Изобретение относится к области волочильно-калибровочного производства, в частности к оборудованию для механической очистки горячекатаных заготовок от окалины.
Известно устройство для очистки длинномерных цилиндрических изделий от окалины (Патент №1709639, М. Кл.6 В 21 С 43/04 - "Устройство для очистки длинномерных цилиндрических изделий от окалины"), в котором отражена наиболее удачная компоновка подобных устройств - бункер для накопления запаса абразивного порошка, расположенный ниже бункера шнековый механизм, в котором вращающийся шнек имеет продольное осевое отверстие для протяжки изделия, соосную шнековому механизму рабочую камеру с выходным отверстием для прохода очищенного изделия и использованного, загрязненного окалиной абразивного порошка, сепаратор для отделения счищенной окалины от порошка и элеватор для подъема очищенного от окалины порошка обратно в накопительный бункер.
Такое устройство компактно и удобно в обслуживании, но характеризуется повышенными энергозатратами на продвижение абразивного порошка внутри шнекового механизма и рабочей камеры к выходному отверстию за счет внешнего и особенно внутреннего трения абразивного порошка при его продвижении. При этом порошок быстро изнашивается, теряя абразивные свойства, и подлежит полной замене.
Кроме того, длинномерное цилиндрическое изделие, прошедшее абразивно-порошковую очистку от окалины, имеет продольный микрорельеф и поэтому ее последующее волочение происходит неэффективно вследствие плохого захвата технологической смазки и нагнетания ее в очаг деформации в волоке.
Известно также устройство для очистки длинномерного проката от окалины, шнековый механизм которого имеет увеличивающийся в направлении рабочей камеры межвитковый объем (Патент №1790077, М.Кл.6 В 21 С 43/04 - "Механизм уплотнения абразивно-порошковой очистки цилиндрического проката от окалины"). Потери на внешнее и на внутреннее трение при продвижении порошка по расширяющемуся винтовому каналу шнека значительно снижены, при этом также снижены и энергозатраты при использовании такого устройства.
Известно также устройство для очистки длинномерных цилиндрических изделий от окалины, в котором между шнековым механизмом и рабочей камерой размещена переходная камера (Патент №1800705, М.кл.6 В 21 С 43/04 - "Устройство для очистки длинномерных цилиндрических изделий от окалины").
Эта камера имеет больший диаметр, даже чем начало конической рабочей камеры, что значительно снижает энергопотери на внутреннее трение абразивного порошка при его формоизменении при выходе из винтового канала шнека и входе в рабочую камеру очистки под рабочим давлением.
При использовании упомянутых выше устройств для очистки длинномерных цилиндрических изделий от окалины микрорельеф изделия также остается продольным.
Также известно устройство абразивно-порошковой очистки круглого проката от окалины (Патент №1785130, М.кл.6 В 21 В 45/04, В 21 С 43/04 - "Устройство абразивно-порошковой очистки цилиндрического проката от окалины"), в котором корпус с окном для загрузки абразивного порошка, камера уплотнения порошка и шнек с наружным винтовым каналом и с осевым отверстием для пропуска очищаемого проката, расположенный в корпусе между его окном и камерой уплотнения порошка, снабженный приводом вращения, причем камера уплотнения порошка установлена соосно со шнеком с возможностью реверсивного вращения и снабжена отдельным приводом такого вращения, а корпус выполнен из двух составных частей: неподвижной и подвижной, причем подвижная жестко соединена с камерой уплотнения, с возможностью совместного с ней вращения.
Данное изобретение позволяет повысить качество очистки поверхности проката и уменьшить энергозатраты в процессе очистки. Оно не позволяет производить эффективную очистку с нанесением предпочтительных наклонных рисок микрорельефа, но громоздко и технически сложно.
