Предлагаемое изобретение относится к области гидроизоляции и механической защиты неразъемных стыковых соединений путем их покрытия герметичной защитной оболочкой, выполняемых при сооружении различных объектов в строительстве, а также в других областях техники, для предотвращения механических повреждений, исключения коррозии, снижения теплопотерь, исключения попадания агрессивных агентов извне на конструкцию в месте защищаемого стыка.
Известна конструкция муфты, выполненная из отрезка полимерной трубы, не прошедшей обработку коронным разрядом. Муфту подвергают механическому увеличению внутреннего диаметра, затем ее надвигают перед соединением концов трубопроводов на один из них поверх оболочки (патент РФ №2145688 С1, МПК F16L S 9/20, 1999 г.).
Недостаток известной муфты выражается значительной трудоемкостью изготовления, а также в том, что в качестве материала термоусадочной полимерной муфты используют полиэтилен низкого давления, что приводит к пониженной прочности муфты.
Наиболее близким из известных аналогов настоящего изобретения является устройство муфты для гидроизоляции стыковых соединений, содержащее открытую с противоположных торцов оболочку из полиэтилена высокой или средней плотности со средним по ее длине участком из несшитого полиэтилена и термоусадочными концевыми участками из радиационно-сшитого полиэтилена (патент РФ №2210658 C1, E04B 1/64, E04B 1/62, 2002 г.).
Недостатком данной муфты для гидроизоляции стыкового соединения является то, что из-за «несшитости» центрального участка муфты и соответственно - слабой механической прочности, малой трещиностойкости, низкой температуры плавления и т.д. - она не может выдерживать большие и длительные механические нагрузки со стороны грунта при термических перемещениях трубопровода, что приводит в конечном итоге к снижению их надежности и долговечности.
Задачей настоящего изобретения является снижение трудоемкости работ, повышение надежности гидроизоляции стыковых соединений, простота применения и экономическая выгода.
Достигается это тем, что термоусаживаемая муфта для гидравлической и механической защиты соединений стыков трубопроводов выполнена из цельного отрезка трубы кругового или многоугольного сечения, причем стенки трубы выполнены из полиэтилена, прошедшего радиационную молекулярную сшивку с повышенной дозой по термоусаживаемым краям и пониженной в центральной неусаживаемой части. 50-60% в продольном направлении центральной неусаживаемой части стенки муфты облучают радиационной дозой 0,5-1,5 Мрад, что соответствует 10-25% степени молекулярной сшивки (термомеханические свойства обработанного такой дозой полиэтилена уже достаточно высоки, а свойство свариваемости такого полиэтилена еще сохраняется). 20-25% от общей длины периферийных термоусаживаемых участков облучают повышенной до оптимального для технологии термоусадки радиационной дозой 5-10 Мрад, что соответствует 50-65% степени молекулярной сшивки (термомеханические свойства и эффект памяти формы при этом максимальны, но свойство свариваемости полиэтилена теряется).
В другом варианте минимальную дозу 0,5-1,5 Мрад вводят в гранулы полиэтилена до экструзии трубных заготовок муфт, а затем доводят дозу на периферийных термоусаживаемых участках муфты до оптимального для процесса усадки значения радиационной дозы 5-10 Мрад.
Изобретение иллюстрируется чертежами, где
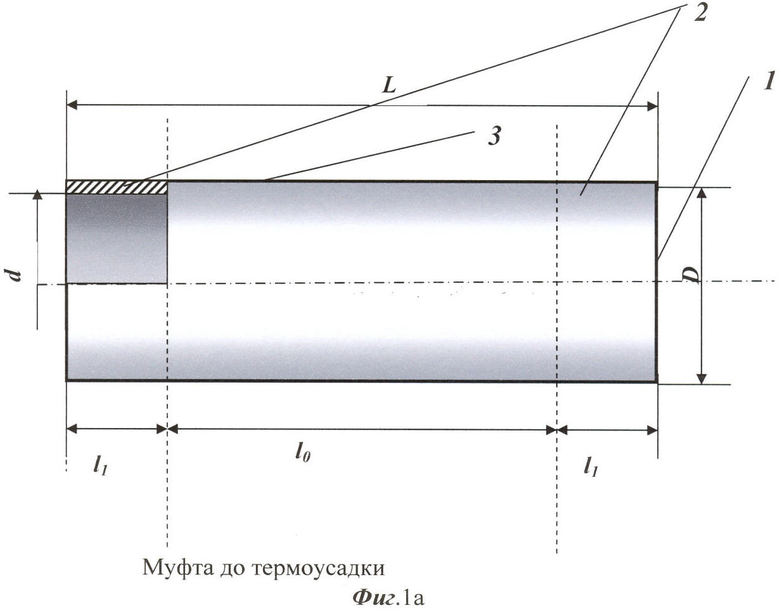
на фиг.1 (а, б) - общий вид муфты до термоусадки (фиг.1а) и после термоусадки (фиг.1б);
на фиг.2 - предлагаемое распределение дозы по длине муфты.
