Уровень техники
Множество изделий для медицинского ухода, изделий для защиты одежды, похоронных и ветеринарных изделий и изделий личной гигиены при использовании в настоящее время доступны в виде одноразовых продуктов. Под одноразовым понимают, что изделие используют только несколько раз или даже только один раз перед тем, как выбросить его. Примеры таких изделий включают изделия для медицинского ухода и медицинской помощи, такие как хирургические простыни, медицинские халаты и бинты, изделия защитной рабочей одежды, такие как комбинезоны, рабочие куртки, и впитывающие гигиенические изделия для младенцев, детей и взрослых, такие как подгузники, трусы для приучения к туалету, изделия для страдающих недержанием и подушечки, гигиенические прокладки, салфетки и т.п. Стоимость изготовления этих изделий должна быть сопоставима со стоимостью утилизации одноразовых изделий или изделий ограниченного использования.
Волокнистые нетканые полотна, образованные с помощью экструзионных процессов, таких как фильерное производство и выдувание из расплава, и механических процессов сухого формования, таких как укладывание воздухом и кардочесание, используемые в комбинации с термопластичной пленкой или микроволокнистыми слоями, можно использовать в качестве компонентов этих одноразовых изделий, поскольку их производство часто является недорогим относительно стоимости тканых или трикотажных компонентов. Слой пленки или микроволокон можно использовать для придания барьерных свойств для жидкости, а эластичный слой (например, эластичная пленка или эластичные микроволокна) можно использовать для придания дополнительных свойств растяжения и восстановления. Однако пленки в общем, а более конкретно эластичные слои или пленочный листовой слой или микроволокнистый слой, часто имеют неприятные тактильные эстетические свойства, такие как ощущение резины на ощупь или липкости на ощупь, делающие их неприятными и неудобными для кожи пользователя. С другой стороны, волокнистые нетканые полотна имеют лучшие тактильные, комфортные и эстетические свойства.
Эти тактильные эстетические свойства эластичных пленок можно улучшить путем формирования слоистого материала из эластичной пленки с одним или более неэластичными материалами, такими как волокнистые нетканые полотна на наружной поверхности эластичного материала. Однако волокнистые нетканые полотна, образованные из неэластичных полимеров, таких как, например, полиолефины, в общем, считаются неэластичными и могут иметь плохую растяжимость, и когда неэластичные нетканые полотна ламинируют с эластичными материалами, полученный слоистый материал может быть ограничен в его эластичных свойствах. Поэтому были разработаны слоистые материалы из эластичных материалов с неткаными полотнами, в которых нетканые полотна выполнены растяжимыми с помощью таких способов, как сужение или образование сборок (складок).
Однако поскольку эти эластичные/нетканые слоистые материалы часто используют в одноразовых продуктах ограниченного или единичного использования, остается потребность в уменьшении стоимости производства этих материалов. Кроме того, было бы очень предпочтительно обеспечить этот процесс производства в виде эффективного поточного процесса производства, совместно с производством эластичного пленочного материала. Кроме того, существует необходимость в эффективном, поточном процессе производства эластичного слоистого материала, с помощью которого можно производить множество эластичных слоистых материалов таким образом, чтобы соответствовать стоимостям, продиктованным одноразовыми применениями компонентов, которые используют в одноразовых изделиях ограниченного или единичного использования.
Краткое описание изобретения
Настоящее изобретение обеспечивает эффективный, поточный способ формирования эластичных слоистых материалов, содержащих эластичную выдуваемую пленку и одно или более волокнистых нетканых полотен. В вариантах выполнения способ обеспечивает эластичные слоистые материалы, имеющие растяжимость и восстанавливаемость в поперечном машинном направлении, и эластичные слоистые материалы, имеющие растяжимость и восстанавливаемость в машинном направлении, и эластичные слоистые материалы, имеющие растяжимость и восстанавливаемость как в машинном, так и в поперечном машинном направлении. В одном варианте выполнения способ предусматривает стадии экструдирования термопластичной полимерной композиции, содержащей эластичный полимер, выдувания экструдированной термопластичной композиции с образованием выдуваемых пленочных пузырьков, направления пузырьков к зажиму, образованному между первой парой роликов для сплющивания пузырька в образующийся пленочный лист, обеспечения по меньшей мере первого волокнистого нетканого полотна и направления первого волокнистого нетканого полотна к зажиму, для контактирования со стороной образующегося пленочного листа, с образованием слоистого материала, включающего пленочный лист и первое волокнистое нетканое полотно. Способ может, кроме того, предусматривать дополнительный зажим и соединение слоистого материала в дополнительном зажиме посредством термического соединения или ультразвукового соединения.
В другом варианте выполнения способ предусматривает стадии экструдирования термопластичной полимерной композиции, включающей эластичный полимер, выдувания экструдированной термопластичной полимерной композиции с образованием выдутого пленочного пузыря, направление пузыря к первому зажиму, образованному между первой парой роликов для смятия пузыря в пленочный лист, причем первая пара роликов вращается с первой скоростью, направления пленочного листа ко второму зажиму, образованному между второй парой роликов, вращающихся со второй скоростью, обеспечения по меньшей мере первого волокнистого нетканого полотна и направления нетканого полотна к одному из первого зажима или второго зажима для контактирования со стороной пленочного листа, с образованием многослойного материала (ламината), включающего пленочный лист и нетканое полотно. В вариантах выполнения, пленочный лист может контактировать с первым волокнистым нетканым материалом во втором зажиме, и вторая скорость может превышать первую скорость.
Описанные варианты выполнения способа предпочтительно могут дополнительно предусматривать обеспечение второго волокнистого нетканого полотна, которое направляют к стороне пленочного листа, противоположной первому волокнистому нетканому полотну с образованием многослойного материала, имеющего по меньшей мере один волокнистый нетканый материал на каждой стороне пленочного листа. В вариантах выполнения, для пленочного листа может быть предпочтительно находиться в по меньшей мере частично расплавленном состоянии, когда он контактирует с нетканым полотном или полотнами. Также или альтернативно может быть предпочтительно, чтобы первый и/или второй зажим был нагретым зажимом. Также или альтернативно можно предпочтительно наносить адгезив на нетканое полотно или полотна перед контактом с пленочным листом. Волокнистое нетканое полотно или полотна предпочтительно могут быть обеспечены в виде суженных нетканых полотен или могут быть пошагово вытянуты с помощью возможно обеспеченных роликов с канавками, или могут быть сужены в процессе ламинирования при работе первого зажима с линейной скоростью, превышающей линейную скорость, с которой обеспечивают волокнистое нетканое полотно или полотна.
