Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству и способу для термического удаления покрытия и/или загрязнений с материалов. В частности, настоящее изобретение относится к устройству и способу для термического удаления покрытия и/или загрязнений с материалов, в особенности предназначенным для периодической обработки материалов.
Уровень техники
В последнее время постоянно повышаются требования к повторному использованию материалов, таких как алюминий, магний и другие металлы и неметаллы. Часто такие материалы покрыты краской, маслом, водой, лаком/ пластиком или другими летучими органическими соединениями (ЛОС (V.O.C.)), которые требуется удалять перед повторным плавлением материалов. В материалах, которые можно обрабатывать при относительно высоких температурах без расплавления, такие загрязнения обычно удаляют с использованием тепловых процессов, которые иногда называют удалением покрытия. Такие процессы термического удаления покрытия также могут использоваться для сушки и/или стерилизации материалов перед повторным их плавлением.
Например, алюминий часто используется при производстве банок для напитков, которые обычно покрывают краской, лаком и/или другими ЛОС. Перед тем как использованные банки для напитков (ИБН (U.B.C.)) или отбракованный материал, получаемый при производстве банок для напитков, можно будет плавить для повторного использования, для минимизации потерь металла, должны быть удалены любые покрытия или другие загрязнения.
Однако термическое удаление покрытия не ограничивается использованием алюминия, но также может применяться для очистки или удаления загрязнений с неметаллических материалов, которые противостоят воздействию температуры, требуемой в процессе термического удаления покрытия. Термическое удаление покрытия может использоваться для удаления покрытия или для очистки, например, магния или сплавов магния.
Известные процессы термического удаления покрытия включают обработку материала горячими газами для окисления удаляемого покрытия и/или загрязнений. Такая обработка осуществляется в закрытом пространстве, в котором можно управлять температурой и содержанием кислорода в горячих газах. Для удаления большинства органических соединений обычно требуется использовать температуру, превышающую 300°С, при уровне кислорода в диапазоне от 6% до 10%.
Если температура и содержание кислорода в горячих газах не будут тщательно контролироваться, процесс может перейти в аутотермический режим, поскольку ЛОС, высвобождаемые при термическом удалении покрытия, являются горючими. Это может привести к неконтролируемому повышению температуры горячих газов, что может быть очень опасным.
Материал перед обработкой обычно требуется измельчать, и для эффективного удаления покрытия важно, чтобы все поверхности измельченного материала подвергались воздействию горячих газов. Если этого не происходит, обработка становится менее эффективной и, в случае, в частности, ИБН, на поверхности обработанного материала могут оставаться черные пятна. Также желательно, чтобы материал перемешивался во время обработки для физического удаления с поверхности материала покрытия или загрязнений.
В настоящее время существуют следующие три основные системы, которые используют для удаления покрытия.
1. СТАТИЧЕСКАЯ ПЕЧЬ
В статической печи материал укладывают на проволочную сетку, и горячие газы пропускают через печь для нагрева материала до требуемой температуры обработки.
Такая компоновка является не эффективной, поскольку горячие газы не входят в контакт с материалом, находящимся внутри массы материала, уложенного на сетке. Как было описано выше, при удалении покрытия важно обеспечить, чтобы все поверхности частиц обрабатываемого материала подвергались воздействию горячих газов. Кроме того, в этой печи отсутствует какое-либо перемешивание обрабатываемого материала.
2. КОНВЕЙЕРНАЯ ПЕЧЬ
В этой системе используется сетчатый ленточный конвейер для переноса материалов для обработки через печь. Горячие газы пропускают через материал, уложенный на ленте, по мере того, как она проходит через печь. Проблемы, связанные с этим способом, состоят в следующем.
Глубина слоя материала на ленте ограничивает процесс. Материал укладывают на сетку, что создает проблемы, аналогичные статической печи, в которой частицы материала, находящиеся в центре массы материала, не входят в контакт с горячими газами.
Отсутствует перемешивание материала, так, что отделяемое покрытие не удаляется.
Лента конвейера имеет короткий срок службы.
Требуется осуществлять постоянную подачу материала.
Этот процесс не пригоден для обработки небольших объемов продукта или при постоянном изменении характеристик продукта.
3. КАРУСЕЛЬНАЯ ПЕЧЬ
Большая печь установлена под наклоном к горизонтали так, что материал, подаваемый или загружаемый в печь на верхнем ее краю, под действием силы тяжести поступает к нижнему краю, откуда его выгружают. Печь вращается так, что материал, находящийся в печи, перемешивается, и по мере его перемещения через печь в ней поддерживается поток горячих газов для нагрева материала. С этим способом связан ряд проблем.
Требуется осуществлять непрерывную подачу материала.
Процесс не пригоден для обработки малого объема материала или для продуктов с постоянно изменяющимися характеристиками.
Для организации непрерывного процесса требуется использовать воздушные затворы на обоих краях печи, на краю загрузки и на краю выгрузки.
В печи требуется применять вращающиеся уплотнители, что создает сложности при ее техническом обслуживании.
Сущность изобретения
Настоящее изобретение направлено на улучшенное устройство для термического удаления покрытия и/или сушки материала с покрытием и/или материала с загрязнениями, в котором устраняются или, по меньшей мере, снижаются проблемы известных устройств для удаления покрытия.
Кроме того, настоящее изобретение направлено на улучшенное устройство для термического удаления покрытия и/или сушки материала с покрытием и/или материала с загрязнениями, которое пригодно для обработки небольших объемов материала.
Кроме того, настоящее изобретение направлено на улучшенное устройство для термического удаления покрытия и/или сушки материала с покрытием и/или материала с загрязнениями, в котором реализована улучшенная гибкость при обработке широкого разнообразия материалов с различными покрытиями, по сравнению с известными устройствами.
Кроме того, настоящее изобретение направлено на улучшенное устройство для термического удаления покрытия и/или сушки материала с покрытием и/или материала с загрязнениями, в котором требуется использовать меньшее количество вспомогательного оборудования, чем в известных устройствах.
Кроме того, настоящее изобретение направлено на способ термического удаления покрытия и/или сушки материала с покрытием и/или материала с загрязнениями, в котором устраняются или, по меньшей мере, снижаются проблемы известных способов удаления покрытия.
Кроме того, настоящее изобретение направлено на способ термического удаления покрытия и/или сушки материала с покрытием и/или материала с загрязнениями, который пригоден для обработки небольших объемов материала.
Таким образом, в соответствии с первым аспектом настоящего изобретения, предложено устройство, предназначенное для термического удаления покрытия и/или сушки материала с покрытием и/или материала с загрязнениями, причем это устройство содержит: опору; печь, установленную на опоре и содержащую часть загрузки, предназначенную для подачи обрабатываемого материала, и переворачивающуюся часть, причем переворачивающаяся часть содержит камеру тепловой обработки, через которую можно пропускать поток горячих газов; печь выполнена с возможностью перемещения по отношению к опоре, между первым положением, в котором переворачивающаяся часть располагается, в общем, выше, чем часть загрузки, и вторым положением, в котором часть загрузки располагается, в общем, выше, чем переворачивающаяся часть; компоновка выполнена таким образом, что при использовании печь может постоянно перемещаться между первым и вторым положениями так, что материал, находящийся в печи, падает под действием силы тяжести из одной части в другую часть, проходя через поток горячих газов.
