Изобретение относится к электротехнике, в частности к электрическим машинам, и может быть использовано в сварочном производстве. Известен машинно-вентильный импульсный сварочный генератор по авторскому свидетельству СССР №792505, Н 02 К 19/36, 25/00, В 23 К 9/00, содержащий ротор и статор с двумя трехфазньми обмотками, электрически не связанными между собой, причем одна из них через трехфазный мостовой выпрямитель включена в дуговой промежуток и соединена в "звезду", две фазы другой обмотки, соединенной в "звезду", включены через управляемый выпрямитель, а третья - непосредственно к нагрузке; обмотка возбуждения.
Недостатком является невозможность включения обмоток статора последовательно для суммирования напряжений на выходе генератора, т.к. каждая соединена в "звезду". В результате напряжение на выходных зажимах генератора не превышает 100 В, что недостаточно для режима плазменной резки и снижает технологические возможности устройства.
Кроме того, ротор (индуктор) имеет три вращающиеся обмотки, что снижает надежность генератора. Одна из обмоток ротора запитана от внешнего источника, что предусматривает наличие щеточного устройства, а это увеличивает габариты генератора.
Известен также универсальный сварочный генератор по патенту России №2049616, 23 К 9/06, принятый за прототип и содержащий статор с основной и дополнительной трехфазньми обмотками, соединенными через согласующий трансформатор с тремя силовыми трехфазными выпрямителями, ротор с основной и дополнительной обмотками, трансформатор тока, обмотка возбуждения, делитель напряжения, регулирующий элемент с дискретной схемой управления и переключатель. Основная обмотка статора выполнена из трех параллельных секций с возможностью соединения их последовательно в "звезду" и "треугольник" через переключатель.
Дополнительная обмотка статора соединена в "звезду" и не связана с потребителем. Переключатель же не обеспечивает подключения основной обмотки статора к дополнительной. В результате наличие только одной обмотки статора, связанной с потребителем, не позволяет расширить диапазон регулирования технических характеристик генератора. Сварочные токи генератора не превышают 200 А, напряжение на выходных зажимах не выше 100В, что не позволяет качественно сваривать металл (сталь) большой толщины и тем более производить резку всех основных металлов, используемых в производстве, таких как чугун, алюминий, медь, латунь, бронза и т.п., что сужает технологические возможности генератора.
Кроме того, наличие большого количества сложных элементов схемы: согласующего трансформатора, содержащего две трехфазные первичные обмотки и две трехфазные вторичные обмотки; сложного переключателя, содержащего не менее 21 контакта; двух обмоток на роторе, требующих установку не менее четырех контактных колец для передачи напряжения через них; дополнительной обмотки статора, которая расположена в одном пазу с основной обмоткой статора и требует от нее дополнительной изоляции; трех трехфазных выпрямителей; регулирующего элемента с дискретной схемой управления и т.п. Это усложняет конструкцию, увеличивает габариты, что снижает ее надежность.
Задачей изобретения является расширение технологических возможностей и упрощение конструкции, что ведет к снижению габаритов и повышению надежности.
Предлагаемый универсальный сварочный генератор содержит статор с первой трехфазной обмоткой, выполненной с возможностью соединения в "звезду" или в "треугольник" и связанной с нагрузкой через первый трехфазный силовой выпрямитель, вторую трехфазную обмотку, второй трехфазный силовой выпрямитель, обмотку возбуждения, ротор, трансформатор тока и переключатель.
В отличие от прототипа вторая трехфазная обмотка статора соединена в "треугольник" и связана с нагрузкой через второй силовой выпрямитель, переключатель выполнен с возможностью обеспечения переключения первой обмотки статора с "треугольника" на "звезду" и подключения ко второй обмотке статора, одна фаза второй трехфазной обмотки соединена с первичной обмоткой трансформатора тока, обе обмотки статора электрически не связаны между собой до переключателя, однополюсные выходы силовых выпрямителей связаны через переключатель между собой, выход "минус" первого силового выпрямителя связан через переключатель непосредственно с нагрузкой, а выход "плюс" связан через переключатель с выходом "минус" второго силового выпрямителя. Трансформатор тока содержит дополнительно вторую первичную обмотку, соединенную с одноименной фазой первой обмотки статора.