Также обеспечивают эластичные многослойные материалы, образованные при вариантах выполнения способа по изобретению. Многослойные материалы могут быть двухслойными ламинатами, включающими пленочный лист и волокнистое нетканое полотно на одной стороне пленки, или трехслойными ламинатам, включающими пленочный лист и волокнистое нетканое полотно на обеих сторонах пленки. Многослойные материалы могут вытягиваться и восстанавливаться в поперечном машинном направлении, вытягиваться и восстанавливаться в машинном направлении, и/или вытягиваться и восстанавливаться как в поперечном, так и в машинном направлениях. Эластичные многослойные материалы могут дополнительно быть дышащими многослойными материалами.
Краткое описание чертежей
Фиг.1 - схематично показан способ образования эластичных многослойных материалов из пленки и нетканого полотна в соответствии с одним вариантом выполнения изобретения.
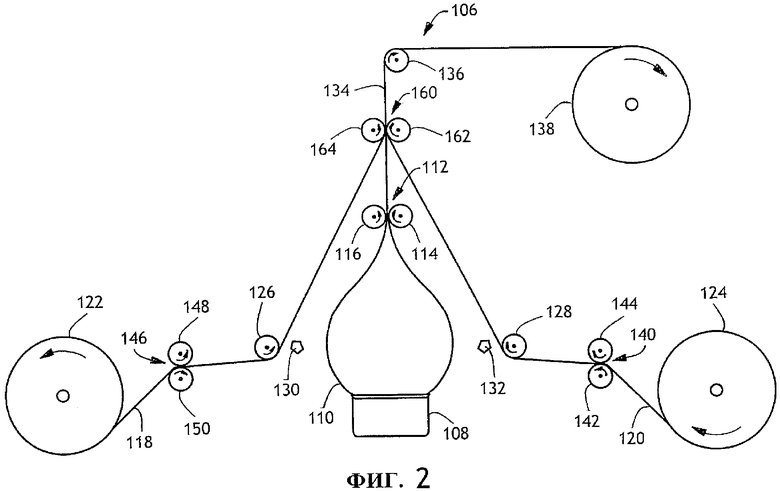
Фиг.2 - схематично показан способ образования эластичных многослойных материалов из пленки и нетканого полотна в соответствии с другим вариантом выполнения изобретения.
Определения
Как используют здесь и в формуле изобретения, выражение «содержащий» является включительным или неограничивающим и не исключает дополнительных неуказанных элементов, композиционных компонентов или стадий способа. Соответственно, выражение «содержащий» охватывает более ограничивающие выражения «состоящий по существу из» и «состоящий из».
Как используют здесь, термин «полимер», в общем, включает гомополимеры, сополимеры, такие как, например, блок, привитой, произвольный и чередующийся, сополимеры, терполимеры и т.д., и их смеси и модификации, но не ограничиваются ими. Кроме того, если это особым образом не ограничено, термин «полимер» должен включать все возможные геометрические конфигурации материала. Эти конфигурации включают изотактические, синдиотактические и произвольные симметрии. Как используют здесь, термин «термопластичный» или «термопластичный полимер» относится к полимерам, которые будут размягчаться и растекаться или будут расплавлены при приложении тепла и/или давления, причем эти изменения обратимы.
Как используют здесь, термины «эластичный» и «эластомерный», в общем, используют для обозначения материала, который, при приложении усилия, может растягиваться до вытянутой, смещенной длины, которая составляет по меньшей мере около 133%, или длины, в три раза превышающей его длину в ослабленном, нерастянутом состоянии, и который при высвобождении растягивающего, смещающего усилия будет возвращаться на по меньшей мере 50% его удлинения. Только для примера, эластичный материал, имеющий длину в ослабленном, нерастянутом состоянии 10 см, может быть удлинен на по меньшей мере 13,3 см путем приложения растягивающего или смещающего усилия, при высвобождении растягивающего или смещающего усилия, эластичный материал будет возвращаться к его длине, не более 11, 65 см.
Как используют здесь, выражение «волокна» относится как к волокнам штапельной длины, так и к по существу непрерывным филаментным нитям, пока не указано другое. Как используют здесь, выражение «по существу непрерывные» в отношении филаментных нитей или волокон означает нити или волокна, имеющие длину, намного превышающую их диаметр, например, имеющие соотношение длины к диаметру выше около 15000 к 1, и предпочтительно выше 50000 к 1.
Как используют здесь, «однокомпонентное» волокно относится к волокну, образованному из одного или более экструдеров, использующих только одну полимерную композицию. Это не означает, что исключены волокна, образованные из одного полимера, к которому были добавлены небольшие количества добавок для цвета, антистатических свойств, смазки, гидрофильности и т.д.
Как используют здесь, выражение «многокомпонентные волокна» относится к волокнам, которые были образованы из по меньшей мере двух компонентов полимеров или одного и того же полимера с различными свойствами или добавками, экструдируемых из отдельных экструдеров, но спряденных вместе с образованием одного волокна. Многокомпонентные волокна также иногда упоминают как соединенные или бикомпонентные волокна, хотя могут быть использованы более чем два компонента. Полимеры располагаются в по существу постоянно расположенных отдельных областях в поперечном сечении многокомпонентных волокон и продолжаются непрерывно по длине многокомпонентных волокон. Конфигурация такого многокомпонентного волокна может быть, например, концентрическим и/или эксцентрическим расположением оболочки/сердцевины, в котором один полимер окружен другим, или может быть расположение «сторона к стороне» или расположение «острова в море», или могут быть расположены в клиновидной форме или в виде волос на круглом, овальном или прямоугольном сечении волокна, или в других конфигурациях. Многокомпонентные волокна описаны в патентах США №5,108,820 (Kaneko и др.), №5,336,552 (Strack и др.) Соединенные волокна описаны также в патенте США №5,382,400 (Pike и др.), и их можно использовать для образования сгибов в волокнах при использовании различных скоростей растяжения и сокращения (сужения) двух (или более) полимеров. Для двухкомпонентных волокон, полимеры могут присутствовать в соотношениях 75/25, 50/50, 25/75 или в любых других желательных соотношениях. Кроме того, любой заданный компонент многокомпонентного волокна может предпочтительно содержать два или более полимера, как компоненты многокомпонентной смеси.
