Изобретение относится к прокатному производству, преимущественно к непрерывным травильным агрегатам (НТА) цехов холодной прокатки листовой стали.
Травильные ванны представляют собой часть оборудования НТА и предназначены для очистки от окалины полос перед холодной прокаткой при их прохождении через травильный раствор серной или соляной кислоты, подаваемый в ванны навстречу движению полосы.
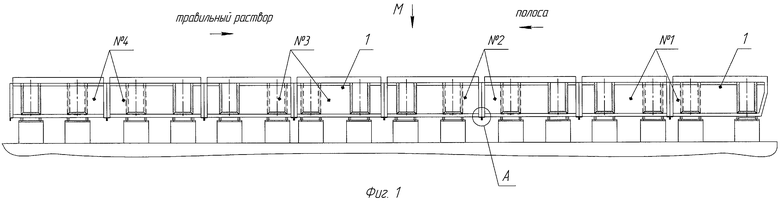
На фиг.1-6 в качестве примера показан участок травильных ванн НТА, установленного в цехи холодной прокатки ОАО «Северсталь» (г.Череповец). На участке установлены травильные ванны №№1-4, через которые кислотный раствор перетекает из ванны №4 в ванну №1 навстречу движению полосы (см. также «Механическое оборудование цехов холодной прокатки». Коллектив авторов под редакцией Г.Л.Химича. М., «Машиностроение», 1972, с.175-180, рис.64).
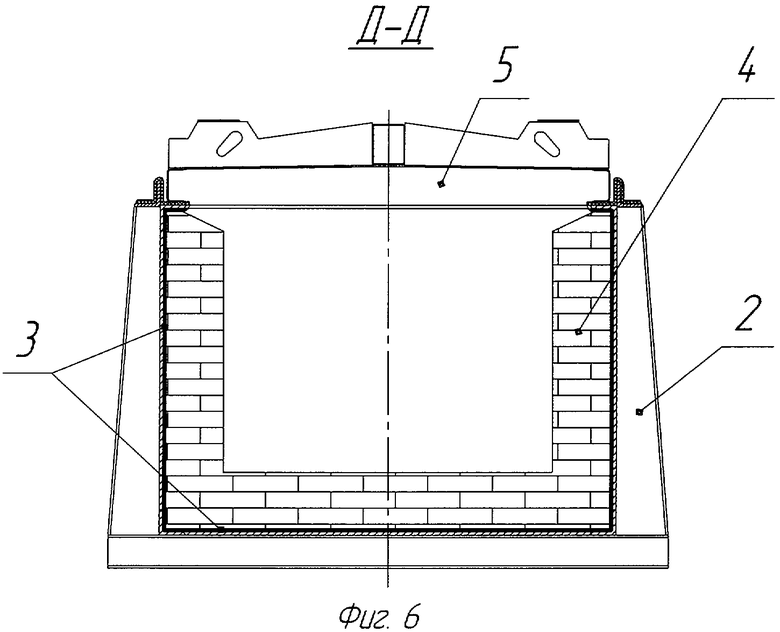
Травильные ванны состоят из соединенных между собой секций 1. Секция (фиг.4, 5) выполнена в виде желоба прямоугольного сечения (фиг.6), состоящего из сварного корпуса 2, днище и стенки которого изнутри и облицованы кислотостойким резиновым покрытием 3 и футерованы кислотоупорным кирпичом 4. Резиновое покрытие выполняется наклейкой на внутренние поверхности корпусов секций резиновых пластин или полос, вырезанных из рулонов резины или непосредственно участков резины, отрезанных от рулона. Сверху секции травильных ванн закрыты крышками 5.
На стенках корпусов секции закреплены карманы 6, представляющие собой вертикальные патрубки прямоугольного сечения и также состоящие из корпуса 7, облицованного изнутри кислотостойкой резиной и футерованного кислотоупорным кирпичом. Карманы предназначены для подачи через них горячего пара для подогрева травильного раствора до температуры 90°C. Для вытяжки паров травильного раствора, загрязненных мелкодисперсной окалиной на стенках секции выполнены окна 8.
