Изобретение относится к металлообработке, в частности к чистовой обработке отверстий.
Известна расточная головка (Е.Э. Фельдштейн. Режущий инструмент и оснастка станков с ЧПУ. Минск: Высшая школа, 1988, с.190), включающая резцовую державку с прихватом, лимб, шайбу пружинную и шайбу прижимную, а также винт, взаимодействующий с резцовой державкой и расточной оправкой посредством шайбы.
Недостатком данной расточной головки является сложность конструкции и неточность настройки ее на размер.
Известна также расточная головка, содержащая резцовую державку в виде микрометрического винта с прихватом пластины, лимб, установленный во втулке. Лимб имеет две гайки, взаимодействующие с резьбой резцовой державки, причем одна из гаек имеет возможность перемещаться в осевом направлении относительно другой. Это достигается при помощи пазов, прорезанных в шахматном порядке на цилиндрической поверхности лимба между гайками. Лимб соединен со втулкой при помощи стопорного кольца. Между торцом лимба и кольцом расположен упругий элемент в виде волнистой шайбы для выборки зазоров в резьбе и между опорными поверхностями втулки и лимба.
Недостатком данной расточной головки является сложность конструкции, заключающейся в изготовлении упругого элемента, в частности волнистой шайбы.
Цель изобретения упрощение конструкции устройства.
Цель достигается тем, что расточная головка, включающая резцовую державку в виде микрометрического винта, на одном конце которого выполнено гнездо для крепления режущей пластины с помощью винта и прихвата, а на другом шпонка, взаимодействующая с пазом расточной оправки, а также лимб с двумя гайками. Одна из гаек может смещаться в осевом направлении относительно другой. Гайки сопряжены с микрометрическим винтом, а лимб установлен во втулке с нониусом и фиксируется в ней при помощи стопорного кольца и