Как используют здесь, термины «бикомпонентное волокно» или «многокомпонентное волокно» относятся к волокнам, образованным из по меньшей мере двух полимеров, из одного полимера с различными свойствами или добавками, экструдированного из одного экструдера в виде смеси. Многокомпонентные волокна не имеют полимерных компонентов, размещенных в по существу постоянно расположенных отдельных областях по поперечному сечению многокомпонентных волокон; полимерные компоненты могут образовывать фибриллы или протофибриллы, которые начинаются и заканчиваются произвольно.
Как используют здесь, выражения «нетканое полотно» или «нетканый материал» относятся к полотну, имеющему структуру отдельных волокон или волокон, которые переплетены не идентифицируемым образом, как в трикотажном или тканом материале. Нетканые материалы или полотна были образованы во множестве процессов, таких как, например, процессы выдувания из расплава, процессы фильерного производства, процессы переплетения в воздушном потоке и процессы производства кардованных полотен. Вес основы нетканых материалов обычно выражают в граммах на квадратный метр (г/кв.м) или унциях материала на квадратный ярд (ун./кв.ярд), а полезные диаметры волокон обычно выражают в микронах. (Для перевода из ун/кв.ярд в г/кв.м нужно умножить ун/кв.ярд на 33,91).
Выражение «фильерного производства» «нетканое полотно фильерного производства» относится к нетканому волокну или волокнистому материалу с волокнами небольшого диаметра, который образован путем экструдирования расплавленного термопластичного полимера в виде волокон из множества капилляров фильеры. Экструдированные волокна охлаждают, при этом вытягивая с помощью выводящего или другого хорошо известного вытягивающего механизма. Вытянутые волокна раскладывают или укладывают на формирующую поверхность, в общем, произвольным образом, с образованием свободно переплетенного волокнистого полотна, а затем уложенное волокнистое полотно подвергают процессу соединения для придания физической целостности и размерной стабильности. Производство фильерных материалов описано, например, в патентах США №4,340,563 (Appel и др), 3,692,618 (Dorschner и др.) и 3,802,817 (Matsuki и др), которые включены сюда полностью посредством ссылки. Обычно фильерные волокна или филаментные нити имеют вес на единицу длины выше около 1 денье и до около 6 денье или выше, хотя можно производить как более тонкие, так и более тяжелые фильерные волокна. С точки зрения диаметра волокон, фильерные волокна часто имеют диаметр выше 7 микрон, и более конкретно между около 10 и около 25 микрон, и до около 30 микрон или более.
Как используют здесь, выражение «выдуваемые из расплава волокна» означает волокна или микроволокна, образованные путем экструдирования расплавленного термопластичного материала через множество тонких, обычно круглых, капилляров фильеры в виде расплавленных нитей или филаментных нитей, или волокон в сходящихся высокоскоростных потоках газа (например, воздуха), которые утончают волокна расплавленного термопластичного материала для уменьшения их диаметра. Затем расплавленные волокна переносят с помощью высокоскоростного потока газа и укладывают на собирающей поверхности с образованием полотна из произвольно рассеянных выдуваемых из расплава волокон. Такой процесс описан, например, в патенте США 3,849,241 (Buntin). Выдуваемые из расплава волокна могут быть непрерывными или прерывистыми и часто имеют средний диаметр менее 10 микрон, и часто средний диаметр менее 7 микрон или даже 5 микрон, в общем, являются липкими при размещении на собирающей поверхности.
Как используют здесь, «кардованные полотна» относятся к нетканым полотнам, образованным посредством процесса кардного чесания, который известен специалистам в данной области, и дополнительно описан, например, в патенте США 4,488,928 (Alikhan и Schmidt), который включен сюда полностью посредством ссылки. Кратко, процессы кардочесания включают сначала штапельные волокна в объемной массе, которые отделяют, чешут или иначе обрабатывают, а затем укладывают для обеспечения полотна с, в общем, одинаковым весом основы.
Как используют здесь, «термическое точечное соединение» включает прохождение материала или полотна из волокон или другого листового слоистого материала, подлежащего соединению, между нагретым каландровым роликом и опорным роликом. Каландровый ролик обычно, хотя и не всегда, имеет узор на его поверхности так, что материал полностью не соединяется по всей его поверхности. В результате, различные узоры для каландровых роликов были разработаны по функциональным, а также эстетическим причинам. Один пример узора имеет точки и представляет собой узор Hansen and Pennings или Н&Р узор с около 30% соединенной области, с около 200 соединений/квадратный дюйм, как описано в патенте США №3,855,046 (Hansen и Pennings). Н&Р узор имеет квадратные точечные области или области штыревого соединения, при этом каждый штырь имеет размер стороны 0,038 дюймов (0,965 мм), расстояние между штырями 0,070 дюйма (1,778 мм) и глубину соединения 0,023 дюймов (0,584 мм). Полученный в результате узор имеет соединенную область около 29,5%. Другой обычный узор точечного соединения представляет собой вытянутый узор Hansen and Pennings или «ЕНР» узор соединений, который обеспечивает 15% области соединений с помощью квадратного штыря, имеющего размер стороны 0,037 дюймов (щ, 94 мм), расстояние между штырями 0,097 дюймов (2,464 мм) и глубину 0,039 дюймов (0,991 мм). Другие общие узоры включают алмаз высокой плотности или «HDD узор», который содержит точечные соединения, имеющие около 460 штырей на квадратный дюйм (около 71 штыря на квадратный сантиметр) для области соединений от около 15% до около 23% и сетчатый узор, выглядящий, как ясно из названия, например, типа оконной сетки. Обычно процентное содержание соединенной области меняется от около 10% до около 30% или более от области материала или полотна. Другой известный способ термического каландрового соединения представляет собой «несоединенный узор» или «несоединенные точки» или соединение «PUB», как описано в патенте США 5858515, Stokes и др., в котором непрерывные соединенные области образуют множество отдельных несоединенных областей. Термическое соединение (точечное соединение или несоединенные точки) обеспечивает целостность отдельных слоев путем соединения волокон внутри слоя и/или многослойных материалов из нескольких слоев, такое термическое соединение удерживает слои вместе с образованием связанного (когезионного) ламинированного материала.
