Изобретение касается крупноформатной плиты ДСП, состоящей из нескольких слоев, выполненных из плоской древесной стружки, так называемых "стрэндов". Стружка этого слоя ориентирована в предпочтительном выполнении (здесь в направлении производства = продольному направлению плиты). Даже если речь здесь идет лишь об однослойной плите, в ходе изготовления этой плиты обычно нижний и симметричный ему верхний покрывающие слои объединяют в один однородный слой. Изобретение также касается строительного элемента.
У многослойной конструкции описанный выше слой образует нижний и верхний покрывающие слои, а между ними находится средний слой (в 3-слойном выполнении), который не имеет предпочтительной ориентации стружки. Этот разброс имеет термин "random" (случайно). Средним слоем называется самый внутренний слой плиты. 3-слойная плита состоит, следовательно, из верхнего и нижнего покрывающих слоев, среднего слоя, а 5- и более слойная плита - из верхнего и нижнего покрывающих слоев, среднего слоя и слоев между верхним и нижним покрывающими слоями и средним слоем. Предпочтительной формой выполнения является 3-слойная плита, 5-слойная плита или еще более многослойные плиты (причем целесообразно нечетное число слоев). Четное число слоев, однако, также возможно.
В основе изобретения поставлена задача создания плиты ДСП, которая пригодна для использования на большой площади и может быть использована также, например, для возведения зданий.
Эта задача решается, согласно изобретению, посредством плиты ДСП с признаками п.1 формулы. Другие выполнения приведены в зависимых пунктах и подробно описаны ниже.
Настоящее изобретение описывает крупноформатную древесностружечную плиту, изготовленный из нее строительный элемент и способ изготовления крупноформатной плиты с высокими механическими свойствами, такими, например, как параметры сгиба, растяжения и сжатия, без увеличения из-за этой удельной массы плиты выше обычных значений. Далее описаны технологические признаки плиты ДСП, из которых можно вывести эти улучшенные механические свойства, и возможные области применения этой плиты ДСП.
Параметрами, влияющими на предпочтительные выполнения настоящего изобретения, являются геометрия стружки (длина, ширина, толщина), ориентация слоев стружки по отношению друг к другу, ориентация стружки внутри слоя в нужном направлении, количество и вид связующих или смеси нескольких связующих, количество добавок, таких, например, как отвердители или парафины, соотношение по толщине между внешними слоями и средними слоями или средним слоем, и профилю толщины, на который влияет целенаправленное управление параметрами процесса, и наконец общая толщина плиты и формат плиты, согласованные с предполагаемым назначением.
Настоящее изобретение и его предпочтительные выполнения обеспечивают достижение следующих механико-технологических свойств. Их следует понимать как минимальные значения, и они указаны как средние значения. Разброс параметров, будучи обусловлен изготовлением, невелик. Определение свойств осуществляется по EN 789, 1995 г. "Деревянные сооружения - способы контроля - определение механических свойств древесностружечных материалов". Эта норма регулирует определение характерных свойств древесностружечных материалов, применяемых в строительстве для несущих конструкций. Термин "вдоль" означает, что ориентация стружки верхнего покрывающего слоя параллельна длине образца в смысле EN 789, а "поперек" означает ориентацию стружки поперек длины образца. Нижеследующие данные относятся, например, к плитам минимальной толщиной 25 мм. От более тонких плит следует ожидать, как правило, более высоких параметров.
Предел прочности при изгибе перпендикулярно плоскости плиты:
вдоль: ≥30 Н/мм2, поперек: ≥15 Н/мм2
Модуль упругости при изгибе перпендикулярно плоскости плиты:
вдоль: ≥7000 Н/мм2, поперек: ≥3000 Н/мм2
Предел прочности при сдвиге в плоскости плиты:
вдоль: ≥1,2 Н/мм2, поперек: ≥1,4 Н/мм2
Модуль упругости при сдвиге в плоскости плиты:
вдоль: ≥200 Н/мм2, поперек: ≥190 Н/мм2
Предел прочности при сжатии в плоскости влажной плиты:
вдоль: ≥24 Н/мм2, поперек: ≥16,5 Н/мм2
Модуль упругости при сжатии в плоскости влажной плиты:
вдоль: ≥5000 Н/мм2, поперек: ≥3200 Н/мм2
Для влажных испытаний образцы выдерживали перед испытанием в течение 15 часов в воде при комнатной температуре, причем испытания проводили на образцах после стекания воды.