В соответствии со вторым аспектом настоящего изобретения предложен способ термического удаления покрытия и/или сушки материала с покрытием и/или материала с загрязнениями, содержащий использование печи, включающей часть загрузки, предназначенную для подачи обрабатываемого материала, и переворачивающуюся часть, причем переворачивающаяся часть содержит камеру тепловой обработки, через которую можно пропускать поток горячих газов, печь выполнена с возможностью перемещения между первым положением, в котором переворачивающаяся часть располагается, в общем, выше, чем часть загрузки, и вторым положением, в котором короб загрузки располагается, в общем, выше, чем переворачивающаяся часть; загрузку материала в печь; многократное перемещение печи между первым и вторым положениями так, чтобы материал, находящийся в печи, падал под действием силы тяжести из одной части в другую часть, проходя через поток горячих газов.
Перечень фигур чертежей
Ниже описаны несколько вариантов воплощения настоящего изобретения, которые приведены только для примера, со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 показан схематичный вид в перспективе печи устройства в соответствии с настоящим изобретением;
на фиг.2 представлен вид в разрезе вдоль линии Х-Х печи по фиг.1;
на фиг.3а-3g представлены последовательные схемы, изображающие различные фазы рабочего цикла устройства в соответствии с настоящим изобретением, которое содержит печь, показанную на фиг.1;
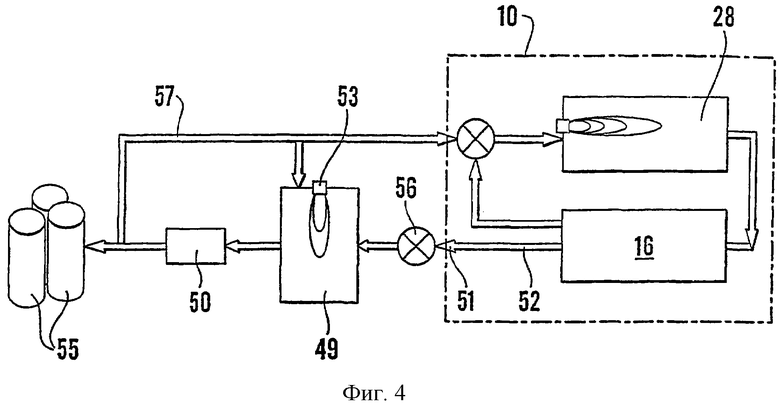
на фиг.4 изображена схема модифицированного устройства в соответствии с настоящим изобретением, которое содержит второй дожигатель;
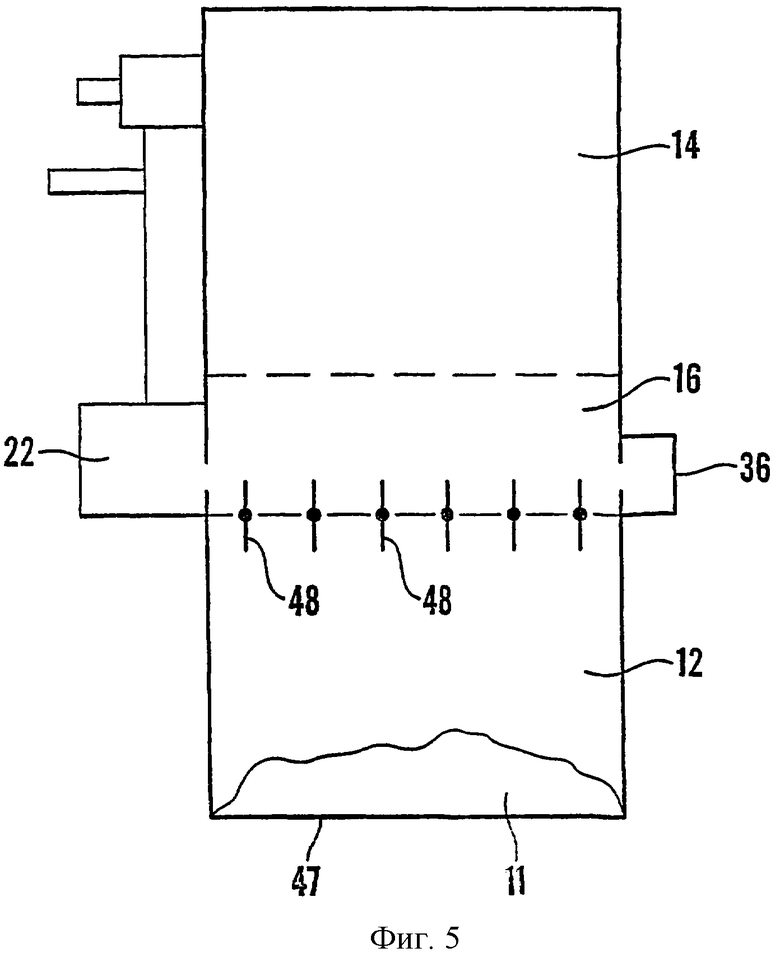
на фиг.5 показан вид, аналогичный фиг.2, изображающий модификацию печи, представленной на фиг.1;
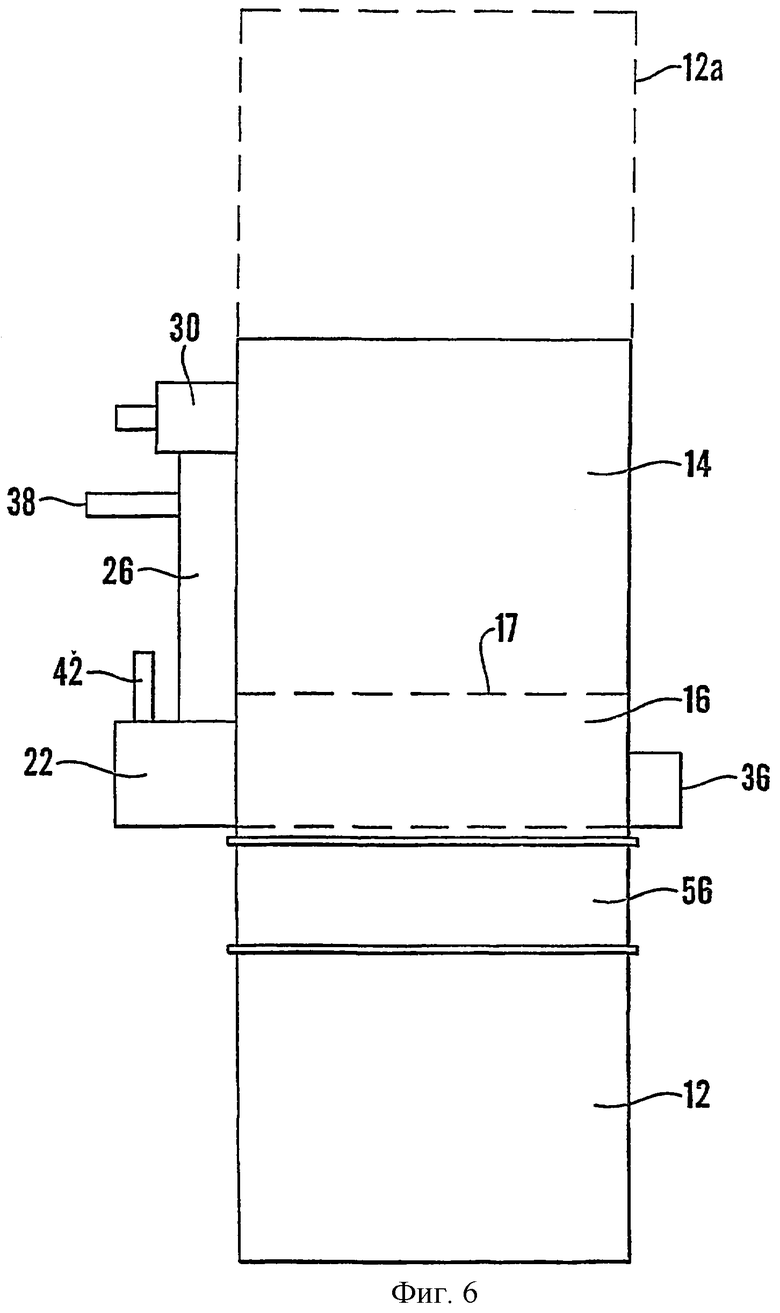
на фиг.6 изображен вид спереди печи по фиг.1, представленный в направлении стрелки Y, но изображающий модификацию, в которой установлена часть съемной кассеты между коробом загрузки и переворачивающейся частью печи.
