Изобретение относится к металлообработке, преимущественно к чистовой обработке отверстий.
Известна расточная оправка (патент СССР №520023, МКИ В 23 В 29/03), содержащая резцедержатель, на одном конце которого крепится режущая пластина, на другом шпонка. Резцедержатель сопряжен по резьбе с гайками лимба, которые развязаны в осевом направлении двумя оппозитными резами. Лимб зафиксирован в корпусе шариковым поясом. Упругий элемент размещен на корпусе в виде перемычек, полученных от аналогичных резов. Корпус устанавливается в оправке и крепится винтами.
Недостатком данного решения является относительно высокая сложность и жесткость конструкции, вызванная созданием натяга в резьбе, что в итоге приводит к быстрому износу резьбы и потере точности настройки.
Известна также расточная головка (патент РФ №2042477, МКИ В 23 В 29/03, 1995 (прототип), содержащая резцедержатель. С резцедержателем по резьбе сопряжен двумя гайками лимб. Одна гайка жестко соединена с лимбом, а другая развязана в осевом направлении упругими элементами, между которыми выполнена канавка под стопорное кольцо, которое фиксирует лимб относительно нониуса, а упругие элементы выбирают зазоры и создают натяг между нониусом и лимбом и в резьбе.
Недостатком данного технического решения является то, что радиальный натяг в резьбе осуществляется винтом, а винт не во всех оправках можно использовать.
Технической задачей данного изобретения является создание радиального натяга автоматически при установке корпуса головки в оправку.