Муфта содержит цельный отрезок трубы 1 общей длиной L кругового или многоугольного сечения. Стенки трубы толщиной (D-d)/2 выполнены из полимерной трубы, например, из полиэтилена, который подвергли радиационной молекулярной сшивке путем облучения ионизирующим излучением повышенной дозой по термоусаживаемым краям 2 длинами l1 и пониженной дозой - в центральной (обычно неусаживаемой) части 3 длиной l0.
При этом 50-60% в продольном направлении центральной неусаживаемой части стенки облучают дозой 0,5-1,5 Мрад, например, на ускорителе электронов ИЛУ-10. Эта доза соответствует 10-25% степени молекулярной сшивки. Крайние же термоусаживаемые участки по 20-25% от общей длины каждый облучают повышенной до оптимального для процесса усадки дозой 5-10 Мрад, что соответствует степени молекулярной сшивки 40-65%.
По другой технологии минимальную дозу 0,5-1,5 Мрад вводят в гранулы полимера, например, полиэтилена марки ПЭ100, до экструзии трубных заготовок муфт, а затем после экранирования центрального участка трубных заготовок от пучка электронов доводят дозу облучения на периферийных термоусаживаемых участках муфты до оптимального для технологии усадки значения 5-10 Мрад.
Термоусаживаемую муфту исполняют из заготовки в виде отрезка полимерной (чаще всего - полиэтиленовой) трубы. Перед механическим (с гидравлическим, пневматическим или иным приводом) увеличением внутреннего диаметра заготовку муфту (или ее части) подвергают специальной обработке ионизирующим излучением, для придания ей свойств, улучшающих потребительские качества (память формы (диаметра), приводящие к появлению свойства термоусадки, механическую и термическую прочность, устойчивость к растрескиванию и истиранию, повышенное усилие обжатия в местах герметизации стыка и т.д.). После специальной модификации свойств материала заготовку нагревают до температуры размягчения и подвергают формовке, представляющей из себя операцию механического увеличения ее внутреннего диаметра, после чего плавно остужают, сохраняя повышенный (сформованный) диаметр. Проводят герметичную упаковку муфты.
Перед соединением концов трубопровода изготовленную муфту в упаковке надвигают на один из них поверх оболочки предизолированной трубы.
Соединяют, например, электросваркой, концы трубопроводов. Зачищают и обезжиривают края оболочек в местах герметизации, подогревают эти участки и также нагретую адгезивную ленту плотно на них наматывают.
Распаковывают и надвигают муфту на участок сварного стыка.
В средней части муфты высверливают воздушное отверстие для стравливания давления под муфтой во время ее нагревания-охлаждения при термоусадке, а также впоследствии - для проверки герметичности стыкового соединения после термоусадки.
Края муфты над концами оболочек предизолированных труб с адгезивной лентой нагревают (газовой или иной горелкой), осуществляя герметизацию стыка за счет термоусадки краев муфт на края оболочек с разогретым адгезивом.
Остужают стык с муфтой до температуры не выше +40°С и, используя воздушное отверстие, спрессовывают загерметизированный стык предизолированных трубопроводов.
Высверливают, по крайней мере, одно заливочное отверстие и вливают через него в подмуфтовое пространство теплоизоляционный материал, например, твердеющую пенополиуретановую массу. Для создания требуемого (заданного) подпорного давления, обеспечивающего необходимое качество затвердевающего пенополиуретана (ППУ), в воздушное и заливочное отверстия вставляют пробки со специально подобранными калиброванными отверстиями.
После завершения процесса затвердевания ППУ пробки с калиброванными отверстиями заменяют на герметизирующие заглушки (без отверстий), и в зависимости от физических свойств средней части муфты либо герметично приваривают головки заглушек к оболочке муфты, либо герметизируют их путем наложения специальных заплаток.