Как используют здесь, выражение «монолитный» означает «непористый», поэтому монолитная пленка представляет собой непористую пленку. Вместо отверстий, производимых посредством физической обработки монолитной пленки, пленка имеет проходы с размерами поперечного сечения на молекулярном уровне, образованными с помощью процесса полимеризации. Эти проходы служат в качестве каналов, с помощью которых молекулы воды (или молекулы другой жидкости) могут распространяться по пленке. Перенос пара происходит через монолитную пленку в результате градиента концентраций через монолитную пленку. Этот процесс упоминается как активированная диффузия. Когда вода (или другая жидкость) испаряется на стороне пленки, обращенной к телу, концентрация водяного пара повышается. Водяной пар конденсируется и может растворяться на поверхности пленки, обращенной к телу. В виде жидкости, молекулы воды растворяются в пленке.
Молекулы воды затем распространяются через монолитную пленку и повторно испаряются в воздух на стороне, имеющей более низкую концентрацию водяного пара.
Как используют здесь, выражение «микропористая пленка» или «микропористая наполненная пленка» означает пленки, которые содержат наполняющий материал (наполнитель), который позволяет улучшение или образование микропор в пленке в процессе вытягивания или ориентации пленки.
Как используют здесь, термин «наполнитель» включает частицы и другие формы материалов, которые можно добавлять к полимеру, образующему пленку или смеси полимеров и которые не будут вступать в химическое взаимодействие с экструдированной пленкой или оказывать на нее неблагоприятное воздействие, но которые при этом способны равномерно распределяться по всей пленке. В общем, наполнители будут в форме частиц и обычно будут иметь отчасти сферическую форму со средним размером частиц в диапазоне от около 0,5 до около 8 микрон. В общем, пленки, использующие наполнитель, обычно будут содержать от около 30% до около 70% наполнителя, на основе общего веса пленки. Примеры наполнителей включают карбонат кальция (СаСО3), различные виды глины, кремний (SiO2), окись алюминия, сульфат бария, карбонат натрия, тальк, сульфат магния, диоксид титана, цеолиты, сульфат алюминия, порошки целлюлозного типа, диатомовую землю, сульфат магния, карбонат магния, каолин, слюду, углерод, оксид кальция, оксид магния, гидроксид алюминия, пульповый порошок, древесный порошок, производные целлюлозы, полимерные частицы, хитин и производные хитина. Частицы наполнителя могут быть покрыты жирной кислотой, такой как стеариновая кислота, которая может облегчать свободное перемещение частиц (в массе) и их легкую дисперсию в полимерную матрицу.
Как используют здесь, термин «дышащая способность» относится к скорости переноса водяного пара (СПВП) области материала или ткани. Дышащую способность измеряют в граммах воды на квадратный метр в день (г/м2/24 часа). СПВП материала может быть измерена в соответствии со стандартом ASTM E96-80. Альтернативно, для материалов, имеющих СПВП выше около 3000 г/м2/24 часа, можно использовать тестирующие системы, промышленно поставляемые фирмой Modern Controls, Inc (MOCON), Миннеаполис, Миннесота. Кроме того, как используют здесь, выражение «дышащий» относится к материалу, имеющему СПВП по меньшей мере 300 г/м2/24 часа.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение обеспечивает эффективный, поточный способ формирования эластичных многослойных материалов, содержащих эластичную выдуваемую пленку и одно или более волокнистых нетканых полотен. В вариантах выполнения, способ обеспечивает эластичные многослойные материалы, вытягивающиеся и восстанавливающиеся в поперечном машинном направлении, эластичные многослойные материалы, вытягивающиеся и восстанавливающиеся в машинном направлении, и эластичные многослойные материалы, вытягивающиеся и восстанавливающиеся как в машинном, так и в поперечном машинном направлениях. Изобретение будет описано со ссылкой на последующее описание и чертежи, на которых показаны конкретные варианты выполнения. Специалисту в данной области будет очевидно, что эти варианты выполнения не показывают полный объем изобретения, которое может широко применяться в форме различных вариантов и эквивалентов, охватываемых приложенной формулой изобретения. Кроме того, признаки, описанные или показанные как часть одного варианта выполнения, можно использовать с другим вариантом выполнения для создания дополнительного варианта выполнения. Подразумевается, что объем формулы изобретения распространяется на все такие варианты и эквиваленты.
Возвращаясь к Фиг.1, показана схематичная иллюстрация варианта выполнения способа по изобретению. Как указано, способ формирует многослойный материал, содержащий эластичную выдуваемую пленку и одно или более волокнистых нетканых полотен. Как показано на Фиг.1, способ, в общем, обозначенный позицией 6, содержит выдуваемый пленочный пузырь 10 из термопластичной полимерной композиции, содержащей эластичный полимер, который экструдируют из экструдера (не показан), а затем, выдувают из кольцевой формы 8, такой как известная в уровне техники для выполнения выдуваемой пленки. Выдуваемый пленочный пузырь направляют к сплющивающему зажиму 12, образованному между парными роликами 14 и 16. Сплющивающий зажим 12 сдавливает выдуваемый пленочный пузырь 10 путем уплощения его в образующийся пленочный лист. Выражение «образующийся» означает, что плоский пленочный лист только что образован или сформирован в пленочный лист из выдуваемого пленочного пузыря. Кроме того, если пленка еще находится в расплавленном или частично расплавленном состоянии, и/или если парные ролики 14 и 16 являются нагретыми роликами, сплющивающие усилия в зажиме 12 будут вызывать адгезивное соединение двух сторон пленочного пузыря 10 друг с другом, с образованием по существу единого образующегося пленочного листа. С другой стороны, если внутренний охлаждающий газ направлен внутрь пузыря, или если достаточно времени прошло между экструзией и сжатием, чтобы позволить пленке остыть или охладиться в окружающей среде, и/или если парные ролики 14 и 16 являются охлажденными роликами, две внутренних стороны поверхности пузыря 10 могут не приклеиться друг к другу, и образующийся пленочный лист может содержать два отделяемых пленочных слоя или листа. Такие отделяемые пленочные слои могут быть отделены путем разрезания вдоль одной стороны по ширине сдавленного пленочного листа и открывания пленки, чтобы приблизительно удвоить ее ширину в сдавленном состоянии, или путем разрезания сдавленного пленочного листа вдоль обеих сторон и отделения двух отдельных, не приклеенных эластичных пленочных слоев.