Каждая обмотка статора образует две самостоятельные (параллельные) линии питания нагрузки. Обеспечение возможности переключения первой обмотки статора со "звезды" на "треугольник" и подключения ко второй обмотке статора с помощью переключателя позволяет объединить (усилить) обе линии статора, включив их параллельно. Это позволяет повысить силу сварочного тока в 2 раза по сравнению с прототипом и обеспечить возможность качественной сварки металлов (стали) больших толщин без снижения скорости сварки.
Наличие у первого силового выпрямителя дополнительного выхода "минус", связанного непосредственно с нагрузкой, и дополнительного выхода "плюс", связанного с выходом "минус" второго силового выпрямителя, а также возможность включения обмотки статора, связанной с первым силовым выпрямителем, в "звезду" обеспечивают увеличение напряжения на зажимах этого выпрямителя в корень из трех раз больше, чем при режиме сварки. В результате величина напряжения на холостом ходу становится равной 2,73 величины напряжения холостого хода при режиме сварки. Это создает возможность плазменной резки, которая обеспечивает резку практически всех металлов (сталь, чугун, алюминий, медь, бронза, латунь и т.п., толщиной от 0,5-20 мм) с большой скоростью и высоким качеством реза. При этом потери разрезаемого металла минимальны, т.к. ширина реза тоже минимальна 0,5-2 мм.
Все это расширяет технологические возможности. Кроме того, генератор содержит малое количество узлов и не содержит сложных и громоздких узлов по сравнению с прототипом, что снижает габариты и упрощает конструкцию, повышая ее надежность.
Таким образом, все заявляемые признаки являются существенными и решают поставленную задачу.
Изобретение представлено на чертежах:
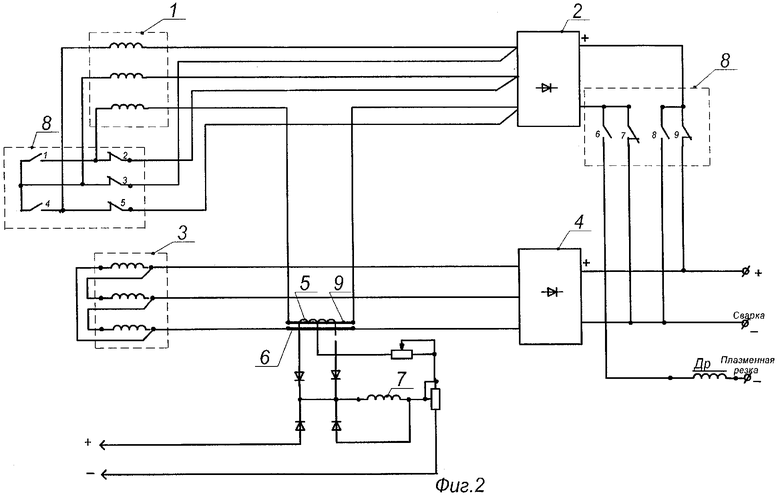
На фиг.1 - универсальный сварочный генератор. Основная электрическая схема
На фиг.2 - то же, электрическая схема с двумя первичными обмотками трансформатора тока.
Универсальный сварочный генератор содержит трехфазную обмотку статора 1, соединенную всеми фазами с трехфазным силовым выпрямителем 2, трехфазную обмотку статора 3, соединенную в "треугольник" и двумя фазами соединенную непосредственно с трехфазным силовым выпрямителем 4, а третьей фазой - с силовым выпрямителем 4 через трансформатор тока 5, который соединен своей первичной обмоткой 6 с фазой обмотки статора 3; обмотку возбуждения 7, переключатель 8, зубчатый безобмоточный ротор (не показано), фиг.1, и вторую первичную обмотку 9 трансформатора тока 5, соединенную с одноименной фазой обмотки статора 1, фиг.2. Переключатель обеспечивает переключение обмотки" статора 1 с "треугольника" на "звезду" и подключение к обмотке статора 3. Генератор обеспечивает три режима работы.