Сведения, подтверждающие возможность осуществления изобретения
На фиг.1-3 показана печь, обозначенная, в общем, цифрой 10, которая формирует часть устройства для термического удаления покрытия и/или сушки материалов с покрытием и/или загрязненных материалов.
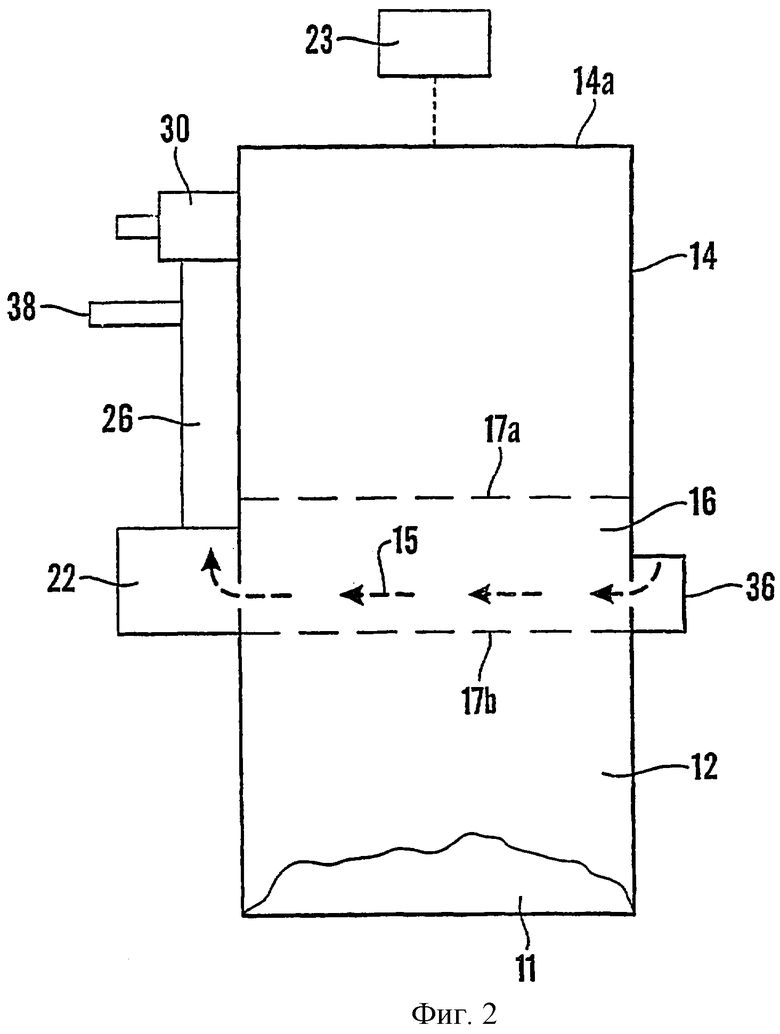
Печь 10 содержит часть или короб 12 загрузки, предназначенную для первоначальной подачи обрабатываемого материала 11, и переворачивающуюся часть 14. В переворачивающейся части установлена камера 16 тепловой обработки, через которую может проходить поток горячих газов 15, проходящий с одной стороны печи на другую.
На одной стороне печи установлена прямоугольная камера 22, в которую втягиваются газы из камеры 16 обработки с помощью вентилятора 24 рециркуляции. Из кожуха 26 смешивания с воздухом газы из камеры 22 рециркуляции направляются в камеру 28 дожигателя, в которой газы нагреваются с помощью горелки 30. Стенки камеры 28 дожигателя могут быть изготовлены из нержавеющей стали с воздушным охлаждением или могут быть выполнены с покрытием из подходящего огнеупорного материала.
Горелка 30, с помощью которой осуществляется нагрев газов, может иметь конструкцию, позволяющую работать с газообразным или жидким топливом или с обоими видами топлива. В предпочтительном варианте воплощения горелка также имеет такую конструкцию, в которой обеспечивается возможность сгорания ЛОС, удаляемых в ходе термической обработки с поверхности частиц материала в камере 16 обработки. ЛОС отбираются из камеры 16 обработки вместе с газами 15 под действием вентилятора 24 рециркуляции и смешиваются с воздухом в смесительном кожухе 26. Кожух 26 смешивания с воздухом разработан для обеспечения подачи газов в дожигатель в виде спирального потока, как обозначено стрелками 32, что обеспечивает максимальное время пребывания ЛОС и время воздействия пламени горелки на горячую зону.
Благодаря сжиганию ЛОС повышается общая тепловая эффективность печи, поскольку требуется подача меньшего количества топлива для нагрева газов 15 до требуемой рабочей температуры. Если присутствует достаточное количество ЛОС, вообще не требуется добавлять топливо для нагрева газов до требуемой температуры так, что процесс может работать аутотермически.
Сжигание ЛОС также улучшает управление эмиссией, благодаря удалению загрязнителей из рециркулирующих газов и снижению потребности в дополнительной и дорогостоящей обработке газов, которые выпускают из камеры дожигателя, как будет описано ниже.
Из камеры 28 дожигателя горячие газы поступают в камеру 34 предварительной обработки, из которой они входят в ограниченный проход 36. По ограниченному проходу 36 горячие газы поступают в камеру 16 обработки на стороне печи, противоположной от камеры 22 рециркуляции.
Следует отметить, что в этом варианте воплощения камера 16 тепловой обработки проходит только над частью области переворачивающейся части. Верхняя и нижняя (как показано на фиг.2) границы камеры 16 тепловой обработки обозначены на фиг.2 пунктирными линиями 17 а и 17b. Как показано на фиг.2, нижняя граница 17b камеры тепловой обработки располагается, по существу, в той же плоскости, что и нижняя кромка переворачивающейся части 14, в то время как верхняя граница 17а располагается частично над переворачивающейся частью 14. Однако в альтернативных вариантах воплощения камера тепловой обработки может проходить по всей высоте или протяженности переворачивающейся части так, что верхняя граница 17а будет совпадать с вершиной 14а переворачивающейся части. При такой компоновке вся переворачивающуюся часть будет представлять собой, по существу, камеру тепловой обработки. Камера 22 рециркуляции и проход 36 располагают в соответствии с необходимостью.
Система управления (которая на фиг.2 схематично показана цифрой 23) отслеживает и управляет уровнем кислорода и температурой газов в камере 16 обработки для обеспечения того, что система будет работать в безопасном и эффективном режиме для термического удаления покрытия с поверхности обрабатываемого материала. Как правило, уровень кислорода поддерживается ниже 16%, в то время как для удаления большинства органических соединений требуется температура, превышающая 300°С. По трубке 38 для вдувания воздуха, регулируемой с помощью системы управления, поступает свежий воздух в камеру 28 дожигателя для управления как требуемым уровнем кислорода, так и температурой газов. Из камеры 28 дожигателя отходящие газообразные продукты сгорания выходят через выпускную трубу 40. Поток отходящих газов регулируется с помощью заслонки, управляемой в соответствии с температурой и давлением (не показана).