Наиболее близким по технической сущности аналогом изобретения (прототипом) (Патент №2033289, М.Кл.6 В 21 В 45/04, В 21 С 43/04 - "Устройство абразивно-порошковой очистки цилиндрического проката от окалины") является устройство для очистки длинномерных цилиндрических изделий от окалины, содержащее загрузочный бункер для абразивного порошка, расположенный ниже шнек, имеющий винтовую нарезку, его цилиндрический корпус, соединенный с большим основанием конической рабочей камеры, систему сепарации.
Устройство-прототип уже обеспечивает винтовой (не продольный) микрорельеф на изделии круглого проката, но угол наклона этого микрорельефа относительно оси изделия или его протяжки весьма мал, так как, судя по размерам и шагу винтовой нарезки шнеков и элементов их корпусов, для подачи необходимого количества порошка в рабочие камеры и создания там рабочего давления достаточно весьма малых оборотов корпусов шнеков и рабочих камер, иначе порошок просто "заклинит" в шнековых механизмах его подачи.
Кроме того, угол наклона винтового микрорельефа еще более понижен вследствие наличия нескольких шнековых механизмов, что приводит к тому, что подача необходимого объема абразивного порошка "делится" между этими шнековыми механизмами, что приводит к еще меньшему числу оборотов рабочих камер и соответственному уменьшению угла.
Наконец, аналог-прототип при своей работе также характеризуется повышенными энергозатратами на преодоление потерь на внутреннее и внешнее трение вследствие отсутствия тех преимуществ, которые имеют следующие два аналога - постепенное расширение винтового канала шнека и наличие переходных камер.
Задачами изобретения являются повышение качества очистки и эффективности последующего волочения, а также уменьшение энергозатрат.
Указанные задачи решаются тем, что в устройстве для очистки длинномерных цилиндрических изделий от окалины, содержащем загрузочный бункер для абразивного порошка, расположенный ниже шнек, имеющий винтовую нарезку, его цилиндрический корпус, соединенный с большим основанием конической рабочей камеры и систему сепарации, согласно изобретению шнек выполнен неподвижным, а его корпус и рабочая камера совмещены и снабжены приводом их совместного осевого вращения в направлении, обеспечивающем подачу в рабочую камеру и уплотнение там абразивного порошка, а винтовая нарезка шнека выполнена с малым шагом и глубина этого канала выполнена меньшей, чем его ширина, а диаметр шнека выполнен как сумма удвоенных глубин винтового канала и толщины основания шнека.
Кроме того, на внутренней поверхности корпуса шнека выполнена продольная шлицевая нарезка.
Кроме того, поперечное сечение винтового канала шнека выполнено расширяющимся в направлении рабочей камеры.
Кроме того, между корпусом шнека и рабочей камерой размещена переходная камера, диаметр которой выполнен больше диаметра корпуса шнека и больше основания конической рабочей камеры, а получившиеся при этом стыки выполнены гладкими и со округлениями.
Перечисленные отличительные признаки устройства для очистки длинномерных цилиндрических изделий от окалины (катанки или прутков) дают возможность получения на очищенном изделии винтового микрорельефа с большим углом наклона к оси изделия за счет большой скорости вращения рабочих объемов абразивного порошка по сравнению со скоростью протяжки изделия.
Это достигается за счет уменьшения шага винтовой нарезки шнека, уменьшения площади поперечного сечения этого винтового канала нарезки, уменьшения диаметров шнека и всего шнекового механизма, что приводит к увеличению числа оборотов корпуса шнека с рабочей камерой, необходимого для подачи в рабочую камеру необходимых для создания требуемого давления объемов абразивного порошка.
Далее, устройство для очистки длинномерных цилиндрических изделий от окалины может при этом также характеризоваться низкими энергозатратами на преодоление сил внутреннего трения в абразивном порошке за счет уменьшения шага и поперечного сечения винтовой нарезки шнека и исключения проскальзывания порошка относительно корпуса шнека при его вращении за счет выполнения на этом корпусе продольной шлицевой нарезки.