упругого элемента. Упругий элемент выполнен в виде упругих элементов на образующей лимба между гайками и образованных при помощи пазов и расположенных по обе стороны стопорного кольца.
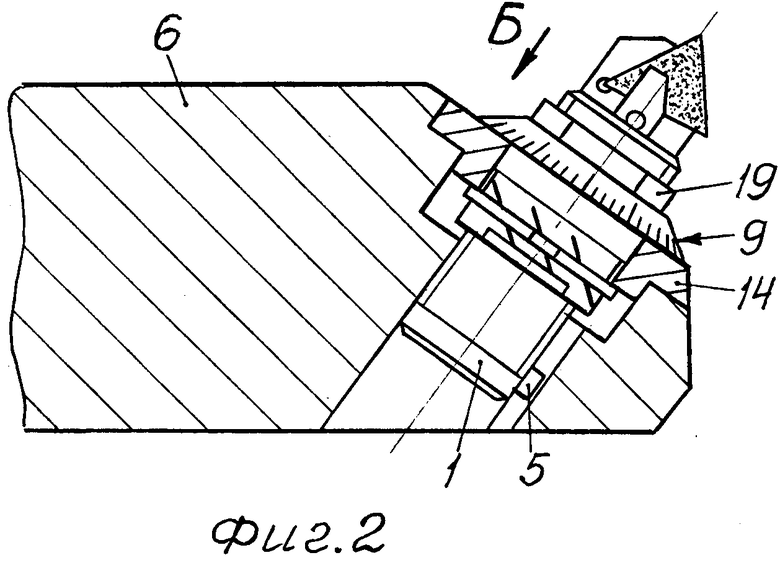
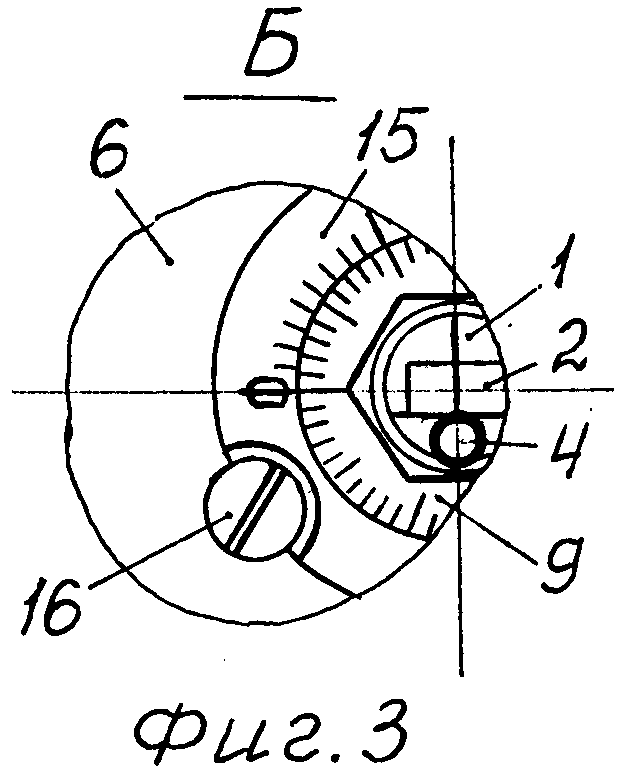
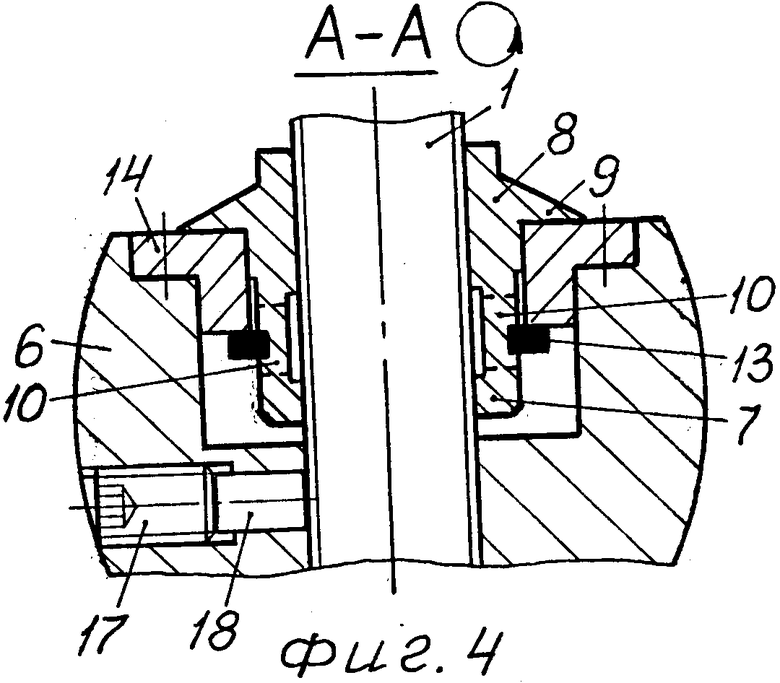
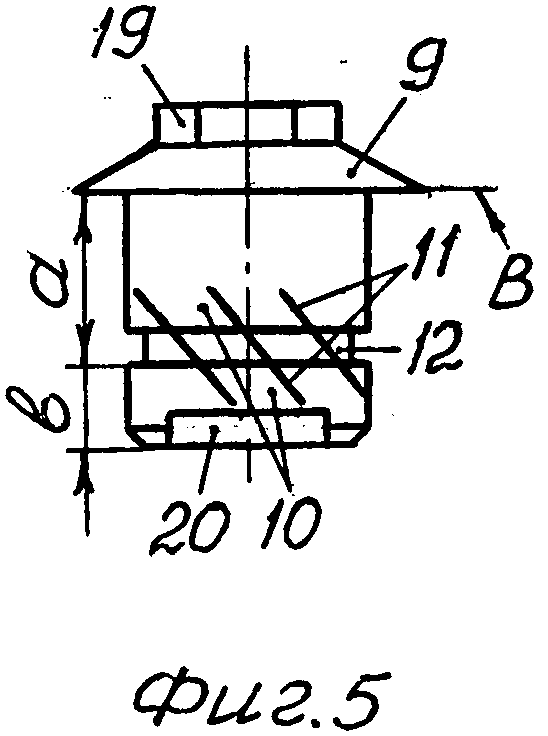
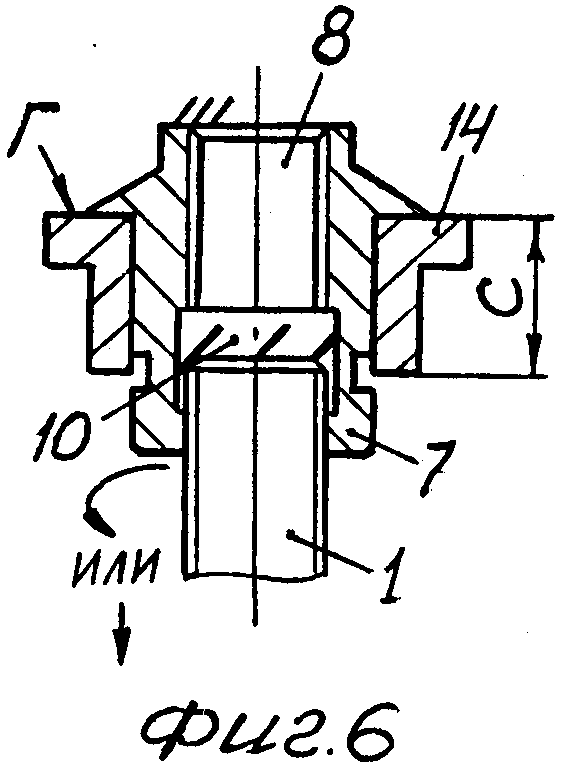
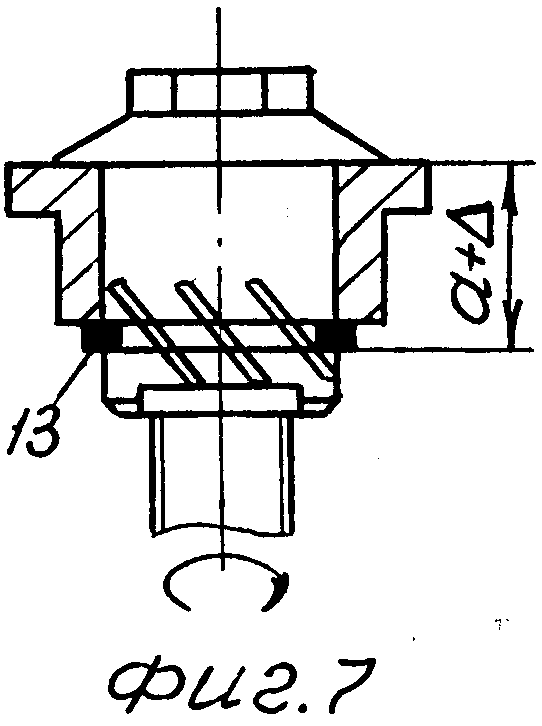
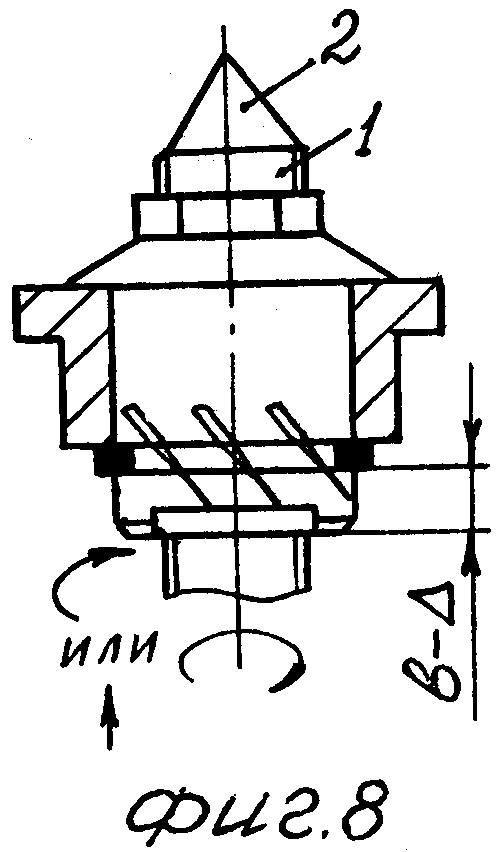
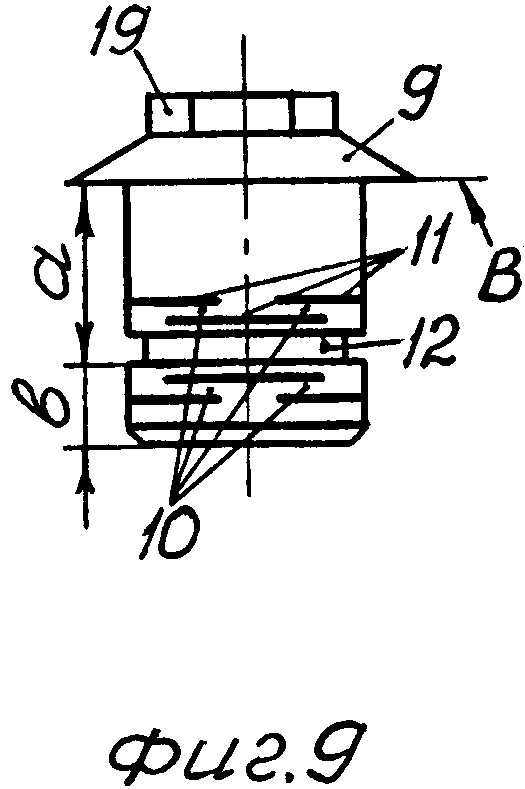
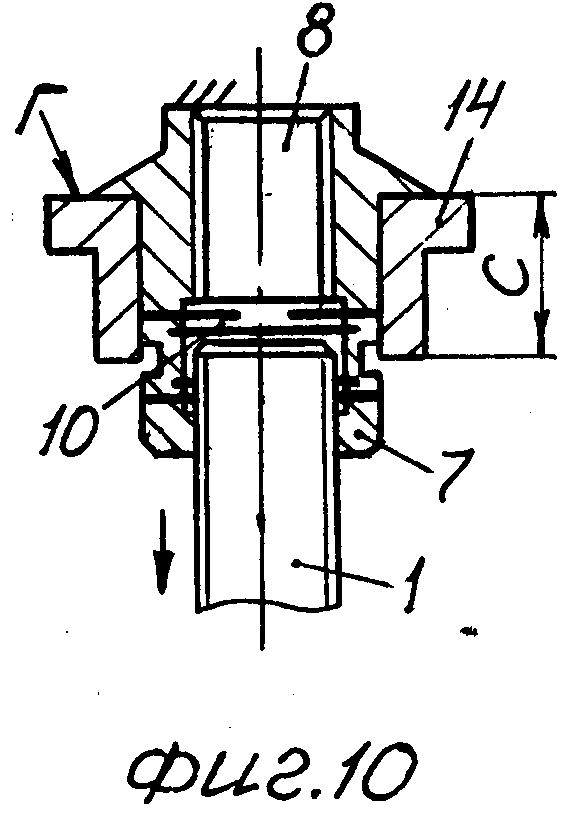
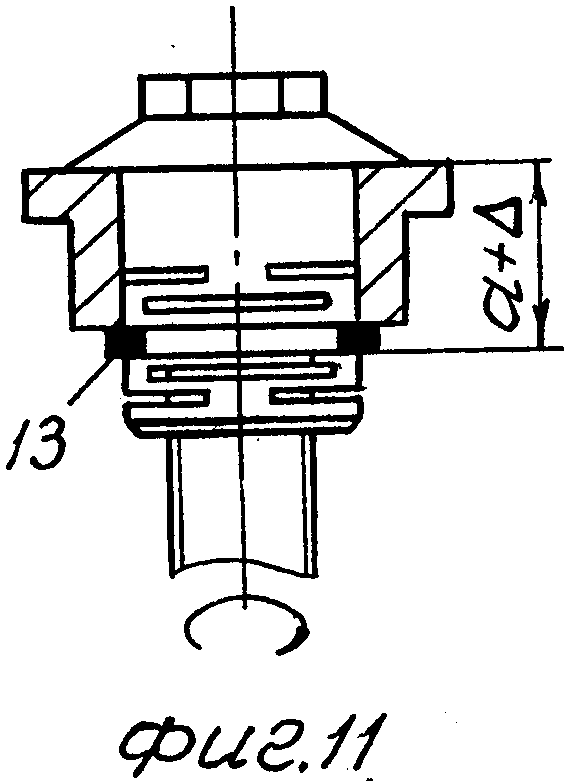