В камере 22 рециркуляции также сформировано вспомогательное входное отверстие 42 для свежего воздуха. Вспомогательное входное отверстие 42 позволяет подавать воздух в камеру рециркуляции для смешивания его с горячими газами и для охлаждения вентилятора 24. Система управления отслеживает температуру вентилятора и управляет створкой для регулирования потока воздуха через вспомогательное входное отверстие для поддержания температуры вентилятора ниже максимально допустимой рабочей температуры. Система управления балансирует поток воздуха через трубку 38 для вдувания воздуха и вспомогательное входное отверстие 42 для поддержания требуемого содержания кислорода и температуры газов в камере 16 обработки.
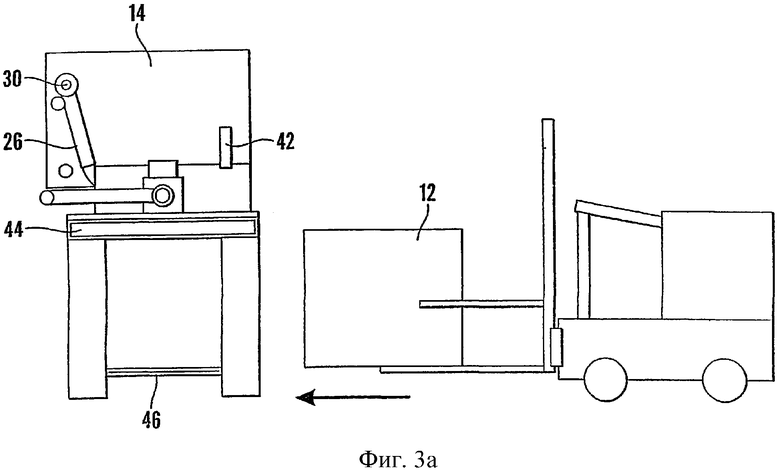
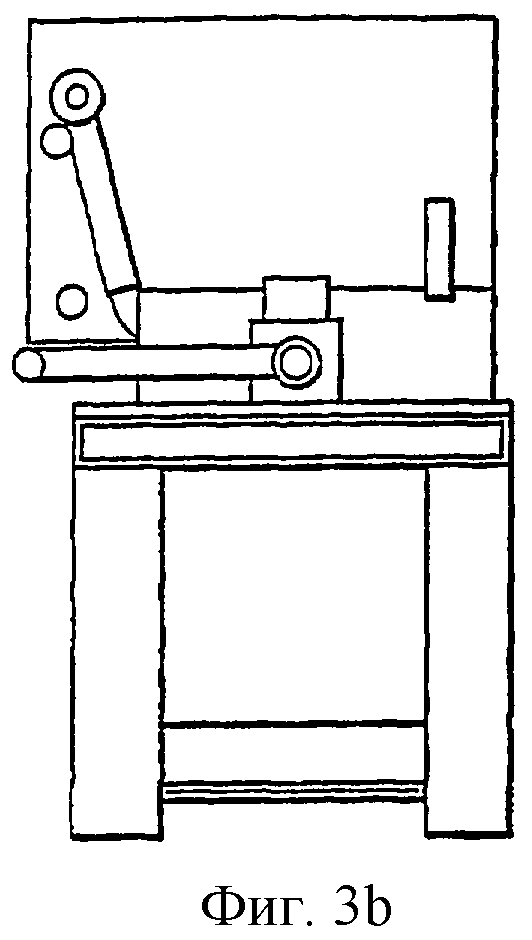
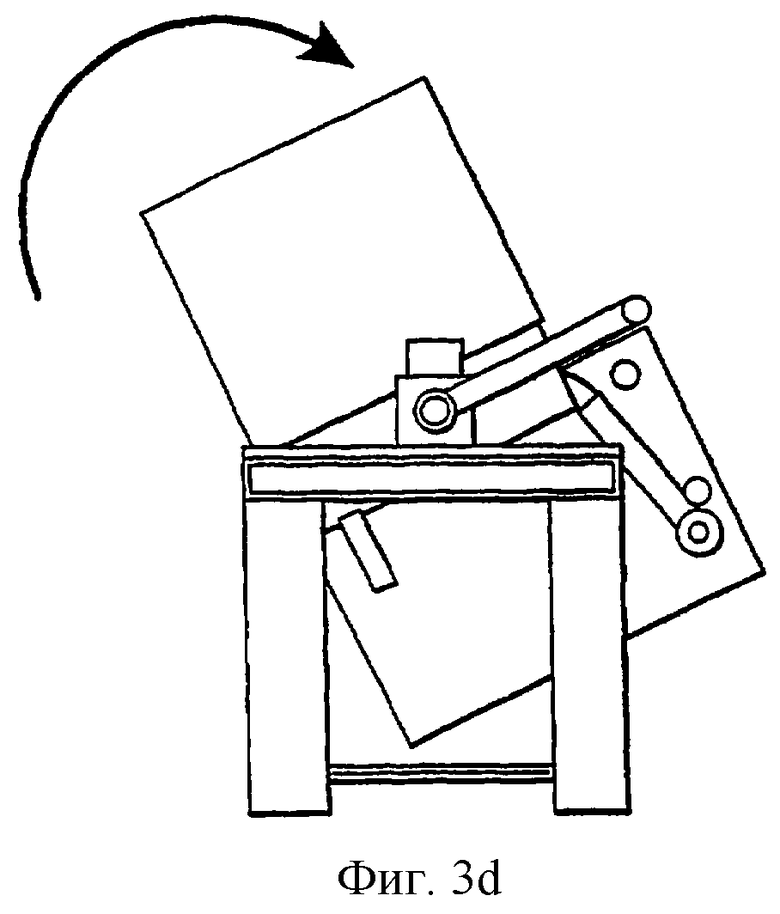
Печь 10 шарнирно установлена на структуре 44 опоры, которая содержит раму 46 основания (см. фиг.3а). Как показано на фигурах 3b - 3f, печь может перемещаться между первым положением 3b, в котором переворачивающаяся часть 14 располагается выше, чем короб 12 загрузки, и вторым положением 3d, в котором короб 12 загрузки располагается выше, чем переворачивающаяся часть 14.
В устройстве установлено средство (не показано) для автоматического перемещения печи между первым и вторым положениями под управлением системы управления устройства. Это средство может быть выполнено в любой подходящей форме и может содержать, например, один или несколько электрических или гидравлических двигателей. Двигатели могут действовать через короб передач, если это необходимо. В качестве альтернативы, средство может содержать один или несколько пневматических толкателей. Это средство также может содержать комбинацию из двигателей и толкателей.
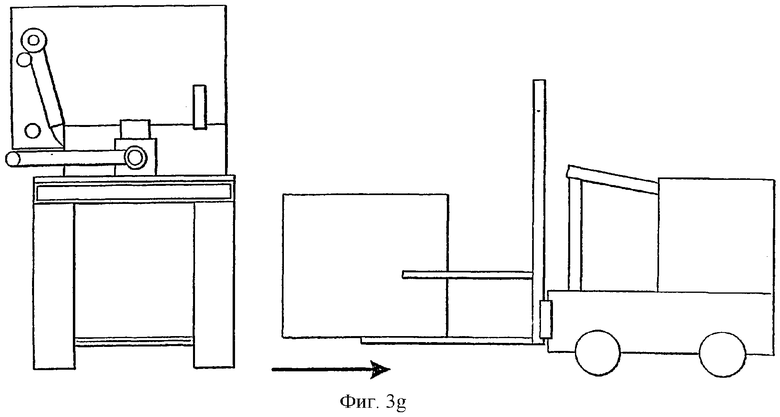
В предпочтительном варианте воплощения короб 12 загрузки установлен на печи с возможностью отсоединения. Это обеспечивает удобную загрузку материала в короб 12 загрузки и удаление материала из него в другом месте, отдельно от печи. Короб 12 загрузки после закрепления на печи становится единой частью со структурой печи и, следовательно, вращается с печью так, что материал пересыпается в короб загрузки и высыпается из него, проходя через камеру 16 обработки. Предпочтительно короб 12 загрузки выполнен с возможностью отсоединения с использованием погрузчика с вильчатым захватом или с помощью любого другого подходящего средства для транспортировки короба загрузки к печи и от нее.
