариантом осуществления настоящего изобретения, вращающаяся электрическая машина, включающая в себя этот шихтованный сердечник, и материал, образующий этот шихтованный сердечник. В настоящем варианте осуществления в качестве примера вращающейся электрической машины будет описан электродвигатель, конкретно электродвигатель переменного тока, более конкретно синхронный электродвигатель, а еще более конкретно электродвигатель с возбуждением постоянными магнитами. Этот тип электродвигателя предпочтительно применяется, например, в электромобилях.
[0012] Кроме того, числовые ограничивающие диапазоны, выраженные ниже с использованием дефиса «-», включают в себя нижнее предельное значение и верхнее предельное значение. Числовые значения, выраженные с предшествующим словом «менее» или «более», не включены в числовые диапазоны.
[0013] Как показано на фиг. 1, вращающаяся электрическая машина 10 включает в себя статор 20, ротор 30, кожух 50 и вращающийся вал 60. Статор 20 и ротор 30 размещены в кожухе 50. Статор 20 закреплен в кожухе 50. В настоящем варианте осуществления в качестве вращающейся электрической машины 10 используется машина с внутренним ротором, в которой ротор 30 расположен радиально внутри статора 20. Однако в качестве вращающейся электрической машины 10 может быть использована машина с внешним ротором, в которой ротор 30 расположен снаружи статора 20. Кроме того, в настоящем варианте осуществления вращающаяся электрическая машина 10 представляет собой трехфазный двигатель переменного тока с 12 полюсами и 18 пазами. Однако число полюсов, число пазов, число фаз и тому подобное могут изменяться соответствующим образом. Вращающаяся электрическая машина 10 может вращаться со скоростью вращения 1000 оборотов в минуту (об/мин) при подаче на каждую фазу тока возбуждения, например, с эффективным значением 10 А и частотой 100 Гц.
[0014] Статор 20 включает в себя клеено-шихтованный сердечник 21 для статора (далее - сердечник статора) и обмотку, не показанную на чертеже. Сердечник 21 статора включает в себя кольцеобразную спинку 22 сердечника и множество зубчатых частей (зубцов) 23. В последующем направление вдоль центральной оси О сердечника 21 статора (или спинки 22 сердечника) упоминается как осевое направление, радиальное направление (направление, ортогональное центральной оси О) сердечника 21 статора (или спинки 22 сердечника) упоминается как радиальное направление, а направление по окружности (направление вокруг центральной оси О) сердечника 21 статора (или спинки 22 сердечника) упоминается как окружное направление.
[0015] Спинка 22 сердечника выполнена с кольцевой формой на виде сверху статора 20 при наблюдении в осевом направлении. Множество зубцов 23 выступают от внутренней периферии спинки 22 сердечника в направлении радиально внутрь (к центральной оси О спинки 22 сердечника в радиальном направлении). Множество зубцов 23 расположены с равными угловыми интервалами в окружном направлении. В настоящем варианте осуществления предусмотрены 18 зубцов 23 через каждые 20 градусов центрального угла вокруг центральной оси О. Множество зубцов 23 сформированы во взаимно эквивалентных формах и с взаимно эквивалентными размерами. Соответственно, множество зубцов 23 имеют взаимно одинаковые размеры по толщине. Обмотка намотана вокруг зубцов 23. Обмотка может быть концентричной обмоткой или распределенной обмоткой.
[0016] Ротор 30 расположен радиально внутри статора 20 (сердечника 21 статора). Ротор 30 включает в себя сердечник 31 ротора и множество постоянных магнитов 32. Сердечник 31 ротора образован с круглой (кольцевой) формой и расположен концентрично статору 20. Вращающийся вал 60 расположен в сердечнике 31 ротора. Вращающийся вал 60 прикреплен к сердечнику 31 ротора. Множество постоянных магнитов 32 прикреплены к сердечнику 31 ротора. В настоящем варианте осуществления один набор из двух постоянных магнитов 32 образует один магнитный полюс. Множество постоянных магнитов 32 расположены с равными угловыми интервалами в окружном направлении. В настоящем варианте осуществления предусмотрены 12 наборов постоянных магнитов 32 (всего 24 постоянных магнита) через каждые 30 градусов центрального угла вокруг центральной оси О.
[0017] В настоящем варианте осуществления в качестве электродвигателя с возбуждением постоянными магнитами принят двигатель со встроенными магнитами. В сердечнике 31 ротора образовано множество сквозных отверстий 33, проходящих сквозь сердечник 31 ротора в осевом направлении. Множество сквозных отверстий 33 предусмотрены соответствующими расположению множества постоянных магнитов 32. Каждый постоянный магнит 32 прикреплен к сердечнику 31 ротора в состоянии, в котором он расположен в соответствующем сквозном отверстии 33. Прикрепление каждого постоянного магнита 32 к сердечнику 31 ротора может быть реализовано, например, склеиванием наружной поверхности постоянного магнита 32 и внутренней поверхности сквозного отверстия 33 посредством адгезива. В качестве электродвигателя с возбуждением постоянными магнитами может использоваться двигатель с поверхностными постоянными магнитами вместо двигателя со встроенными магнитами.
[0018] Как сердечник 21 статора, так и сердечник 31 ротора представляют собой шихтованные сердечники. Например, сердечник 21 статора образован шихтованием множества листов 40 электротехнической стали (листов электротехнической стали с покрытой адгезивом поверхностью) в направлении шихтовки, как показано на фиг. 2. Толщина шихтовки (полная длина вдоль центральной оси О) каждого из сердечника 21 статора и сердечника 31 ротора равна, например, 50,0 мм. Наружный диаметр сердечника 21 статора задан равным, например, 250,0 мм. Внутренний диаметр сердечника 21 статора задан равным, например, 165,0 мм. Наружный диаметр сердечника 31 ротора задан равным, например, 163,0 мм. Внутренний диаметр сердечника 31 ротора задан равным, например, 30,0 мм. Однако эти значения приведены только для примера, и толщина шихтовки, наружный диаметр или внутренний диаметр сердечника 21 статора и толщина шихтовки, наружный диаметр и внутренний диаметр сердечника 31 ротора не ограничены этими значениями. При этом внутренний диаметр сердечника 21 статора основан на концевых частях зубцов 23 в сердечнике 21 статора. То есть, внутренний диаметр сердечника 21 статора является диаметром мнимой окружности, вписанной в концевые части всех зубцов 23.