Секции ванн между собой и с карманами соединены по фланцам 9 и 10, выполненным на корпусах секций и карманов, болтами 11 через уплотнительные кислотостойкие резиновые прокладки 12 (фиг.3, 8). Фланцы выполнены из уголков, приваренных к корпусам секций и карманов. Резиновые прокладки 12 проклеиваются между вертикальными полками фланцевых уголков и обжимаются болтами 11 при сборке секций ванн между собой и с карманами. Прокладки между фланцами 9 и 10 установлены так, что их верхние торцы выступают над внутренней поверхностью корпусов секций и карманов на высоту, равную толщине резинового покрытия, при наклеивании которого торцы прокладок и поверхность покрытия располагаются в одной плоскости.
Существующие способы изготовления и способы ремонта травильных ванн НТА отличаются только тем, что при изготовлении корпусов секций 2, 7 ванн 1 и карманов 6 их сваривают из стальных листов, а при ремонтах их заменяют на новые или ремонтируют, заменяя отдельные части и приводя конструктивные параметры корпусов в соответствие с проектной документацией. Остальные операции способов остаются одинаковыми.
Этим объясняется принятое название заявки на изобретение.
Известен способ изготовления и ремонта травильных ванн (аналог), включающий изготовление из стальных листов, ремонт или замену корпусов секций ванн и карманов, подготовку внутренних поверхностей корпусов к наклейке кислотоустойчивым резиновым покрытием, подготовку и наклейку резинового покрытия на внутренние поверхности корпусов секций ванн и карманов, сборку секций ванн и карманов, их футеровку кислотоупорным кирпичом, установку в линию непрерывного травильного агрегата на участке травильных ванн (см. А.А.Королев. Механическое оборудование прокатных цехов. М.: Металлургия, 1987 г., стр.313).
Аналог обладает следующими недостатками, снижающими качество изготовления травильных ванн и отрицательно сказывающимися на их работе и работе непрерывного травильного агрегата. Очистку внутренних поверхностей корпусов секций ванн и карманов и зачистку сварных швов при их подготовке к наклейке резинового покрытия при использовании аналога выполняют вручную железными щетками. Металлические наклеиваемые поверхности секций и карманов и поверхности резиновых пластин и полос, образующих покрытие, не подвергают шерохованию. Это приводит к непрочному приклеиванию резинового покрытия к облицовываемым поверхностям секций и карманов и его отслоению, особенно в местах стыков резиновых пластин и полос покрытия, утечкам через них травильного раствора, разрушению корпусов секций и карманов и металлоконструкций НТА, сокращает срок службы травильных ванн, увеличивает простои НТА, снижает его производительность и производство холоднокатаного листа в цехах холодной прокатки.
При известном способе не выполняется прикатка резинового покрытия к металлическим поверхностям корпусов секций и карманов, что в еще большей степени снижает прочность склеивания резинового покрытия с металлом и снижает герметичность их соединения. Наибольшие утечки кислотного раствора возникают в местах стыков торцов резиновых элементов покрытия над фланцевыми соединениями секций ванн с карманами и секций ванн между собой, между которыми установлены герметизирующие кислотостойкие резиновые прокладки.
Недостатком аналога также является быстрое разрушение футеровки и корпусов карманов под действием горячего пара, подаваемого под высоким давлением для подогрева кислотного раствора до 90°C. В результате разрушения карманов сокращается срок службы травильных ванн, увеличиваются простои на ремонтах НТА и снижается его производительность.
Наиболее близким техническими решением (прототипом) является способ изготовления и ремонта травильных ванн НТА, изложенный в литературном источнике авторов: А.И.Целиков, П.И.Полухин, В.М.Гребеник и др. Машины и агрегаты металлургических заводов. Том 3. М.: Металлургия, 1981 г., с.439.
Прототип включает те же операции, что и аналог, и обладает теми же недостатками.
Техническим результатом изобретения является повышение герметичности соединений резинового покрытия с внутренними облицовываемыми поверхностями сварных корпусов травильных ванн и карманов, повышение долговечности и износостойкости футеровки карманов, сокращение утечек кислотного травильного раствора через неплотности в соединениях элементов резинового покрытия и на базе этого - сокращение простоев НТА на ремонтах, повышение производительности агрегата и станов холодной прокатки стальных полос.