Короб загрузки может быть закреплен на переворачивающейся части с использованием любого подходящего средства (не показано). Например, короб загрузки может быть закреплен с использованием одного или нескольких зажимов, которые могут управляться автоматически, или может закрепляться с помощью креплений, таких как болты. Уплотнитель (не показан) может быть установлен между коробом загрузки и остальной частью печи для обеспечения полной герметизации внутреннего пространства печи при использовании.
Работа устройства будет понятна из следующего описания со ссылкой, в частности, на фигуры 3а-3f.
Материал для обработки загружают в короб 12 загрузки, который затем подвозят к печи с помощью погрузчика с вильчатым захватом. После того как короб 12 загрузки будет установлен в требуемое положение и он будет закреплен на печи, погрузчик с вильчатым захватом может быть отведен. Затем можно начать процесс обработки под управлением системы управления.
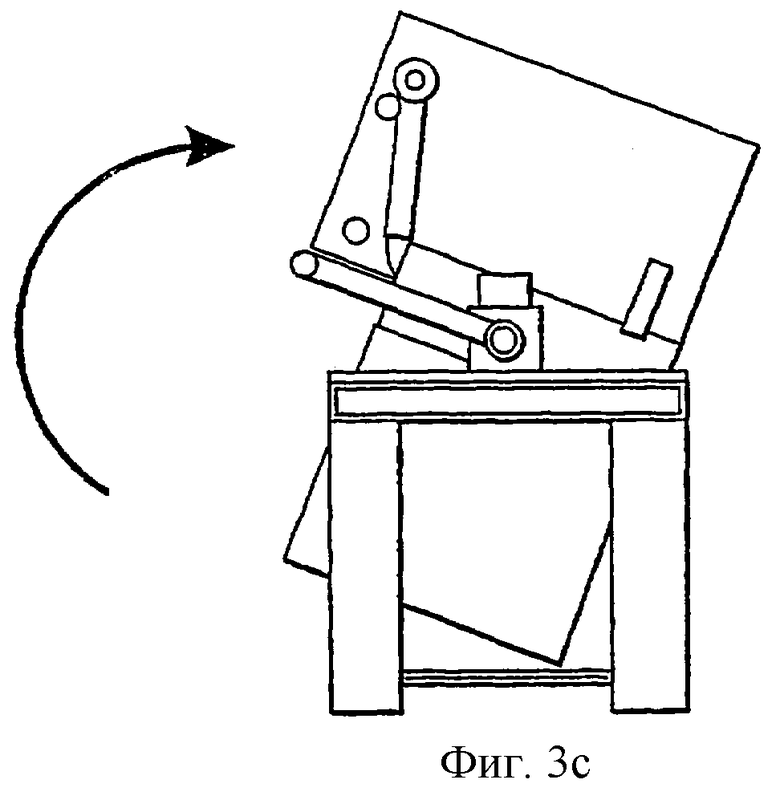
Газы, проходящие через камеру 16 обработки, нагреваются, и печь поворачивается из первого положения, которое показано на фиг.3b, до тех пор, пока она не займет второе положение, которое показано на фиг.3d, в котором печь находится практически в перевернутом положении.
При повороте печи материалы, находящиеся в коробе 12 загрузки, будут падать под действием силы тяжести в переворачивающуюся часть 14, проходя через поток горячих газов в камере 16 обработки. Следует отметить, что материал, проходя через камеру 16 обработки, пересекает поток горячих газов 15 поперек его направления.
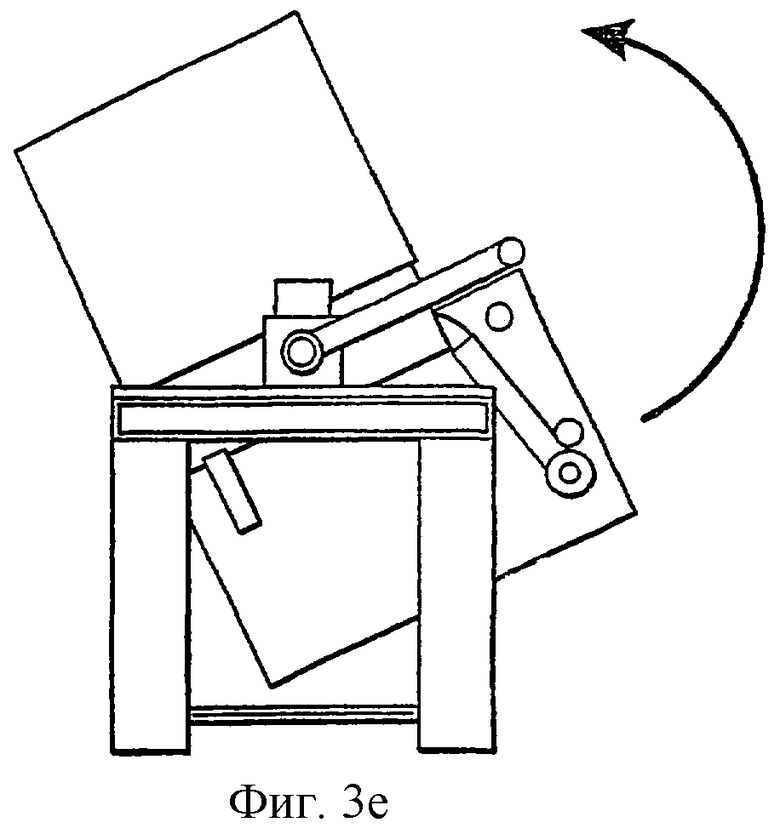
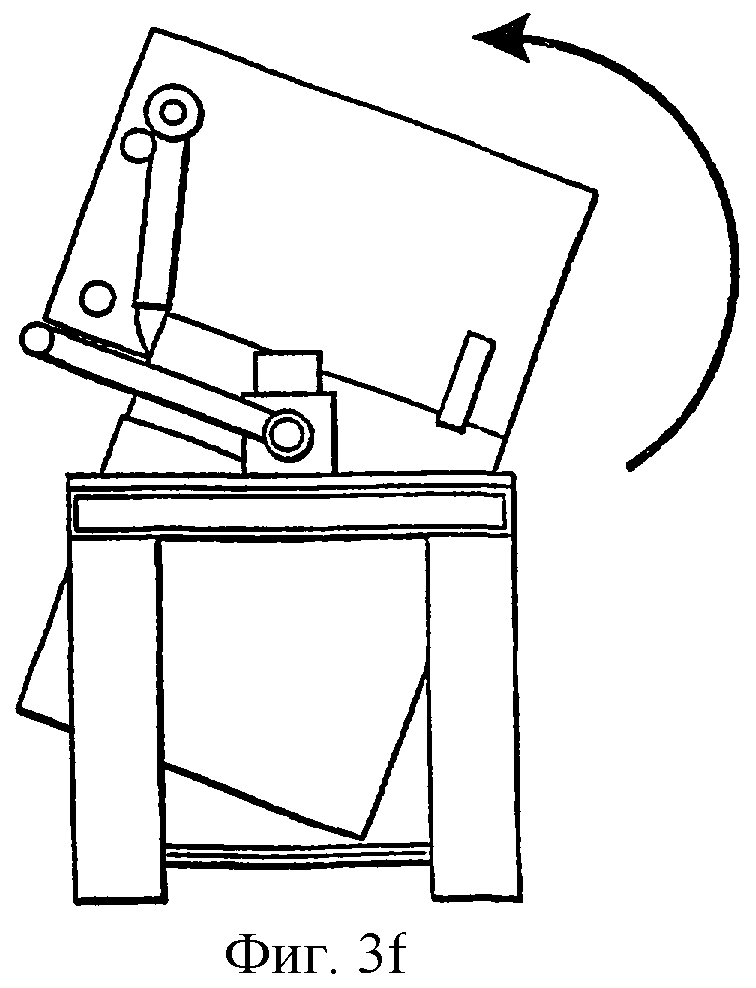
Поворотное движение печи затем может производиться в обратном направлении, как показано на фиг.3е и 3f, пока печь не вернется в первое положение. При этом поворотном движении в обратном направлении материалы падают из переворачивающейся части 14 в часть 12 загрузки, вновь проходя через поток горячих газов 15. Поворотное движение печи между первым и вторым положениями повторяется множество раз в соответствии с установками системы управления процессом до тех пор, пока материал 11 не будет полностью обработан.
