Изобретение относится к сварочному производству, а именно к автономным сварочным агрегатам.
Целью изобретения является повышение качества сварного соединения за счет дистан- циопного регулирования сварочного тока изменением мощности приводного двигателя.
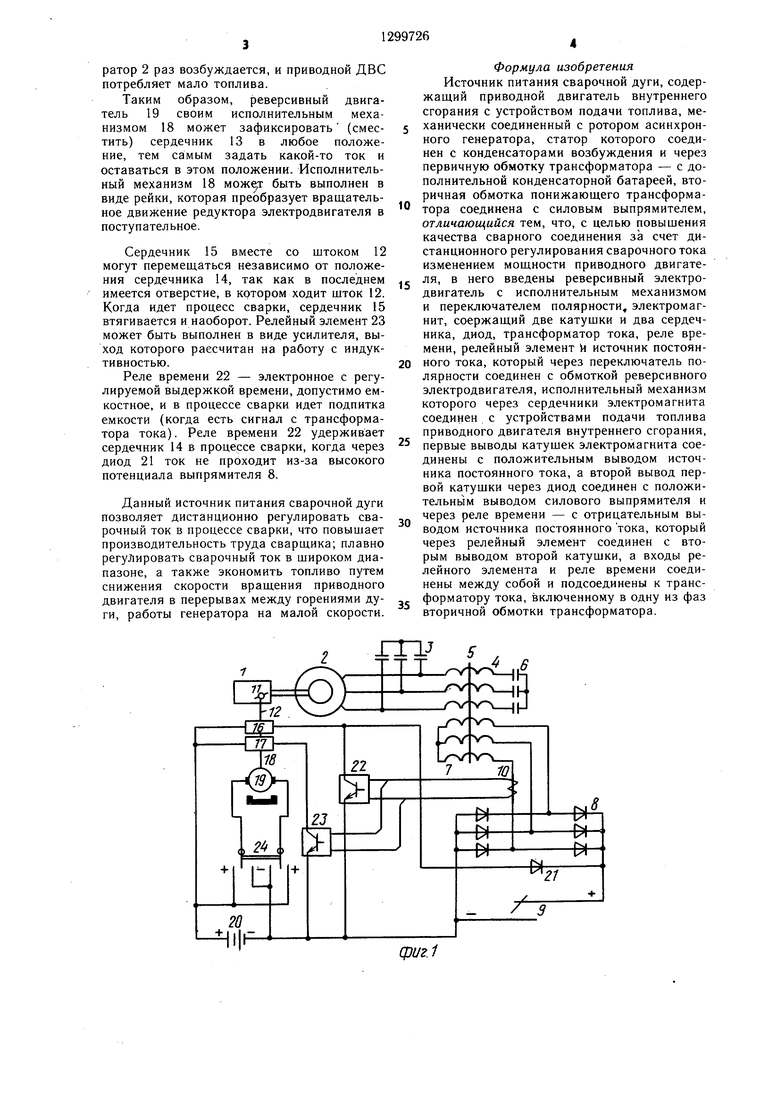
На фиг.1 показана блок-схема источника питания сварочной дуги; на фиг.2 - устройство подачи топлива приводного двигателя с исполнительным механизмом реверсивного двигателя.
Источник питания сварочной дуги состоит из приводного двигателя внутреннего сгорания (ДВС) 1, соединенного с ротором асинхронного генератора 2. Статор асинхронного генератора 2 соединяется с конденсаторами возбуждения 3 и первичной обмоткой 4 трансформатора 5. С другой стороны первичная обмотка 4 соединяется с дополнительной батареей конденсаторов 6. Вторичная обмотка 7 трансформатора 5 соединяется с силовым выпрямителем 8 и сварочным электродом 9 через первичную обмотку трансформатора тока 10. Приводной ДВС 1 своим устройством подачи топлива 1) через шток 12 с возвратной пружиной 13 соединяется с сердечниками 14, 15 электромагнита с катушками 16, 17 и исполнительным механизмом 18 реверсивного электродвигателя 19. Катушка 16 с одной стороны соединяется с «плюсом источника 20 постоянного тока (аккумулятор), а с другой через диод 21 соединяется с «плюсом силового выпрямителя 8 и через реле времени 22 с общим «минусом. Катушка 17 с одной стороны соединяется с «плюсом источника 20, а с другой стороны через релейный элемент 23 с общим «минусом«. Входы реле времени 22 и релейного элемента 23 соединены со вторичной обмоткой трансформатора тока 10. Двигатель 19 через переключатель полярности 24 соединяется с источником 20.
Источник питания сварочной дуги работает следующим образом.
Запускается приводной ДВС. За счет возвратной пружины 13 щток 12 удерживает устройство подачи топлива 11 в закрытом состоянии (отрегулированном на работу двигателя с минимально устойчивыми оборотами) . При этом генератор 2 не возбуждается и двигатель потребляет мало топлива.