Возвращаясь к Фиг.1, по меньшей мере первое волокнистое нетканое полотно 18 разматывают с подающего ролика 22, и волокнистое нетканое полотно 18 направляют с помощью направляющего ролика 26 к сплющивающему зажиму 12 для контактирования с боковой поверхностью и ламинирования с образующимся пленочным листом, когда пленочный лист сплющивают из пузыря 10. В этом отношении, сплющивающий зажим 12 также служит в качестве ламинирующего зажима. Если пленка еще находится в расплавленном или частично расплавленном состоянии, и/или если парные ролики 14 и 16 являются нагретыми роликами, сплющивающие усилия в зажиме 12 могут вызвать адгезивное соединение волокнистого нетканого полотна 18 непосредственно с пленочной поверхностью, соединяя пленку и нетканое полотно 18 вместе, в двойной ламинат или двухслойный материал. С другой стороны, если пленка еще не в по меньшей мере частично расплавленном состоянии или если желательна дополнительная прочность соединения при ламинировании, можно использовать возможное средство 30 нанесения адгезива для покрытия поверхности или части поверхности волокнистого нетканого полотна 18 адгезивной композицией. Средство 30 нанесения адгезива может быть любым подходящим устройством, как известно в данной области, таким как, например, средство распыления расплавленного адгезива или средство щелевого покрытия адгезивом.
После формирования многослойного материала из волокнистого нетканого полотна 18 и образующегося пленочного листа в сплющивающем зажиме 12, эластичный многослойный материал 34 направляют с помощью направляющего ролика 36 к сматывающему ролику 38 для сматывания для хранения. Альтернативно, эластичный ламинированный материал 34 может быть направлен к различным операциям преобразования или формирования продукта, без сматывания и хранения в форме рулона.
В другом варианте выполнения может быть желательно формировать тройной ламинат или трехслойный материал, содержащий волокнистое нетканое полотно на каждой стороне эластичного образующегося пленочного листа. Продолжая рассматривать Фиг.1, также показан вариант выполнения, в котором второе волокнистое нетканое полотно 20 разматывают с подающего ролика 24, и второе волокнистое нетканое полотно 20 направляют с помощью направляющего ролика 28 к сплющивающему/ламинирующему зажиму 12 для контактирования с боковой поверхностью образующегося пленочного листа, противоположной стороне, с которой ламинировано первое волокнистое нетканое полотно. Как указано выше, если пленка находится еще не в по меньшей мере частично расплавленном состоянии, когда волокнистые нетканые полотна ламинируют с ней, или если желательна дополнительная прочность соединения при ламинировании, можно использовать возможное средство 32 нанесения адгезива для покрытия поверхности или части поверхности волокнистого нетканого полотна 20 адгезивной композицией. Следует отметить, что этот способ можно использовать для формирования как двойного ламината или двухслойного материала двойной ширины, так и двух отдельных двухслойных материалов одновременно, если выдуваемый пленочный пузырь достаточно охлажден в то время, как его сплющивают в сплющивающем зажиме 12, и так, что две внутренних стороны поверхности пузыря не приклеиваются друг к другу. Как указано выше, это может происходить, если внутренний охлаждающий газ направлен внутрь пузыря, или если достаточно времени прошло между экструзией и сжатием, и/или если парные ролики 14 и 16 являются охлажденными роликами. Такой материал, изначально образованный как трехслойный, затем может быть разрезан или вырезан вдоль одной стороны и открыт для обеспечения двойного ламината удвоенной ширины или разрезан вдоль обеих сторон и разделен с образованием двух отдельных листов двухслойного материала.
Такие волокнистые полотна, которые выбраны для использования в эластичном многослойном материале, могут быть любым волокнистым слоем, способным растягиваться в по меньшей мере одном направлении, таким как нетканые полотна, текстильные материалы или трикотажные материалы. Однако для простоты и скорости производства, и благодаря их относительно низкой стоимости, нетканые полотна являются наиболее подходящими для использования при формировании эластичного многослойного материала. Такие волокнистые нетканые полотна включают, например, полотна фильерного производства, выдуваемые из расплава полотна и кардованные полотна. Как указано, выбранное волокнистое нетканое полотно должно быть способно растягиваться в по меньшей мере одном направлении в степени, не меньше желаемой способности эластичного многослойного материала растягиваться и восстанавливаться.
В частности, относительно варианта выполнения, показанного на Фиг.1, волокнистые нетканые полотна должны иметь по меньшей мере некоторую степень растяжимости в поперечном машинном направлении. Если это желательно, волокнистое нетканое полотно или полотна, подаваемые на ролики 22 или 24, имеют большую растяжимость, чем подаваемые перед ламинированием к сплющивающему зажиму 12, возможные зажимы 40 и 46 с возрастающим растягиванием, образованные между парными роликами 42, 44 и 48, 50 с канавками, соответственно, можно предпочтительно использовать для придания одному или обоим волокнистым нетканым полотнам 18 или 20 возрастающего удлинения в поперечном машинном направлении. Ролики с канавками для усиливающегося растяжения хорошо известны в данной области и не будут описываться здесь более подробно. Кратко, ролики с канавками могут быть выполнены из ряда разнесенных дисков или колец, установленных на сердечнике или оси, или могут быть рядом разнесенных периферических выступов и канавок, вырезанных в поверхности ролика. Пару соответствующих роликов с канавками затем сводят вместе с выступами одного ролика, помещая в канавки другого ролика и наоборот, с образованием «зажима», хотя, следует отметить, что нет необходимости в действительно сплющивающем контакте, как в случае обычных зажимающих роликов.
Материал в форме листа, пропущенный через такой роликовый узел, вытягивается или удлиняется по возрастающей в поперечном машинном направлении. После того как материал выходит из роликового узла с канавками, если материал не стягивается достаточно или до желаемой степени в направлении его исходного размера или ширины в поперечном машинном направлении, может быть приложено растягивающее усилие в машинном направлении, чтобы обеспечить дополнительное стягивание. Затем, когда стягиваемый материал ламинируют с эластичной пленкой, он будет способен удлиняться в машинном направлении, приблизительно, по меньшей мере до степени прикладываемого возрастающего вытягивания. Когда возрастающее вытягивание волокнистого нетканого полотна или полотен является предпочтительным. Также может быть предпочтительно прикладывать тепло к полотнам сразу перед приложением возрастающего вытягивания, чтобы вызвать некоторое ослабление полотен и позволить более легкое растягивание. Тепло может быть приложено к полотнам с помощью любых подходящих средств, которые известны в данной области, таких как, например, нагретый воздух, инфракрасные нагреватели, нагретые прижимные ролики или частичное обертывание полотна вокруг одного или более нагретого ролика или парового или паровых баков и т.д. В дополнение или альтернативно, может быть предпочтительно прикладывать тепло к самим роликам с углублениями.
