Изобретение относится к установке непрерывного действия для поверхностной обработки лент, в частности к травильной установке, в которой лента проходит через наполненную обрабатывающей жидкостью закрытую крышкой емкость.
Перед дальнейшей обработкой катаных лент поверхность ленты не должна иметь окалины. На примере горячекатаной ленты окалина образуется как, так называемая вторичная окалина при проходе через прокатный стан горячей прокатки, на охладительном рольганге, а также отчасти на моталке, где ленты сматываются в рулоны или бунты. В зависимости от качества материала окончательной толщины горячекатаных лент и скорости прокатки образуется окалина с различной толщиной слоя и с различным химическим составом.
Для снятия окалины в настоящее время используются преимущественно кислотные травильные установки, выполненные в виде неглубоких емкостей, которые заменили известное прежде глубокое травление. Такого рода кислотные травильные установки могут состоять из ряда последовательно расположенных неглубоких травильных ванн или емкостей, в которых применяется, например, 18-процентная подогретая соляная кислота. Лента протягивается или проталкивается через травильную ванну, при этом слой окалины растворяется в кислоте. В процессе травления концентрация кислоты падает, вследствие чего требуется постоянная подпитка свежей кислотой.
В известной из публикации DE 3629894 А1 установке для травления в неглубоких емкостях быстрый нагрев лент при обмене сред в пограничной фазе между ленточным прокатом и обрабатывающей жидкостью был улучшен за счет того, что внутри емкости для обработки выполнен канал для обработки. Сверху он закрывается крышкой. Обрабатывающая жидкость подается через расположенные на стороне входа и выхода коллекторы с соплами; со стороны входа сопла на стороне входа и выхода направлены против перемещения ленты. В дополнение к коллекторам с соплами на входе и выходе там могут также устанавливаться под горячекатаными лентами боковые сопла для подачи обрабатывающей жидкости или травильного раствора.
Обрабатывающий канал в этой известной травильной установке имеет в зоне днища установленные поперек относительно направления перемещения ленты скользящие или жидкостные направляющие опоры для поддержания ленты снизу. Чтобы под лентой между скользящими и жидкостными направляющими опорами также создавались желательные завихрения, на боковых стенках обрабатывающего канала установлены направляющие устройства, при помощи которых поступающая через коллекторы с соплами обрабатывающая жидкость направляется приблизительно поперечно к направлению перемещения ленты. В результате оказалось, что объем рециркуляции обрабатывающей жидкости значительно превышает необходимый для реализации задачи травления. Кроме того, используемые для поддержки скользящие опоры могут повреждать поверхности лент, что представляет, в частности, большой недостаток при обработке лент из высококачественных сталей.
В документе DE 2359412 B1, C 23 G 3/02, 06.03.1975 раскрыта установка непрерывного действия для поверхностной обработки лент, в частности, травильная установка, в которой лента проходит через наполненную обрабатывающей жидкостью закрытую крышкой емкость, которая служит ближайшим аналогом заявленного изобретения.
В основу изобретения положена задача дальнейшей оптимизации степени обработки при помощи установки вышеназванного типа, в частности, при травлении лент из высококачественных сталей.
Эта задача согласно изобретению решается за счет того, что днище емкости в поперечном направлении имеет преимущественно горизонтальный средний участок и отходящие от него в обе стороны наклонные участки. Это позволяет добиться того, что при обработке лент, которые проходят через емкость с минимальным натяжением, осуществляемым обычно установленными со стороны входа и выхода емкости отжимными роликами, и, следовательно, с провисанием ленты по краям, они не скребут провисающими краями по днищу. С увеличением ширины лент провисание по краям ленты увеличивается; это компенсируется отходящими наклонными участками днища.