[0019] Каждый из листов 40 электротехнической стали, образующих сердечник 21 статора и сердечник 31 ротора, формируется, например, штамповкой материала 1, как показано на фиг. 4-6, или тому подобного. Материал 1 представляет собой стальной лист (лист электротехнической стали), который служит основой листа 40 электротехнической стали. Примеры материала 1 включают стальной лист в форме полосы (полосу электротехнической стали), резаный по длине лист или тому подобное.
[0020] Хотя предметом текущего описания является шихтованный сердечник, ниже будет описан материал 1. В настоящем описании имеется случай, когда стальной лист в форме полосы, который служит основой листа 40 электротехнической стали, упоминается как материал 1. Имеется случай, когда стальной лист, сформированный в используемой в шихтованном сердечнике форме путем штамповки материала 1, упоминается как лист 40 электротехнической стали.
[0021] Материалом 1 манипулируют в состоянии, в котором он смотан в рулон 1А. В настоящем варианте осуществления в качестве материала 1 используется лист изотропной электротехнической стали. В качестве листа изотропной электротехнической стали может использоваться полоса изотропной электротехнической стали в соответствии со стандартом JIS С 2552:2014. Однако, в качестве материала 1 вместо листа изотропной электротехнической стали может использоваться лист анизотропной электротехнической стали. В качестве листа анизотропной электротехнической стали в этом случае может использоваться полоса анизотропной электротехнической стали в соответствии со стандартом JIS С 2553:2019. Кроме того, может использоваться тонкая полоса изотропной электротехнической стали или тонкая полоса анизотропной электротехнической стали в соответствии со стандартом JIS С 2558:2015.
[0022] Верхнее и нижнее предельные значения средней толщины t0 листа материала 1 установлены, например, как описано ниже, с учетом случая, когда материал 1 используется как лист 40 электротехнической стали. По мере того как материал 1 становится тоньше, затраты на изготовление материала 1 увеличиваются. Поэтому, с учетом затрат на изготовление, нижнее предельное значение средней толщины t0 листа материала 1 равно 0,10 мм, предпочтительно 0,15 мм, а более предпочтительно 0,18 мм. С другой стороны, если материал 1 слишком толстый, затраты на изготовление становятся благоприятными; однако в случае, когда материал 1 используется как лист 40 электротехнической стали, потери на вихревые токи увеличиваются, и магнитные потери в сердечнике ухудшаются. Поэтому, с учетом магнитных потерь в сердечнике и затрат на изготовление, верхнее предельное значение средней толщины t0 листа материала 1 равно 0,65 мм, предпочтительно 0,35 мм, а более предпочтительно 0,30 мм. Например, значение 0,20 мм может удовлетворять вышеописанному диапазону средней толщины t0 листа материала 1.
[0023] Средняя толщина t0 листа материала 1 включает в себя не только толщину стального листа-основы 2, как описано ниже, но и толщину изоляционного покрытия 3. Кроме того, способ измерения средней толщины t0 листа материала 1 представляет собой, например, описанный ниже способ измерения. Например, в случае, когда материал 1 смотан в форме рулона 1А, по меньшей мере часть материала 1 разматывается в форме плоского листа. В материале 1, размотанном в форме плоского листа, выбирается заданное положение в продольном направлении материала 1 (например, положение, удаленное от одного торцевого края материала 1 в продольном направлении на 10% полной длины материала 1). В этом выбранном положении материал 1 разделяется на пять областей в направлении по его ширине. Толщина листа материала 1 измеряется в четырех местах, которые становятся границами этих пяти областей. Среднее значение толщин листа в четырех местах может быть определено как средняя толщина t0 листа материала 1.
[0024] Нет нужды говорить, что верхнее и нижнее предельные значения средней толщины t0 листа материала 1 могут также использоваться как верхнее и нижнее предельные значения средней толщины t0 листа 40 электротехнической стали. В качестве способа измерения средней толщины t0 листа 40 электротехнической стали приведен, например, следующий способ измерения. Например, толщину шихтовки шихтованного сердечника измеряют в четырех местах с равными интервалами в окружном направлении (то есть каждые 90 градусов вокруг центральной оси О). Каждую из толщин шихтовки, измеренных в четырех местах, делят на число шихтованных листов 40 электротехнической стали, тем самым вычисляя толщину, приходящуюся на один лист. Среднее значение толщин листа в четырех местах может быть определено как средняя толщина t0 листа 40 электротехнической стали.
[0025] Как показано на фиг. 5 и фиг. 6, материал 1 включает в себя стальной лист-основу 2 и изоляционные покрытия 3. Материал 1 сформирован покрыванием обеих поверхностей стального листа-основы 2 в форме полосы изоляционными покрытиями 3. В настоящем варианте осуществления большая часть материала 1 образована из стального листа-основы 2, а на поверхности стального листа-основы 2 нанесены изоляционные покрытия 3, более тонкие, чем стальной лист-основа 2.
[0026] Химический состав стального листа-основы 2 содержит, в мас. %, от 2,5% до 4,5% Si, как описано ниже. Когда химический состав находится в этом диапазоне, можно установить предел текучести материала 1 (листа 40 электротехнической стали), например, на 380 МПа или более и 540 МПа или менее.
[0027] Si: от 2,5% до 4,5%
Аl: от 0,001% до 3,0%
Мn: от 0,05% до 5,0%
Остальное: Fe и примеси
[0028] Когда материал 1 используется в качестве листа 40 электротехнической стали, изоляционное покрытие 3 проявляет изоляционную характеристику между смежными друг другу в направлении шихтовки листами 40 электротехнической стали. Кроме того, в настоящем варианте осуществления изоляционное покрытие 3 обладает адгезионной способностью и склеивает смежные друг другу в направлении шихтовки листы 40 электротехнической стали. Изоляционное покрытие 3 может быть выполнено в виде единственного слоя или множества слоев. Более конкретно, например, изоляционное покрытие 3 может быть выполнено в виде единственного слоя, обладающего как изоляционной характеристикой, так и адгезионной способностью, или может быть выполнено в виде множества слоев, включающих нижележащее изоляционное покрытие, обладающее превосходной изоляционной характеристикой, и лежащее сверху изоляционное покрытие, обладающее превосходной адгезионной характеристикой. Термин «адгезионная способность изоляционного покрытия 3» в настоящем варианте осуществления означает способность проявлять адгезионную прочность заданного или более высокого значения при заданных температурных условиях в шихтованном пакете, состоящем из множества шихтованных листов 40 электротехнической стали с расположенным между ними изоляционным покрытием 3.
