Изобретение относится к металлообработке, в частности к чистовой обработке отверстий.
Известна расточная головка (Ю.Л.Фрумин. Комплексное проектирование инструментальной оснастки. М. : Машиностроение, 1987, стр. 69, рис. 33), включающая резцовую державку с прихватом, лимб, шайбу пружинную и шайбу прижимную, а также винт, взаимодействующий с резцовой державкой и расточной оправкой посредством шайбы.
Недостатками данной расточной головки являются сложность конструкции и неточность настройки ее на размер.
Наиболее близким к изобретению по технической сущности и достигаемому результату является расточная головка (патент РФ N 2042477, МПК В 23 В 29/03, Б. И. N 24,1995), включающая резцедержатель в виде микрометрического винта, на одном конце которого выполнено гнездо для крепления режущей пластины, а на другом - шпонка, взаимодействующая с пазом расточной оправки, а также лимб с двумя гайками. Одна из гаек может смещаться в осевом направлении относительно другой. Гайки сопряжены с микрометрическим винтом, а лимб установлен во втулке с нониусом и фиксируется в ней при помощи стопорного кольца и упругого элемента, расположенного по обе стороны стопорного кольца.
Недостатком этого устройства являются относительно низкие технологические возможности, заключающиеся в невозможности обрабатывать отверстия малого диаметра, а также изменять геометрию режущей части, в частности главного угла в плане.