Процесс обработки проходит через ряд фаз или циклов: цикл нагрева, в течение которого горячие газы и материалы доводят до требуемой температуры обработки, цикл обработки, при котором температура газов и материалов поддерживается при температуре обработки, и, наконец, цикл охлаждения, в течение которого температура газов и обрабатываемого материала понижается до уровня, при котором материал можно безопасно выгружать.
После завершения процесса обработки печь возвращается в первое положение и короб 12 загрузки снимают, как показано на фиг.3g, так что обработанный материал можно перевозить для охлаждения, хранения или дальнейшей обработки в соответствии с необходимостью.
Поворотное движение печи обеспечивает то, что обрабатываемый материал проходит через поток газов в камере обработки управляемым образом. Падение материала также обеспечивает то, что все поверхности частиц материала полностью подвергаются воздействию газов, обеспечивая эффективное удаление покрытия и/или загрязнения.
Система 23 управления управляет скоростью и частотой поворотных движений печи, а также с температурой и уровнем кислорода в газах для окисления покрытия или загрязнений на поверхности материала 11, обеспечивая безопасное и эффективное проведение процесса с минимальными потерями обрабатываемого материала.
Особое свойство устройства состоит в способности системы останавливать поворотное движение печи в любой момент времени. Это может быть в особенности полезным при обработке материалов с толстым покрытием для предотвращения повышения температуры в дожигателе до неуправляемого уровня из-за высокого содержания ЛОС в газах. При остановке поворотного движения устройства количество сгораемого материала в газах уменьшается, и интенсивность процесса горения снижается и, следовательно, температура понижается до управляемого уровня. По мере того, как температура возвращается до приемлемого уровня, устройство возобновляет поворотное движение, и процесс обработки продолжается. Такая возможность остановки поворотного движения печи обеспечивает контролируемое высвобождение летучих веществ в ходе процесса обработки. Интенсивность процесса горения может дополнительно понижаться при остановке печи в положении, в котором материал падает в короб 12 загрузки. Это обеспечивает то, что материал будет находиться вне потока газов на удалении от горячих поверхностей переворачивающейся части.
Кроме возможности остановки поворотного движения печи, и, таким образом, уменьшения скорости высвобождения ЛОС, в случаях, когда требуется производить обработку материалов с толстым покрытием, устройство может быть оборудовано второй системой 49 дожигателя и отдельной системой 50 охлаждения, как схематично показано на фиг.4. Вторая система 49 дожигателя может быть расположена рядом с вращающейся печью 10 и соединяться через трубопроводы 51 из нержавеющей стали или изолированные трубопроводы, по которым горячие газы с летучими веществами 52 поступают из камеры 16 обработки во второй дожигатель 49.
Внутри второго дожигателя 49 летучие вещества полностью сгорают с помощью второй горелки 53. Отходящие газы из второго дожигателя 49 охлаждают в отдельной системе 50 охлаждения, которая может быть расположена рядом со второй системой 49 дожигателя. После прохождения через блок 50 охлаждения большая часть отходящих газов поступает в блок 55 управления загрязнением воздуха, такой как мешочная система фильтрации или система фильтрации с обратной струей. Однако некоторое количество отходящих газов, которые теперь не содержат топливо или кислород, и, таким образом, являются инертными, может быть возвращено обратно в первую камеру 28 дожигателя и/или во второй дожигатель 49 через дополнительные трубопроводы 57 для дополнительного снижения интенсивности горения.
В системе 50 охлаждения используется косвенное охлаждение, например система теплообменника для управляемого охлаждения, которое обеспечивает приемлемый уровень температуры блока 55 управления загрязнением воздуха и камеры 28 дожигателя. Горячие газы циркулируют через второй дожигатель 49 и систему 50 охлаждения с помощью второго вентилятора 56 рециркуляции.
Кроме поворотного движения печи устройство может содержать средство, такое как электро/механический вибратор (не показано) для передачи вибрации на печь или, по меньшей мере, часть печи. Средство вибрации также может управляться с помощью системы 23 управления. Такое дополнительное воздействие вибрации позволяет пересыпать материал между коробом 12 загрузки и переворачивающейся частью 14 устройства более точно и более управляемым образом для обеспечения лучшего обмена между горячими газами и материалом.
Передача вибрации также может использоваться для улучшения механического отделения покрытия и загрязнителей с поверхности материала 11. Например, может использоваться такая компоновка, что на материал будет передаваться вибрация с частотой, равной или близкой его собственной или резонансной частоте. В качестве альтернативы, на печь (или, по меньшей мере, на часть печи, такую как короб 12 загрузки и/или переворачивающаяся часть 14) могут передаваться вибрация на их собственной или резонансной частоте. Следовательно, дополнительная передача вибрации на материал позволяет увеличить силы абразивного истирания и позволяет газам лучше проникать в массу материала 11 и обрабатывать его.
На фиг.5 показана модификация печи 10, в которой между коробом 12 загрузки и переворачивающейся частью 14 установлен ряд заглушек или заслонок 48. В данном варианте воплощения задвижки 48 содержат удлиненные элементы створок, которые проходят по ширине переворачивающейся части. Створки могут шарнирно поворачиваться между открытым положением, которое показано на фиг.5, и закрытым положением, в котором створки устанавливаются, по существу, параллельно основанию 47 короба 12 загрузки и взаимодействуют так, что закрывают короб 12 загрузки по отношению к переворачивающейся части. Задвижки 48 взаимно соединены с помощью вала (не показан), что обеспечивает единое движение всех задвижек при работе, когда они перемещаются между открытым и закрытым положениями.
Задвижки 48 работают автоматически под управлением системы 23 управления в соответствии с требованиями процесса и могут использоваться для создания динамически изменяющегося объема нагрева в печи, избирательно изолируя короб 12 загрузки от переворачивающейся части 14, как описано ниже.
Во время цикла нагрева задвижки могут закрываться для заключения материала в переворачивающейся части 14. Это приводит к сокращению цикла нагрева, благодаря повышению скорости передачи тепла в материал. Это происходит из-за того, что горячие газы направляются таким образом, что они проходят через материал, заключенный в камере 16 обработки, по мере того, как газы проходят через печь. Кроме того, короб 12 загрузки обычно имеет меньшую степень изоляции, чем переворачивающаяся часть 14, так что перекрытие короба 12 загрузки во время цикла нагрева снижает потери тепла.