[0029] В настоящем варианте осуществления изоляционные покрытия 3 полностью покрывают обе поверхности стального листа-основы 2 без промежутков. Однако, некоторые из изоляционных покрытий 3 могут покрывать обе поверхности стального листа-основы 2 с промежутком при условии, что обеспечивается вышеописанная изоляционная характеристика или адгезионная способность. Иными словами, некоторые из изоляционных покрытий 3 могут быть предусмотрены прерывисто на поверхности стального листа-основы 2. Однако, для обеспечения изоляционной характеристики необходимо, чтобы обе поверхности стального листа-основы 2 были покрыты изоляционными покрытиями 3 так, чтобы обе поверхности стального листа-основы 2 не были открыты. Конкретно, в случае, когда изоляционное покрытие 3 не имеет нижележащего изоляционного покрытия, обладающего превосходной изоляционной характеристикой, и выполнено в виде единственного слоя, обладающего как изоляционной характеристикой, так и адгезионной способностью, изоляционное покрытие 3 должно быть сформировано по всей поверхности стального листа-основы 2 без промежутков. Напротив, в случае, когда изоляционное покрытие 3 выполнено в виде множества слоев, включающих нижележащее изоляционное покрытие, обладающее превосходной изоляционной характеристикой, и лежащее сверху изоляционное покрытие, обладающее превосходной адгезионной способностью, и изоляционная характеристика, и адгезионная способность являются удовлетворительными не только тогда, когда нижележащее изоляционное покрытие и лежащее сверху изоляционное покрытие сформированы на всей поверхности стального листа-основы 2 без промежутков, но и тогда, когда нижележащее изоляционное покрытие сформировано на всей поверхности стального листа-основы без промежутка, а лежащее сверху изоляционное покрытие обеспечено прерывисто.
[0030] Покрывающая композиция, составляющая нижележащее изоляционное покрытие, конкретно не ограничена, но может использоваться, например, обычный реагент для обработки, такой как содержащий хромовую кислоту реагент для обработки или содержащий фосфорную кислоту реагент для обработки.
[0031] Изоляционное покрытие, обладающее адгезионной способностью, формируют путем нанесения описываемой ниже покрывающей композиции для листа электротехнической стали на стальной лист-основу. Изоляционное покрытие, обладающее адгезионной способностью, представляет собой, например, изоляционное покрытие, выполненное в виде единственного слоя, обладающего изоляционной характеристикой и адгезионной способностью, или лежащее сверху изоляционное покрытие, которое обеспечено на нижележащем изоляционном покрытии. Изоляционное покрытие, обладающее адгезионной способностью, находится в неотвержденном состоянии или полуотвержденном состоянии (стадия В) перед связыванием при нагреве и давлении во время изготовления шихтованного сердечника и проявляет адгезионную способность за счет нагревания во время связывания при нагреве и давлении, что заставляет протекать реакцию отверждения.
[0032] Изоляционное покрытие 3 содержит покрывающую композицию для листа электротехнической стали по настоящему варианту осуществления. Покрывающая композиция для листа электротехнической стали содержит эпоксидную смолу и отвердитель эпоксидной смолы.
[0033] Эпоксидная смола может быть использована без конкретных ограничений, при условии, что эпоксидная смола имеет две или более эпоксидных группы в молекуле. Примеры такой эпоксидной смолы включают эпоксидную смолу типа бисфенола А, эпоксидную смолу типа бисфенола F, эпоксидную смолу типа трифенилметана, эпоксидную смолу фенол-новолачного типа, эпоксидную смолу крезол-новолачного типа, алициклическую эпоксидную смолу, эпоксидную смолу типа глицидилового сложного эфира, эпоксидную смолу типа глицидиламина, эпоксидную смолу типа гидантоина, эпоксидную смолу типа изоцианурата, модифицированную акриловой кислотой эпоксидную смолу (эпоксиакрилат), фосфорсодержащую эпоксидную смолу, их галогениды или их гидрогенизированные продукты (бромированную эпоксидную смолу и т.п.) и тому подобное. Эти эпоксидные смолы могут быть использованы по отдельности, или же две или более эпоксидных смолы могут использоваться в комбинации.
[0034] Количество эпоксидной смолы составляет, например, предпочтительно 30-90 мас. %, более предпочтительно 40-80 мас. %, а еще более предпочтительно 50-70 мас. % от общей массы покрывающей композиции для листа электротехнической стали. Когда количество эпоксидной смолы равно вышеописанному нижнему предельному значению или больше, адгезионная прочность листов 40 электротехнической стали может быть дополнительно повышена. Когда количество эпоксидной смолы равно вышеописанному верхнему предельному значению или меньше, деформация напряжения в листе 40 электротехнической стали может быть дополнительно подавлена.
[0035] Отвердители эпоксидной смолы могут быть классифицированы на отвердители с отверждением при комнатной температуре (от 1°С до 30°С), с отверждением при нагреве и другие (с фотоотверждением и т.п.). В качестве отвердителя эпоксидной смолы для адгезионного покрытия (изоляционного покрытия) может использоваться отвердитель эпоксидной смолы с отверждением при нагреве. Примеры отвердителя эпоксидной смолы с отверждением при нагреве включают ароматический амин, фенольный отвердитель, отвердитель на основе ангидрида кислоты, дициандиамид и тому подобные.
[0036] Отвердитель эпоксидной смолы по настоящему варианту осуществления содержит фенольный отвердитель (А) и аминный отвердитель (В).
[0037] Примеры фенольного отвердителя (А) включают фенол-новолачную смолу, крезол-новолачную смолу, бисфенол-новолачную смолу, модифицированную триазином фенол-новолачную смолу, фенол-резольную смолу, продукт конденсации крезола-нафтола-формальдегида и тому подобное. Фенольные отвердители (А) могут быть использованы по отдельности, или же два или более фенольных отвердителя (А) могут быть использованы в комбинации.
[0038] Количество фенольного отвердителя (А) составляет 1-40 массовых частей на 100 массовых частей эпоксидной смолы. Нижнее предельное значение количества фенольного отвердителя (А) предпочтительно составляет 5 массовых частей или более, предпочтительнее 10 массовых частей или более, а еще предпочтительнее более 15 массовых частей. Кроме того, верхнее предельное значение количества фенольного отвердителя (А) предпочтительно составляет 35 массовых частей или менее, а предпочтительнее 30 массовых частей или менее. Когда количество фенольного отвердителя (А) равно вышеописанному нижнему предельному значению или больше, термостойкость покрывающей композиции для листа электротехнической стали может быть дополнительно повышена. Когда количество фенольного отвердителя (А) равно вышеописанному верхнему предельному значению или меньше, деформация напряжения, которая придается листу 40 электротехнической стали, может быть дополнительно подавлена.
