Область техники, к которой относится изобретение
Предметом изобретения является способ производства плиты и, в особенности, способ уменьшения содержания и выделения (т.е. испускания) формальдегида в случае древесно-стружечной плиты. Способ предназначен для применения в процессе изготовления указанных плит, спрессованных в ходовых прессах и прессах непрерывного действия, с использованием аминированных клеящих смол (клеящих аминополимеров).
Уровень техники
Способ производства панели согласно изобретению известен из патентного документа GB 2354482. Этот документ включен в настоящее описание посредством ссылки на него.
На настоящий момент для древесно-стружечной плиты известно много способов уменьшения содержания и выделения формальдегида. Главными из них являются:
- модификация клеящих смол, производимая обычно за счет уменьшения молярного уровня формальдегида по отношению к мочевине, что в большинстве случаев приводит к снижению реакционной способности смолы, но часто также ослабляет прочность клеевых соединений и их стойкость к воде;
- добавление веществ, связывающих формальдегид; однако такие вещества часто могут оказывать негативное воздействие на физические и химические свойства древесно-стружечной плиты;
- смешивание мочевино-формальдегидных смол с другими смолами, например, резорциновыми или фенольными; это в свою очередь сопровождается существенным увеличением стоимости продукции;
- увеличение времени прессования древесно-стружечной плиты, что оборачивается уменьшением объема производства;
- сушка частиц древесины до состояния с экстремально низким содержанием влаги; это направление ограничено техническими условиями и мерами предосторожности из-за возможного возгорания в сушильном устройстве;
- обработка древесно-стружечной плиты газообразным аммиаком; по причинам, связанным с техникой безопасности, этот способ требует наличия специальных герметичных камер;
- обработка древесно-стружечных плит в их окончательном виде горячим воздухом в специальных камерах с принудительным интенсивным воздухообменом; этот способ с учетом реальной производительности производственной линии может потребовать дополнительного специального производственного оборудования, обеспечивающего равномерность потока продукции;
- обработка поверхности древесно-стружечных плит в их окончательном виде посредством растворов веществ, вступающих в реакцию с формальдегидом; в этом случае необходимо специальное оборудование, причем, с другой стороны, имеет место опасность ухудшения качества поверхности такой плиты.
Таким образом, существующие в настоящее время распространенные способы уменьшения содержания и выделения формальдегида применительно к древесно-стружечной плите или требуют существенных финансовых затрат и привлечения дополнительных устройств и установок, или, в некоторых случаях, могут отрицательно влиять на эффективность производства за счет понижения производительности процесса и/или ухудшения качества древесно-стружечной плиты, изготовленной согласно таким способам.
Сущность изобретения
Настоящее изобретение направлено на решение технической задачи уменьшения содержания и выделения формальдегида применительно к древесно-стружечной плите и в одном из аспектов предлагает способ уменьшения содержания формальдегида в древесно-стружечной плите и выделения его из древесно-стружечной плиты, осуществляемый в процессе изготовления древесно-стружечной плиты. Способ включает применение аминированных клеящих смол, добавление отверждающих агентов, прессование плиты в прессах ходового или непрерывного типа и охлаждение плиты. Отличительной особенностью способа является то, что древесно-стружечную плиту после прессования, но перед охлаждением подвергают кратковременному выдерживанию при температуре от 80 до 100°С в течение промежутка времени от 6 до 16 ч, в зависимости от ожидающегося уровня уменьшения содержания и выделения формальдегида и использованных параметров процесса изготовления.
В предпочтительном варианте способа добавляют вещества, связывающие формальдегид.
В другом аспекте изобретение предлагает способ производства древесно-стружечной плиты, включающий этап нагрева и прессования, отличительной особенностью которого является то, что древесно-стружечную плиту после прессования, но до охлаждения подвергают выдерживанию при температуре от 80 до 100°С в течение промежутка времени от 6 до 16 часов.
Предпочтительно в прессующем устройстве обрабатывают слоистую систему, имеющую базовую пластину и пленкоподобный слой, пропитанные смолой, с температурой и давлением на обеих сторонах таким образом, чтобы слоистая система тем самым склеивалась в одно целое.
