Изобретение относится к переработке пластмасс, в частности к производству термоусаживающейся, электронно-химически модифицированной ленты, предназначенной для использования в конструкциях покрытий на основе мастичных материалов для изоляции в целях антикоррозионной защиты стальных магистральных трубопроводов различного назначения, при ремонте покрытий трубопроводов.
Известен способ получения полиэтиленовой пленки (патент РФ №2174525, кл. МПК С 08 J 5/18, C 08 L 23/06, заявл. 31.05.1999 г., опубл. 10.10.2001 г., патентообладателем которого является ОАО «Ангарская нефтехимическая компания», «Способ получения стабилизированной полиэтиленовой пленки»), которую изготавливают из полиэтилена высокого давления со стабилизаторами методом экструзии. Готовую пленку облучают потоком ускоренных электронов до поглощения дозы 07-1,3 Мрад. В результате получают стабилизированную пленку с повышенной атмосферостойкостью, применяемую в сельском хозяйстве и на приусадебных участках для покрытия теплиц и парников. Однако данный способ не позволяет получить пленку, обладающую свойством термоусадки и достаточными прочностными свойствами, необходимыми для применения в качестве изоляционного материала для трубопроводов.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является «Способ получения термоусаживающейся многослойной адгезионной ленты «Донрад-1», согласно которому на полиэтиленовую ленту-основу, электронно-химически модифицированную до поглощения дозы 25-50 Мрад и ориентированную в долевом направлении на 25-75% при температуре 60-170°С наносят адгезив при температуре 150-170°С, охлаждают и наматывают рулон (патент РФ №2074875, кл. МПК C 09 J 7/02 В 32 В 27/32, заявл. 18.06.1996 г., опубл. 10.03.1997 г., патентообладателями которого являются Рожков И.А., Перепелкин В.П.). Ленту-основу из полиэтилена высокого давления получают экструзией на одно- или двухшнековом экструдере с щелевой головкой, каландрированием на трехвалковом охлаждаемом каландре, облучением потоком ускоренных электронов до поглощения дозы 25-50 Мрад и ориентированием в долевом направлении на 25-75% при прохождении ленты по зонам нагрева от 60 до 170°С. В этом способе полиэтиленовую ленту используют в качестве основы, на которую в горячем виде наносят адгезив на основе сополимера этилена с винилацетатом. Для получения полиэтиленовой ленты-основы с высокой температурой усадки она была подвергнута большой дозе облучения и ориентированию на 25-75% при повышенной температуре. Такая полиэтиленовая лента не может быть использована в качестве ленты-обертки, т.к. имеет высокую температуру усадки.
Задачей предлагаемого изобретения является получение высокопрочной ленты-обертки с низкой температурой усадки, устойчивой к разрушению в условиях эксплуатации и снижение энергозатрат при ее производстве.
Поставленная задача решается тем, что в способе получения полиэтиленовой ленты-обертки, включающем экструзию композиции полиэтилена, каландрирование, электронно-химическое модифицирование путем облучения потоком ускоренных электронов и продольную ориентацию, электронно-химическое модифицирование осуществляют до поглощения дозы 5-10 Мрад, а ориентацию на 3-10% при температуре 60-85°С.
Для получения ленты используют полиэтилен высокого давления (ГОСТ 16337-77).
Способ осуществляют следующим образом.
Из композиции полиэтилена методом плоскощелевой экструзии получают полотно расплавленного материала, которое далее каландрируют на трехвалковом каландре и получают ленту толщиной 0,7-1,3 мм. Готовую ленту подвергают электронно-химической модификации на ускорителе электронов, снабженном устройством для равномерного перемещения ленты. Ленту облучают потоком ускоренных электронов с энергией электронов 0,6-0,7 Мэв. Доза облучения, полученная лентой, составляет 5-10 Мрад. Далее электронно-химически модифицированную ленту нагревают до температуры 60-85°С и проводят ориентацию в продольном направлении на 3-10%, а затем охлаждают, плотно наматывают в рулон с заневоливанием конца ленты. Лента хранится в рулонах в обычных условиях. Ленту используют в качестве обертки на трубопроводах с нанесенными на них различными мастичными покрытиями. Лента обеспечивает защиту мастичного покрытия от воздействия грунта траншеи, имеет равномерную намотку без гофр и складок по всему трубопроводу.