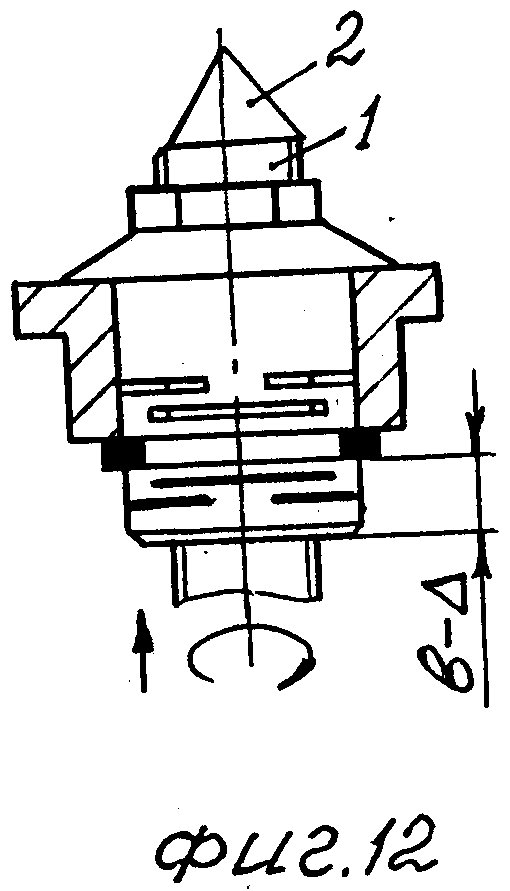
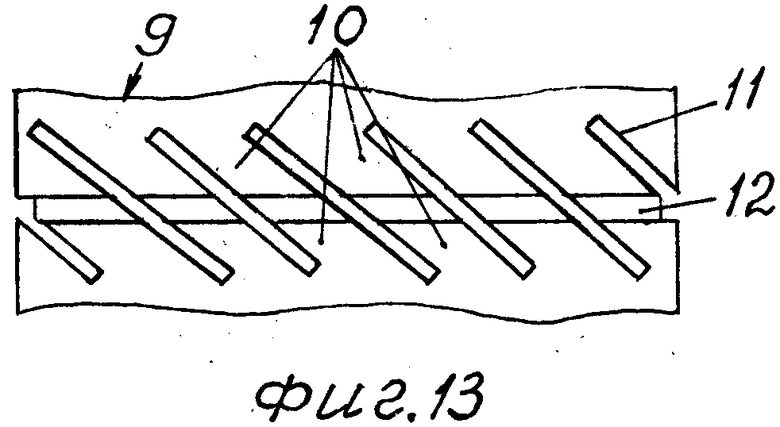
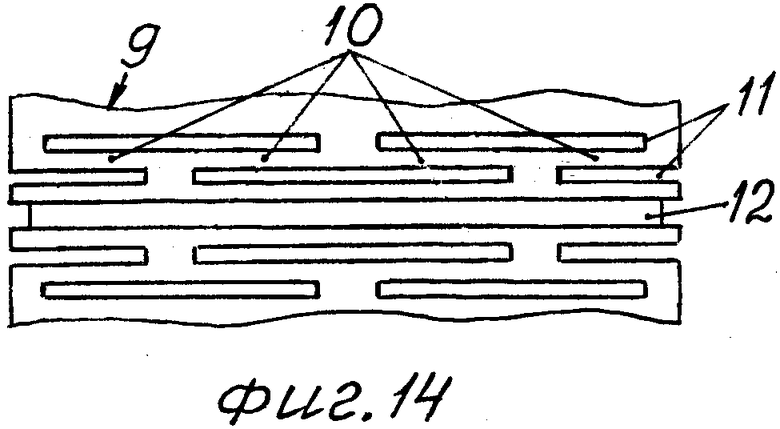
На фиг.1 изображен общий вид расточной головки; на фиг.2 общий вид, разрез; на фиг.3 вид Б на фиг.2; на фиг.4 разрез А-А на фиг.1; на фиг.5,6,7 и 8 схема сборки лимба, втулки и винта для упругих элементов, выполненных при помощи пазов под углом к оси лимба; на фиг.9, 10, 11 и 12 схема сборки лимба, втулки и винта для упругих элементов, выполненных при помощи пазов, перпендикулярных к оси лимба; на фиг.13 и 14 развертка образующей лимба с пазами под углом и соответственно перпендикулярно к оси лимба.