Выполнение шнека с меньшим шагом, с меньшими шириной и глубиной винтового канала и корпуса шнека с рабочей камерой меньшего диаметра приближает размеры рабочих органов устройства к размерам соответствующих устройств, которые могут входить в состав поточной линии механической очистки изделий от окалины и производства проволоки - роликового окалиноломателя, устройства для нанесения подсмазочного покрытия и волочильного инструмента с гидродинамической подачей смазки в зону деформации.
Изобретение поясняется чертежом. На чертеже показан разрез устройства для очистки длинномерных цилиндрических изделий от окалины.
Устройство для очистки длинномерных цилиндрических изделий 1 от окалины содержит загрузочный бункер 2 для абразивного порошка, расположенный ниже шнек 3, имеющий винтовую нарезку, и охватывающий его цилиндрический корпус 4, имеющий шлицевой канал нарезки 5, соединенный с большим основанием конической рабочей камеры 6, имеющей выходное отверстие 7, переходную камеру 8, а также систему сепарации 9. Согласно изобретению шнек 3 выполнен неподвижным, а его корпус 4 и рабочая камера 6 совмещены и снабжены приводом осевого вращения в направлении, обеспечивающем подачу в рабочую камеру и уплотнение там абразивного порошка, а винтовая нарезка шнека выполнена с малым шагом и глубина этого канала выполнена меньшей, чем его ширина, а диаметр шнека выполнен как сумма удвоенных глубин винтового канала и толщины основания шнека.
Кроме того, если на внутренней поверхности цилиндрического корпуса шнека выполнить продольную шлицевую нарезку 5, то абразивному порошку будет эффективнее сообщаться вращательное движение вокруг изделия, что еще дополнительно увеличит угол наклона винтового микрорельефа.
Кроме того, если винтовую нарезку шнека выполнить с расширяющимся поперечным сечением канала, то продвижение по нему абразивного порошка будет облегчено за счет снижения в нем давления, а значит, уменьшатся и энергозатраты.
Кроме того, если между корпусом шнека 4 и рабочей камерой 6 разместить переходную камеру 8, диаметр которой больше диаметров корпуса шнека и рабочей камеры (начального), то переход порошка из винтового канала шнека в рабочую камеру 6 будет облегчен за счет облегчения деформирования его объемов при снижении давления при выходе его из винтового канала опять же за счет снижения сил внутреннего трения и соответствующих энергозатрат.
Устройство работает следующим образом. При вращении корпуса шнека 4 вокруг своей оси шлицевой канал нарезки 5 корпуса захватывает порошок, поступающий под действием своего веса из бункера 2, и направляет его в рабочую камеру 6, вращающуюся заодно с корпусом, и создает там давление порошка, необходимое для очистки изделия от окалины. Согласно изобретению шнек 3 выполнен неподвижным, а его корпус 4 и рабочая камера 6 совмещены и при помощи привода осевого вращения обеспечивают подачу в рабочую камеру и уплотнение там абразивного порошка, а винтовая нарезка шнека выполнена с малым шагом и глубина этого канала выполнена меньшей, чем его ширина, а диаметр шнека выполнен как сумма удвоенных глубин винтового канала и толщины основания шнека.
Частички абразивного порошка (колотая чугунная дробь, например) под действием этого давления острыми кромками своих граней внедряются в поверхность изделия, которое протягивается через рабочую камеру 6, коническая форма которой мешает порошку продвигаться вместе с изделием 1 к выходному отверстию 7 и способствует прижатию абразивного порошка к изделию 1, что в свою очередь повышает качество очистки изделия.
Таким образом, абразивный порошок счищает с поверхности изделия окалину, оставшуюся после предварительной очистки окалиноломателем. Но изделие 1 только протягивается, а абразивный порошок вместе с рабочей камерой 6 и корпусом шнека 4 вращаются, и поэтому риски микрорельефа (следы частиц абразивного порошка) приобретают винтовую форму.