При облучении полиэтиленовой ленты электронами высоких энергий происходит пространственная сшивка линейной молекулярной структуры полиэтилена и образование своего рода сетки-каркаса, в результате чего изменяются физико-механические свойства полиэтилена. Степень сшивки полиэтилена определяется так называемой гель-фракцией, т.е. процентом электронно-химически сшитых молекул. При ориентации облученная полиэтиленовая лента приобретает свойства термоусадки и сохраняет принятые геометрические размеры в течение длительного времени.
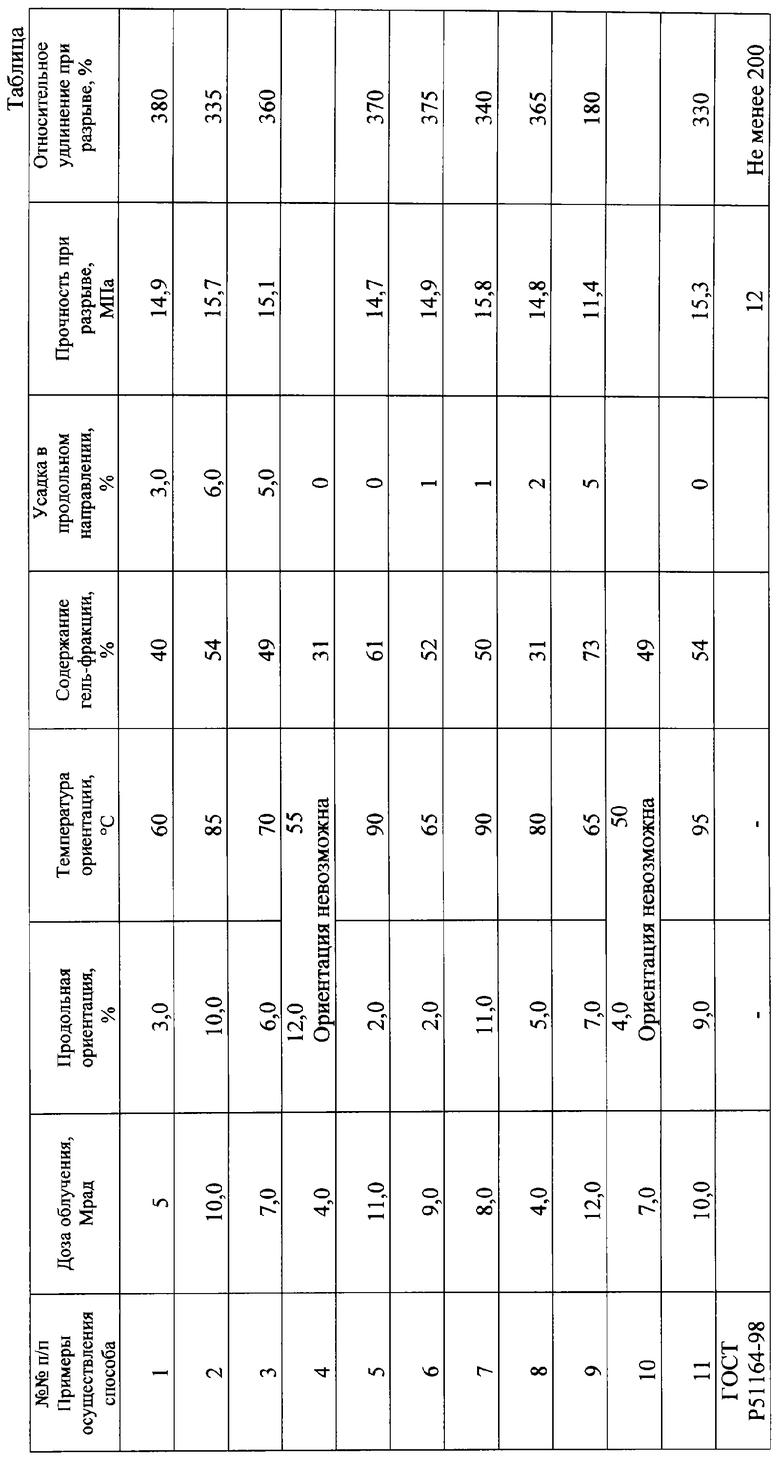
В таблице приведены примеры осуществления предлагаемого способа и свойства полученной ленты-обертки.