Из древесно-стружечной плиты могут производить панели, которые снабжены пазом или выступом на каждом из внешних краев.
В настоящее время распространенные способы изготовления древесно-стружечных плит с использованием аминированных смол требуют охлаждения такой плиты сразу же после прессования, перед выдерживанием. Процесс охлаждения происходит на вращающихся охладителях, где древесно-стружечная плита находится в течение интервала времени от нескольких минут до нескольких десятков минут, наиболее часто в течение времени, требуемого для уменьшения температуры внешнего слоя древесно-стружечной плиты до 45-60°С.
Неожиданно оказалось, что тепло, накопленное в плите древесно-стружечного типа во время ее прессования, можно использовать для углубления процесса поликонденсации клеящей смолы, который, насколько можно судить, не может полностью завершиться в прессе из-за очень коротких циклов прессования плит. Незавершенное отвердение клея может вызвать отщепление формальдегида и, следовательно, в случае древесно-стружечной плиты, повышение его содержания и выделения. Выделение может иметь весьма продолжительный характер, особенно в условиях хранения и использования, приводящих к значительному увеличению содержания влаги в древесно-стружечной плите.
Предусматриваемое согласно изобретению кратковременное выдерживание древесно-стружечной плиты после прессования в какой-то степени заменяет удлинение времени прессования такой плиты. Положительное влияние указанного удлинения времени на гигиенические свойства плиты стало уже общим правилом технологии изготовления древесно-стружечных плит. Однако известно также, что по экономическим причинам практическое применение этого приема ограничено. С другой стороны, увеличение реакционной способности смол является одним из условий реализации технических преимуществ, обеспеченных системой непрерывного прессования древесно-стружечных плит, которая была предложена в течение двух последних лет. Это является дополнительным подтверждением важности отвердения.
До настоящего времени, чтобы избежать гидролиза клеевых соединений и, следовательно, ослабления прочности древесно-стружечной плиты, процессы охлаждения и выдерживания таких плит сопровождались контролем температуры, достигаемой перед выдерживанием. Температуру, реально достигаемую при охлаждении, не контролировали. Считалось, что в этом случае наиболее желательна температура, минимальная из всех возможных. По этой причине в современных установках вместо единичных устройств применяют системы вращающихся охладителей, например три вращающихся охладителя, к которым древесно-стружечные плиты подают последовательно.
Применительно к древесно-стружечной плите изобретение позволяет радикально уменьшить содержание и выделение формальдегида, не прибегая к значительным изменениям реальных технических и технологических условий, распространенных на фабриках по изготовлению таких плит. Указанный результат достигается независимо от оборудования производственной линии, параметров процесса прессования, лесоматериала и химических препаратов. Описанное выше решение проблемы позволяет стабилизировать гигиеническое качество древесно-стружечной плиты. За счет возможности применения смол, отличающихся повышенным молярным отношением формальдегида к мочевине, такое решение обеспечивает производство плиты указанного типа, характеризующейся особым гигиеническим качеством, а также более высокую эффективность производства древесно-стружечных плит. По сравнению с древесно-стружечными плитами, изготовленными обычным образом, т.е. с охлаждением после прессования, технические приложения настоящего изобретения в ходе испытаний и апробации в условиях, аналогичных промышленным, продемонстрировали уменьшение содержания и выделения формальдегида, в том числе даже на 70%. Параметры кратковременного выдерживания перед охлаждением, т.е. температуру и время, устанавливают в зависимости от ожидающегося уровня содержания и выделения формальдегида с учетом характеристик клеящей смолы и предназначения изделий.
Перечень чертежей
Далее будут представлены несколько практических примеров осуществления изобретения, проиллюстрированные чертежами.
На фиг.1-3 показаны сопоставляемые диаграммы гигиенических свойств древесно-стружечных плит, изготовленных обычным образом и способом по изобретению.