Замыкаем сварочный электрод 9. Ток от источника 20 через катушку 16 и диод 21 замыкается на общем «минусе. Создается электромагнитный момент, который действует на сердечник 14. Сердечник 14 вместе со щтоком 12 перемещается до выступа 25. Соответственно изменится положение устройства подачи топлива 11. Оно обеспечит работу приводного двигателя на номинальных оборотах. (Этот режим регулируется при наладке агрегата).
При работе на номинальных оборотах возбуждается генератор 2. Напряжение с генератора 2 через первичную обмотку 4 трансформируется во вторичную обмотку 7. Поскольку электрод 9 замкнут, появляется ток в первичной 4 и вторичной 7 обмотках. С трансформатора тока 10 сигнал поступает на вход релейного элемента 23, последний срабатывает и включает катушку 17. Создается электромагнитный момент, который
действует на сердечник 15. Сердечник 15 вместе со штоком 12 перемещается до исполнительного механизма 18 реверсивного электродвигателя 19. Соответственно изменяется положение устройства подачи топлива, увеличивается мощность и скорость в ращения приводного ДВС I, увеличивается частота и напряжение асинхронного генератора 2, увеличивается и ток короткого замыкания в электродах 9. При размыкании электродов 9 возникает электрическая дуга. Идет процесс сварки. При необходимости уменьшить ток в процессе сварки сварщик замыкает переключатель полярности 24 (он может находится непосредственно на защитной маске или на ручке электрододержателя) и реверсивный
электродвигатель 19 исполнительным механизмом 18, перемещая сердечник 15 и шток 12 вправо (по схеме) до такой величины, при которой приводной ДВС 1 и асинхронный генератор 2 будут обеспечивать необходимую мощность и ток. В этот момент отключается электродвигатель 19 и исполнительным механизмом 18 будет фиксировать щток 12 в определенной точке, что дает возможность приводному ДВС работать в необходимом режиме.
По окончании процесса сварки исчезает
ток во вторичной цепи обмотки 7 соответственно и через трансформатор тока 10 исчезает сигнал со входа релейного элемента 23. Последний обесточивает катушку 17, и сердечник 15 вместе со штоком 12 под
воздействием пружины 13 перемещается на некоторую величину, соответственно изменится подача топлива, и двигатель работает на номинальных оборотах. Генератор возбужден и готов к работе. Если опять начать сварку, то сердечник 15 вместе со щтоком 12
и устройством подачи топлива 11 сместится на расстояние, ограниченное исполнительным механизмом 18. И так будет поддерживаться заданный исполнительным механизмом 18 ток.
Если прекратить сварку на большой промежуток времени (выдержку времени задает реле времени 22), реле времени 22 отключит катушку 16 и под воздействием пружины 13 оба сердечника 14 и 15 вместе со щтоком 12 переместятся вправо и закроют устройство подачи топлива 11. Приводной ДВС перейдет на работу с минимально устойчивыми оборотами. Асинхронный генератор 2 раз возбуждается, и приводной ДВС потребляет мало топлива.
Таким образом, реверсивный двигатель 19 своим исполнительным механизмом 18 может зафиксировать (сместить) сердечник 13 в любое положение, тем самым задать какой-то ток и оставаться в этом положении. Исполнительный механизм 18 може,т быть выполнен в виде рейки, которая преобразует вращательное движение редуктора электродвигателя в поступательное.
Сердечник 15 вместе со штоком 12 могут перемещаться независимо от положения сердечника 14, так как в последнем имеется отверстие, в котором ходит шток 12. Когда идет процесс сварки, сердечник 15 втягивается и наоборот. Релейный элемент 23 может быть выполнен в виде усилителя, выход которого рассчитан на работу с индуктивностью.
Реле времени 22 - электронное с регулируемой выдержкой времени, допустимо емкостное, и в процессе сварки идет подпитка емкости (когда есть сигнал с трансформатора тока). Реле времени 22 удерживает сердечник 14 в процессе сварки, когда через диод 21 ток не проходит из-за высокого потенциала выпрямителя 8.
Данный источник питания сварочной дуги позволяет дистанционно регулировать сварочный ток в процессе сварки, что повышает производительность труда сварщика; плавно регулировать сварочный ток в широком диапазоне, а также экономить топливо путем снижения скорости вращения приводного двигателя в перерывах между горениями дуги, работы генератора на малой скорости.
0
5
0
5
0
Формула изобретения Источник питания сварочной дуги, содержащий приводной двигатель внутреннего сгорания с устройством подачи топлива, механически соединенный с ротором асинхронного генератора, статор которого соединен с конденсаторами возбуждения и через первичную обмотку трансформатора - с дополнительной конденсаторной батареей, вторичная обмотка понижающего трансформатора соединена с силовым выпрямителем, отличающийся тем, что, с целью повышения качества сварного соединения за счет дистанционного регулирования сварочного тока изменением мощности приводного двигателя, в него введены реверсивный электродвигатель с исполнительным механизмом и переключателем полярности, электромагнит, соержащий две катушки и два сердечника, диод, трансформатор тока, реле времени, релейный элемент и источник постоянного тока, который через переключатель полярности соединен с обмоткой реверсивного электродвигателя, исполнительный механизм которого через сердечники электромагнита соединен с устройствами подачи топлива приводного двигателя внутреннего сгорания, первые выводы катушек электромагнита соединены с положительным выводом источника постоянного тока, а второй вывод первой катушки через диод соединен с положи- тельньш выводом силового выпрямителя и через реле времени - с отрицательным выводом источника постоянного тока, который через релейный элемент соединен с вторым выводом второй катушки, а входы релейного элемента и реле времени соединены между собой и подсоединены к трансформатору тока, включенному в одну из фаз вторичной обмотки трансформатора.