[0039] Аминный отвердитель (В) является одним или более, выбранным из группы, состоящей из ароматического амина и дициандиамида. В настоящем варианте осуществления, когда в качестве отвердителя эпоксидной смолы используется аминный отвердитель (В), возможно дополнительно подавить деформацию напряжения, которая придается листу 40 электротехнической стали, и, следовательно, возможно значительно улучшить магнитные характеристики листа 40 электротехнической стали. С этой точки зрения, в качестве аминного отвердителя (В) предпочтительно используется по меньшей мере ароматический амин.
[0040] Примеры ароматического амина включают мета-ксилилендиамин, мета-фенилендиамин, диаминодифенилметан, диаминодифенилсульфон и тому подобные.
[0041] Дициандиамид также известен как латентный отвердитель. Латентный отвердитель может стабильно храниться при комнатной температуре, будучи смешанным с эпоксидной смолой, и обладает способностью быстро отверждать полимерные композиции под действием тепла, света, давления и тому подобного. В случае применения дициандиамида, предпочтительно совместно использовать дициандиамид с ускорителем отверждения. Примеры ускорителя отверждения включают третичные амины, имидазолы, ароматические амины и тому подобные. Аминные отвердители (В) могут использоваться по отдельности, или же два или более аминных отвердителя (В) могут быть использованы в комбинации.
[0042] Количество аминного отвердителя (В) составляет 0,5-5,0 массовых частей на 100 массовых частей эпоксидной смолы. Нижнее предельное значение количества аминного отвердителя (В) предпочтительно составляет 1,0 массовой части или более, предпочтительнее 2,0 массовые части или более, а еще предпочтительнее 2,5 массовые части или более. Кроме того, верхнее предельное значение количества аминного отвердителя (В) предпочтительно составляет 4,5 массовых части или менее, а предпочтительнее 4,0 массовых части или менее. Когда количество аминного отвердителя (В) равно вышеописанному нижнему предельному значению или больше, деформация напряжения, которая придается листу 40 электротехнической стали, может быть дополнительно подавлена. Когда количество аминного отвердителя (В) равно вышеописанному верхнему предельному значению или меньше, адгезионная прочность листа 40 электротехнической стали может быть дополнительно повышена.
[0043] Массовое отношение, представленное как [количество фенольного отвердителя (А)]/[количество аминного отвердителя (В)] (далее также упоминается как «отношение А/В»), предпочтительно составляет от 1,0 до 20,0. Отношение А/В предпочтительнее составляет 5,0 или более, еще предпочтительнее более 10,0, и особенно предпочтительно более 15,0. Когда отношение А/В находится в пределах вышеописанного числового диапазона, подавление деформации напряжения и термостойкость могут быть удовлетворены благоприятным образом.
[0044] Отвердитель эпоксидной смолы по настоящему варианту осуществления может содержать другой отвердитель эпоксидной смолы (D), иной, чем фенольный отвердитель (А) и аминные отвердители (В).
[0045] Примеры другого отвердителя эпоксидной смолы (D) включают отвердитель на основе ангидрида кислоты, алифатический полиамин, модифицированный амин, полиамидоамин, вторичный амин, третичный амин, имидазолы, полимеркаптаны, гидразидное соединение и тому подобные. Эти другие отвердители эпоксидной смолы (D) могут использоваться по отдельности, или же два или более отвердителей эпоксидной смолы (D) могут быть использованы в комбинации.
[0046] Примеры отвердителя на основе ангидрида кислоты включают фталевый ангидрид, гексагидрофталевый ангидрид, метилтетрагидрофталевый ангидрид, метилгексагидрофталевый ангидрид, метилнадикангидрид, хлорэндиктовый ангидрид, пиромеллитовый ангидрид, ангидрид бензофенон-тетракарбоновой кислоты, этиленгликолевый бис(ангидротримеллитат), ангидрид метилциклогексен-тетракарбоновой кислоты, тримеллитовый ангидрид, полиангидрид азелаиновой кислоты и тому подобные.
[0047] Примеры алифатического полиамина включают диэтилентриамин, триэтилентетрамин, дипропилендиамин, диэтиламинопропиламин и тому подобные.
[0048] Примеры полиамидоамина включают полиамидные смолы, полученные конденсацией дикарбоновой кислоты и алифатического полиамина, и тому подобные.
[0049] Примеры дикарбоновой кислоты включают янтарную кислоту, адипиновую кислоту, пимелиновую кислоту, азелаиновую кислоту, себациновую кислоту, додекандиоевую кислоту, гексагидрофталевую кислоту и тому подобные.
[0050] Примеры модифицированного амина включают аддукт полиамина с эпоксидной смолой (аддукт амина), кетимин и тому подобные.
[0051] Примеры вторичного амина включают пиперидин и тому подобные. Примеры третичного амина включают N,N-диметилпиперазин, триэтилендиамин, бензилдиметиламин, 2-(диметиламинометил)фенол, 2,4,6-трис(диметиламинометил)фенол и тому подобные.
[0052] Примеры имидазолов включают 2-метилимидазол, 2-этил-4-метилимидазол, 1-цианоэтил-2-ундецилимидазолий тримеллитовой кислоты и тому подобные.
[0053] Примеры полимеркаптанов включают жидкий полимеркаптан, полисульфидную смолу и тому подобные.
[0054] Примеры гидразидного соединения включают дигидразид адипиновой кислоты, дигидразид изофталевой кислоты, дигидразид себациновой кислоты, гидразид салициловой кислоты и тому подобные.
[0055] Количество другого отвердителя эпоксидной смолы предпочтительно составляет 3 массовых части или менее на 100 массовых частей эпоксидной смолы.
[0056] Покрывающая композиция для листа электротехнической стали по настоящему варианту осуществления может содержать иной компонент, чем эпоксидная смола и отвердитель эпоксидной смолы (далее также упоминаемый как «необязательный компонент»). Примеры необязательного компонента включают ускоритель отверждения, который не соответствует вышеописанному отвердителю эпоксидной смолы (катализатор отверждения), эмульгатор, пеногаситель, выравниватель, регулятор вязкости, консервант и тому подобные. Примеры эмульгатора включают неионогенное поверхностно-активное вещество и тому подобные. Примеры пеногасителя включают пеногаситель на силиконовой основе и тому подобные. Примеры выравнивателя включают выравниватель на основе акрилового полимера, выравниватель на силиконовой основе или тому подобные. Примеры регулятора вязкости включают силикат на глинистой основе, такой как бентонит или гекторит и тому подобные. Примеры консерванта включают консервант на основе производного изотиазолинона и тому подобное.
[0057] В случае, когда покрывающая композиция для листа электротехнической стали по настоящему варианту осуществления содержит необязательный компонент, причем количество необязательного компонента предпочтительно составляет 0,01-5 массовых частей на 100 массовых частей эпоксидной смолы.