Достигается это тем, что расточная головка включает корпус с нониусом, лимб и резцедержатель, в виде микрометрического винта, на одном конце которого крепится режущая пластина, а на другом шпонка. Резцедержатель сопряжен резьбой с двумя гайками, разделенными в осевом направлении упругими элементами. Одна из гаек жестко связана с лимбом, а другая фиксируется стопорным кольцом в корпусе. Корпус предназначен для крепления в оправке, а стопорное кольцо содержит выступ, взаимодействующий с оправкой.
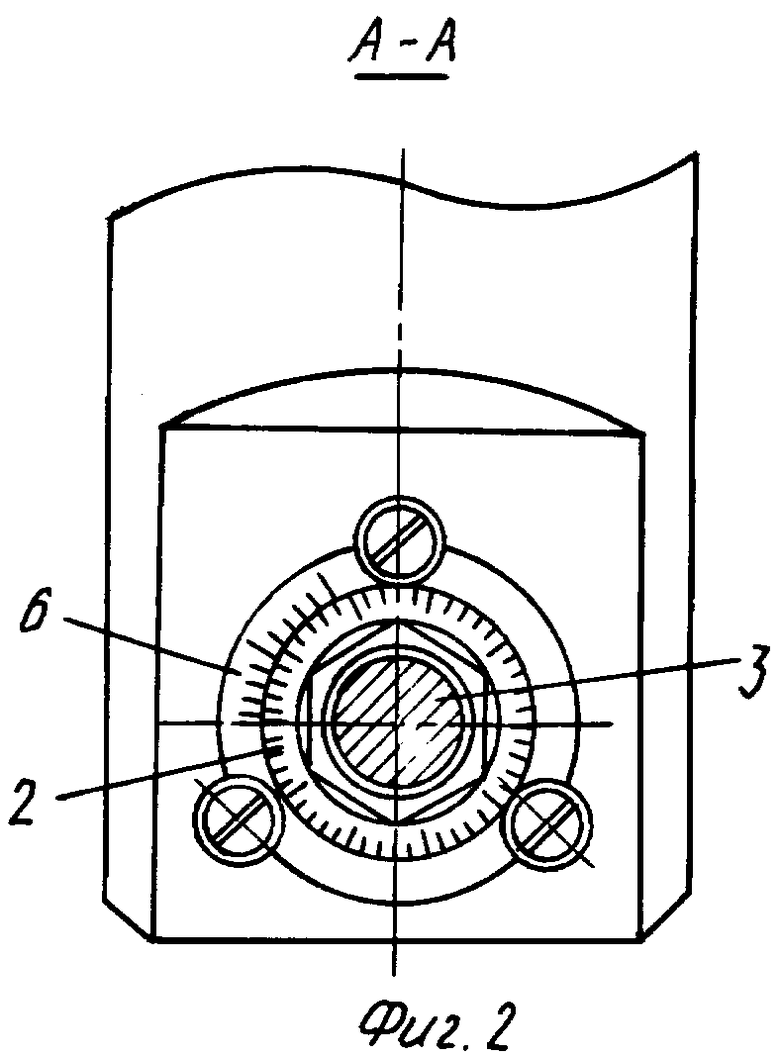
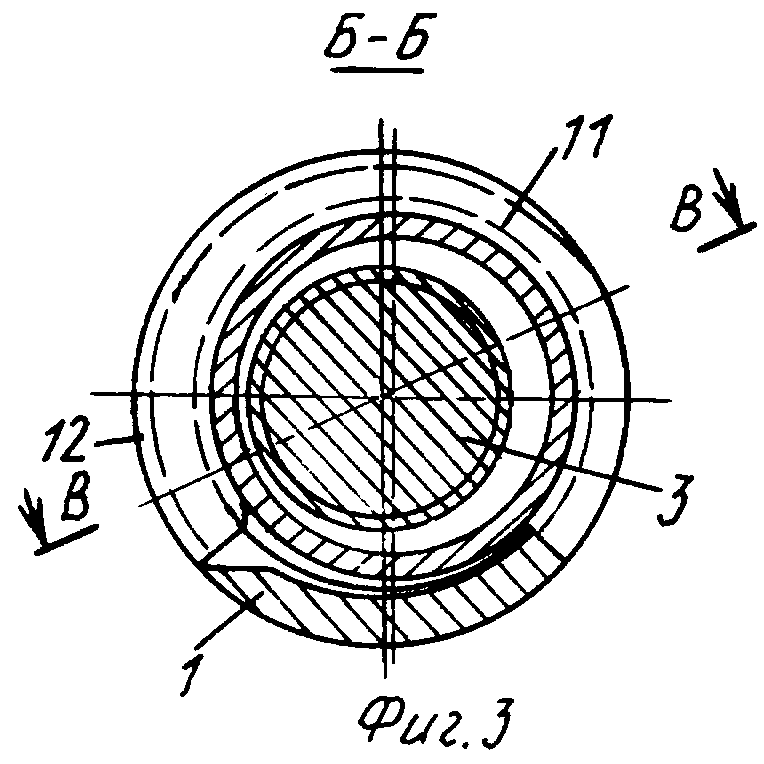
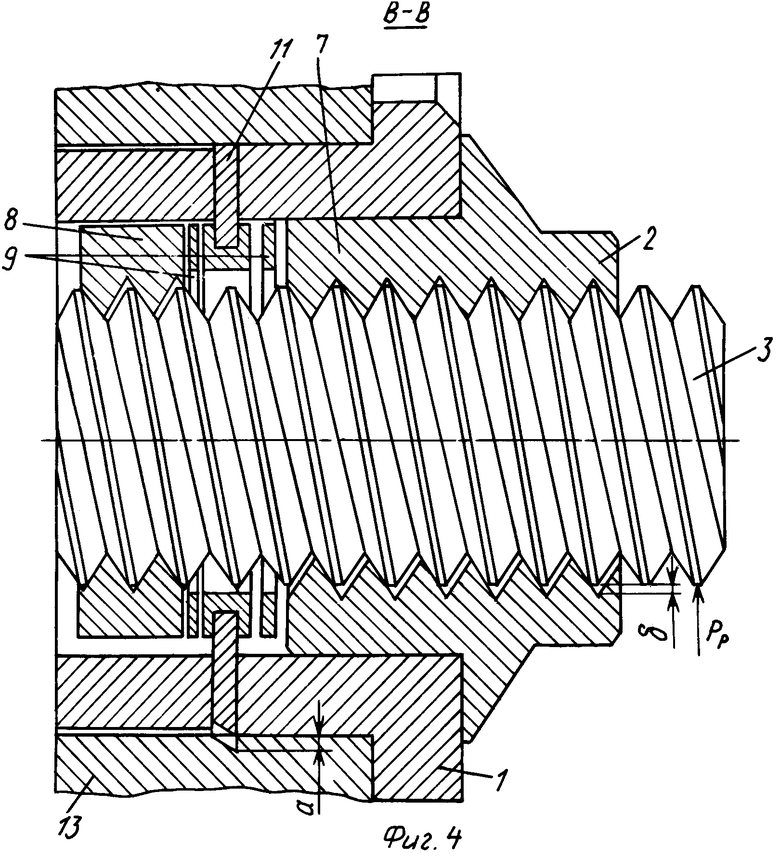
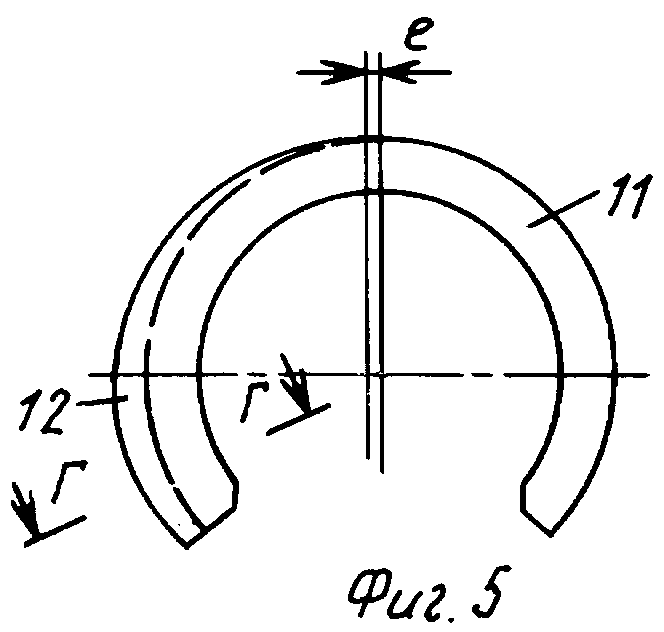
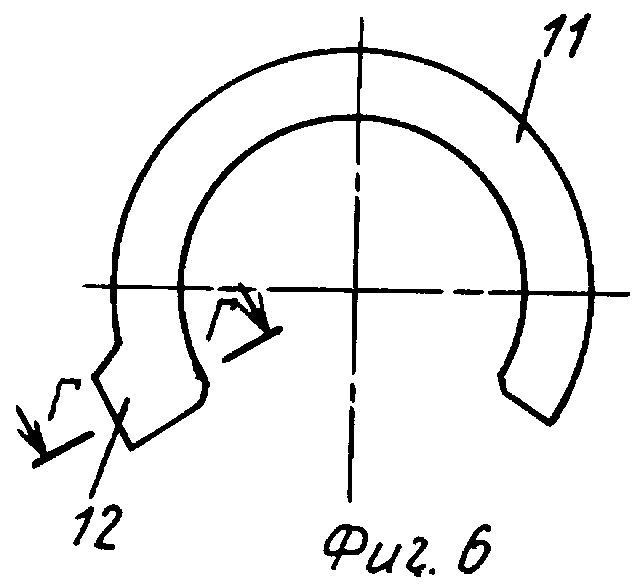