Предел прочности при растяжении в плоскости плиты:
вдоль: ≥20 Н/мм2
Модуль упругости при растяжении в плоскости плиты:
вдоль: ≥6000 Н/мм2
Предел прочности при сжатии в плоскости плиты:
вдоль: ≥20 Н/мм2
Модуль упругости при сжатии в плоскости плиты:
вдоль: ≥6000 Н/мм2.
У другого выполнения изобретения имеются следующие свойства:
Предел прочности при изгибе перпендикулярно плоскости плиты:
вдоль: ≥35 Н/мм2, поперек: ≥10 Н/мм2
Модуль упругости при изгибе перпендикулярно плоскости плиты:
вдоль: ≥8000 Н/мм2, поперек: ≥2000 Н/мм2
На свойства древесностружечных плит, согласно изобретению, влияют геометрия стружки и максимально однородное выполнение стружки покрывающего слоя, отношение толщины покрывающего слоя к общей толщине или массы на единицу площади покрывающего слоя к общей массе на единицу площади плиты и средняя удельная масса плиты (плотность).
Оказалось, что предпочтительны следующие параметры в отношении размеров стружки для достижения нужных механико-технологических свойств:
Стружка для внешних слоев (покрывающий слой):
длина: 130-180 мм
ширина: 10-30 мм
толщина 0,4-1,0 мм.
Стружка для средних слоев:
длина: 90-180 мм
ширина: 10-30 мм
толщина 0,4-1,0 мм.
Оба покрывающих слоя (внешние слои) должны состоять у готового продукта, по меньшей мере, из 30% по массе всего нужного количества стружки, что соответствует в сумме верхнего и нижнего покрывающих слоев доле, по меньшей мере, 60%. Остальные 40% приходятся на средний слой у 3-слойной плиты. Удельная масса плиты должна составлять самое большее 700 кг/м3, а значение менее или равно 650 кг/м3 желательно. Эти данные относятся к сухим плитам.
Стружку изготавливают, как правило, из кругляка, преимущественно в окоренном состоянии. Бревна кругляка подают к стружечной машине (Flaker), которая за одну операцию изготавливает вращающимися инструментами стружку нужного размера. Возможно также многоступенчатое изготовление стружки, например из расслоенной фанеры, которую измельчают за дополнительную операцию в стружку.
Предпочтительным для достижения нужных свойств является то, что долю мелочи в отдельных слоях уменьшают до минимума. Под мелочью понимают стружку, значительно отличающуюся от описанных выше размеров. В первую очередь при изготовлении следует избегать образования мелочи, например за счет щадящей окорки и регулярной заточки режущих инструментов стружечной машины. После изготовления стружки возможно также отделение от них мелочи.
Конечно, даже при самом тщательном изготовлении стружки и добросовестном сепарировании можно уменьшить долю мелочи до допустимого количества, однако нельзя избежать ее. Доля мелочи вполне может составлять 10-15% по массе в расчете на массу готовой плиты.
Вид древесины для стружки не имеет значения. В принципе возможны любые виды древесины, например тополь, береза, бук, дуб, ель, сосна и т.п. Особенно подходящей оказалась сосна из-за ее хороших свойств при разрезании и относительно высокого содержания смолы.
Для уменьшения набухания могут быть добавлены парафины или воски. Нанесение может происходить в виде расплава при требуемой для этого повышенной температуре (нанесение жидкого воска) или для эмульсий приблизительно при комнатной температуре. В качестве связующих зарекомендовали себя кармабидо-формальдегидные клеи (UF), меламино-формальдегидные клеи (MF), феноло-формальдегидные клеи (PF), связующие на основе изоцианата (например, PMDI), а также связующие на основе акрилатов. Чаше всего используют смесь, по меньшей мере, этих двух типов связующих, а также смеси нескольких типов клеев. Под смесью понимают не только смесь различных типов уже готовых к применению связующих, но и смесь различных приведенных типов, которая возникает уже в процессе изготовления. Так, например, меламино-карбамидо-формальдегидные клеи (MUF) или меламино-карбамидо-феноло-формальдегидные клеи (MUPF) могут быть получены путем совместной варки в одном и том же реакционном сосуде (реакторе). Отдельные слои плиты могут содержать также различные типы связующих и их смеси, причем у многослойных плит для придания им прочности предпочтительно снабдить тем же типом связующего или той же смесью те слои, каждый из которых по отношению к поверхностям плиты расположен в том же положении. Так, оказалось, что требования изобретения к 3-слойной плите могут быть удовлетворены очень хорошо, если верхний и нижний покрывающие слои снабжены связующим MUPF, a средний слой - связующим на основе изоцианата (PMDI).