Режим 1. Положение переключателя 8 - "ноль" (не показано), все контакты разомкнуты. Используют для сварки на малом диапазоне токов, т.е. при сварке стали малых толщин. Подключена только линия обмотки статора 3, от которой переменный ток поступает на силовой выпрямитель 4, преобразуется и поступает выпрямленный на зажимы "плюс" и "минус сварка", достигая до 250 А. При этом первичная обмотка 6 трансформатора тока 5, связанная с третьей фазой обмотки статора 3, создает положительную обратную связь по возбуждению.
Режим 2. Положение переключателя 8 - "один", фиг.1,2. При этом контакты 1, 4, 6, 8 разомкнуты, а контакты 2, 3, 5, 7, 9 замкнуты у переключателя 8. Обмотка статора 1 соединена в "треугольник" и подключена параллельно обмотке статора 3, т.е. обе линии обмоток статора подключены и соединены каждая в "треугольник".
Ток, аналогично предыдущему режиму, поступает на выходные зажимы "плюс" и "минус сварка", но с обеих обмоточных линий, что повышает величину выходного сварочного тока в 2 раза по сравнению с режимом 1. Этот режим используют для сварки и резки стали больших толщин. При использовании на этом режиме электрической схемы с двумя первичными обмотками 6 и 9 трансформатора тока 5, фиг.2, увеличивается положительная обратная связь по току, протекающему по обмотке возбуждения 7. Это повышает величину сварочного тока в 2 раза.
Режим 3. Положение переключателя 8 - "два" (не показано). Режим плазменной резки. Контакты 1, 4, 6, 8 замкнуты, а контакты 2, 3, 5, 7, 9 разомкнуты у переключателя 8. Обмотка статора 1 соединена в "звезду", напряжение на зажимах силовых выпрямителей 2 и 4 суммируется и становится достаточным для создания плазмы. Этот режим используют для резки широкого диапазона металлов толщины от 0,5-20 мм. При использовании на этом режиме электрической схемы с двумя первичными обмотками 6 и 9 трансформатора тока 5, фиг.2, можно качественно резать металлы толщиной до 30 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ СВАРОЧНЫЙ ГЕНЕРАТОР | 1993 |
|
RU2049616C1 |
| УНИВЕРСАЛЬНЫЙ СВАРОЧНЫЙ ИСТОЧНИК ПИТАНИЯ | 2000 |
|
RU2173616C1 |
| СИНХРОННЫЙ ГЕНЕРАТОР | 1993 |
|
RU2088030C1 |
| Устройство для возбуждения вентильного сварочного генератора | 1991 |
|
SU1773241A3 |
| Источник питания сварочной дуги | 1985 |
|
SU1299726A1 |
| СВАРОЧНЫЙ СИНХРОННЫЙ ГЕНЕРАТОР | 1998 |
|
RU2130369C1 |