Согласно предпочтительному выполнению изобретения предусматривается, что проходящий в продольном направлении емкости канал для обработки, расширяющийся от входной стороны до середины емкости, от этого места до выходной стороны выполнен зеркально идентичным. В основе этого выполнения канала лежит тот факт, что полученная в процессе прокатки краевая волнистость в результате прохождения через отжимные ролики на входной и выходной стороне вначале проявляется в меньшей степени, а затем при дальнейшем продвижении по длине емкости она вновь обретает свое изначальное состояние. Выполненный предпочтительно асимметрично расширяющимся обрабатывающий канал, то есть с большим наклоном днища емкости в продольном направлении, чем ограничивающая сверху канал крышка, предлагает таким образом объем, оптимально соотнесенный с фактическим прохождением ленты. Полученная таким образом исключительно пространственно-экономная конструкция канала дает значительное снижение необходимого объема рециркуляции обрабатывающей жидкости.
Ограниченный согласно изобретению продольными стенками емкости, днищем и оборудованным на крышке промежуточным элементом канал для технологической обработки в том, что касается его контура и, в частности, высоты, выполнен в соответствии с теоретической конфигурацией ленты в зависимости от ее натяжения.
Согласно изобретению предусматривается сливная камера, выполненная рядом, по меньшей мере, с одной продольной стенкой емкости. Через нее может беспрепятственно осуществляться необходимый обмен жидкости. Если, кроме того, сливная камера предпочтительно гидродинамически соединена с емкостью и включает переливное устройство, то емкость работает в режиме определенного уровня заполнения обрабатывающей жидкостью.
Если сливная камера выполнена предпочтительно закрытой и снабжена, по меньшей мере, сливной трубой, это позволяет снизить утечку воздуха в окружающую среду.
Согласно другому предложению согласно изобретению наклонные участки днища снабжены защитными плитами, выполненными предпочтительно из полипропилена. Даже в случае очень широких лент, когда провисание ленты настолько большое, что края соприкасаются с днищем канала, этот контакт не оказывает отрицательного воздействия на поверхность ленты и, в частности, при обработке ленты из высококачественных сталей обеспечивается щадящий проход ленты.
Этому благоприятному прохождению ленты способствует также то обстоятельство, что продольные стенки емкости снабжены изнутри выполненными преимущественно из полипропилена направляющими планками, которые защищают ленту, если она сбивается, то есть смещается в сторону.
Для установки, включающей более двух последовательно расположенных в направлении движения ленты емкостей, согласно изобретению предложено между двумя емкостями установить установку для травления распылением. Таким образом повышается эффективность травления, так как лента может смачиваться дополнительно кислотой.
Другие подробности и преимущества изобретения выявляются из нижеследующего описания представленных схематически на чертежах вариантов выполнения изобретения. Показаны:
на фиг.1 - в поперечном разрезе емкость установки для технологической обработки;