Расточная головка (микробор) состоит из микрометрического винта 1, выполняющего роль резцовой державки. На одном конце винта 1 выполнено гнездо для режущей пластины 2, закрепляемой винтом 3 и прихватом 4, а на другом установлена шпонка 5, которая имеет возможность скользить по пазу оправки 6 и предотвращает вращение винта 1. Винт 1 сопряжен с гайками 7 и 8, выполненными в лимбе 9. Гайки 7 и 8 соединены между собой упругими элементами 10, образованными при помощи пазов 11 в образующей. Пазы 11 могут быть выполнены под углом к оси лимба 9 или перпендикулярно ей. Их количество и параметры определяются необходимой жесткостью упругого элемента. Обязательным условием является наличие упругого элемента 10 по обе стороны от канавки 12 под стопорное кольцо 13, с помощью которого лимб 9 фиксируется в осевом направлении во втулке 14. Втулка 14 имеет нониус 15 и крепится к оправке 6 винтами 16. Стопорение винта 1 после настройки осуществляется винтом 17 посредством вкладыша 18, выполненного из более мягкого материала, чем винт 1. Для регулировки и сборки головки на лимбе 9 выполнены места под ключ. Это шестигранник 19, а в конструкции с наклонными пазами 11 еще и лыски 20.
Настройка расточной головки происходит следующим образом.
Вначале вращением винта 17 по стрелке "разжим" (фиг.1) расфиксируется микрометрический винт 1. Затем поворотом лимба 9 относительно нониуса 15 режущая часть пластины 2 устанавливается на необходимый размер. Точность настройки достигается, во-первых, соответствующим изготовлением необходимых деталей, а во-вторых, конструкцией, обеспечивающей выборку зазоров при сборке головки и настройке ее на размер. Сборка имеет свои особенности и осуществляется согласно схемам: по фиг.5,6,7 и 8 для упругого элемента 10, выполненного при помощи пазов 11 под углом к оси лимба 9, или по фиг.9, 10, 11 и 12 для упругого элемента 10, выполненного при помощи пазов 11 перпендикулярно к оси лимба 9. Для обоих схем сборка происходит в следующей последовательности. Лимб 9 (фиг.5 или 9) устанавливается во втулку 14 (фиг.6 или 10) и винт 1 вворачивается только в гайку 7. В этот момент лимб 9 застопорить кольцом 13 невозможно, так как размер a < C + S1, где S1 толщина кольца 13. Разница размеров а и (C + S) определяет степень Δ натяга на торцах В и Г, Δ (C + S) a. Для стопорения лимба 9 во втулке 14 кольцом 13 один конец лимба 9 удерживается за шестигранник 19, например, в тисках, а второй с помощью гаечного ключа и лысок 20 закручивается за счет упругой части 10 или вытягивается за винт 1 (фиг.6).
В результате чего размер а увеличивается до необходимого, т.е. а > c + S, и кольцо 13 устанавливается в канавку 12 и стопорит лимб 9 во втулке 14.