[0058] Покрывающую композицию для листа электротехнической стали по настоящему варианту осуществления наносят на лист электротехнической стали и затем высушивают, тем самым получая изоляционное покрытие 3. Во время нанесения на лист электротехнической стали покрывающая композиция для листа электротехнической стали по настоящему варианту осуществления наносят и предпочтительно обжигают.
[0059] Достигаемая во время обжига температура составляет, например, предпочтительно от 120°С до 220°С, более предпочтительно от 130°С до 210°С, а еще более предпочтительно от 140°С до 200°С. Когда достигаемая температура равна вышеописанному нижнему предельному значению или выше, покрывающая композиция для листа электротехнической стали в достаточной степени сцепляется с листом электротехнической стали, и отслаивание подавляется. Когда достигаемая температура равна вышеописанному верхнему предельному значению или ниже, возможно подавлять отверждение эпоксидной смолы и сохранять адгезионную способность покрывающей композиции для листа электротехнической стали.
[0060] Время обжига во время обжига составляет, например, предпочтительно 5-60 секунд, более предпочтительно 10-30 секунд, а еще более предпочтительно 10-20 секунд. Когда время обжига равно вышеописанному нижнему предельному значению или дольше, покрывающая композиция для листа электротехнической стали в достаточной степени сцепляется с листом электротехнической стали, и отслаивание подавляется. Когда время обжига равно вышеописанному верхнему предельному значению или короче, возможно подавлять отверждение эпоксидной смолы и сохранять адгезионную способность покрывающей композиции для листа электротехнической стали.
[0061] Верхнее и нижнее предельные значения средней толщины t1 изоляционного покрытия 3 могут быть установлены, например, как описано ниже, с учетом случая, когда материал 1 используется в качестве листа 40 электротехнической стали. В случае, когда материал 1 используется в качестве листа 40 электротехнической стали, средняя толщина t1 изоляционного покрытия 3 (толщина, приходящаяся на одну поверхность листа 40 электротехнической стали (материала 1)) регулируется так, что могут быть гарантированы изоляционная характеристика и адгезионная способность между шихтуемыми вместе листами 40 электротехнической стали.
[0062] В случае изоляционного покрытия 3, выполненного в виде единственного слоя, средняя толщина t1 изоляционного покрытия 3 (толщина, приходящаяся на одну поверхность листа 40 электротехнической стали (материала 1)) может быть установлена, например, на 1,5 мкм или более и 8,0 мкм или менее. В случае изоляционного покрытия 3, выполненного в виде множества слоев, средняя толщина нижележащего изоляционного покрытия может быть установлена, например, на 0,3 мкм или более и 2,5 мкм или менее, а предпочтительно составляет 0,5 мкм или более и 1,5 мкм или менее. Средняя толщина лежащего сверху изоляционного покрытия может быть установлена, например, на 1,5 мкм или более и 8,0 мкм или менее. В качестве способа измерения средней толщины t1 изоляционного покрытия 3 в материале 1, при той же концепции средней толщины t0 листа материала 1, измеряют толщины изоляционного покрытия 3 во множестве мест, и может быть получено среднее этих толщин.
[0063] Верхнее и нижнее предельные значения средней толщины t1 изоляционного покрытия 3 в материале 1 могут также использоваться в качестве верхнего и нижнего предельных значений средней толщины t1 изоляционного покрытия 3 в листе 40 электротехнической стали.
[0064] В качестве способа измерения средней толщины t1 изоляционного покрытия 3 в листе 40 электротехнической стали используется, например, следующий способ измерения. Например, среди множества листов электротехнической стали, образующих шихтованный сердечник, выбирается лист 40 электротехнической стали, расположенный самым внешним в направлении шихтовки (лист 40 электротехнической стали, поверхность которого открыта в направлении шихтовки). На поверхности выбранного листа 40 электротехнической стали выбирается заданное положение в радиальном направлении (например, положение точно в середине (в центре) между внутренним периферийным краем и наружным периферийным краем в листе 40 электротехнической стали). В выбранном положении толщина изоляционного покрытия 3 листа 40 электротехнической стали измеряется в четырех местах с равными интервалами в окружном направлении (то есть через каждые 90 градусов вокруг центральной оси О). Среднее значение измеренных толщин в четырех местах может быть принято за среднюю толщину t1 изоляционного покрытия 3.
[0065] Причина измерения средней толщины t1 изоляционного покрытия 3 в листе 40 электротехнической стали, расположенном самым внешним в направлении шихтовки, как описано выше, состоит в том, что изоляционное покрытие 3 тщательно получается так, что толщина изоляционного покрытия 3 практически не изменяется с положением шихтовки в направлении шихтовки листа 40 электротехнической стали.
[0066] Листы 40 электротехнической стали изготавливают путем штамповки вышеописанного материала 1, а шихтованный сердечник (сердечник 21 статора или сердечник 31 ротора) изготавливают с использованием листов 40 электротехнической стали.
[0067] Далее будет снова описываться шихтованный сердечник. Множество листов 40 электротехнической стали, образующих сердечник 21 статора, шихтуются с расположенным между ними изоляционным покрытием 3, как показано на фиг. 3.
[0068] Листы 40 электротехнической стали, смежные друг другу в направлении шихтовки, сцепляются друг с другом по всем поверхностям с помощью изоляционного покрытия 3. Иными словами, в целом вся поверхность листа 40 электротехнической стали в направлении шихтовки (далее упоминается как первая поверхность) образует адгезивную область 41а. При этом смежные друг другу в направлении шихтовки листы 40 электротехнической стали могут не сцепляться друг с другом по всем поверхностям. Иными словами, на первой поверхности листа 40 электротехнической стали могут присутствовать смешанным образом адгезивная область 41а и неадгезивная область (не показана).
[0069] В настоящем варианте осуществления множество листов электротехнической стали, образующих сердечник 31 ротора, скреплены друг с другом крепежными деталями 42 (шкантами), показанными на фиг. 1. Однако множество листов электротехнической стали, образующих сердечник 31 ротора, могут также иметь шихтованную структуру, в которой листы электрической стали скреплены изоляционным покрытиями 3, как в сердечнике 21 статора. Кроме того, шихтованный сердечник, такой как сердечник 21 статора или сердечник 31 ротора, может быть сформирован так называемой поворотной укладкой.
[0070] Сердечник 21 статора изготавливают, например, с использованием производственного устройства 100, показанного на фиг. 7. Далее, при описании способа изготовления, сначала будет описано устройство 100 для производства шихтованного сердечника (далее упоминается просто как производственное устройство 100).