Сведения, подтверждающие возможность осуществления изобретения
Пример 1
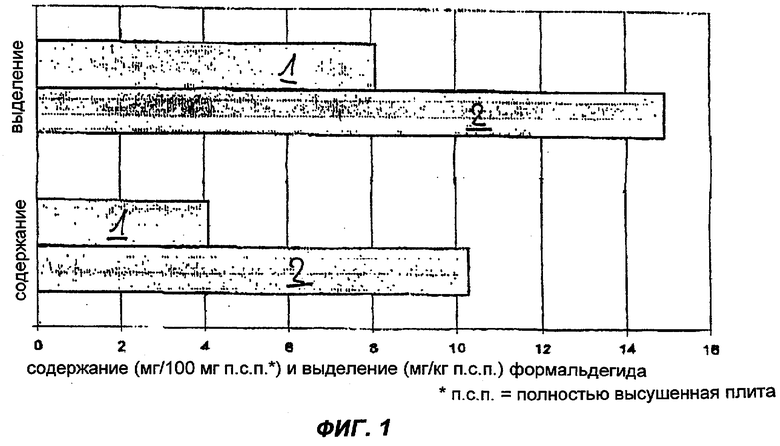
Для изготовления древесно-стружечной плиты применяли мочевино-формальдегидную клеящую смолу с молярным отношением мочевины к формальдегиду 1,0:1,5. Отверждающим агентом был нитрат аммония. Температура прессования древесно-стружечной плиты составляла 205°С при удельном времени прессования 6 с/1 мм толщины указанной плиты.
Для плиты обсуждаемого типа, охлажденной, как обычно, после прессования, содержание и выделение формальдегида равнялись, соответственно, 10,3 мг/100 мг полностью высушенной плиты (п.с.п.) и примерно 14,9 мг/1 кг полностью высушенной плиты. В способе по изобретению добавку отверждающего агента к клею на поверхностных слоях уменьшили на 50%.
Согласно изобретению перед охлаждением выдерживали плиту в течение 16 ч; при этом температура во внутреннем слое древесно-стружечной плиты во время комплектования для кратковременного выдерживания составляла 95-100°С. Содержание и выделение формальдегида уменьшились, соответственно, до 4,1 мг/100 мг полностью высушенной плиты и 8,1 мг/1 кг полностью высушенной плиты. Таким образом, содержание и выделение формальдегида после выдерживания изменились в лучшую сторону, причем другие свойства древесно-стружечной плиты остались на том же уровне, что и в обычной продукции. Это проиллюстрировано на фиг.1, где "1" и "2" характеризуют значения, соответственно, для плиты, выдержанной перед охлаждением, и для плиты, изготовленной обычным образом (охлажденной после прессования).
Пример 2
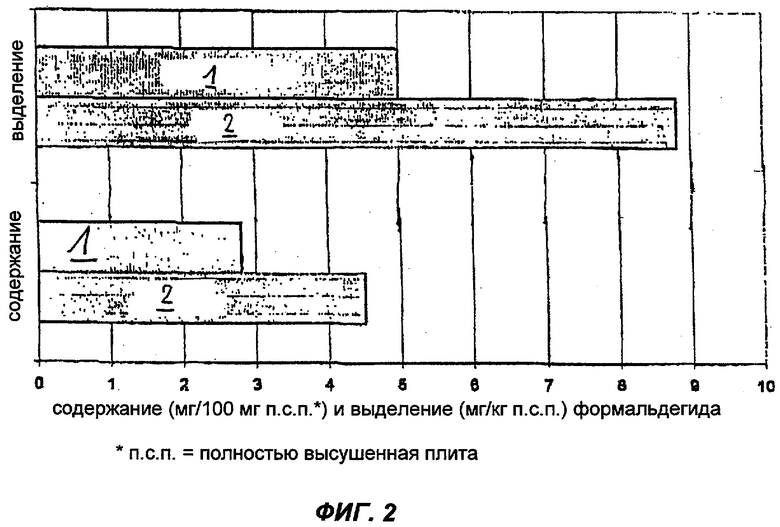
Для проклеивания частиц древесины применяли клеящую смолу с отношением мочевины к формальдегиду 1,0:1,2. Использованный отверждающий агент содержал известные вещества, связывающие формальдегид. Прессование проводили при 218°С и удельном времени прессования 11 с/1 мм толщины древесно-стружечной плиты. Для древесно-стружечной плиты, изготовленной обычным способом, содержание и выделение формальдегида равнялись, соответственно, 4,50 мг/100 мг полностью высушенной плиты и 6,8 мг/1 кг полностью высушенной плиты. В случае кратковременного выдерживания в течение 8 ч, следующего после прессования, но перед охлаждением, с температурой внутреннего слоя древесно-стружечной плиты 80-85°С, содержание и выделение формальдегида уменьшилось, соответственно, до 2,0 мг/100 мг полностью высушенной плиты и 5,6 мг/1 кг полностью высушенной плиты. Степень набухания древесно-стружечной плиты после вымачивания в воде уменьшилась на примерно 25%. Гигиеническое качество древесно-стружечной плиты, изготовленной согласно описанному примеру, проиллюстрировано на фиг.2.