Доля связующего и типы связующих важны для достижения нужных механико-технологических свойств. Содержание связующего зависит от типа связующего. Содержание связующего для UF,MF,PF и их смесей лежит в пределах 10-15% по массе (у смесей в качестве суммы используемых компонентов), рассчитано в виде твердой смолы в расчете на сухую массу древесной стружки. При применении изоцианатов доля связующего может быть уменьшена до 5-10% по массе.
Нанесение на стружку клея осуществляют перед формованием стружечного мата. Обычно для этого предусмотрены клеевые барабаны большого размера, которые обеспечивают непрерывное проходное нанесение клея. Барабаны вращаются вокруг собственной продольной оси и поддерживают за счет этого загруженный стружечный материал в постоянном движении. В барабанах посредством сопел создают мелкий клеевой туман, равномерно осаждающийся на стружку. Барабаны располагают встроенными устройствами, с тем чтобы, во-первых, можно было постоянно снова подхватывать стружечный материал, а, во-вторых, транспортировать стружечный материал от входа в барабан к выходу. Наклон барабана в продольном направлении может поддерживать продвижение стружки.
На достижение нужных механико-технологических свойств влияет целенаправленная ориентация стружки.
Прежде всего у однослойной плиты, а также у покрывающих слоев многослойных плит стружка должна быть ориентирована предпочтительно в одном направлении (например, параллельно длине плиты=направлению производства), причем должна быть обеспечена высокая степень ориентации. Процентное содержание стружки, которая может отклоняться более чем на ±15° от выбранного направления ориентации, невелико. Тем не менее в направлении "поперек" плиты еще имеются достаточные прочность и жесткость, поскольку за счет процесса разброса всегда имеется отклонение от заданной ориентации.
У 3- или более слойных плит заданная ориентация стружки зависит от положения стружечного слоя внутри плиты. Оба внешних слоя, покрывающих слоя, должны быть ориентированы параллельно длине плиты, как это описано выше для однослойной плиты. Если рассматривать 3-слойную плиту ДСП, то стружка отдельного среднего слоя ориентирована без предварительного направления (случайно).
Конструкция плит более чем из 3 слоев также возможна. Как правило, число слоев нечетное, причем стружка покрывающих и среднего слоев ориентирована, как описано выше, а ориентация других слоев может быть произвольной. Так, возможно, чтобы стружка этих других слоев была ориентирована крест-накрест к ориентации стружки соответственно внешнего соседнего слоя. Случайная ориентация отдельных слоев также возможна.
Формование стружечного мата из различных, лежащих друг над другом слоев осуществляют с помощью разбрасывающей машины. Для каждого слоя имеется, как правило, одна разбрасывающая головка. Ее задачей является расположение покрытой клеем стружки с ориентацией в заданном направлении или с произвольной ориентацией. После разброса осуществляют прессование в стабильный продукт в виде плиты под действием давления и температуры. Это может происходить как в тактовых прессах (одно- и многоэтажные прессы), так и в непрерывно работающих прессах. Последние обеспечивают изготовление бесконечной плитной ленты, которая может быть разрезана на нужные форматы.
Плиты могут быть после изготовления шлифованы. Этим достигается одинаковая толщина плит с небольшими допусками на толщину и улучшенные условия для склеивания двух и более плит в строительные элементы, описанные ниже. При достаточном качестве поверхности плит и достаточном допуске на толщину плит возможно также склеивание без предварительного шлифования.