[0071] В производственном устройстве 100 материал 1 постепенно придается форма листа 40 электротехнической стали путем выполнения штамповки множество раз на каждой стадии при подаче в направлении стрелки F с рулона 1А (листовой стали). Кроме того, штампованные листы 40 электротехнической стали шихтуются и спрессовываются при нагреве. В результате смежные друг другу в направлении шихтовки листы 40 электротехнической стали склеиваются вместе изоляционными покрытиями 3 (то есть в части изоляционного покрытия 3, которое расположено в адгезивной области 41а, вызывается проявление адгезионной способности), и выполняется адгезия.
[0072] Как показано на фиг. 7, производственное устройство 100 включает в себя множество стадий со станциями 110 штамповки. Число стадий со станциями 110 штамповки может быть равно двум или более. Каждая стадия со станцией 110 штамповки включает в себя матрицу 111, расположенную под материалом 1, и штамп 112, расположенный над материалом 1.
[0073] Производственное устройство 100 дополнительно включает в себя станцию 140 шихтовки в положении ниже по ходу за самой последней станцией 110 штамповки. Эта станция 140 шихтовки включает в себя нагревательное устройство 141, вырубную матрицу 142 для придания внешней формы, теплоизоляционный элемент 143, вырубной штамп 144 для придания внешней формы и пружину 145. Нагревательное устройство 141, вырубная матрица 142 для придания внешней формы и теплоизоляционный элемент 143 расположены под материалом 1. С другой стороны, вырубной штамп 144 для придания внешней формы и пружина 145 расположены над материалом 1. Ссылочная позиция 21 указывает сердечник статора.
[0074] В производственном устройстве 100, выполненном так, как описано выше, сначала материал 1 последовательно подается с рулона 1А в направлении стрелки F на фиг. 7. Кроме того, на этом материале 1 последовательно выполняется штамповка с помощью множества стадий со станциями 110 штамповки. Эта штамповка придает форму листа 40 электротехнической стали, имеющую спинку 22 сердечника и множество показанных на фиг. 3 зубцов 23, полученных в материале 1. Однако материал не полностью отштампован в этот момент и поэтому перемещается к следующему этапу в направлении стрелки F.
[0075] Кроме того, наконец, материал 1 подается на станцию 140 шихтовки и вырубается вырубным штампом 144 для придания внешней формы, а вырубленные изделия шихтуются. При этой шихтовке лист 40 электротехнической стали воспринимает определенное сжимающее усилие от пружины 145. Этап штамповки и этап шихтовки, которые были описаны выше, последовательно повторяют, в результате чего можно укладывать заданное число листов 40 электротехнической стали. Кроме того, шихтованный пакет, образованный укладкой листов 40 электротехнической стали, как описано выше, нагревают, например, до температуры 200°С, с помощью нагревательного устройства 141. Этот нагрев заставляет изоляционные покрытия 3 смежных друг с другом листов 40 электротехнической стали склеиваться друг с другом (этап адгезии).
[0076] Нагревательное устройство 141 может не располагаться в матрице 142 для придания внешней формы. То есть листы 40 электротехнической стали, шихтованные с помощью вырубной матрицы 142 для придания внешней формы, могут быть вынуты наружу из вырубной матрицы 142 для придания внешней формы, прежде чем склеиваться друг с другом. В этом случае теплоизоляционный элемент 143 может не присутствовать в вырубной матрице 142 для придания внешней формы. Кроме того, в этом случае, уложенные листы 40 электротехнической стали перед склеиванием друг с другом могут транспортироваться или нагреваться в состоянии удерживания сжатыми с обеих сторон в направлении шихтовки с помощью зажимного приспособления, не показанного на чертеже. В результате вышеописанных этапов изготовление сердечника 21 статора завершается.
[0077] Температура нагрева на этапе адгезии составляет, например, предпочтительно от 120°С до 250°С, более предпочтительно от 150°С до 230°С, а еще более предпочтительно от 200°С до 220°С. Если температура нагрева равна вышеописанному нижнему предельному значению или выше, изоляционные покрытия 3 в достаточной степени отверждаются, и адгезионная прочность шихтованного сердечника может быть дополнительно повышена. Если температура нагрева равна вышеописанному верхнему предельному значению или ниже, можно подавить термическое ухудшение изоляционного покрытия 3, и адгезионная прочность шихтованного сердечника может быть дополнительно повышена.
[0078] Время нагрева на этапе адгезии зависит от размеров шихтованного сердечника или способа нагрева, но составляет, например, предпочтительно 30-120 минут, более предпочтительно 45-100 минут, а еще более предпочтительно 60-80 минут. Если время нагрева равно вышеописанному нижнему предельному значению или дольше, изоляционные покрытия 3 в достаточной степени отверждаются, и адгезионная прочность шихтованного сердечника может быть дополнительно повышена. Если время нагрева равно вышеописанному верхнему предельному значению или короче, можно подавить термическое ухудшение изоляционного покрытия 3, и адгезионная прочность шихтованного сердечника может быть дополнительно повышена.
[0079] Во время склеивания изоляционных покрытий 3 друг с другом, изоляционные покрытия 3 могут склеиваться друг с другом путем прессования шихтованного пакета.
[0080] Давление во время прессования шихтованного пакета составляет, например, предпочтительно 2-50 МПа, более предпочтительно 3-30 МПа, а еще более предпочтительно 4-20 МПа. Если давление во время прессования шихтованного пакета равно вышеописанному нижнему предельному значению или выше, изоляционные покрытия 3 в достаточной степени сцепляются друг с другом, и адгезионная прочность шихтованного сердечника может быть дополнительно повышена. Если давление во время прессования шихтованного пакета равно вышеописанному верхнему предельному значению или ниже, возможно подавить выступание изоляционного покрытия 3 из концевой части, и точность шихтовки шихтованного сердечника может быть дополнительно улучшена.
[0081] Время прессования во время прессования шихтованного пакета составляет, например, предпочтительно 3-120 минут, более предпочтительно 10-100 минут, а еще более предпочтительно 30-80 минут. Когда время прессования равно вышеописанному нижнему предельному значению или дольше, изоляционные покрытия 3 в достаточной степени сцепляются друг с другом, и адгезионная прочность шихтованного сердечника может быть дополнительно повышена. Когда время прессования равно вышеописанному верхнему предельному значению или короче, возможно подавить выступание изоляционного покрытия 3 из концевой части, и точность шихтовки шихтованного сердечника может быть дополнительно улучшена.