Технический результат достигается тем, что в способе изготовления и ремонта травильных ванн непрерывных травильных агрегатов, включающем изготовление или ремонт сварных корпусов секций ванн и карманов, подготовку их внутренних поверхностей к наклейке кислотоустойчивым резиновым покрытием, заключающуюся в их очистке от окалины и ржавчины, зачистке сварных швов, выравнивании поверхностей и их обезжиривании, подготовку к наклейке резинового покрытия, включающую просушивание и обезжиривание наклеиваемых поверхностей пластин и полос, являющихся элементами покрытия, наклейку резинового покрытия эпоксидным клеем, футеровку секций ванн и карманов, сборку секций с карманами, установку секций в сборе с карманами на участок травильных ванн агрегата и соединение их между собой, очистку от окалины, ржавчины и зачистку сварных швов внутренних поверхностей корпусов секций ванн и карманов при их подготовке к наклейке выполняют дробеструйной и пескоструйной обработкой и подвергают поверхности шерохованию, при подготовке к наклейке резинового покрытия выполняется шерохование наклеиваемых поверхностей элементов покрытия на барабанных станках с алмазным покрытием барабанов, после шерохования эти поверхности, не позднее чем через 7 суток, непосредственно перед нанесением на них клея обрабатывают герметиком, после наклейки резинового покрытия его не менее 5 раз прикатывают к металлическим поверхностям с помощью приточных роликов, после наклейки зазоры в стыках элементов покрытия заполняют герметиком и на стыки наклеивают резиновые уплотнительные полосы, используя в качестве клея также герметик, на вертикальных поверхностях стыки заклеивают лентой с липким слоем, облицовку переходных или сложных поверхностей выполняют наклейкой двух слоев резины: первого слоя - наклейкой сырой (каучуковой) тонкой резины с содержанием серы 2-5%, второго слоя - наклейкой вулканизированной резины той же марки на первый слой, футеровку карманов по днищу и стенкам обкладывают гранитными блоками заподлицо с наружной поверхностью футеровки, при сборке секций с карманами и соединении секций между собой между их фланцами устанавливают герметизирующие резиновые прокладки, а при футеровке секций и карманов в местах их соединения по фланцам над герметизирующими прокладками сначала оставляют незаполненные футеровкой участки резинового покрытия, стыки элементов которого проклеивают в два слоя резиновыми полосами, полосу меньшей ширины наклеивают на резиновое покрытие, большей - на полосу меньшей ширины и на резиновое покрытие, и на эти полосы окончательно выкладывают футеровку секций и карманов.
Изобретение поясняется чертежами, на которых изображено следующее.
Фиг.1. Участок травильных ванн непрерывного травильного агрегата - боковой продольный вид.
Фиг.2. Вид сверху на участок травильных ванн по стрелке М на фиг.1.
Фиг.3. Узел А фланцевого соединении на фиг.1.
Фиг.4. Продольный боковой вид секции травильной ванны.
Фиг.5. Вид сверху травильной ванны по стрелке N на фиг.4.
Фиг.6. Сечение Д-Д на фиг.4.
Фиг.7. Сечение Б-Б на фиг.5.
Фиг.8. Узел В на фиг.7.
Фиг.9. Футеровка карманов с гнездами для установки гранитных блоков.
Фиг.10. Облицовка карманов гранитными блоками.
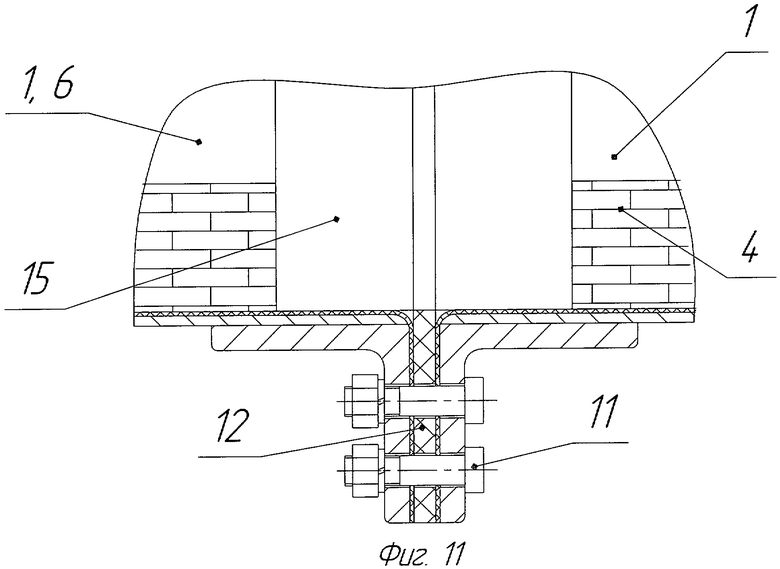
Фиг.11. Места соединения секций ванн между собой и карманов с секциями.