Изобретение более подробно поясняется ниже на примерах выполнения, причем осуществлена ссылка на прилагаемые чертежи, на которых изображают:
- фиг.1: первый пример выполнения плиты ДСП, согласно изобретению;
- фиг.2: слоистую конструкцию плиты ДСП;
- фиг.3: два примера строительного элемента, выполненного из плит ДСП;
- фиг.4: конструкцию крупноформатного строительного элемента из плит ДСП.
На фиг.1 изображена описанная выше древесностружечная плита 1, выполненная из трех стружечных слоев. Верхний стружечный слой 2 имеет предпочтительную ориентацию стружки 5 в продольном направлении плиты. Видно, что стружка 5 покрывающего слоя 2 ориентирована не строго параллельно длине плиты, но, тем не менее, имеет высокую степень ориентации. Средний слой 3 состоит из стружки 6, которая по своим размерам немного меньше стружки покрывающих слоев 2,4. Ориентация стружки 6 среднего слоя 3 случайная. Нижний покрывающий слой 4 выполнен зеркально-симметрично верхнему покрывающему слою 2. Термины "длина плиты" и "ширина плиты" для изображенной на фиг.1 плиты 1 выбраны лишь в качестве опорных величин как пример фрагмента крупноформатной плиты и необязательно совпадают с реальными размерами плиты по длине и ширине. На фиг.1 показано к тому же, что толщина s1 обоих покрывающих слоев (как нижнего покрывающего слоя 4, так и выполненного зеркально-симметрично ему верхнего покрывающего слоя 2) составляет у каждого около 30% общей толщины s плиты, а толщина s2 среднего слоя 3 - около 40%.
Отдельные плиты 1, изготовленные описанным выше способом, могут иметь толщину s до 50 мм и форматы 2,8×15 м и разнообразное применение в строительстве. Длину плит 15 м здесь ни в коем случае не следует понимать как верхний предел. Оказалось, однако, что для изготовления и последующего обращения с плитами в процессе дальнейшей обработки целесообразная длина здесь составляет порядка 10-15 м.
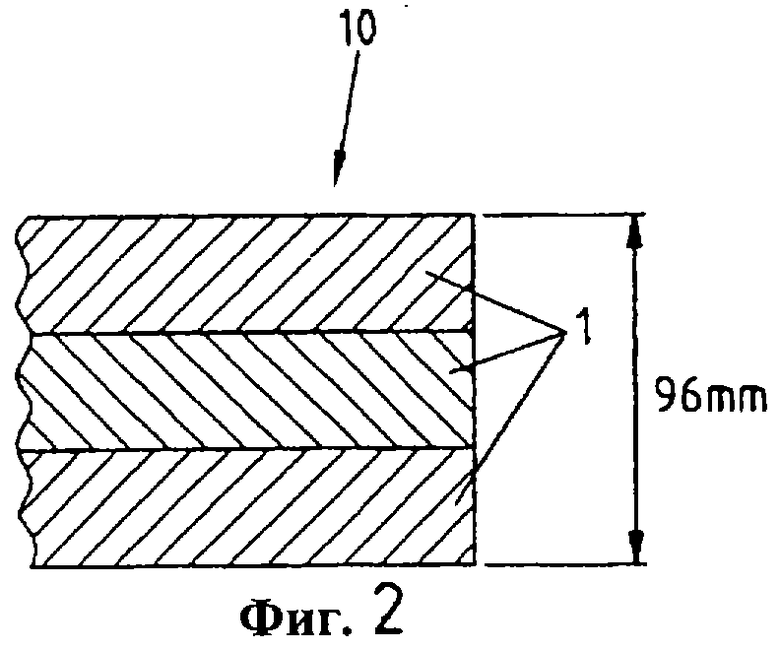
При объединении нескольких плит (например, 3×32 мм = 96 мм) в элемент "сэндвич" большей толщины получают крупноформатные строительные элементы. На фиг.2 схематично изображен такой строительный элемент 10, изготовленный из трех отдельных плит 1. Для этого отдельные плиты 1 на большой площади, по меньшей мере, частично склеивают клеем, например изоцианатом. Этот строительный элемент может быть использован, например, в домостроении для наружных и внутренних стен с теми преимуществами, что элементы могут быть изготовлены в соответствии с длиной стены без швов на полную высоту этажа (до 2,8 м). Распространенная домостроительная практика (например, коттедж, многосемейный дом) показывает, что стеновых элементов длиной 10-15 м вполне достаточно, чтобы можно было изготовить целые стеновые элементы, элементы перекрытий и элементы крыш. В отношении длины плит или строительных элементов следует также учесть, что в процессе транспортировки этих элементов от места изготовления к месту дальнейшей обработки или применения имеются определенные пределы. С этой точки зрения следует также понимать целесообразную максимальную длину плит и строительных элементов. Требуемые проемы, такие как окна и двери, могут быть сделаны посредством обычных обрабатывающих устройств для массивной древесины, таких как пилы и фрезы.