фиг.2 - емкость согласно фиг.1 в продольном разрезе показана до середины своей длины;
фиг.3 - продольный вид, соответствующий изображению на фиг.2, с включением в него краевых волнистостей обрабатываемой ленты;
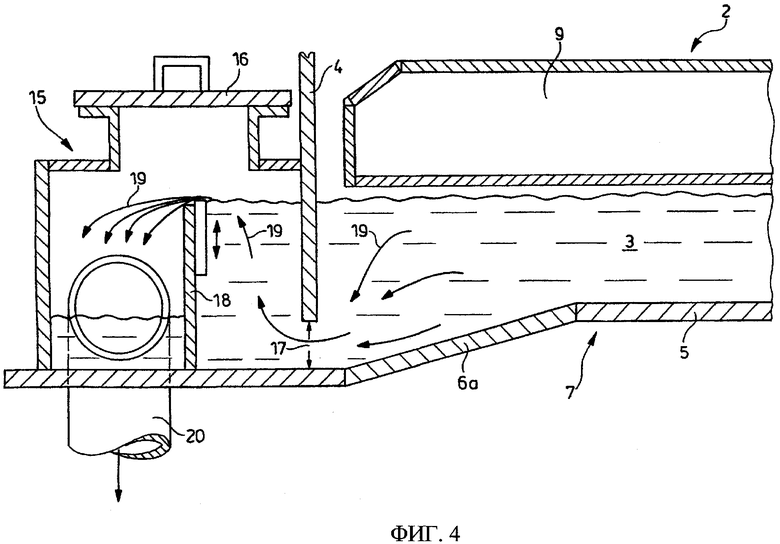
фиг.4 - в поперечном разрезе отдельно показана выполненная сбоку рядом с ванной сливания камера; и
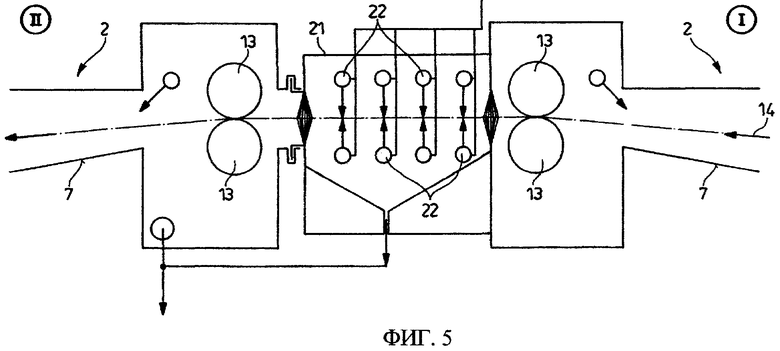
фиг.5 - расположенная между двумя емкостями для технологической обработки установка для травления распылением.
Представленная на фиг.2 емкость 2 установки для непрерывной поверхностной обработки лент 1 включает канал 3 для технологической обработки, ограниченный продольными стенками 4 емкости, днищем 7, состоящим из преимущественно горизонтального среднего участка 5 и отходящих от него к обеим продольным стенкам наклонных участков 6а, 6b, и крышки 8 с закрепленной на ней промежуточной крышкой или поплавком 9. При максимальном натяжении проходящая лента 1 принимает схематически представленную на фиг.1 штриховой линией конфигурацию 1а и при минимальном натяжении - представленную схематически штриховой линией конфигурацию 1b, что, естественно, находит зеркальное отражение при любой нагрузке на ширину ленты. В пределах этой ширины ленты при максимальном натяжении ленты и минимальном натяжении ленты образуется характерное зигзагообразное провисание. Высота канала 3 рассчитана таким образом, чтобы она соответствовала этой теоретической зигзагообразной конфигурации ленты, и чтобы сверх того не возникала необходимость в дополнительном пространстве.
Этому критерию как можно более узкого сечения канала или минимально возможных габаритов канала 3 отвечают также наклонные участки 6а, 6b днища 7. Но таким образом принимается в расчет не только беспрепятственный проход ленты с конфигурацией 1b при минимальном натяжении, но также и большее боковое провисание в случае более широких лент. Если края ленты 1 все же соприкасаются с наклонными участками 6а, 6b, щадящему прилеганию краев способствуют приваренные к днищу защитные пластины 10 из полипропилена. Кроме того, щадящему прилеганию служат также оборудованные на продольных стенках емкости направляющие планки 11 из полипропилена, в частности, в случае смещения ленты 1 в одну или другую сторону емкости 2.
Но конструкция канала 3 выполнена не только с учетом провисания ленты, но и неизбежно возникающих в результате прокатки краевых волнистостей ленты 1. На фиг.3 выделены краевые волнистости 12 ленты 1. В связи с установленными со стороны входа и выхода каждой емкости 2 отжимными роликами 12 они проявляются меньше, то есть высота волны вначале меньше, а затем при прохождении в направлении движения ленты по стрелке 14 в длину емкости до ее обозначенной середины они восстанавливают свою первоначальную высоту. Конфигурация ленты на другой не представленной половине емкости 2 симметрична первой. Как можно заключить при совместном рассмотрении фиг.2, канал 3 выполнен расширяющимся сообразно с этой конфигурацией ленты до середины емкости, и его высота со стороны входа и (не показан) выхода меньше, а затем постепенно увеличивается.