75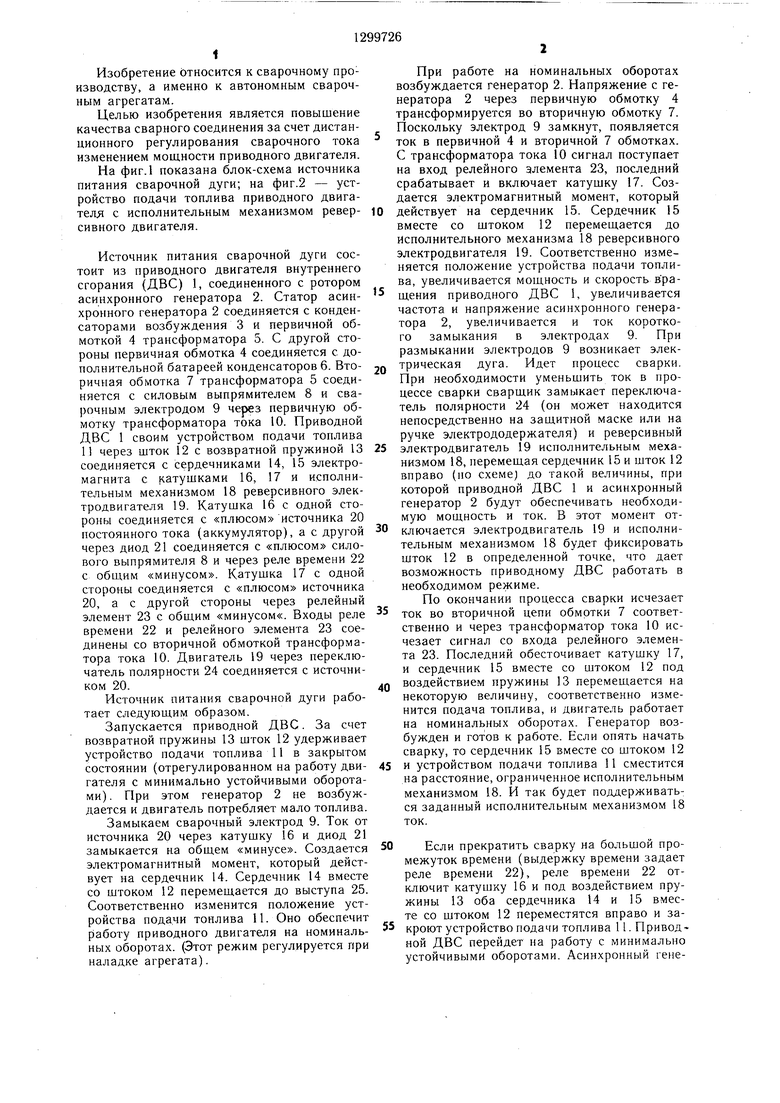
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания сварочной дуги | 1978 |
|
SU727363A1 |
| Источник питания для дуговой сварки | 1981 |
|
SU975274A2 |
| Устройство для дистанционной установки величины сварочного тока | 1953 |
|
SU102494A1 |
| Источник питания сварочной дуги | 1982 |
|
SU1013160A1 |
| Источник питания сварочной дуги | 1982 |
|
SU1129040A1 |
| Источник питания сварочной дуги | 1984 |
|
SU1159736A1 |
| Источник питания | 1984 |
|
SU1232409A1 |
| Источник питания сварочной дуги | 1981 |
|
SU1199514A1 |
| Источник питания сварочной дуги | 1983 |
|
SU1107973A2 |
| АВТОНОМНЫЙ ИСТОЧНИК ПИТАНИЯ | 1999 |
|
RU2174062C2 |
Изобретение относится к области сварочного производства, а именно к автономным сварочным агрегатам. Изобретение позволяет повысить качество сварного соединения за счет дистанционного регулирования сварочного тока изменением мощности приводного двигателя. Источник питания содержит реверсивный электродвигатель с переключателем полярности, электромагнит с двумя сердечниками и двумя катушками, реле времени и релейный элемент. При помощи электромагнита перемещается исполнительный механизм реверсивного электродвигателя. Это изменяет положение устройства подачи топлива приводного двигателя. При изменении мощности и скорости его вращения увеличивается частота и напряжение асинхронного генератора и тока короткого замыкания. При необходимости уменьшить ток в процессе сварки можно переключить переключатель полярности и тем самым уменьшить сварочный ток. 2 ил. S (Л ГчЭ со г Ю 05
| Источник питания сварочной дуги | 1978 |
|
SU727363A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Источник питания сварочной дуги | 1982 |
|
SU1013161A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