Из вышеназванных крупноформатных элементов "сэндвич" можно изготавливать также балки таким образом, что из них изготавливают полосы нужной ширины и высоты балок. Полосы вырезают в соответствии с длиной плиты, благодаря чему возможна длина балок до 15 м. Эти балки могут быть с одной или с обеих сторон объединены с крупноформатными плитами ДСП для образования элементов перекрытий, стеновых элементов или элементов крыши, обладающих достаточной стабильностью, чтобы перекрывать пролеты в несколько метров.
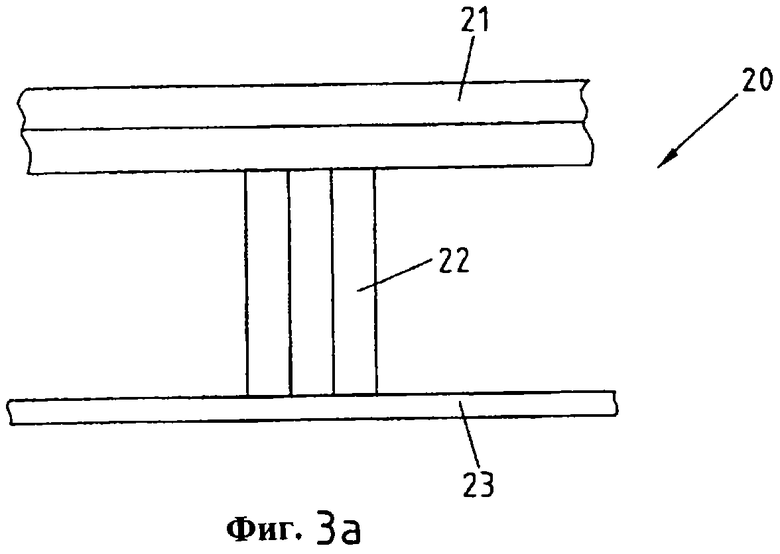
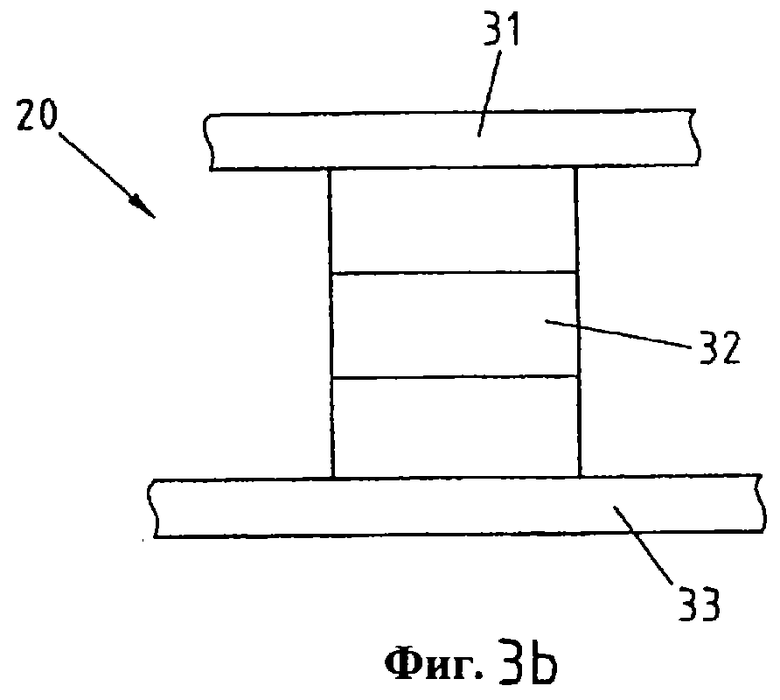
На фиг.3 изображены две различные формы выполнения. На фиг.3а элемент 20 перекрытия, стеновой элемент или элемент крыши состоит из балки 22, верхней плиты 21 и нижней плиты 23. Плита 21 состоит из двух отдельных плит 1. Плиты 21, 23 соединены с балкой 22 с силовым или с геометрическим замыканием. Если строительный элемент 20 представляет собой элемент перекрытия, то плита 21 выполняет функцию пола верхнего этажа, а плита 23 - функцию потолка нижнего этажа. То же относится и к фиг.3b. Здесь строительный элемент 20 состоит из верхней плиты 31, которая выполнена лишь из единственной плиты 1, из балки 32 и нижней плиты 33. Балка 32 расположена в противоположность балке 22 лежа.