В варианте выполнения емкости согласно фиг.4 сбоку от нее размещена соединенная с ней сливная камера 15 для обрабатывающей жидкости. Она закрыта надевающейся по периметру крышкой 16, однако ввиду имеющегося между днищем 7 емкости 2 и продольной стенкой 4 расстояния она гидродинамически соединена с каналом 3 для технологической обработки. В сливной камере 15 оборудовано переливное устройство 18, так что вытекающей из канала 3 для технологической обработки по стрелке 19 в сливную камеру 15 обрабатывающей жидкости задается определенный желательный уровень заполнения. Из сливной камеры 15 обрабатывающая жидкость вытекает через отводную трубу 20.
В примере выполнения согласно фиг.5 между двумя последовательно расположенными в направлении движения 14 ленты емкостями 2/I и 2/II оборудована дополнительная установка 21 для травления распылением, имеющая ниже и выше ленты ряд коллекторов 22 с соплами. При помощи этого дополнительного увлажнения поверхностей ленты кислотой достигается дальнейшее повышение эффективности травления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ОБРАБОТКИ, ПРЕДПОЧТИТЕЛЬНО ДЛЯ ОЧИСТКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2003 |
|
RU2324768C2 |
| УСТАНОВКА И СПОСОБ ТРАВЛЕНИЯ | 2020 |
|
RU2790139C1 |
| Устройство для поверхностной обработки лент жидкостями | 1988 |
|
SU1690547A3 |
| Установка для поверхностной обработки непрерывно движущихся лент | 1989 |
|
SU1637666A3 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ПОЛОС ЖИДКОСТЯМИ | 1997 |
|
RU2192506C2 |
| СРЕДСТВА ВСКРЫТИЯ ДЛЯ КАПСУЛЬНОГО УСТРОЙСТВА ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКОВ | 2010 |
|
RU2520065C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ТРАВИЛЬНОЙ УСТАНОВКИ И ТРАВИЛЬНАЯ УСТАНОВКА | 1993 |
|
RU2115768C1 |
| Ванна для травления длинномерных изделий | 1981 |
|
SU1032044A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И РЕМОНТА ТРАВИЛЬНЫХ ВАНН НЕПРЕРЫВНЫХ ТРАВИЛЬНЫХ АГРЕГАТОВ | 2009 |
|
RU2409459C1 |
| Устройство для обработки поверхности длинномерных изделий | 1986 |
|
SU1388461A1 |


Изобретение относится к установке непрерывного действия для поверхностной обработки лент, в частности к травильной установке, в которой лента проходит через наполненную обрабатывающей жидкостью закрытую крышкой емкость. Предложена установка непрерывного действия для поверхностной обработки лент, в частности, травильная установка, в которой лента проходит через наполненную обрабатывающей жидкостью закрытую крышкой емкость, при этом днище емкости в виде ванны в поперечном направлении выполнено состоящим из преимущественно горизонтального среднего участка и отходящих от него в обе стороны наклонных участков для компенсации провисания ленты по краям. Технический результат: оптимизация обработки при помощи установки, в частности, при травлении лент из высококачественных сталей, особенно в случае обработки очень широких лент. 10 з.п. ф-лы, 5 ил.
| ПРОИЗВОЛЬНЫЙ ДОСТУП ДЛЯ БЕСПРОВОДНЫХ КОММУНИКАЦИОННЫХ СИСТЕМ С МНОЖЕСТВЕННЫМ ДОСТУПОМ | 2003 |
|
RU2359412C2 |
| АНАЛОГО-ЦИФРОВОЙ ПРЕОБРАЗОВАТЕЛЬ ПОРАЗРЯДНОГО СРАВНЕНИЯ | 1991 |
|
RU2020750C1 |
| DE 3629894 A1, 03.03.1988 | |||
| Устройство для поверхностной обработки лент жидкостями | 1988 |
|
SU1690547A3 |