После того, как цикл нагрева будет закончен, задвижки 48 могут быть открыты для увеличения объема нагрева и для того, чтобы материал 11 мог проходить между коробом 12 загрузки и переворачивающейся частью 14 обычным путем в ходе фаз обработки и охлаждения.
Задвижки также могут использоваться в частично закрытом положении, например, на 45 градусов для обеспечения ограниченного перемещения материала между коробом 12 загрузки и переворачивающейся частью 14. Это позволяет лучше управлять процессом удаления покрытия по мере того, как материал проходит через частично открытые створки.
В качестве альтернативы, задвижки могут быть закрыты так, что материал будет заключен в коробе 12 загрузки так, что он будет полностью изолирован от горячих газов, находящихся в камере 16 обработки. Это может быть полезным при управлении аутотермическим сгоранием ЛОС.
Устройство в соответствии с настоящим изобретением в особенности пригодно для обработки относительно небольших количеств материала, до 2 тонн за цикл. Это позволяет проводить экономную обработку материалов в значительно меньших объемах, чем в известных устройствах карусельной печи или конвейерной печи, без недостатков статической печи. Поскольку материалы обрабатывают в режиме периодической обработки, устройство может быть отрегулировано для обработки разных видов материала путем соответствующей установки системы управления между отдельными порциями обработки.
Устройство в соответствии с настоящим изобретением может быть выполнено относительно небольшим по сравнению с известными вращающимися печами или конвейерными печами так, что оно будет занимать гораздо меньшую площадь. Устройство в соответствии с настоящим изобретением также является относительно простым и требует меньшего количества операций при техническом обслуживания, чем в известных устройствах.
Дополнительное преимущество устройства, в соответствии с настоящим изобретением, состоит в том, что для него требуется меньшее количество вспомогательного оборудования, чем в известных устройствах карусельной печи или конвейерной печи, в которых обычно требуется использование конвейерных лент подачи, конвейерных лент выгрузки и бункеров для хранения материала для обеспечения непрерывности работы.
Устройство, описанное выше, может быть модифицировано различным образом. Например, в нем может быть установлена струйная перемешивающая система (не показана), предназначенная для перемешивания и встряхивания материала в камере тепловой обработки. Это позволяет обеспечить более высокую степень обработки горячими газами обрабатываемого материала и улучшить эффективность процесса. Такая система может содержать одну или несколько струй, которые могут испускаться в виде постоянного потока или импульсного потока газообразного материала для перемешивания материала в камере тепловой обработки. Газообразный материал может представлять собой свежий воздух и может использоваться системой управления для регулирования уровня кислорода и температуры в печи. В качестве альтернативы газообразный материал может представлять собой часть газов 15, возвращаемых в печь.
Кроме того, в устройство можно установить один или несколько инструментов (не показаны) для осуществления дополнительной обработки или управления материала в печи. В особенности, в предпочтительном варианте воплощения, показанном на фиг.6, такие инструменты могут быть расположены между коробом 12 загрузки и переворачивающейся частью 14 в части 56 съемной кассеты, которая может быть выполнена с возможностью установки одного или нескольких таких инструментов. Использование съемной кассеты 58, таким образом, позволяет быстро и легко менять или снимать инструменты между отдельными порциями обрабатываемого материала.
Примеры таких инструментов (не показаны), которые могут быть установлены в кассету 58, включают:
средство измельчения, предназначенное для измельчения материала по мере того, как он падает из короба загрузки в переворачивающуюся часть. Такое средство измельчения может представлять собой роторные ножницы или измельчитель любого другого вида, известный в данной области техники.
В качестве альтернативы или в дополнение, в кассете 58 может быть установлен электромагнитный сепаратор цветных металлов, предназначенный для отделения цветных металлов от остальной части обрабатываемого материала. Сепаратор воздействует на материал, проходящий между переворачивающейся частью и коробом загрузки. Обычно такое разделение осуществляется в конце цикла охлаждения, и цветные металлы собирают в отдельном бункере отдельно от остальной части материала. Сепаратор может быть любого подходящего типа, известного в данной области техники. В кассете 58 также может быть установлено средство подачи для управления движением материала между коробом загрузки и переворачивающейся частью. Средство подачи может содержать систему задвижек, аналогичную описанной выше со ссылкой на фиг.5, или может представлять собой любую другую подходящую систему, предназначенную для управления выпуском материала из короба 12 загрузки. Использование такого средства подачи позволяет постепенно подавать материал из короба 12 загрузки в переворачивающуюся часть 14 для обеспечения, по существу, непрерывной обработки. Это может быть полезным для управления выпуском ЛОС.
Хотя это не показано на чертежах, другие инструменты для обработки или подготовки материала могут быть установлены в сам короб 12 загрузки. Например в короб 12 загрузки может быть установлена система центробежной сушки, система предварительного нагрева, механическая система перемешивания, механическая система промывки, система прессования и/или система брикетирования. Такие системы хорошо известны в данной области техники.
В качестве альтернативы, вместо использования погрузчика с вильчатым захватом для установки на печь короба 12 загрузки и снятия его с нее, может использоваться автоматизированная система загрузки и выгрузки (не показана). Такая система может включать ленты конвейера и бункеры загрузки для загрузки материала, предназначенного для обработки, в пустой короб 12 загрузки. Короб 12 загрузки затем может перевозиться к печи и закрепляться автоматически так, чтобы можно было начать обработку. После обработки короб загрузки автоматически снимают с печи, и его содержимое пересыпают на другую систему ленты конвейера для транспортировки для дополнительной обработки или хранения. В системе может использоваться множество коробов 12 загрузки для каждой печи так, что различные коробы могут использоваться на различных этапах общего процесса.
При некоторых обстоятельствах может быть предпочтительным использовать отдельный короб или бункер для выгрузки обработанного материала в конце процесса, вместо возврата материала в короб 12 загрузки. Например, такая компоновка может быть полезной для предотвращении повторного загрязнения обработанного материала при попадании его обратно в короб загрузки. При таких условиях в переворачивающейся части 14 может быть установлено средство выпуска, такое как автоматически управляемая раздвижная крышка (обозначена пунктирными линиями в позиции 58 на фиг.1), через которую обработанный материал 11 может выгружаться из печи. При такой компоновке материал, предназначенный для обработки, загружается в печь в коробе 12 загрузки, как описано выше. Однако в конце процесса обработки печь переворачивается, и крышка 58 открывается так, что обработанный материал высыпается в отдельный бункер, который используется только для обработанного материала. После завершения этого процесса печь возвращается в нормальное исходное положение, короб 12 загрузки снимают, и новый короб 12 загрузки с дополнительной порцией материала, предназначенного для обработки, закрепляют на его месте. Загрузка и выгрузка короба 12 загрузки может выполняться автоматически, как описано выше.