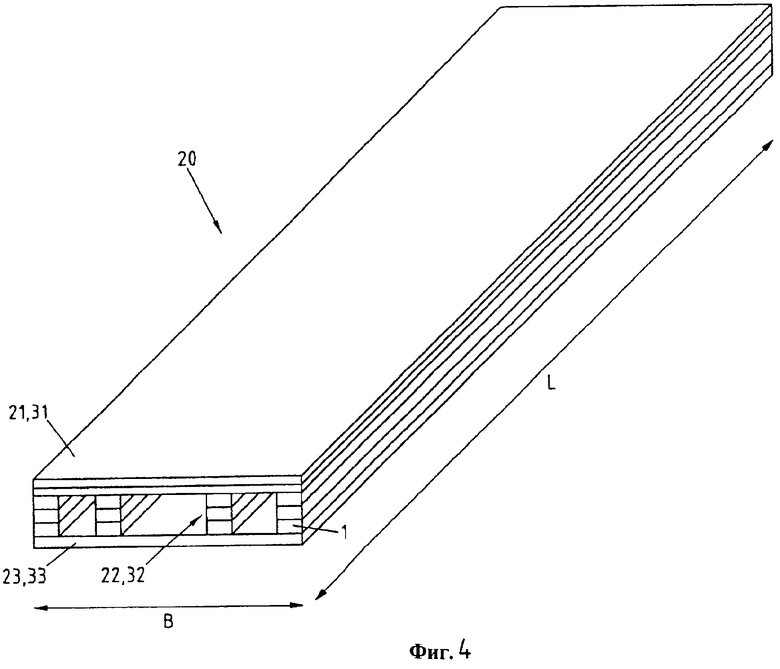
На фиг.4 изображена конструкция крупноформатного строительного элемента 20, выполненного из множества отдельных плит 1. Длина L может составлять до 15 м, а ширина В - до 2,8 м. Балки 23, 33 прочно соединены с плитами 21, 31 и 22, 32. Благодаря этому строительный элемент в комбинации с высокими механико-технологическими свойствами отдельных плит 1 сам обладает высокой несущей способностью.
Пример 1
3-слойную плиту ДСП изготавливали на промышленной установке. Стружку для среднего и покрывающего слоев изготавливают вплоть до образования мата на отдельных обрабатывающих трактах. Из окоренных сосновых бревен изготавливают стружку длиной около 150 мм, шириной 10-25 мм и толщиной 0,5-0,8 мм. Мелочь, насколько возможно, уже отделена. Последующая сушка уменьшает влажность стружки обоих слоев до значения 3-5%. Перед нанесением клея долю мелочи уменьшают посредством сепарирующих устройств. Нанесение клея происходит в клеевых барабанах, причем покрывающий слой смешивают примерно с 13% меламино-карбамидо-феноло-формальдегидного клея (твердая смола в расчете на сухую массу древесины), а средний слой - с 8% связующего PMDI.