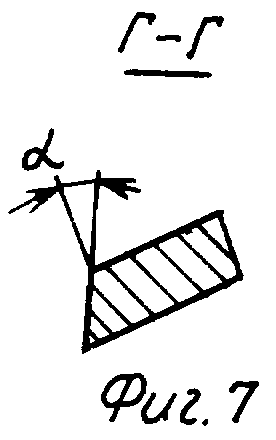
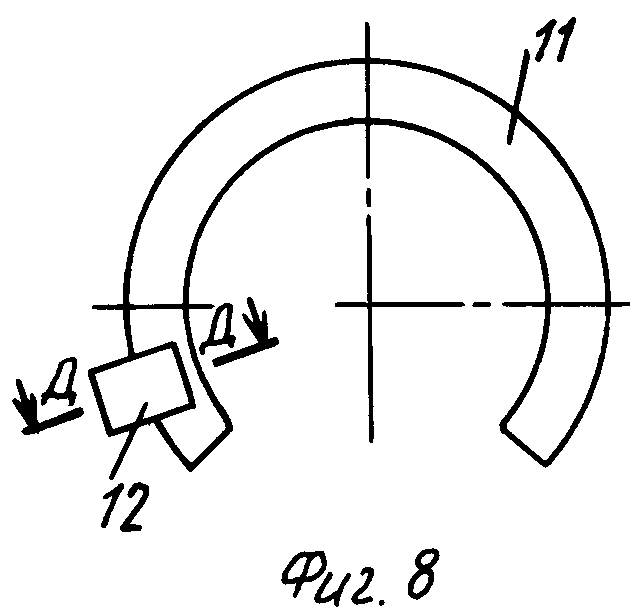
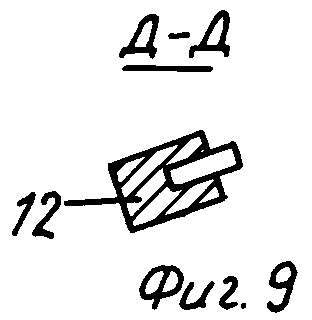
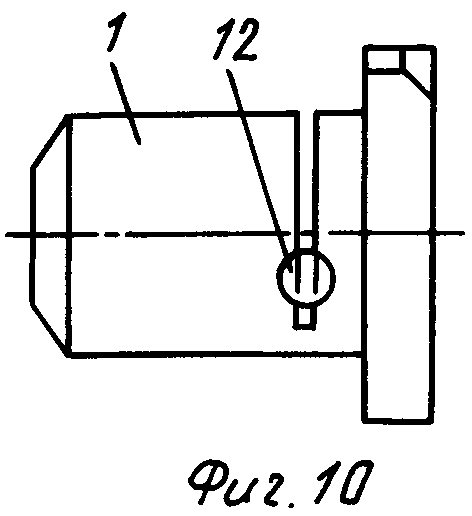
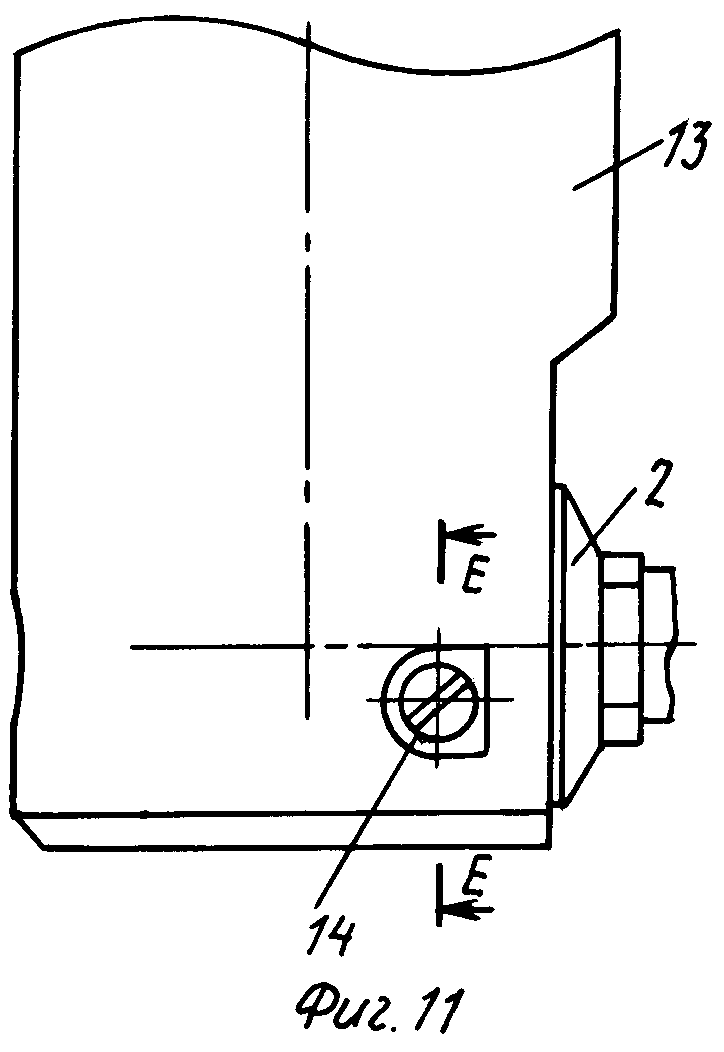
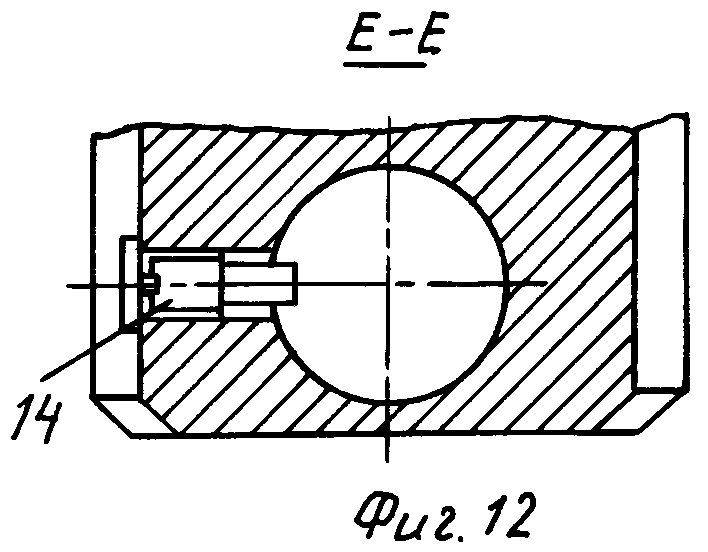
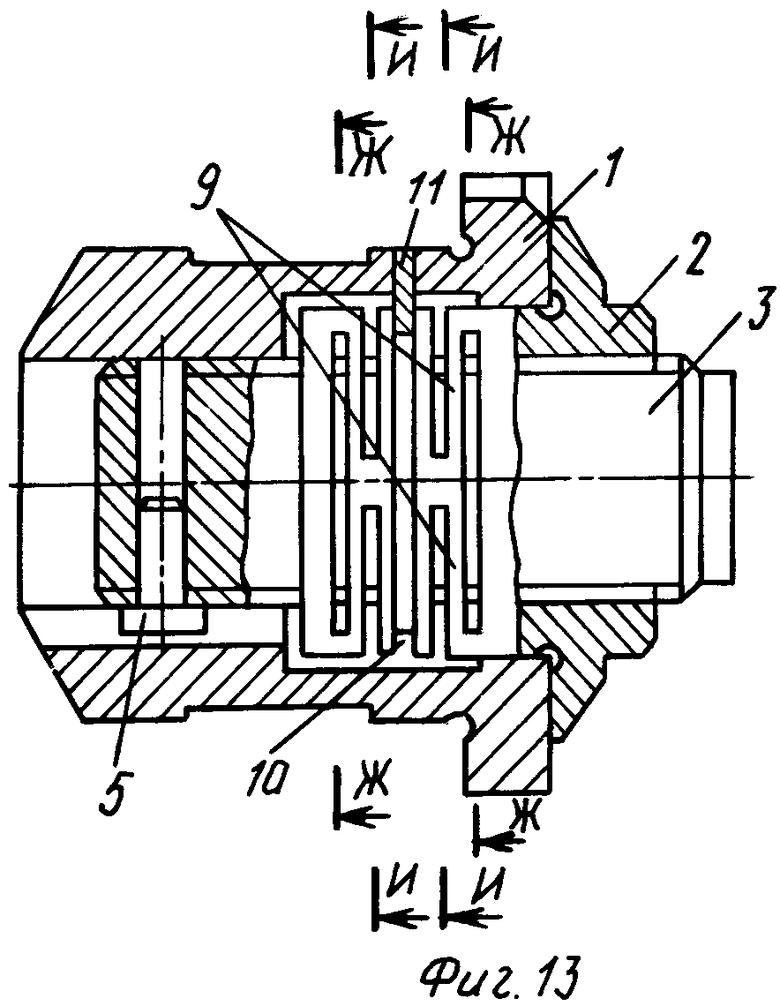
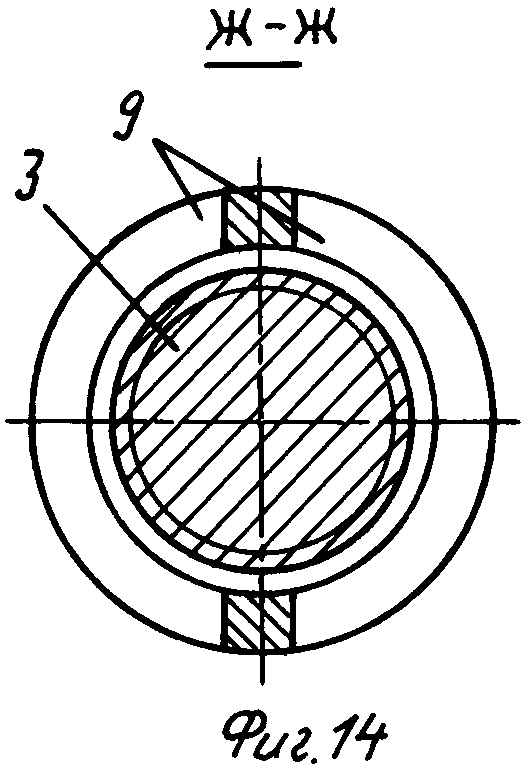
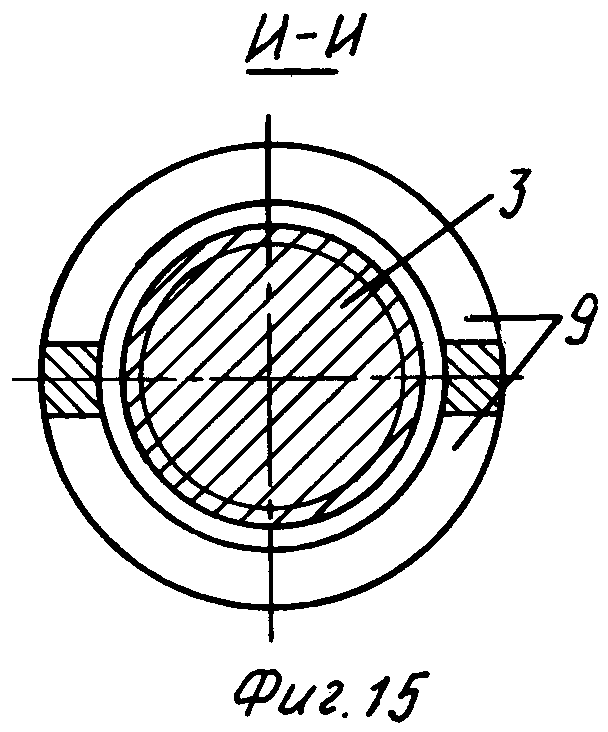
Сущность изобретения поясняется графически, где на фиг.1 показан общий вид расточной головки; на фиг.2 - разрез А-А фиг.1; на фиг.3 - разрез Б-Б фиг.1; на фиг.4 - разрез В-В фиг.3; на фиг.5, 6, 7, 8, 9 - упругие элементы с выступом, на фиг.10 - установка упругого элемента в корпусе; на фиг.11 - установка расточной головки в оправке; на фиг.12 - разрез Е-Е фиг.11; на фиг.13 - установка лимба в корпусе; на фиг.14 и 15 - разрез по Ж-Ж и И-И фиг.13 соответственно.