Пример 1. Из композиции полиэтилена методом плоскощелевой экструзии получают полотно расплавленного материала, которое далее каландрируют на трехвалковом каландре и получают ленту толщиной 0,7 мм. Готовую ленту подвергают электронно-химической модификации на ускорителе электронов, снабженном устройством для равномерного перемещения ленты. Ленту облучают потоком ускоренных электронов с энергией электронов 0,6 Мэв. Доза облучения, полученная лентой, составляет 5 Мрад. Электронно-химически модифицированную ленту нагревают до температуры 60°С и проводят ориентацию в продольном направлении на 3% и охлаждают, плотно наматывают в рулон с заневоливанием конца ленты.
Примеры 2-3. Способ осуществляют аналогично примеру 1 с использованием заявляемых параметров электронно-химической модификации и ориентации.
Примеры 4-5. Способ осуществляют аналогично примеру 1, но он отличается дозой облучения и параметрами ориентации.
Примеры 6-7. Способ осуществляют аналогично примеру 1, но он отличается параметрами ориентации.
Примеры 8-9. Способ осуществляют аналогично примеру 1, но он отличается дозой облучения.
Примеры 10-11. Способ осуществляют аналогично примеру 1, но он отличается температурой ориентации.
В таблице приведены примеры осуществления предлагаемого способа и свойства полученных лент. Испытание свойств лент проводили согласно ГОСТу 11262-80. В таблице также представлены соответствующие ГОСТу Р 51164-98 «Трубопроводы стальные магистральные. Общие требования к защите от коррозии» такие технические характеристики ленты, как прочность при разрыве и относительное удлинение при разрыве, которыми должна обладать лента-обертка. Как видно из таблицы, лента-обертка, полученная предлагаемым способом, характеризуется содержанием гель-фракции 40-54%, степенью усадки 3-6%, прочностью при разрыве 14,9-15,7 МПа и относительным удлинением при разрыве 335-380% (примеры 1-3), причем прочностные показатели полученной ленты значительно выше таких же показателей, требуемых ГОСТом. Такая лента будет обеспечивать надежную защиту трубопроводов от различного вида разрушений, так как обладает необходимыми прочностными свойствами и низкотемпературной усадкой, обеспечивающей намотку на мастичные покрытия без гофр и складок. В примерах 5-9, 11 полученные ленты не обладают одновременно высокими прочностными свойствами и низкотемпературной усадкой, так как лента была электронно-химически модифицирована и ориентирована параметрами, отличными от заявляемых в предлагаемом способе. Так, в примерах 5-8, 11 лента имеет хорошие прочностные свойства, но не обладает свойством термоусадки, в результате чего при намотке на мастичные покрытия при температурах 60-85°С будут образовываться гофры и складки, а в примере 9 лента получена с необходимой степенью термоусадки, но с очень низкими прочностными свойствами. По параметрам облучения и ориентирования, приведенным в примерах 4-10, лента вообще не подлежала ориентации.
Таким образом, предлагаемый способ получения ленты-обертки с заявляемыми параметрами электронно-химической модификации и продольной ориентации дает возможность получить прочную лену с высоким значением величины гель-фракции и низкой степенью усадки из полиэтилена высокого давления с пониженными затратами электроэнергии при ее производстве. Причем положительный эффект достигается при использовании всей совокупности защищаемых способом признаков.