После этого происходит образование мата до ширины около 2,8 м, причем сначала стружку нижнего покрывающего слоя укладывают с ориентацией в направлении производства, затем случайно разбросанный средний слой без однонаправленной ориентации стружки и наконец верхний покрывающий слой, стружку которого также ориентируют в направлении производства. Масса нижнего покрывающего слоя на единицу площади в расчете на общую массу мата составляет 36%, среднего слоя - 28%, а верхнего покрывающего слоя - также 36%. Полученный таким образом мат под действием давления и температуры прессуют в плиту ДСП конечной толщиной 33,5 мм, а затем изготовленную непрерывным способом бесконечную плиту разрезают на форматы 12×2,8 м. По истечении продолжительности созревания 5 дней плита имеет следующие свойства (среднее значение из 5 испытаний):
Предел прочности при изгибе по EN 789 перпендикулярно плоскости плиты:
вдоль: 36,9 Н/мм2
Модуль упругости при изгибе по EN 789 перпендикулярно плоскости плиты:
вдоль: 8322 Н/мм2 (максимальное значение 8816 Н/мм2)
Плотность при влажности около 12%: 645 кг/м3
Плотность плиты при влажности 0%: 585 кг/м3
Три таких плиты шлифовали до толщины 32 мм и посредством клея на изоцианатной основе склеивали между собой по всей плоскости под действием давления в плитный элемент общей толщиной 96 мм. Полученный элемент "сэндвич" имеет те же размеры, что и отдельные плиты (2,8×12 м) и обладает следующими свойствами (среднее значение из 5 испытаний):
Предел прочности при изгибе по EN 408 перпендикулярно плоскости плиты:
вдоль: 23,8 Н/мм2
Модуль упругости при изгибе по EN 408 перпендикулярно плоскости плиты:
вдоль: 6393 Н/мм2.
(DIN EN 408, издание март 2001 г, название "Деревянные сооружения - строительная древесина для несущих конструкций и дощатая слоеная древесина - определение некоторых физических и механических свойств" устанавливает методы испытаний для определения размеров, влажности древесины, плотности и описывает условия образцов строительной древесины для несущих конструкций и для дощатой слоеной древесины. Эта норма применялась для испытания описанного выше элемента "сэндвич").
Пример 2
3-слойную плиту ДСП изготавливали на промышленной установке. Стружку для среднего и покрывающего слоев изготавливают вплоть до образования мата на отдельных обрабатывающих трактах. Из окоренных сосновых бревен изготавливают стружку длиной около 140 мм, шириной 10-30 мм и толщиной около 0,6 мм. Мелочь, насколько возможно, уже отделена. Последующая сушка уменьшает влажность стружки обоих слоев до значения 3-5%. Перед нанесением клея долю мелочи уменьшают посредством сепарирующих устройств. Нанесение клея происходит в клеевых барабанах, причем покрывающий слой смешивают примерно с 7% PMDI (твердая смола в расчете на сухую массу древесины), а средний слой - с 5,5% связующего PMDI.
После этого происходит образование мата до ширины около 2,8 м, причем сначала стружку нижнего покрывающего слоя укладывают с ориентацией в направлении производства, затем случайно разбросанный средний слой без однонаправленной ориентации стружки и наконец верхний покрывающий слой, стружку которого также ориентируют в направлении производства. Масса нижнего покрывающего слоя на единицу площади в расчете на общую массу мата составляет 35%, среднего слоя - 30%, а верхнего покрывающего слоя - также 35%. Полученный таким образом мат под действием давления и температуры прессуют в плиту ДСП конечной толщиной 24,8 мм, а затем изготовленную непрерывным способом бесконечную плиту разрезают на форматы 12×2,8 м. По истечении продолжительности созревания 5 дней плита также не шлифованная, как в примере 1, имеет следующие свойства (среднее значение из 10 испытаний):
Предел прочности при изгибе по EN 310 перпендикулярно плоскости плиты:
вдоль: 51,5 Н/мм2
Модуль упругости при изгибе по EN 310 перпендикулярно плоскости плиты:
вдоль: 8352 Н/мм2 (максимальное значение 9004 Н/мм2)
Предел прочности при растяжении по EN 408 в плоскости плиты:
вдоль: 25,3 Н/мм2 (среднее значение из 4 испытаний)
Модуль упругости при растяжении по EN 310 в плоскости плиты:
вдоль: 7392 Н/мм2 (среднее значение из 4 испытаний)
Влажность плиты: около 8%
Плотность плиты при влажности 0%: 629 кг/м3
Пример 3
1-слойную плиту ДСП изготавливали на промышленной установке.