Фиг.12. Расположение наклеенных в два слоя полос в местах соединения секций между собой и секций с карманами.
На чертежах обозначено: 1 - секции ванн, 2 - корпус секции, 3 - кислотостойкое резиновое покрытие, 4 - кислотоупорный кирпич, 5 - крышка, 6 - карман, 7 - корпус кармана, 8 - вытяжные окна, 9 - фланец секции, 10 - фланец кармана, 11 - болт, 12 - резиновые прокладки, 13 - гнезда под гранитные блоки, поз.14 - гранитные блоки, поз.15 - проемы, поз.16, 17 - резиновые полосы.
Способ изготовления и ремонта травильных ванн непрерывных травильных агрегатов включает изготовление или ремонт сварных корпусов 2 секций 1 ванн и корпусов 7 карманов 6, подготовку внутренних поверхностей корпусов 2 и 7 к наклейке кислотоустойчивым резиновым покрытием 3, подготовку самого покрытия к наклейке, наклейку резинового покрытия эпоксидным клеем на внутренние поверхности корпусов секций ванн и карманов, футеровку секций ванн и карманов кислотоупорным кирпичом 4, сборку секций с карманами, установку секций в сборе с карманами на участок травильных ванн НТА и соединение их между собой.
Подготовка внутренних поверхностей корпусов секций ванн и карманов заключается в их дробеструйной и пескоструйной очистке от окалины, ржавчины и зачистке сварных швов, выравнивании неровностей, придании обрабатываемым поверхностям шероховатости и обезжиривании.
Внутренние поверхности корпусов секций ванн и карманов облицовывают резиновыми пластинами или полосами из кислотостойкой резины, являющимися элементами резинового покрытия. Элементы покрытия нарезают из резины, поступающей на предприятие в рулонах. Подготовка резиновых элементов покрытия включает просушивание, шерохование их обеих поверхностей, обезжиривание и обработку этих поверхностей герметиком. Просушивание элементов покрытия выполняется в сушильных камерах при температуре (45±5)°C и относительной влажности воздуха не более 50% в течение от 2 до 3 часов.
Шерохование резиновых элементов с двух сторон выполняется на шероховальных станках барабанами с алмазным покрытием или облицованными электрокорундовой шлифовальной шкуркой с зернистостью №50-80. Шерохование выполняется не менее чем за два прохода резиновых пластин или полос через барабаны. В процессе шерохования и после него элементы покрытия обеспыливают с помощью пылесосов.
Перед наклейкой поверхность резиновых элементов покрытия обезжиривают, выдерживают в течение 15-20 минут и наносят на нее три слоя клея с выдержками: после нанесения первого слоя - от 30 минут до 2 суток; второго - от 20 минут до 6 часов; третьего - от 20 минут до 1 часа.
Поверхность металла секций и карманов также обезжиривают, выдерживают 15-20 минут и на нее также наносят три слоя клея с последующими выдержками. После нанесения первого слоя выдерживают 30-40 минут, второго - 20-40 минут. Третий слой наносится на участки металлической поверхности длиной по 300-400 мм на ширину наклеиваемого рулона.
После нанесения клея на облицованные поверхности секций ванн и карманов стороной с нанесенным клеем на них накладывают резиновое покрытие и прикатывают его к металлу. Прикатку выполняют с помощью прикаточных роликов (до исчезновения воздушных карманов) не менее 5 раз. Первую прикатку выполняют через 15-20 минут после укладки резины, последующие - через 30-40 минут.
После прикатки облицованные поверхности выдерживают в течение 2-3 суток, затем контролируют прочность наклейки покрытия и при обнаружении непроклеев их устраняют.
Резиновые пластины или полосы на металлическую поверхность корпусов секций травильных ванн и карманов наклеивают встык. Зазоры между пластинами или полосами или между ними и металлом заполняют герметиком. На все стыки по наружному слою резины наклеивают резиновые полосы толщиной 3-6 мм, шириной 100 мм, используя в качестве клея также герметик. Для исключения выхода герметика из стыков на вертикальных поверхностях стыки заклеивают лентой с липким слоем.