Технической задачей изобретения является расширение технологических возможностей расточной головки.
Поставленная задача решается тем, что расточная головка, содержащая резцедержатель с гнездом для режущих элементов и резьбовой поверхностью, лимб, кольцо, упругий элемент для выбора зазоров и корпус, установленный и закрепленный в оправке, снабжена толкателем, выполненным в виде винта, сопряженным с резьбовой поверхностью резцедержателя, лимб выполнен в виде конуса с резьбовым хвостовиком. При этом толкатель предназначен для взаимодействия с конусом, а резьбовой хвостовик - для взаимодействия с оправкой. На корпусе может быть выполнена дополнительная шкала, а на образующей резцедержателя - отсчетная риска. Резьбовая поверхность может быть расположена в отверстии, выполненном на торце резцедержателя.
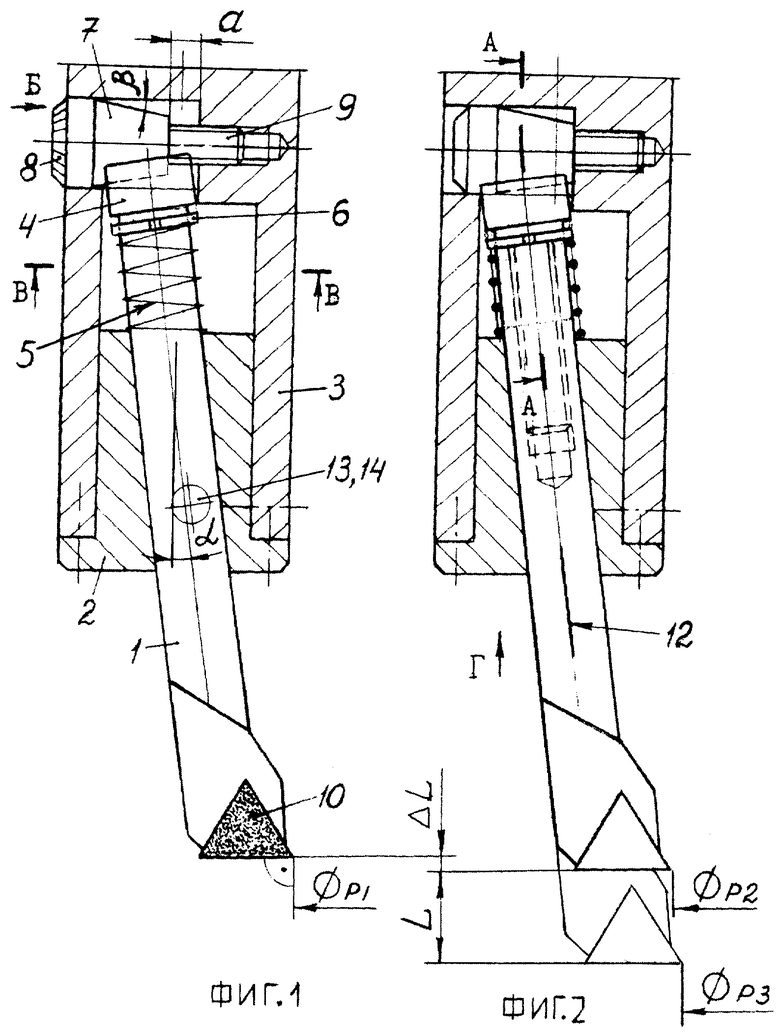
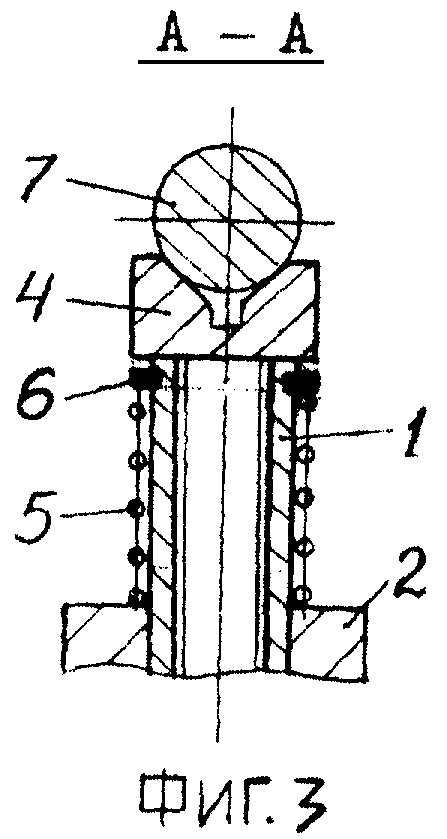
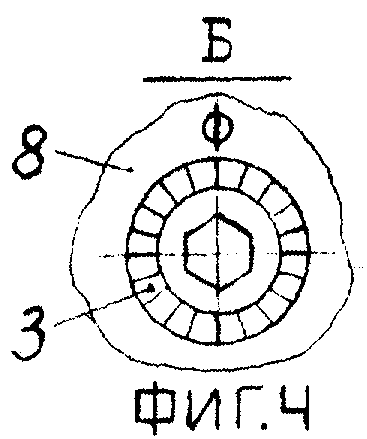
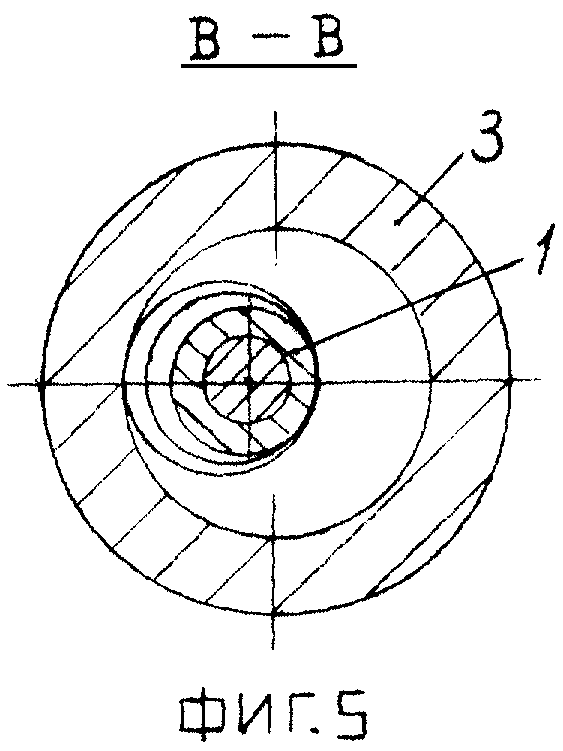
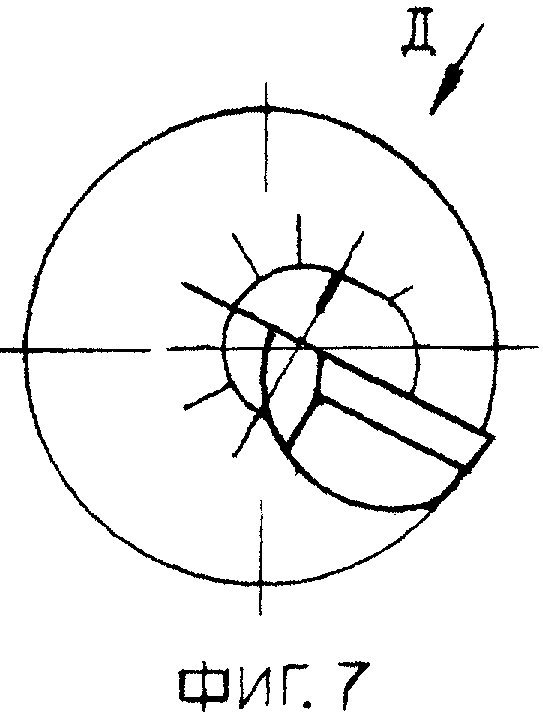
Сущность изобретения поясняется графически. На фиг. 1 изображен общий вид расточной головки, разрез; на фиг. 2 -то же, только резцедержатель в другом положении; на фиг. 3 - разрез по А-А фиг. 2; на фиг. 4 - вид. Б фиг. 1; на фиг. 5 - разрез по В-В фиг. 1; на фиг. 6 - вид Г фиг. 2; на фиг. 7 - то же, только резцедержатель в другом положении; на фиг. 8 - вид Д фиг. 7.