Использование предлагаемой термоусаживаемой муфты для гидравлической и механической защиты соединений стыков трубопроводов позволяет:
- снизить трудоемкость работ при изготовлении и производстве стыковых соединений трубопроводов;
- повысить надежность гидроизоляции стыковых соединений без снижения теплоизоляционных свойств, благодаря тому, что за счет радиационной молекулярной сшивки центральной части муфта получает способность выдерживать действующие со стороны грунта значительно большие (по сравнению с прототипом) механические нагрузки, возникающие при циклических перемещениях стальных труб из-за температурных расширений в процессе эксплуатации трубопровода;
- за счет специально подобранной (пониженной) дозы облучения центральной части сохранить возможность выполнения качественной герметичной термосварки к стенке муфты заглушек технологических отверстий в ней;
- обеспечить водонепроницаемость наравне с гидрозащитной оболочкой;
- за счет радиационной молекулярной сшивки, в том числе - центральной части муфты, улучшить механические свойства (сопротивление истиранию и сдвигу, ударная прочность);
гарантировать высокое и долговечное послеусадочное натяжение, которое обеспечивается объемно-сетчатыми поперечными молекулярными связями и большой (20-25%) степенью усадки, специально созданными в процессе радиационной сшивки полиэтилена и последующего термоформования муфт.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОУСАЖИВАЮЩАЯСЯ МУФТА | 2007 |
|
RU2341717C1 |
| ТЕРМОУСАЖИВАЮЩАЯСЯ МУФТА | 2004 |
|
RU2267687C1 |
| ТЕПЛОИЗОЛИРОВАННЫЙ СТЫК ПРЕДВАРИТЕЛЬНО ТЕПЛОИЗОЛИРОВАННЫХ ТРУБОПРОВОДОВ, СПОСОБ ЕГО ВЫПОЛНЕНИЯ И СПОСОБ РЕМОНТА ТРУБОПРОВОДОВ | 2000 |
|
RU2178859C2 |
| Стыковое соединение изолированных труб или фасонных изделий | 2015 |
|
RU2611549C1 |
| Способ герметизации стыка изолированных труб | 2015 |
|
RU2611112C1 |
| Стыковое соединение предварительно изолированных труб или фасонных изделий | 2015 |
|
RU2611216C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИЭТИЛЕНОВОЙ ЛЕНТЫ-ОБЕРТКИ | 2004 |
|
RU2268272C1 |
| Способ герметизации стыка предварительно изолированных труб | 2015 |
|
RU2611218C1 |
| Способ герметизации стыка предварительно изолированных труб (варианты) | 2015 |
|
RU2611219C1 |
| Способ герметизации стыка предварительно изолированных труб с использованием термоусаживаемой муфты | 2015 |
|
RU2610980C1 |


Изобретение относится к области механической защиты и гидроизоляции неразъемных стыковых соединений путем их покрытия герметичной защитной оболочкой, выполняемых при сооружении различных объектов. Технический результат - снижение трудоемкости работ и повышение надежности и качества гидроизоляции стыкового соединения. Для этого стенки трубы муфты выполняют из полиэтилена, прошедшего с целью создания эффекта памяти формы (диаметра) и улучшения термомеханических свойств - радиационную молекулярную сшивку, повышенную по термоусаживаемым краям и пониженную в центральной (обычно неусаживаемой) части, в которой требуется иметь возможность термосварочной заделки технологических (например, заливочных) отверстий. 2 з.п. ф-лы, 2 ил.
1. Термоусаживаемая муфта для гидравлической и механической защиты стыковых соединений трубопроводов, содержащая цельный отрезок трубы кругового или многоугольного сечения, отличающаяся тем, что стенки трубы выполнены из полиэтилена, прошедшего радиационную молекулярную сшивку, повышенную по термоусаживаемым краям и пониженную в центральной обычно неусаживаемой части.
2. Термоусаживаемая муфта для гидравлической и механической защиты стыковых соединений трубопроводов по п.1, отличающаяся тем, что центральную обычно неусаживаемую часть стенки муфты (~50-60% в продольном направлении) облучают радиационной дозой 0,5-1,5 Мрад (соответствует степени молекулярной сшивки 10-25%), а периферийные термоусаживаемые участки по ~20-25% от общей длины каждый облучают повышенной до оптимального для технологии усадки радиационной дозой 5-10 Мрад (соответствует степени молекулярной сшивки 40-65%).
3. Термоусаживаемая муфта для гидравлической и механической защиты стыковых соединений по пп.1 и 2, отличающаяся тем, что минимальную дозу 0,5-1,5 Мрад вводят в гранулы полиэтилена до экструзии трубных заготовок муфт, а затем, например, после экранирования от пучка электронов центрального участка трубных заготовок доводят дозу на периферийных термоусаживаемых участках муфты до оптимального для процесса усадки значения 5-10 Мрад.
| УСТРОЙСТВО ДЛЯ ГИДРОИЗОЛЯЦИИ СТЫКОВОГО СОЕДИНЕНИЯ | 2002 |
|
RU2210658C1 |
| Электрический переключатель | 1934 |
|
SU43940A1 |
| ТЕРМОУСАЖИВАЮЩАЯСЯ МУФТА | 2004 |
|
RU2267687C1 |
| RU 2145688 C1, 20.02.2000 | |||
| US 4287696 A, 08.09.1981 | |||
| US 4153748 A, 08.05.1979 | |||
| Д.Ф.КАГАН Трубопроводы из пластмасс, Химия, 1980, с.72-74. | |||