Облицовку переходных поверхностей или поверхностей сложной формы на угловых, фланцевых и других участках секций ванн и карманов выполняют наклейкой двух слоев резины: для первого слоя используется сырая (каучуковая) резина с содержанием серы 2-5% толщиной 1,5-3 мм, для второго - вулканизированная резина той же марки.
После облицовки резиной монтируют карманы на секции ванн и выполняют футеровку стенок и днища секций ванн и карманов кислотоупорным кирпичом. Футеровку карманов по днищу и стенкам вначале выполняют не полностью, оставляя гнезда 13 в футеровке 4 (фиг.9) для последующей закладки в них гранитных блоков. Блоки 14 укладывают в гнезда заподлицо с наружной поверхностью футеровки (фиг.10).
Гранитные блоки обладают высокой изностойкостью против истирания и защищают футеровку карманов от разрушения при подаче через карманы под высоким давлением горячего пара, необходимого для подогрева травильного раствора.
При монтаже корпусов карманов и секций ванн между соединительными фланцами корпусов карманов и секций ванн устанавливают кислотостойкие герметизирующие резиновые прокладки 12 и стягивают фланцы болтами 11, соединяя карманы с секцией и обжимая прокладки.
При футеровке карманов и секций вблизи соединительных фланцев оставляют незафутерованные участки, между которыми при соединении секций между собой и секций с карманами образуются проемы 15 (фиг.11).
Футерованные секции в сборе с карманами устанавливают в линию непрерывного травильного агрегата на участке травильных ванн. В линии секции соединяют между собой по фланцам через герметизирующие прокладки 12, над которыми на стыках резинового покрытия корпусов соединяемых секций ванн в проемах 15 аналогично соединению секций с карманами в 2 слоя наклеивают резиновые полосы 16 и 17 разной ширины (фиг.12). Полосу 16 меньшей ширины наклеивают на резиновое покрытие, полосу 17 большей ширины - на полосу 16 и на покрытие 3, после чего на эти полосы в проемах 15 окончательно выкладывают футеровку соединяемых секций.
Облицовка мест соединения секций двухслойной резиной позволяет полностью исключить утечки через них кислотного травильного раствора.
Применение предлагаемого способа изготовления и ремонта травильных ванн обеспечивает существенное повышение герметичности соединений резинового покрытия с облицовываемыми поверхностями корпусов секций ванн и карманов, повышение долговечности и износостойкости корпусов секций ванн и карманов, сокращение утечек кислотного травильного раствора и, как следствие, сокращение простоев НТА на ремонтах, повышение производительности агрегата и станов холодной прокатки.
Таким образом, обеспечивается достижение поставленной цели изобретения и его применение позволит существенно повысить эффективность цехов холодной прокатки листовой стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КРЕПЛЕНИЯ ЭЛАСТИЧНОГО ПОКРЫТИЯ К МЕТАЛЛИЧЕСКИМ ПОВЕРХНОСТЯМ | 1998 |
|
RU2144553C1 |
| Способ анодной защиты от коррозии травильных ванн | 1980 |
|
SU969785A1 |
| СПОСОБ КРЕПЛЕНИЯ ЭЛАСТИЧНОГО РЕЗИНОВОГО ПОКРЫТИЯ К МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2005 |
|
RU2280058C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ СТАЛЬНЫХ ПОЛОС В ПРОМЫВОЧНОЙ ВАННЕ НЕПРЕРЫВНОГО ТРАВИЛЬНОГО АГРЕГАТА | 2007 |
|
RU2368704C2 |
| СПОСОБ МОНТАЖА ТРУБОПРОВОДОВ ИЗ МЕТАЛЛОПЛАСТМАССОВЫХ ТРУБ | 2011 |
|
RU2458277C1 |
| Устройство для очистки стальной полосы от окалины | 1981 |
|
SU1013516A1 |
| Способ защиты гальванических, травильных и т.п. ванн | 1960 |
|
SU134535A1 |
| Коллектор фотоэлектронного умножителя | 1960 |
|
SU133535A1 |
| УСТРОЙСТВО ТУРБУЛЕНТНОГО ТРАВЛЕНИЯ И СИСТЕМА ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2019 |
|
RU2811802C2 |
| Способ обработки горячекатаной полосы из углеродистых сталей в непрерывно-травильном агрегате | 1981 |
|
SU1018985A1 |









Изобретение относится к прокатному производству, преимущественно к ремонту непрерывных травильных агрегатов цехов холодной прокатки стальных полос. Способ включает изготовление стальных корпусов секций ванн и карманов, подготовку наклеиваемых поверхностей корпусов, карманов и элементов кислотостойкого резинового покрытия к наклейке и наклейку элементов, футеровку секций ванн и карманов, их соединение, установку травильных ванн на участок агрегата и соединение секций ванн между собой и карманами. При подготовке к наклейке поверхности корпусов очищают с использованием дробеструйной и пескоструйной обработки, наклеиваемые поверхности корпусов и резинового покрытия подвергают шерохованию. Футеровку карманов обкладывают гранитными блоками. В местах соединений секций ванн между собой и секций ванн с карманами до выполнения футеровки стыки резинового покрытия проклеивают в 2 слоя резиновыми полосами. Изобретение позволяет повысить герметичность соединений резинового кислотостойкого покрытия с облицовываемыми поверхностями стальных корпусов травильных ванн и карманов, сократить утечки кислотного раствора через неплотности ванн, повысить долговечность футеровки карманов, сократить простои агрегата на ремонтах, повысить производительность агрегатов и станов холодной прокатки стальных полос. 12 ил.