Расточная головка состоит из корпуса 1, в центральном отверстии которого смонтированы с возможностью вращения лимб 2 и осевого перемещения резцедержатель 3. Резцедержатель 3 выполнен в виде микрометрического винта, на одном конце которого выполнено гнездо под режущую пластину 4, а на другом имеется шпонка 5. Шпонка 5 имеет возможность скользить по шпоночному пазу корпуса 1 и предотвращает вращение резцедержателя 3 вокруг своей оси. На торце корпуса 1 имеется нониусная шкала, в дальнейшем нониус 6. Резцедержатель 3 своей резьбой сопряжен с гайками 7 и 8. Гайка 7 жестко связана с лимбом 2. Гайка 8 разделена с гайкой 7 упругими перемычками 9, образованными радиальными перпендикулярными резами, расположенными по обе стороны канавки 10 под стопорное кольцо 11. Кольцо 11 может быть выполнено в различных вариантах, но всех их объединяет то, что кроме стопорения оно выполняет дополнительные функции создания радиального натяга. Это достигается посредством элемента выступа 12, выполненного в виде фаски (фиг.5, 6), бобышки (фиг.8, 9). Притом эти элементы могут работать автоматически при установке корпуса 1 в оправку 13 или, например, принудительно от винта 14. Выступы 12 выполнены в кольцах 11 в определенных местах, чтобы смещение упругих элементов 9 было направлено в направлении действия результирующих сил резания РР. Таким образом выбираются радиальные зазоры δ и создаются необходимые натяги.