Полимеры, подходящие для выполнения волокнистых нетканых полотен, используемых в вариантах выполнения способа, описанного здесь, включают те полимеры, которые известны как, в общем, подходящие для выполнения нетканых полотен, таких как полотна фильерного производства, выдуваемые из расплава, кардные полотна и т.п., и включают, например, полиолефины, полиэфиры, полиамиды, поликарбонаты и их смеси и сополимеры. Следует отметить, что полимер или полимеры предпочтительно могут содержать другие добавки, такие как вещества для технологических свойств или композиции для обработки, для придания желаемых свойств волокнам, остаточные количества растворителей, пигментные вещества, красители и т.п.
Подходящие полиолефины включают полиэтилен, например, полиэтилен высокой плотности, полиэтилен средней плотности, полиэтилен низкой плотности и полиэтилен низкой линейной плотности; полипропилен, например, изотактический полипропилен, синдиотактический полипропилен, смеси изотактического полипропилена и атактического полипропилена; полибутилен, например, поли(1-бутен) и поли(2-бутен); полипентен, например, поли(1-пентен) и поли(2-пентен); поли(3-метил-1пентен); поли(4-метил-1-пентен); и их сополимеры и смеси. Подходящие сополимеры включают произвольные и блок-сополимеры, изготовленные из двух или более ненасыщенных олефиновых мономеров, таких как сополимеров этилен/пропилена и этилен/бутилена. Подходящие полиамиды включают нейлон 6, нейлон 6/6, нейлон 4/6, нейлон 11, нейлон 12, нейлон 6/10, нейлон 6/12, нейлон 12/12, сополимеры капролактама и алкиленоксид диамина и т.п., а также их смеси и сополимеры. Подходящие сложные полиэфиры включают полимеры поли(лактида) и поли(лактидной кислоты), а также полиэтилен терефталат, полибутилен терефталат, политетраметилен терефталат, полициклогексилен-1,4-диметилен терефталат и их изофталат сополимеры, а также их смеси.
Волокнистые нетканые полотна, образованные из неэластичных полимеров, таких как, например, полиолефины, в общем, считаются неэластичными и также могут не иметь желаемых уровней рястяжимости. Как упомянуто выше, низкая растяжимость нетканого полотна или полотен может привести к тому, что полученный в результате многослойный материал будет иметь очень ограниченные эластичные свойства. Поэтому предпочтительно использовать волокнистое нетканое полотно, которое по меньшей мере в некоторой степени может растягиваться в направлении желаемого растяжения и восстановления. В качестве примера, кардные полотна из штапельных волокон, которые известны в данной области, в общем, известны как имеющие значительно более высокую ориентацию волокон в машинном направлении, чем в поперечном машинном направлении. Поскольку большее количество волокон выровнено в машинном направлении, кардные полотна стремятся иметь более естественную растяжимость в поперечном машинном направлении, чем в машинном направлении. Кроме того, использование низких весов основы для волокнистого нетканого полотна, выбранного для использования в процессе, может позволить большую растяжимость, является ли такой слой нетканого полотна фильерным полотном или выдуваемым из расплава полотном, или кардным полотно и т.д.
Если нетканое волокнистое полотно или полотна, выбранные для использования, не имеют достаточной растяжимости в машинном направлении и если нежелательно использовать устройства для усиливающегося растяжения, как было описано на Фиг.1, волокнистое нетканое полотно или полотна можно обеспечивать в виде «суженных» нетканых полотен. «Суженное» нетканое полотно представляет собой полотно, которое удлиняли в одном направлении, обычно, в машинном направлении, обеспечивая образование складок по ширине полотна и, в общем приводя к уменьшению размера полотна в его поперечном машинном направлении. Когда такое суженное нетканое полотно соединяют с эластичной пленкой, и при этом нетканое полотно находится в суженном или удлиненном состоянии, нетканое полотно (и получаемый многослойный материал) затем может растягиваться в направлении, перпендикулярном направлению сужения. В качестве альтернативы, для обеспечения волокнистого нетканого полотна в виде рулона предварительно суженного материала, также допустимо сужать материал в процессе ламинирования с использованием роликов 14 и 16 с линейной скоростью, которая превышает скорость, с которой материал разматывают с подающего ролика 22 и/или 24. При сужении в этом процессе, может быть предпочтительно также использовать возможное средство нагревания нетканого полотна, как было описано выше относительно усиливающегося растягивания или использования роликов с канавками. Сужение полотен материалов описано, например, в патентах США №5,336,545, 5,226,992, 4, 981, 747 и 4,965,122, Morman, включенных сюда полностью посредством ссылки.
Кроме того, исходное соединение волокнистого нетканого полотна (т.е. соединение для образования самого нетканого полотна, а не процесс ламинирования нетканого полотна с листом пленки) можно осуществлять с помощью любого известного способа, подходящего для соединения таких нетканых полотен, такого как, например, термическое точечное соединение или локальное соединение нетканого полотна, как описано выше. Альтернативно, если волокна представляют собой многокомпонентные волокна, имеющие полимерные компоненты с различными точками плавления, предпочтительно можно использовать устройства для соединения воздухом, такие как хорошо известные специалистам в данной области. Вообще говоря, устройство для соединения воздухом направляет поток нагретого воздуха через полотно из многокомпонентных волокон, при этом формируя соединения между волокнами путем использования нагретого воздуха, имеющего температуру около температуры плавления полимера или выше низкоплавкого полимерного компонента и ниже температуры плавления высокоплавкого полимерного компонента. В качестве других альтернатив, волокнистое нетканое полотно может быть соединено при использовании других средств, которые хорошо известны в данной области, такие как, например, адгезивное соединение, ультразвуковое соединение или соединение перепутыванием, такое как гидродинамическое перепутывание или иглопробивание.
Хотя вид исходного соединения, используемого для волокнистого нетканого полотна не критичен, если предпочтительно, чтобы нетканое полотно могло растягиваться в поперечном машинном направлении без сужения, может быть предпочтительно использовать наименьшее соединение, которое позволит нетканому полотну перемещаться к точке процесса, в которой его ламинируют с образующимся пленочным листом. В качестве примера нетканое плотно может быть соединено посредством способа точечного соединения, имеющего низкое содержание соединенной области. В качестве другого примера нетканое полотно может быть слегка уплотнено, как, например, посредством воздушного ракеля, выдувающего нагретый воздух в полотно из волокон или через него, такой как, например, ракель горячего воздуха или «НАК», описанный в патенте США №5,707,468, Arnold и др., включенном сюда полностью посредством ссылки.