| АСИНХРОННЫЙ СВАРОЧНЫЙ ГЕНЕРАТОР С ДВУМЯ ТРЕХФАЗНЫМИ ОБМОТКАМИ НА СТАТОРЕ И КОНДЕНСАТОРНО-ДРОССЕЛЬНЫМ КОМПАУНДИРОВАНИЕМ | 2013 |
|
RU2561497C2 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ И СТАБИЛИЗАЦИИ НАПРЯЖЕНИЯ АВТОНОМНОГО МНОГОФУНКЦИОНАЛЬНОГО АСИНХРОННОГО ГЕНЕРАТОРА | 2011 |
|
RU2457612C1 |
| Источник питания | 1984 |
|
SU1232409A1 |
| ТРЕХФАЗНЫЙ АСИНХРОННЫЙ ЭЛЕКТРОСВАРОЧНЫЙ ГЕНЕРАТОР | 1995 |
|
RU2111599C1 |
Изобретение относится к электрическим машинам и может быть использовано в сварочном производстве. Статор генератора содержит две трехфазные обмотки, установленные с возможностью соединения в "звезду" или в "треугольник" и связанные с нагрузкой соответственно через первый и второй трехфазный силовой выпрямитель. Одна фаза второй обмотки соединена с первичной обмоткой трансформатора тока. Обе обмотки статора электрически не связаны между собой до переключателя. Полученные две самостоятельные параллельные линии питания нагрузки усиливают друг друга, что позволяет повысить силу сварочного тока и обеспечить качественную сварку и резку металлов больших толщин без снижения скорости сварки. Однополюсные выходы силовых выпрямителей связаны через переключатель между собой. Выход "минус" первого силового выпрямителя снабжен дополнительным выходом, связанным через переключатель непосредственно с нагрузкой. Выход "плюс" его снабжен дополнительным выходом, связанным через переключатель с выходом "минус" второго силового выпрямителя. Трансформатор тока содержит дополнительно вторую первичную обмотку, соединенную с одноименной фазой первой обмотки статора. Также обеспечивает увеличение напряжения на зажимах второго выпрямителя, что создает возможность плазменной резки практически всех металлов толщиной от 0,5-20 мм с большой скоростью и высоким качеством реза. 1 з.п. ф-лы, 2 ил.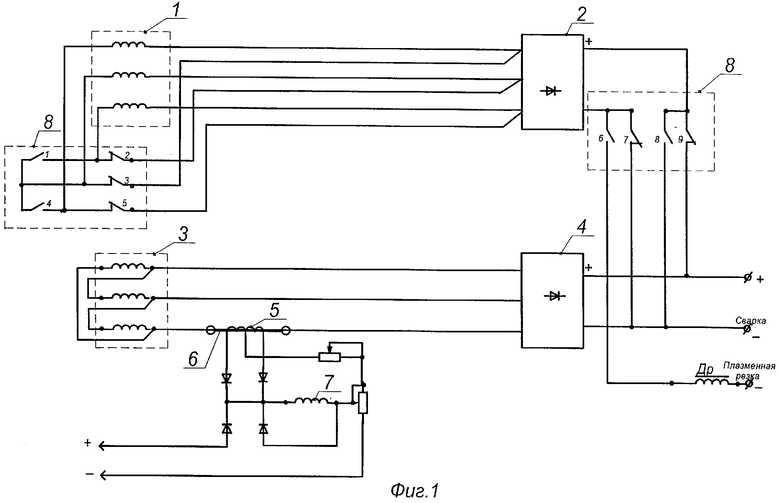
| УНИВЕРСАЛЬНЫЙ СВАРОЧНЫЙ ГЕНЕРАТОР | 1993 |
|
RU2049616C1 |
| SU 792505 A, 30.12.1980 | |||
| Источник питания сварочной дуги | 1991 |
|
SU1816589A1 |
| Установка для производства волокнистого триацетата целлюлозы путем гетерогенного ацетилирования | 1957 |
|
SU118327A1 |
| JP 2000278998 A, 06.10.2000 | |||
| ЭКСТРАКТ ИЗ Crataegus В КАЧЕСТВЕ ПРЕПАРАТА ДЛЯ ПРЕДОТВРАЩЕНИЯ ВНЕЗАПНОЙ СМЕРТИ В РЕЗУЛЬТАТЕ ОСТАНОВКИ СЕРДЦА И ВЫЗВАННЫХ РЕПЕРФУЗИЕЙ СЕРДЕЧНО-СОСУДИСТЫХ ПОРАЖЕНИЙ | 1994 |
|
RU2162704C2 |