Затем крутящий момент с ключа снимается, и за счет своей упругости часть лимба 9 закручивается в обратном направлении и выбирается, таким образом, зазор на торцах В и Г и создается определенный натяг. После чего конец лимба 9 с гайкой 7 закручивается или сжимается (фиг.8) в противоположную сторону первоначальной закрутки так, чтобы размер b уменьшился на величину Δ до совпадения шагов резьб в гайках 7 и 8, и винт 1 вворачивается в гайку 8. Затем крутящий момент с ключа снимается и конец лимба 9 из-за своей упругости закручивается в обратную сторону, вытягивая винт 1 и выбирая зазоры в резьбе. Это происходит потому, что угол закрутки мал, а удлинение размера Δ больше, чем часть шага резьбы, соответствующая этому углу закрутки. Аналогично сборка ведется с помощью пазов 11, перпендикулярных оси лимба 9. При этом закручивание заменяется только растяжением-сжатием упругого элемента 10. Так как зазоры на торцах В и Г и резьбе выбираются в направлении действия режущих сил, то жесткость упругого элемента не влияет на точность размеров обработки. После сборки расточная головка готова к настройке и работе.
Экономическая эффективность предложенного устройства заключается в простоте его конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНАЯ ГОЛОВКА | 2009 |
|
RU2399462C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2007 |
|
RU2349426C2 |
| РАСТОЧНАЯ ГОЛОВКА | 2004 |
|
RU2270077C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2000 |
|
RU2175591C1 |
| ПАТРОН РАСТОЧНОЙ | 2013 |
|
RU2548555C1 |
| ПАТРОН РАСТОЧНОЙ | 2005 |
|
RU2298457C1 |
| РАСТОЧНАЯ ОПРАВКА | 2003 |
|
RU2252840C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2005 |
|
RU2287406C1 |
| Устройство для прошивки профильных отверстий на токарном станке | 2018 |
|
RU2706989C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2006 |
|
RU2314181C1 |
Использование: металлообработка, в частности чистовая обработка отверстий. Сущность изобретения: расточная головка содержит резцовую державку в виде микрометрического винта 1, на одном конце которого выполнено гнездо для крепления режущей пластины 2, а на другом шпонка, взаимодействующая с пазом расточной оправки 6. Лимб в виде двух гаек взаимодействует с винтом 1. Одна из гаек может смещаться относительно другой в осевом направлении, выбирая тем самым зазор. Лимб установлен во втулке с нониусом и фиксируется в ней с помощью канавки стопорного кольца и упругого элемента, выполненного в виде пазов на образующей лимба, расположенного по обе стороны стопорного кольца. 1 з.п.ф-лы, 14 ил.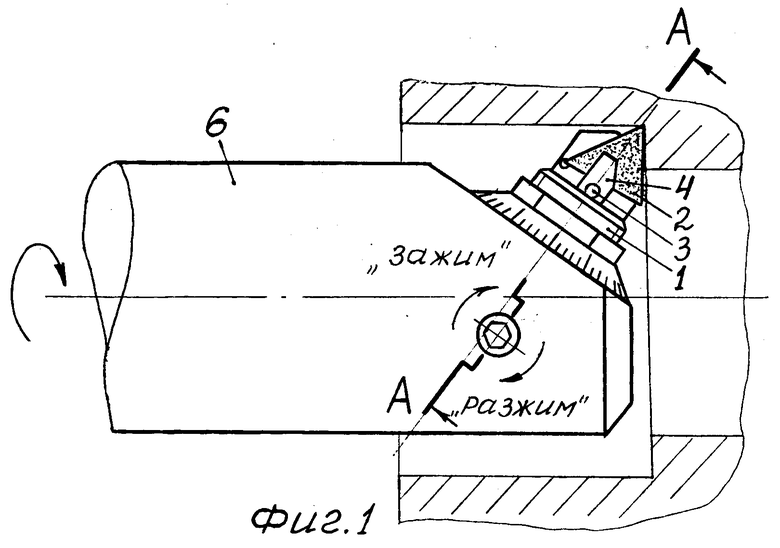
| Проспект фирмы Никкен, Япония, cat | |||
| no | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