Подготовка расточной головки к работе заключается в ее настройке на необходимый диаметр обработки dp. Это достигается вращением лимба 2 за шестигранник. После чего головка готова к работе.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНАЯ ГОЛОВКА | 2007 |
|
RU2349426C2 |
| РАСТОЧНАЯ ГОЛОВКА | 1993 |
|
RU2042477C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2009 |
|
RU2399462C1 |
| РАСТОЧНАЯ ОПРАВКА | 2003 |
|
RU2252840C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2000 |
|
RU2175591C1 |
| ПАТРОН РАСТОЧНОЙ | 2013 |
|
RU2548555C1 |
| ПАТРОН РАСТОЧНОЙ | 2005 |
|
RU2298457C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2005 |
|
RU2287406C1 |
| ПАТРОН РАСТОЧНОЙ | 2003 |
|
RU2238177C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2003 |
|
RU2235623C1 |
Изобретение относится к области металлообработки, чистовой обработке отверстий. Головка включает корпус с нониусом, лимб и резцедержатель в виде микрометрического винта, на одном конце которого закреплена режущая пластина, а на другом - шпонка, при этом резцедержатель сопряжен по резьбе с двумя гайками, разделенными в осевом направлении упругими элементами, одна из гаек жестко связана с лимбом, а другая зафиксирована стопорным кольцом в корпусе, причем корпус предназначен для фиксирования в оправке. Для повышения точности обработки за счет создания радиального натяга на стопорном кольце выполнен выступ, предназначенный для взаимодействия с оправкой. Указанный выступ стопорного кольца может быть ориентирован в направлении результирующих сил резания. 1 з.п. ф-лы, 15 ил.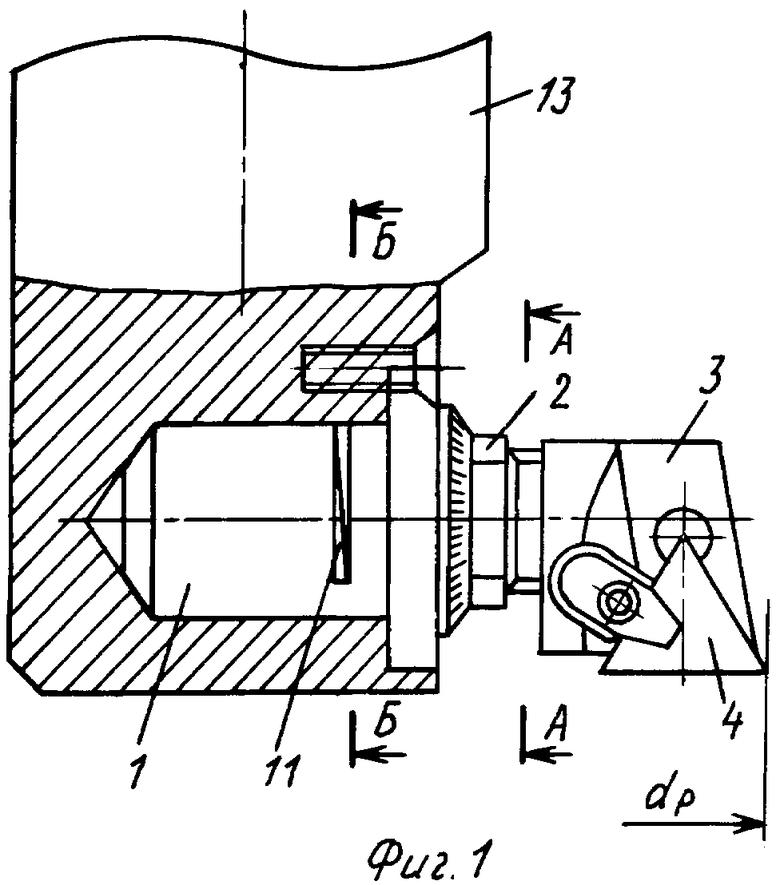
| РАСТОЧНАЯ ГОЛОВКА | 1993 |
|
RU2042477C1 |
| Расточная оправка | 1972 |
|
SU520023A3 |
| РАСТОЧНОЙ ПАТРОН | 1993 |
|
RU2053048C1 |
| US 4396319 A, 02.04.1983 | |||
| ШАТИН В.П | |||
| и др | |||
| "Режущий и вспомогательный инструмент", М., "Машиностроение", 1968, с.179, 181, рис.1. | |||