В еще одном варианте воплощения второй короб загрузки (обозначенный пунктирными линиями в положении 12а на фиг.6) может быть установлен на противоположной стороне переворачивающейся части 14 от первого короба 12 загрузки, и средство, такое, как система задвижек, как описано выше в отношении фигуры 5, может быть установлено между каждым коробом 12, 12а загрузки и переворачивающейся частью 14. Такая компоновка позволяет загружать в печь два короба загрузки, каждый из которых содержит материал, предназначенный для обработки, и материал в каждой из коробок обрабатывается последовательно. Таким образом, например, первый короб 12 загрузки с материалом, предназначенным для обработки, может быть установлен с одной стороны переворачивающейся части 14, причем задвижки, расположенные рядом с первым коробом, будут закрыты для заключения материала в первом коробе 12 загрузки. Затем печь может быть перевернута и второй короб 12а загрузки, содержащий дополнительную порцию материала, предназначенного для обработки, может быть закреплен на противоположной стороне переворачивающейся части так, что система задвижек, расположенная рядом со вторым коробом, также будет закрыта. Затем может быть начата работа печи с обработкой материала из одной из коробок 12а загрузки при открытой системе задвижек, расположенной рядом с этим коробом так, что материал из короба может поступать в переворачивающуюся часть обычным образом. После того, как первая порция материала будет обработана, печь останавливают таким образом, что обрабатываемый материал возвращается в свой короб 12а загрузки, и задвижки закрывают. Процесс затем может повторяться для материала, находящегося во втором коробе 12 загрузки. После того, как материал в обоих коробах загрузки будет обработан, оба короба 12, 12а можно снять и заменить следующими коробами, содержащими материал для обработки. Такая компоновка может использоваться для уменьшения времени простоя между циклами обработки и для повышения выхода материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ОТХОДОВ И СПОСОБ ОБРАБОТКИ ОТХОДОВ | 2009 |
|
RU2497606C2 |
| УСТАНОВКА ДЛЯ УТИЛИЗАЦИИ ГОРЮЧИХ ОТХОДОВ | 2022 |
|
RU2805902C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТЕКУЧИХ СРЕД УЛЬТРАФИОЛЕТОВЫМ ИЗЛУЧЕНИЕМ И СРЕДСТВО ДЛЯ ПЕРЕДАЧИ ЭЛЕКТРИЧЕСКИХ СИГНАЛОВ, ИСПОЛЬЗУЕМОЕ В ЭТОМ УСТРОЙСТВЕ | 1999 |
|
RU2232722C2 |
| СПОСОБ И СИСТЕМА ДЛЯ ТЕРМИЧЕСКОЙ УТИЛИЗАЦИИ ОТХОДОВ И ИХ ПРИМЕНЕНИЕ ДЛЯ ОБРАБОТКИ ОТХОДОВ С ВЫСОКИМ СОДЕРЖАНИЕМ ВОДЫ | 2004 |
|
RU2353590C2 |
| УСТАНОВКА ДЕМЕРКУРИЗАЦИИ | 1993 |
|
RU2082916C1 |
| СИСТЕМА ТЕЛЕВИЗИОННОГО ВЕЩАНИЯ И СПОСОБ ЕЕ РАБОТЫ | 1996 |
|
RU2180991C2 |
| СПОСОБ ОБРАБОТКИ ОТХОДОВ | 2012 |
|
RU2592891C2 |
| ДОЗОВЫЙ КАРТРИДЖ ДЛЯ ИНГАЛЯТОРА | 2015 |
|
RU2723335C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНОГО ЭЛЕМЕНТА ИЗ ПОРОШКООБРАЗНОГО ИСХОДНОГО МАТЕРИАЛА И ПРИГОДНЫЙ ДЛЯ ЭТОГО ЭКСТРАКТОР | 2001 |
|
RU2263004C2 |
| УСТРОЙСТВО ДЛЯ ВАКУУМНОЙ ОБРАБОТКИ ПАРОМ | 2007 |
|
RU2449049C2 |
Устройство и способ для термического удаления покрытия и/или загрязнений для повышения качества удаления содержит печь, выполненную с возможностью перемещения по отношению к опоре между первым положением, в котором переворачивающаяся часть располагается, в общем, выше, чем часть загрузки, и вторым положением, в котором часть загрузки располагается, в общем, выше, чем переворачивающаяся часть. 2 н. и 44 з.п. ф-лы, 6 ил.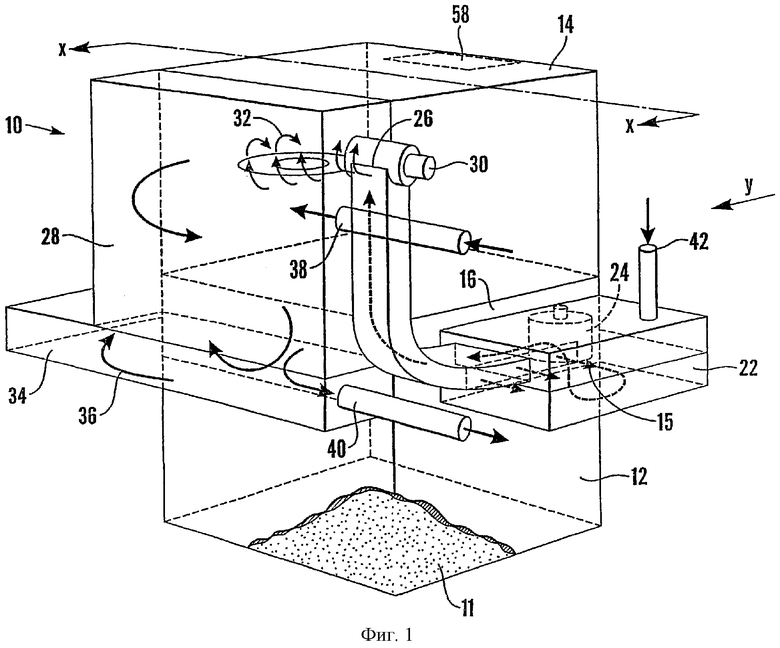
опору;
печь, установленную на опоре и содержащую часть загрузки, предназначенную для подачи обрабатываемого материала, и переворачивающуюся часть, причем переворачивающаяся часть содержит камеру тепловой обработки, через которую можно пропускать поток горячих газов; печь выполнена с возможностью перемещения по отношению к опоре между первым положением, в котором переворачивающаяся часть располагается, в общем, выше, чем часть загрузки, и вторым положением, в котором часть загрузки располагается, в общем, выше, чем переворачивающаяся часть;
компоновка выполнена таким образом, что при использовании печь может постоянно перемещаться между первым и вторым положениями так, что материал, находящийся в печи, падает под действием силы тяжести, из одной части в другую часть, проходя через поток горячих газов.
использование печи, включающей часть загрузки, предназначенную для подачи обрабатываемого материала, и переворачивающуюся часть, причем переворачивающаяся часть содержит камеру тепловой обработки, через которую можно пропускать поток горячих газов, печь выполнена с возможностью перемещения между первым положением, в котором переворачивающаяся часть располагается, в общем, выше, чем часть загрузки, и вторым положением, в котором короб загрузки располагается, в общем, выше, чем переворачивающаяся часть;
загрузку материала в печь;
многократное перемещение печи между первыми и вторыми положениями так, чтобы материал, находящийся в печи, падал под действием силы тяжести из одной части в другую часть, проходя через поток горячих газов.
установку средства измельчителя между частью загрузки и переворачивающейся частью печи и
измельчение материала по мере того, как он проходит, по меньшей мере, при начальном движении из части загрузки в переворачивающуюся часть.
установку средства сепаратора цветных металлов между частью загрузки и переворачивающейся частью и
отделение цветных металлов от остальной части обрабатываемого материала по мере того, как материал проходит между переворачивающейся частью и частью загрузки во время фазы охлаждения выполняемой обработки.
установку средства подачи между частью загрузки и переворачивающейся частью и
использование средства подачи для управления движением материала между частью загрузки и переворачивающейся частью.
установку средства выгрузки в переворачивающейся части, с помощью которого материал может выгружаться из печи, и
выгрузку материала из печи с использованием средства выгрузки после завершения процесса обработки.
| СПОСОБ ПРОИЗВОДСТВА АРОМАТИЗИРОВАННОЙ ЭКСПАНДИРОВАННОЙ ТАБАЧНОЙ ЖИЛКИ | 2005 |
|
RU2290036C1 |
| US 4996779 А, 05.03.1991 | |||
| Устройство для очистки поверхностей | 1989 |
|
SU1722897A1 |