Технология получения ленты-обертки предусматривает использование стандартного промышленного оборудования и недефицитного исходного сырья.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ДВУХСЛОЙНОЙ ТЕРМОУСАЖИВАЮЩЕЙСЯ ЛЕНТЫ | 2005 |
|
RU2286368C1 |
| ЛЕНТА-ОБЕРТКА | 2010 |
|
RU2459841C2 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ИЗОЛЯЦИИ СВАРНЫХ СТЫКОВ И МЕСТ РЕМОНТА ТРУБОПРОВОДА | 2005 |
|
RU2297572C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОУСАЖИВАЮЩЕЙСЯ МНОГОСЛОЙНОЙ АДГЕЗИОННОЙ ЛЕНТЫ "ДОНРАД-1" | 1996 |
|
RU2074875C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ТЕРМОУСАЖИВАЮЩЕГОСЯ АДГЕЗИОННОГО МАТЕРИАЛА НА ОСНОВЕ ПОЛИОЛЕФИНОВ "ДОНРАД-ЭКСТРА" | 1997 |
|
RU2124439C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОУСАЖИВАЮЩЕГОСЯ АДГЕЗИОННОГО МАТЕРИАЛА "ДОНРАД-2" | 1996 |
|
RU2088624C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОВЕРХНОСТЬ | 2005 |
|
RU2289061C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОВЕРХНОСТЬ | 2005 |
|
RU2277199C1 |
| ТЕРМОУСАЖИВАЕМАЯ МУФТА ДЛЯ ГИДРАВЛИЧЕСКОЙ И МЕХАНИЧЕСКОЙ ЗАЩИТЫ СОЕДИНЕНИЙ СТЫКОВ ТРУБОПРОВОДОВ | 2007 |
|
RU2382930C2 |
| Способ дозиметрии ионизирующего излучения | 1987 |
|
SU1661702A1 |
Изобретение относится к переработке пластмасс, в частности к производству термоусаживающейся, электронно-химически модифицированной ленты, предназначенной для использования в конструкциях покрытий на основе мастичных материалов для изоляции в целях антикоррозионной защиты стальных магистральных трубопроводов различного назначения, при ремонте покрытий трубопроводов. Способ получения полиэтиленовой ленты-обертки включает экструзию композиции полиэтилена, каландрирование, электронно-химическое модифицирование облучением потоком ускоренных электронов и продольную ориентацию, электронно-химическое модифицирование осуществляют до поглощения дозы 5-10 Мрад, а ориентацию на 3-10% при температуре 60-85°С. Лента-обертка характеризуется содержанием гель-фракции 40-54%, степенью усадки 3-6%, прочностью при разрыве 14,9-15,7 МПа и относительным удлинением при разрыве 335-380%. 1 табл.
Способ получения полиэтиленовой ленты-обертки, включающий экструзию композиции полиэтилена, каландрирование, электронно-химическое модифицирование путем облучения потоком ускоренных электронов и продольную ориентацию, отличающийся тем, что электронно-химическое модифицирование осуществляют до поглощения дозы 5-10 Мрад, а ориентацию на 3-10% при температуре 60-85°С.
| СПОСОБ ВЫЯВЛЕНИЯ ГЕОДИНАМИЧЕСКИХ ДВИЖЕНИЙ В ГРУНТЕ И ЗАЩИТА ОТ НИХ ПОДЗЕМНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 1999 |
|
RU2151238C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ТЕРМОУСАЖИВАЮЩЕГОСЯ АДГЕЗИОННОГО МАТЕРИАЛА НА ОСНОВЕ ПОЛИОЛЕФИНОВ "ДОНРАД-ЭКСТРА" | 1997 |
|
RU2124439C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКИХ ТЕРМОУСАЖИВАЮЩИХСЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1989 |
|
RU2057762C1 |
| RU 200127928 С1, 10.11.2002 | |||
| RU 96106966 С1, 20.07.1998 | |||
| Способ получения фоторазрушающейся пленки | 1976 |
|
SU592324A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАБИЛИЗИРОВАННОЙ ПОЛИЭТИЛЕНОВОЙ ПЛЕНКИ | 1999 |
|
RU2174525C2 |
| Способ получения азотнокислого аммония | 1927 |
|
SU14547A1 |
| УСТРОЙСТВО ДЛЯ ОТВОДА ОТРАБОТАВШЕГО ВОЗДУХА ИЗ ПНЕВМАТИЧЕСКОГО НАСОСА | 1933 |
|
SU47171A1 |
| УСТРОЙСТВО ДЛЯ ДЕТЕКТИРОВАНИЯ ШАБЛОНОВ БИТ И ОПРЕДЕЛЕНИЕ ЧИСЛА БИТ МЕЖДУ ШАБЛОНАМИ | 2024 |
|
RU2833961C1 |
| СПОСОБ ОБРАБОТКИ ПОЛИЭТИЛЕНА | 1996 |
|
RU2127742C1 |