Расточная головка состоит из резцедержателя 1, установленного под небольшим углом α (α ≈5o-15o) к оси в корпусе 2. Корпус 2 смонтирован и жестко крепится винтами в оправке 3. В резцедержателе 1 на торце в отверстии имеется резьбовая поверхность, в которую завернут толкатель 4, выполненный в виде винта. Резцедержатель 1 подпружинен жесткой пружиной 5 с помощью кольца 6 толкателем 4 к конусу 7, принадлежащему лимбу 8. Таким образом, выбираются все зазоры в сопряжениях в направлении результирующих сил резания. Лимб 8 своим резьбовым хвостовиком 9 ввернут в оправку 3 и имеет возможность осевого перемещения. На фаске торцевой поверхности лимба 8 выполнена шкала, а на оправке 3 - отсчетная риска. Вместо отсчетной риски может быть нониус, но т. к. устройство имеет очень низкую чувствительность, то есть при значительном повороте лимба возникает незначительное перемещение режущего элемента 10, например твердосплавной пластины, то нониус можно не делать. На наружной торцевой поверхности конуса 2 выполнена также шкала 11, а на образующей резцедержателя 1 - отсчетная риска 12. Шкала 11 и риска 12 необходимы для грубой настройки диаметра расточки (⊘p), длины расточки (L), а также главного угла в плане (ϕ).
Так как резцедержатель 1 установлен под углом α, то при повороте его вокруг собственной оси в пределах одного оборота угол ϕ изменяется и главная режущая кромка занимает разные положения, то есть регулируема. Это видно из фиг. 7 и 8, где показано как при повороте резцедержателя 1 на одно деление шкалы 11 угол ϕ изменяется на Δϕ. Это необходимо при обработке разных поверхностей, материалов с различными режимами резания. Точная настройка режущего элемента 10 осуществляется лимбом 8. Диапазон точной настройки целесообразно иметь в пределах шага (S) резьбы резцедержателя 1. То есть при перемещении лимба 8 на расстояние "а" (фиг. 1) диаметр расточки изменяется от ⊘p1 до ⊘p2, при этом вылет по длине изменился на ΔL ≈ S = αtgβ, где β - угол конуса 7. Грубой регулировкой при вывертывании толкателя 4 из резцедержателя 1 можно увеличить диаметр расточки от ⊘p2 до ⊘p3, при этом вылет увеличится на L. Для надежного крепления, выбора зазоров и создания необходимой жесткости между резцедержателем 1, корпусом 2 и оправкой 3 служит винт 13 с проставкой 14 (на фиг. 1 показан след контакта с резцедержателем 1).
Функционирует расточная головка следующим образом. Вначале необходимо настроить головку на требуемый диаметр расточки. Для этого ослабляют винт 13 и поворотом резцедержателя 1 вокруг его оси производят установку угла ϕ и грубую настройку диаметра расточки в пределах не более шага (S) резьбы. Затем вращением лимба 8 добиваются точной настройки режущего элемента 10 на нужный размер. После чего винт 13 зажимают и головка готова к работе.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНАЯ ГОЛОВКА | 2003 |
|
RU2235623C1 |
| РАСТОЧНАЯ ОПРАВКА | 2003 |
|
RU2252840C1 |
| ПАТРОН РАСТОЧНОЙ | 2003 |
|
RU2238177C1 |
| РАСТОЧНАЯ ОПРАВКА | 2001 |
|
RU2203779C2 |
| РАСТОЧНАЯ ГОЛОВКА | 2004 |
|
RU2270077C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2003 |
|
RU2236328C1 |
| ПАТРОН РАСТОЧНОЙ | 2005 |
|
RU2298457C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2005 |
|
RU2287406C1 |
| РАСТОЧНАЯ ОПРАВКА | 2001 |
|
RU2198072C2 |
| РАСТОЧНАЯ ОПРАВКА | 2003 |
|
RU2247633C1 |


Изобретение относится к металлообработке, к чистовой обработке отверстий. Расточная головка содержит резцедержатель с гнездом для режущих элементов и резьбовой поверхностью, лимб, кольцо, упругий элемент для выбора зазоров и корпус, установленный и закрепленный в оправке. Для расширения технологических возможностей головка снабжена толкателем, выполненным в виде винта, сопряженным с резьбовой поверхностью резцедержателя, лимб выполнен в виде конуса с резьбовым хвостовиком. При этом толкатель предназначен для взаимодействия с конусом, а резьбовой хвостовик - для взаимодействия с оправкой. На корпусе может быть выполнена дополнительная шкала, а на образующей резцедержателя - отсчетная риска. Резьбовая поверхность может быть расположена в отверстии, выполненном на торце резцедержателя. 2 з.п. ф-лы, 8 ил.
| РАСТОЧНАЯ ГОЛОВКА | 1993 |
|
RU2042477C1 |
| РАСТОЧНОЙ ПАТРОН | 1993 |
|
RU2053048C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОЧАСТИЦ СЕРЕБРА РАЗМЕРОМ 30±3 нм | 2019 |
|
RU2729991C1 |
| US 4619564, 28.10.1986 | |||
| ФРУМИН Ю.Л | |||
| Комплексное проектирование инструментальной оснастки | |||
| - M.: Машиностроение, 1987, с.69, рис | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