[0082] До сих пор был описан один вариант осуществления настоящего изобретения. Однако технический объем настоящего изобретения не ограничен только данным вариантом осуществления, и могут быть проделаны различные модификации в пределах сущности настоящего изобретения.
[0083] Например, форма сердечника 21 статора не ограничена только формой, описанной в этом варианте осуществления. Конкретно, размеры наружного диаметра и внутреннего диаметра, толщина шихтовки сердечника 21 статора, число пазов, соотношение размеров зубца 23 между окружным направлением и радиальным направлением, соотношение размеров в радиальном направлении между зубцом 23 и спинкой 22 сердечника и тому подобные могут произвольно проектироваться в зависимости от желательных характеристик вращающихся электрических машин.
[0084] В роторе 30 в этом варианте осуществления один набор из двух постоянных магнитов 32 образует один магнитный полюс, но настоящее изобретение не ограничено только этой разновидностью. Например, один постоянный магнит 32 может образовывать один магнитный полюс, или три или более постоянных магнитов 32 могут образовывать один магнитный полюс.
[0085] В этом варианте осуществления в качестве примера вращающейся электрической машины 10 был описан электродвигатель с возбуждением постоянными магнитами, но конструкция вращающейся электрической машины 10 не ограничена только этим, как предоставлено нижеприведенными примерами, а также может быть использовано множество разных хорошо известных конструкций, которые не предоставлены в качестве иллюстративных примеров ниже. В этом варианте осуществления в качестве примера вращающейся электрической машины 10 был описан электродвигатель с возбуждением постоянными магнитами, но настоящее изобретение не ограничено только этим. Например, вращающаяся электрическая машина 10 может быть электродвигателем реактивного типа или электродвигателем с возбуждением электромагнитами (электродвигателем с обмоткой возбуждения). В этом варианте осуществления в качестве примера электродвигателя переменного тока был описан синхронный электродвигатель, но настоящее изобретение не ограничено этим. Например, вращающаяся электрическая машина 10 может быть индукционным электродвигателем. В этом варианте осуществления в качестве примера вращающейся электрической машины 10 был описан электродвигатель переменного тока, но настоящее изобретение не ограничено этим. Например, вращающаяся электрическая машина 10 может представлять собой электродвигатель постоянного тока. В этом варианте осуществления в качестве примера вращающейся электрической машины 10 был описан электродвигатель, но настоящее изобретение не ограничено этим. Например, вращающаяся электрическая машина 10 может представлять собой электрогенератор.
[0086] Дополнительно, возможно соответственно заменять любой из составляющих элементов в этом варианте осуществления хорошо известными составляющими элементами в пределах сущности настоящего изобретения, и вышеописанные примеры модификации могут соответственно комбинироваться друг с другом.
Примеры
[0087] Далее будет более конкретно описан эффект одного аспекта настоящего изобретения с использованием примеров и сравнительных примеров, но условия в примерах являются лишь примерами условий, принятых для подтверждения реализуемости и эффекта настоящего изобретения, и настоящее изобретение не ограничено следующими примерами. Настоящее изобретение может использовать самые различные условия в пределах объема сущности настоящего изобретения, при условии, что достигается цель настоящего изобретения.
[Примеры 1-9 и Сравнительные примеры 1-11]
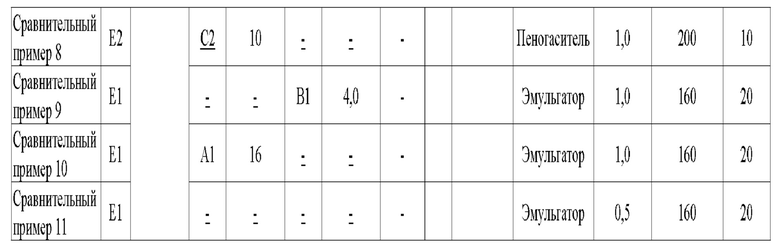
[0088] Изготовили листы изотропной электротехнической стали толщиной 0,25 мм и шириной 100 мм, состоявшие из, в мас. %, Si: 3,0%, Мn: 0,2%, Аl: 0,5%, а остальное - Fe и примеси. В качестве покрывающих композиций для листа электротехнической стали использовали композиции эпоксидной смолы, показанные в Таблице 1.
[0089] Композицию эпоксидной смолы наносили при показанных в Таблице 1 условиях обжига так, что толщины изоляционных покрытий достигали 3 мкм в среднем. Конкретно, сначала из листа изотропной электротехнической стали вырезали одиночный лист размерами 55 мм × 55 мм, и этот одиночный лист штамповали в кольцевой форме с внешним диаметром 300 мм и внутренним диаметром 240 мм. Далее на поверхность одиночного листа наносили покрывающую композицию для листа электротехнической стали, затем два одиночных листа накладывали и спрессовывали, тем самым создавая шихтованный пакет. В качестве условий прессования, температура стального листа была установлена на 200°С, давление было установлено на 10 МПа, а время прессования было установлено на 1 час.
<Измерение магнитной характеристики>
[0090] Магнитную характеристику измеряли с использованием шихтованного пакета в приборе для испытания одиночного листа на основе JIS С 2556:2015. В качестве магнитной характеристики (магнитного свойства) оценивали «W 10/400» (Вт/кг) как магнитные потери. «W 10/400» - это магнитные потери, когда частота равна 400 Гц и максимальная магнитная индукция равна 1,0 Тл. Что касается критериев оценки магнитной характеристики, то в случае, когда W10/400 были установлены на 12,0 Вт/кг или менее, и W10/400 составляли 12,0 Вт/кг или менее, магнитная характеристика оценивалась как не ухудшающаяся (отмечено как «хорошо» в Таблице 2).
<Измерение адгезионных прочностей>
[0091] Адгезионные прочности при сдвиге измеряли следующим способом. Сначала из листа изотропной электротехнической стали вырезали два одиночных листа размерами 30 мм × 60 мм. Далее на их поверхности наносили покрывающую композицию для листа электротехнической стали, и эти два одиночных листа, на которые была нанесена покрывающая композиция, накладывали так, чтобы перекрывались 30 мм × 10 мм, и спрессовывали, тем самым создавая образец для измерения. В качестве условий прессования, температура стального листа была установлена на 200°С, давление было установлено на 10 МПа, а время прессования было установлено на один час. Полученный образец растягивали с помощью прибора для испытания на растяжение в атмосфере, где температура атмосферы была 25°С, и в атмосфере, где температура атмосферы была 150°С, измеряли максимальные нагрузки (Н), прикладываемые до отслаивания двух одиночных листов друг от друга, и числовые значения, полученные делением этой максимальной нагрузки (Н) на площадь склеивания, принимали за адгезионные прочности при соответствующих температурах.