Пример 3
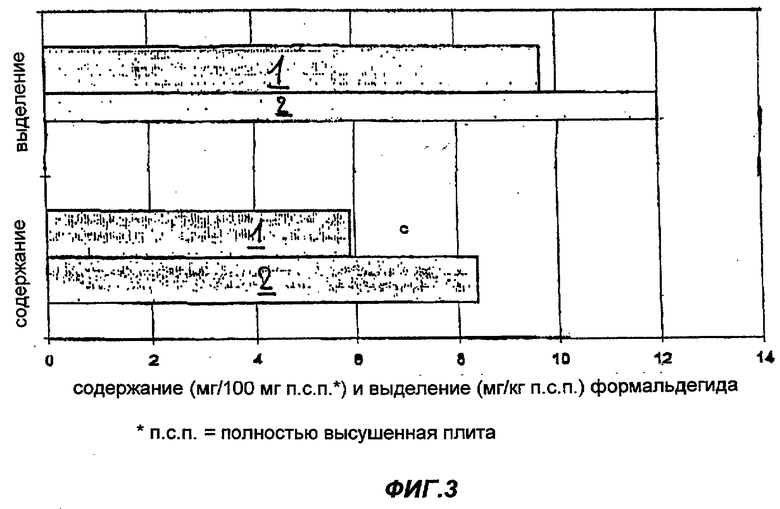
В качестве отверждающего агента применяли мочевино-формальдегид-меламиновую смолу с хлоридом аммония. Плиту спрессовывали при 185°С и удельном времени прессования 80 с/1 мм толщины плиты. В плите, охлажденной перед обычным выдерживанием, содержание и выделение формальдегида равнялись, соответственно, 8,4 мг/100 мг полностью высушенной плиты и 12 мг/1 кг полностью высушенной плиты. В случае кратковременного выдерживания в течение 6 ч, следующего после прессования, но перед охлаждением, с температурой внутреннего слоя плиты 90°С, содержание и выделение формальдегида уменьшилось, соответственно, до 5,9 мг/100 мг полностью высушенной плиты и 9,7 мг/1 кг полностью высушенной плиты. Другие свойства, в том числе результаты теста V 100 на стойкость к воде, не изменились. Гигиеническое качество плиты, изготовленной согласно описанному примеру, проиллюстрировано на фиг.3.
Изобретение относится к деревообрабатывающей промышленности, в частности к способам уменьшения содержания и выделения формальдегида, для древесно-стружечных плит. Процесс изготовления древесно-стружечной плиты проводят с применением аминированных клеящих смол, с добавлением веществ, связывающих формальдегид, прессованием в ходовых прессах или прессах непрерывного действия и охлаждением. Древесно-стружечную плиту после прессования, но до охлаждения подвергают кратковременному выдерживанию при 80-100°С в течение 6-16 ч, в зависимости от ожидающегося уровня уменьшения содержания и выделения формальдегида и использованных параметров процесса изготовления. Изобретение позволяет снизить содержание и выделение формальдегида в древесно-стружечной плите. 2 н. и 3 з.п. ф-лы, 3 ил.
| WO 9212836 А, 06.08.1992 | |||
| DE 19820833 A1, 11.11.1999 | |||
| БИБЛ'ИОТЩ^ | 0 |
|
SU365708A1 |
| Способ изготовления древесно-стружечных плит | 1988 |
|
SU1613332A1 |