Так как поперечная площадь канала винтовой нарезки шнека мала, ее шаг и глубина тоже малы, а диаметры шнека 3 и его корпуса 4 также малы, следовательно, для подачи требуемого количества абразивного порошка в рабочую камеру 6 она вместе с корпусом шнека 4 и имеющимся в ней абразивным порошком должна сделать много оборотов, что приведет к тому, что угол наклона рисок винтового микрорельефа на поверхности очищенного изделия к его оси увеличится, что повысит эффективность последующего волочения изделия за счет улучшения условий для захвата технологической смазки и введения ее в зону деформации в волоке. Кроме того, так как винтовой след от каждой контактирующей с изделием абразивной частицы удлинится, степень очистки от окалины и использования абразивного порошка возрастут.
Кроме того, продольная шлицевая нарезка внутренней поверхности цилиндрического корпуса шнека 5 сообщает вращательное движение абразивному порошку вокруг изделия 1, что еще дополнительно увеличивает угол наклона винтового микрорельефа.
Кроме того, винтовая нарезка шнека 3 с расширяющимся поперечным сечением канала облегчает продвижение по нему абразивного порошка за счет снижения в нем давления, что приведет к уменьшению энергозатрат.
Кроме того, между корпусом шнека и рабочей камерой размещена переходная камеру 8, диаметр которой больше диаметров корпуса шнека и рабочей камеры (начального), что облегчает переход порошка из винтового канала шнека в рабочую камеру 6 за счет облегчения деформирования его объемов при снижении давления при выходе его из винтового канала опять же за счет снижения сил внутреннего трения и соответствующих энергозатрат.
Таким образом, изобретение во всей совокупности признаков позволяет достичь поставленной цели - повышение качества очистки и эффективности последующего волочения.
Кроме того, дополнительным техническим результатом применения изобретения является более высокая эффективность использования абразивного порошка, так как при уменьшенном диаметре рабочей камеры только тот порошок, который контактировал с изделием и участвовал в процессе очистки, достигает выходного отверстия 7 и далее поступает в систему сепарации и циркуляции абразивного порошка 9. Таким образом, замене начинает подлежать только тот порошок, который участвовал в процессе очистки, а не его смесь со "свежим", как это было ранее.
Использование изобретения в производстве проволоки и калиброванного металла позволит шире применять бескислотную, экологически безопасную механическую очистку горячекатаных изделий от окалины и поточную технологию "механическая очистка от окалины - нанесение подсмазочного покрытия - гидродинамическое волочение" в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ОТ ОКАЛИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2527556C2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОКАТА ОТ ОКАЛИНЫ | 1990 |