Из окоренных сосновых бревен изготавливают стружку длиной около 140 мм, шириной 10-30 мм и толщиной 0,5-0,6 мм. Мелочь, насколько возможно, уже отделена. Последующая сушка уменьшает влажность стружки обоих слоев до значения 3-5%. Перед нанесением клея долю мелочи уменьшают посредством сепарирующих устройств. Нанесение клея происходит в клеевых барабанах, причем смешивают примерно с 7% по массе PMDI (твердая смола в расчете на сухую массу древесины) (согласовано с Wismar).
Затем осуществляют однонаправленное образование мата в направлении производства до ширины около 2,8 м с помощью двух расположенных друг за другом разбрасывающих головок. Ориентированный "поперек" или "случайно" средний слой не разбрасывают. Полученный мат под действием давления и температуры прессуют в плиту ДСП конечной толщиной 24,7 мм, а затем изготовленную непрерывным способом бесконечную плиту разрезают на форматы 12×2,8 м. По истечении продолжительности созревания 5 дней нешлифованная плита имеет следующие свойства (средние значения из 10 испытаний):
Предел прочности при изгибе по EN 310 перпендикулярно плоскости плиты:
вдоль: 47,2 Н/мм2
Модуль упругости при изгибе по EN 310 перпендикулярно плоскости плиты:
вдоль: 8488 Н/мм2
Предел прочности при растяжении по EN 408 в плоскости плиты:
вдоль: 24,2 Н/мм2 (среднее значение из 4 испытаний)
Модуль упругости при растяжении по EN 310 в плоскости плиты:
вдоль: 7275 Н/мм2 (среднее значение из 4 испытаний)
Влажность плиты: около 8%
Плотность плиты при влажности 0%: 614 кг/м3
Изобретение относится к области строительства, в частности к крупноформатной многослойной плите ДСП. Технический результат изобретения состоит в улучшении механико-технологических свойств плиты. Крупноформатная многослойная плита ДСП имеет длину, по меньшей мере, 7 м, удельную массу при влажности 0% самое большее 700 кг/м3 и толщину 12-50 мм. Плита состоит, по меньшей мере, из трех слоев спрессованной и снабженной связующим стружки, причем ориентация стружки непосредственно соседних слоев разная и, начиная от покрывающего слоя, ориентация стружки каждого второго слоя одинакова. Стружка средних слоев имеет длину 90-180 мм, ширину 5-30 мм и толщину 0,4-1 мм, при этом модуль упругости при изгибе в направлении главной нагрузки составляет, по меньшей мере, 7000 Н/мм2. 2 н. и 18 з.п. ф-лы, 4 ил.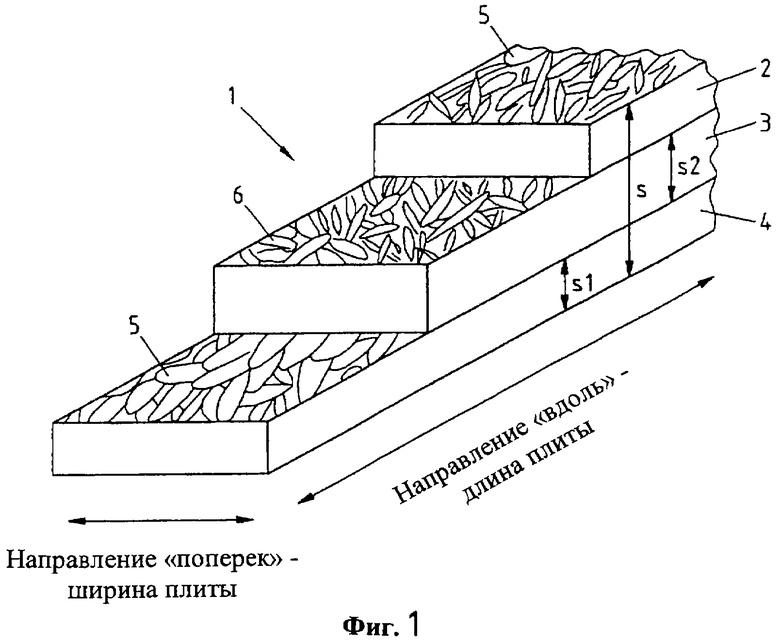
| DE 19503343 A, 20.06.1996.DE 19746383 A, 22.04.1999.US 5951795 A, 14.09.1999.SU 1770151 A1, 23.10.1992. |