В качестве еще одного примера нетканое полотно может быть соединено с помощью способа точечного соединения, в котором соединительные элементы или соединительные «штыри» расположены так, что штыревые элементы имеют больший размер в машинном направлении, чем в поперечном машинном направлении. Примерами являются линейные штыревые элементы или элементы прямоугольной формы с большей осью, выровненной по существу в машинном направлении. Альтернативно или дополнительно подходящие соединительные узоры могут иметь штыревые элементы, расположенные так, чтобы оставлять в машинном направлении «дорожки» или линии несоединенных или по существу несоединенных областей, продолжающихся в машинном направлении, так что материал нетканого полотна имеет дополнительную «свободу» или растяжимость в поперечном машинном направлении. Могут быть пригодны такие соединительные узоры, описанные в патенте США №5,620,779, Levy и McCormack, включенном сюда полностью посредством ссылки, более конкретно, соединительный узор «реберного соединения», описанный в нем.
Характеристиками или физическими свойствами волокнистых нетканых полотен управляют, по меньшей мере частично, посредством плотности или открытости материала. Вообще говоря, волокнистые нетканые полотна, выполненные из извитых нитей или волокон, имеют более низкую плотность, более высокую распущенность и улучшенную упругость по сравнению с аналогичными неткаными полотнами из неизвитых нитей. Такой слой распушенного волокнистого нетканого материала низкой плотности может быть, в частности, предпочтителен для использования в применениях, контактирующих с кожей, чтобы обеспечить более тканеподобную текстуру эластичному многослойному материалу.
Кроме того, извитые волокна могут также способствовать растяжимости волокнистого нетканого полотна или полотен. Этим извитым волокнам в нетканом полотне, которые имеют первичную ориентацию в направлении желаемого растяжения (или тем частям волокон, которые имеют первичную ориентацию в направлении желаемого растяжения), могут позволить «придать» или продолжаться немного больше путем распрямления изгибов волокон. Различные способы гофрирования нитей, сформированных из расплава, известны в данной области. Как описано в патенте США №3,595,731 и 3,423,266, Davies и др., включенном сюда полностью посредством ссылки, бикомпонентные волокна или нити могут быть механически гофрированы, и полученные волокна, сформированные в нетканом полотне, или, если используют соответствующие полимеры, скрытый спиралевидный изгиб, образованный в бикомпонентных волокнах или нитях, может быть активирован с помощью тепловой обработки сформированного полотна. Альтернативно, как описано в патенте США №5,382,400 Pike и др., включенном сюда полностью посредством ссылки, тепловую обработку можно использовать для активации скрытого спиралевидного изгиба в волокнах или нитях перед формированием волокон или нитей в нетканое полотно. В качестве альтернативы бикомпонентным волокнам можно производить изгиб волокна в однонитевых волокнах (волокна, имеющие один полимерный компонент) при использовании учения, раскрытого в патентах США №6,632,386, Shelley и Brown, №6,446,691 Maldonado и др., и №6,619,947, Pike и др., включенных сюда полностью посредством ссылки.
Вообще говоря, вес основы волокнистого нетканого полотна или полотен могут составлять, подходящим образом, от около 7 г/м2 или менее, до около 100 г/м2 или выше, и более конкретно они могут иметь вес основы от около 10 г/м2 или менее до около 68 г/м2, и еще более конкретно от около 14 г/м2 до около 34 г/м2. Возможны другие примеры.
Также следует отметить, что любое из волокнистых нетканых полотен или оба полотна, обеспеченные в многослойном материале, могут сами быть многослойными структурами. Конкретные примеры многослойной ламинированной структуры для волокнистого нетканого полотна или полотен включают многослойные материалы, структура которых состоит из слоя фильерного производства выдуваемого из расплава слоя, такие как описаны в патентах США №4,041,203 и 4,766,029 Brock и др., 5,464,688, Timmons и др., и 5,169, 706, Collier и др., которые включены сюда полностью посредством ссылки. В качестве другого примера, если волокнистое полотно фильерного производства выбирают для использования в эластичном многослойном материале, само фильерное полотно может быть произведено на многошпиндельном устройстве, в котором последующий шпиндель размещает волокна поверх слоя уже разложенных волокон из предшествующего шпиндельного средства, и, таким образом, в этом отношении такое отдельно произведенное фильерное нетканое полотно можно считать многослойной структурой. В этой ситуации различные слои нанесенных волокон в волокнистом нетканом полотне могут быть одинаковыми или могут отличаться по весу основы и/или в смысле состава, типа, размера, уровня скрученности, и/или формы произведенных волокон. В качестве другого примера одно волокнистое нетканое полотно может быть обеспечено в виде двух или более отдельно произведенных слоев фильерного полотна, кардного полотна и т.д., которые были соединены вместе с образованием волокнистого нетканого полотна, и эти отдельно образованные слои могут отличаться в смысле способа производства, веса основы, состава и волокон, как описано выше.
Как указано выше, эластичный пленочный лист экструдируют в виде выдуваемой пленки. Выдуваемые пленки хорошо известны в данной области и не будут описываться здесь подробно. Кратко, производство выдуваемой пленки предусматривает использование газа, такого как воздух, чтобы растягивать пузырь расплавленного экструдированного полимера после того, как расплавленный полимер экструдировали из круглой фильеры. Способы производства выдуваемых пленок изложены, например, в патентах США №3,354,506, Raley, 3,650,649 Schippers и 3,801,429 Schrenk и др., которые включены сюда полностью посредством ссылки. Следует отметить, что коэффициентом раздува (т.е. отношение длины окружности выдуваемой пленки к длине окружности внутреннего круга формы для пленки) можно управлять с помощью количества экструдируемого полимера и количества газа, используемого для растягивания пузыря. При управлении коэффициентом раздува для соответствия ширины сжатого пленочного листа ширине имеющегося волокнистого нетканого полотна, подлежащего ламинированию, перекрывание одним материалом продолжения ширины другого, и, таким образом, связанные с этим остатки краев можно резко снизить или даже практически исключить. Дополнительно или альтернативно ширина сжатого пленочного листа может быть согласована, чтобы подходить как имеющемуся волокнистому нетканому полотну, так и желаемой ширине эластичного ламинированного материала, который должен использоваться в конфигурации готового продукта, при этом снижая отходы, которые часто возникают, когда сам эластичный многослойный материал должен быть подрезан для соответствия готовому продукту.