Способ изготовления и ремонта травильных ванн непрерывных травильных агрегатов, включающий подготовку внутренних поверхностей изготавливаемых или ремонтируемых сварных корпусов секций ванн и карманов к наклейке кислотоустойчивым резиновым покрытием, заключающуюся в их очистке от окалины и ржавчины, зачистке сварных швов, выравнивании поверхностей и их обезжиривании, подготовку к наклейке резинового покрытия, включающую просущивание и обезжиривание наклеиваемых поверхностей пластин и полос, являющихся элементами резинового покрытия, нанесение клея на резиновое покрытие, футеровку секций ванн и карманов, сборку секций с карманами, установку секций в сборе с карманами на участок травильных ванн агрегата и соединение их между собой, отличающийся тем, что очистку от окалины, ржавчины и зачистку сварных швов внутренних поверхностей корпусов секций ванн и карманов при их подготовке к наклейке выполняют дробеструйной и пескоструйной обработкой и подвергают поверхности шерохованию, при подготовке к наклейке резинового покрытия выполняют шерохование наклеиваемых поверхностей элементов покрытия на барабанных шероховальных станках с алмазным покрытием барабанов, после шерохования эти поверхности не позднее чем через 7 суток непосредственно перед нанесением на них клея обрабатывают герметиком, после наклейки резинового покрытия его не менее 5 раз прикатывают к металлическим поверхностям корпуса секций ванн и карманов с помощью прикаточных роликов, зазоры в стыках элементов покрытия заполняют герметиком и на стыки наклеивают резиновые уплотнительные полосы, используя в качестве клея также герметик, на вертикальных поверхностях стыки заклеивают лентой с липким слоем, облицовку переходных или сложных поверхностей выполняют наклейкой двух слоев резины, причем первого слоя - наклейкой сырой каучуковой тонкой резины с содержанием серы 2-5%, второго слоя - наклейкой вулканизированной резины той же марки на первый слой, футеровку карманов по днищу и стенкам обкладывают гранитными блоками заподлицо с наружной поверхностью футеровки, при сборке секций ванн с карманами и соединении секций ванн между их фланцами устанавливают герметизирующие резиновые прокладки, а при футеровке секций и карманов в местах их соединения по фланцам над герметизирующими прокладками сначала оставляют незаполненные футеровкой участки резинового покрытия, стыки элементов которого проклеивают в два слоя резиновыми полосами разной ширины, причем полосу меньшей ширины наклеивают на резиновые покрытия соединяемых секций и секций с карманами, а большей - на полосу меньшей ширины и краями на резиновые покрытия секций и карманов, и на эти полосы окончательно выкладывают футеровку соединяемых секций и секций с карманами.
| ЦЕЛИКОВ А.И | |||
| и др | |||
| Машины и агрегаты металлургических заводов, т | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| - М.: Металлургия, 1981, с.439 | |||
| Ванна для травления металлов | 1978 |
|
SU779444A1 |
| Устройство для непрерывной химической обработки стальной полосы | 1986 |
|
SU1335575A1 |
| DE 3039303 C2, 26.03.1987. | |||