|
RU2030939C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ОТ ОКАЛИНЫ | 1989 |
|
SU1800705A1 |
| УСТРОЙСТВО АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ЦИЛИНДРИЧЕСКОГО ПРОКАТА ОТ ОКАЛИНЫ | 1995 |
|
RU2087221C1 |
| УСТРОЙСТВО АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ПРОКАТА ОТ ОКАЛИНЫ | 1993 |
|
RU2060851C1 |
| ЛИНИЯ ОЧИСТКИ И ВОЛОЧЕНИЯ ПРОВОЛОКИ | 1996 |
|
RU2110343C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ДЛИННОМЕРНОГО ЦИЛИНДРИЧЕСКОГО ПРОКАТА ОТ ОКАЛИНЫ | 1996 |
|
RU2108177C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ПЫЛЕВИДНЫХ ОСТАТКОВ ОКАЛИНЫ С ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2004 |
|
RU2273538C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОКАТА ОТ ОКАЛИНЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ШНЕКА МЕХАНИЗМА НАГНЕТАНИЯ ДАННОГО УСТРОЙСТВА | 1996 |
|
RU2113299C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ПРОКАТА ОТ ОКАЛИНЫ | 1990 |
|
RU2061568C1 |
Изобретение относится к области волочильно-калибровочного производства, в частности к оборудованию для механической очистки горячекатаных заготовок от окалины. Задача изобретения - повышение качества очистки, повышение эффективности последующего волочения. В устройстве для абразивно-порошковой очистки длинномерных цилиндрических изделий от окалины шнек выполнен неподвижным, а его корпус и рабочая камера совмещены и снабжены приводом их совместного осевого вращения в направлении, обеспечивающем подачу в рабочую камеру и уплотнение там абразивного порошка. Винтовая нарезка шнека выполнена с малым шагом и такой, что абразивный порошок в ней не претерпевает сдвиговых деформаций по своим внутренним плоскостям, а только по внешним границам с гладкой поверхностью шнека, то есть глубина канала этой винтовой нарезки выполнена меньшей его ширины. Диаметр шнека выполнен как сумма удвоенных глубины винтового канала и толщины основания шнека (ступицы), обеспечивающей его прочность. На внутренней поверхности корпуса шнека может быть выполнена продольная шлицевая нарезка. Поперечное сечение винтового канала шнека может расширяться по направлению к рабочей камере. Между корпусом шнека и рабочей камерой может быть размещена переходная камера, диаметр которой выполнен большим диаметра корпуса шнекового механизма и диаметра начала конической рабочей камеры. Изобретение обеспечивает удлинение пути абразивных частиц по поверхности изделия вследствие увеличения числа витков вокруг оси изделия и повышает эффективность последующего волочения за счет улучшения условий захвата и увлечения технологической смазки в зону деформации. 3 з.п. ф-лы, 1 ил.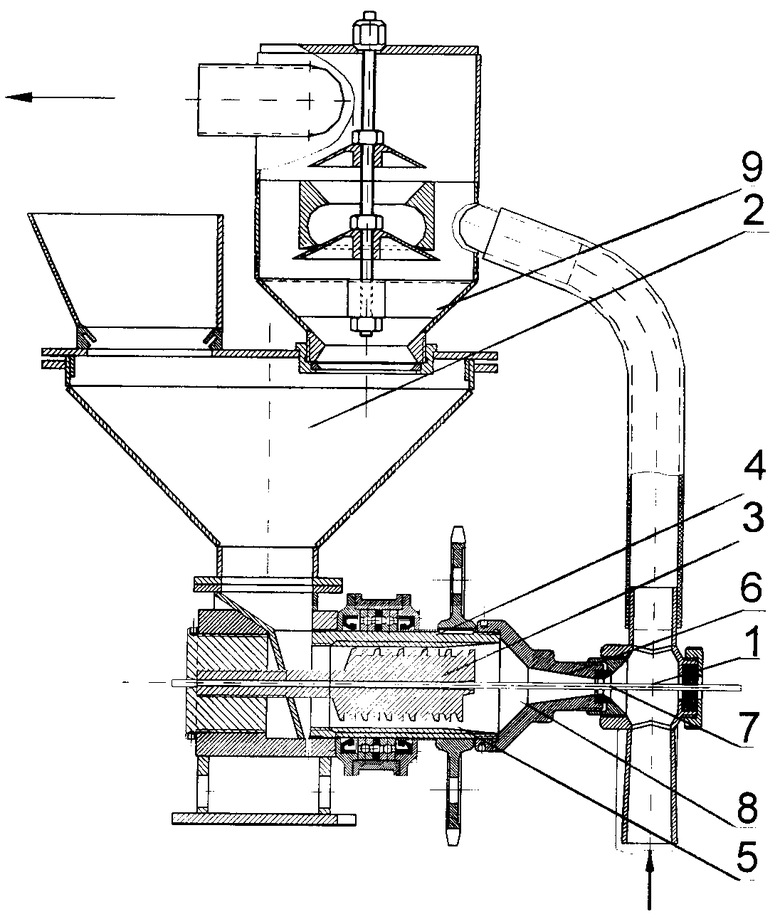
| УСТРОЙСТВО АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ КРУГЛОГО ПРОКАТА ОТ ОКАЛИНЫ | 1989 |
|
RU2033289C1 |