[0092] В Таблице 1 типы отдельных компонентов покрывающих композиций для листа электротехнической стали являются такими, как описано ниже.
<Эпоксидные смолы>
Е1: Эпоксидная смола типа бисфенола А
Е2: Эпоксидная смола типа бисфенола F
Е3: Эпоксидная смола типа трифенилметана
[0093] <Фенольные отвердители (А) (отвердители А)>
А1: Фенол-резольная смола
А2: Фенол-новолачная смола
A3: Продукт конденсации крезола-нафтола-формальдегида
<Сравнительные компоненты отвердителя А>
С1: Триэтилентетрамин
С2: Метилгексагидрофталевый ангидрид
[0094] <Аминные отвердители (В) (отвердители В)>
В1: Мета-ксилилендиамин
В2: Диаминодифенилметан
В3: Дициандиамид
<Другие отвердители эпоксидной смолы (D)>
D1: Дигидразид адипиновой кислоты
D2: Аддукт амина (температура плавления: 100°С, среднечисленная молекулярная масса: 1500)
[0095] <Необязательные компоненты>
Эмульгатор: неионогенное поверхностно-активное вещество (алкиловый простой эфир полиоксиэтилена)
Пеногаситель: пеногаситель на силиконовой основе (пеногаситель типа соединения на основе полидиметилс ил океана)
[0096] <Определение>
По результатам измерения магнитной характеристики и измерения адгезионной прочности оценивали магнитные потери и термостойкость на основе следующих стандартов оценки. Малые магнитные потери означают, что деформация напряжения, которая придается листам электротехнической стали, подавлена. Результаты измерения и определения оценки показаны в Таблице 2. В таблице значения за пределами объема изобретения подчеркнуты.
[0097] <Стандарты оценки>
«Хорошо»: адгезионная прочность при 150°С составляет 0,5 МПа или выше, и магнитные потери составляют 12,0 Вт/кг или меньше.
«Плохо»: адгезионная прочность при 150°С составляет менее 0,5 МПа, и магнитные потери составляют более 12,0 Вт/кг.


[0100] Как показано в Таблице 2, в Примерах 1-9, к которым применялось настоящее изобретение, адгезионные прочности при 150°С составили 0,5 МПа или выше, магнитные потери составили 12,0 Вт/кг или меньше, а определения были «Хорошо».
[0101] С другой стороны, в Сравнительных примерах 1 и 2, где количество фенольного отвердителя (А) было вне объема настоящего изобретения, магнитные потери были больше, чем 12,0 Вт/кг, и определения были «Плохо». В Сравнительных примерах 3-6, где количество аминного отвердителя (В) было вне объема настоящего изобретения, магнитные потери были больше, чем 12,0 Вт/кг, и определения были «Плохо». В Сравнительных примерах 7 и 8, где вместо фенольного отвердителя (А) был использован алифатический полиамин или отвердитель на основе ангидрида кислоты, магнитные потери были больше, чем 12,0 Вт/кг, и определения были «Плохо». В Сравнительных примерах 9 и 11, где фенольный отвердитель (А) не содержался, адгезионные прочности при 150°С были ниже, чем 0,5 МПа, и определения были «Плохо». В Сравнительном примере 10, в котором аминный отвердитель (В) не содержался, магнитные потери были больше, чем 12,0 Вт/кг, и определение было «Плохо».
[0102] Исходя из вышеописанных результатов, было найдено, что в соответствии с покрывающей композицией для листа электротехнической стали по настоящему изобретению деформация напряжения, которая придается листам электротехнической стали, подавлена, и термостойкость достаточно высока, чтобы сохранять адгезионную прочность даже при выделении тепла от двигателей.
[Краткое описание ссылочных позиций]
[0103] 10 Вращающаяся электрическая машина
20 Статор
21 Клеено-шихтованный сердечник для статора
30 Ротор
40 Лист электротехнической стали
50 Кожух
60 Вращающийся вал





Изобретение относится к покрывающей композиции для листа электротехнической стали, листу электротехнической стали с покрытой адгезивом поверхностью и шихтованному сердечнику. Покрывающая композиция содержит эпоксидную смолу, фенольный отвердитель (А) и аминный отвердитель (В), причем аминный отвердитель (В) представляет собой ароматический амин, причем количество фенольного отвердителя (А) составляет 1-40 массовых частей на 100 массовых частей эпоксидной смолы, а количество аминного отвердителя (В) составляет 0,5-5 массовых частей на 100 массовых частей эпоксидной смолы. Изобретение обеспечивает покрывающую композицию для листа электротехнической стали, лист электротехнической стали с покрытой адгезивом поверхностью и шихтованный сердечник, которые способны дополнительно подавлять придаваемую листам электротехнической стали деформацию напряжения и имеют достаточно высокую термостойкость, чтобы сохранять адгезионную прочность даже при выделении тепла из двигателей. 3 н. и 1 з.п. ф-лы, 7 ил., 2 табл.
1. Покрывающая композиция для листа электротехнической стали, содержащая:
эпоксидную смолу;
фенольный отвердитель (А); и
аминный отвердитель (В),
причем аминный отвердитель (В) представляет собой ароматический амин,
причем количество фенольного отвердителя (А) составляет 1-40 массовых частей на 100 массовых частей эпоксидной смолы, а количество аминного отвердителя (В) составляет 0,5-5 массовых частей на 100 массовых частей эпоксидной смолы.
2. Покрывающая композиция для листа электротехнической стали по п. 1, причем массовое отношение, представленное как [количество фенольного отвердителя (А)]/[количество аминного отвердителя (В)], составляет 1-20.
3. Лист электротехнической стали с покрытой адгезивом поверхностью, содержащий на поверхности изоляционное покрытие, содержащее покрывающую композицию для листа электротехнической стали по п. 1 или 2, причем толщина листа составляет 0,65 мм или менее.
4. Шихтованный сердечник, образованный шихтованием двух или более листов электротехнической стали с покрытой адгезивом поверхностью по п. 3.
| JP H11162723 A, 18.06.1999 | |||
| JP H11193475 A, 21.07.1999 | |||
| WO 2004070080 A1, 19.08.2004 | |||
| ТЕРМОСТОЙКОЕ КЛЕЯЩЕЕ ИЗОЛЯЦИОННОЕ ПОКРЫТИЕ И ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ТАКИМ ПОКРЫТИЕМ, МАГНИТНЫЙ СЕРДЕЧНИК, ГДЕ ИСПОЛЬЗУЕТСЯ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2357994C2 |
| RU 2018114671 A, 23.10.2019. | |||