Вообще, эластичный пленочный материал в готовом многослойном материале из нетканого полотна и пленки может иметь вес основы от около 5 г/м2 или ниже до около 100 г/м2 или выше. Более предпочтительно, эластичный пленочный лист может иметь вес основы от около 5 г/м2 до около 68 г/м2, и даже более предпочтительно от около 5 г/м2 до около 34 г/м2. Поскольку эластичные материалы часто являются дорогими для производства, эластичный пленочный материал является предпочтительным, поскольку имеет низкий вес основы, насколько это возможно, при этом еще обеспечивая желаемые свойства растяжения и восстановления эластичному многослойному материалу.
Многие эластомерные полимеры известны как подходящие для формирования волокон, пен и пленок. Термопластичные полимерные композиции, подходящие для формирования эластичных выдуваемых пленок, могут предпочтительно содержать эластичный полимер или полимеры, известные как подходящие эластомерные полимеры для формирования волокон или пленок, включающие, например, эластичные полиэфиры, эластичные полиуретаны, эластичные полиамиды, эластичные сополимеры этилена и по меньшей мере одного винилового мономера, блок-сополимеры и эластичные полиолефины. Примеры эластичных блок-сополимеров включают блок-сополимеры, имеющие общую формулу А-В-А' или А-В, где А и А' - каждый представляет собой термопластичный концевой блок полимера, который представляет собой стирольную группу, такую как поли(виниларен), и В представляет собой средний блок эластомерного полимера, такой как присоединенный диен или низший алкеновый полимер, такой как, например, блок-сополимеры полистирол-поли(этилен-бутилен)-полистирола. Также включены полимеры, состоящие из А-В-А-В тетраблок-сополимера, как описано в патенте США №5,332,613, Taylor и др. Примером такого тетраблок-сополимера является стирол-поли(этилен-пропилен)-стирол-поли(этилен-пропилен) или SEPSEP блок-сополимер. Эти А-В-А' и А-В-А-В сополимеры доступны в нескольких различных композициях от Kraton Polymers (Кратон Полимерз), Хьюстон, Техас, под торговым обозначением KRATON®. Другие промышленно доступные блок-сополимеры включают SEPS или стирол-поли(этилен-пропилен)-стирольный эластичный сополимер, доступный от Kuraray Company, Ltd (Кьюрэрэй Кампании, Лтд), Окаяма, Япония, под торговым наименование SEPTON®.
Примеры эластичных полиолефинов включают эластичные полипропилены сверхнизкой плотности и полиэтилены, такие как производимые с помощью способов катализации с единым центром полимеризации на металле или металлоценовом катализаторе. Такие полимеры являются промышленно доступными от Dow Chemical Company of Midland (Доу Кэмикал Кампании Мидланда), Мичиган, под торговым наименованием ENGAGE® и описаны в патентах США №5,278,272 и 5,272,236, Lai и др., под названием «Эластичные по существу линейные олефиновые полимеры». Также подходящими являются некоторые полипропилены, такие как описаны, например, в патентах США №5,539,056, Yang и др., и №5,596,052, Resconi и др., которые включены сюда полностью посредством ссылки, и полиэтилены, такие как AFFINITY® EG8200 компании от Dow Chemical Company of Midland (Доу Кэмикал Кампании Мидланда), Мичиган, а также EXACT® 4049, 4011 и 4041 от Еххоп, Хьюстон, Техас, а также смеси.
Слои или листы пленки, включающие эластичные пленочные слои, в общем, действуют как барьер для прохождения жидкостей, паров и газов. Однако может быть предпочтительно, чтобы эластичный пленочный листовой слой был дышащим, то есть позволял прохождение водяных паров и/или газов. Эластичный пленочный листовой слой, который также является дышащим, может обеспечить повышенное удобство при использовании для носящего, благодаря тому, что позволяет прохождение паров воды и способствует снижению избыточной гидратации кожи и помогает обеспечить более прохладное ощущение. Поэтому, когда предпочтителен дышащий эластичный многослойный материал, используемый термопластичный эластичный материал может быть дышащей монолитной ИМЛИ микропористой барьерной пленкой, которая функционирует в качестве барьера для прохождения водных жидкостей, при этом позволяя прохождение водяных паров и воздуха или других газов. Монолитные дышащие пленки могут демонстрировать хорошую дышащую способность, когда содержат полимеры, которые сами имеют хорошие скорости переноса водяного пара или скорость диффузии, такие как, например, полиуретаны, сложные полиэфиры эфиров, полиэтиленамиды, ЕМА (сополимер этилена и метакриловой кислоты), ЕЕА (эластомерный сополимер этилена и этилакрилата), EVA (этиленвинилацетат) и т.п. Примеры эластичных дышащих монолитных пленок описаны в патенте США №6,245,401, Ying и др., который включен сюда полностью посредством ссылки и включают пленки, содержащие полимеры, такие как термопластичный (сложный эфир или эфир) полиуретан, полиэфир-блок-амиды и полиэфиры (простые и сложные).
Как указано, микропористые эластичные пленки также можно использовать, когда дышащий эластичный многослойный материал является предпочтительным. Микропористые дышащие пленки содержат наполнительный материал, такой как, например, частицы карбоната кальция, в количестве обычно от около 30 вес.% до 70 вес.% пленки. Пленку, содержащую наполнитель (или «наполненную пленку), затем растягивают или ориентируют, чтобы открыть микро-пустоты вокруг частиц наполнителя в пленке, при этом микро-пустоты позволяют прохождение воздуха и водяных паров через пленку. Дышащие микропористые эластичные пленки, содержащие наполнители, описаны в, например, патентах США №6,015,764 и 6,111,163, McCormack и Haffher, патенте США №5,932,497 Morman и Milicevic и в патенте США №6,461,457 Taylor и Martin, которые включены сюда полностью посредством ссылки. Другие дышащие пленки, имеющие связывающие агенты, описаны в патентах США №5,855,999 и 5,695,868 McCormack, которые включены сюда полностью посредством ссылки. Кроме того, можно использовать многослойные дышащие пленки, как описано в патенте США №5,997,981, McCormack и др., включенном сюда полностью посредством ссылки. Другие подходящие дышащие пленки и пленочные композиции описаны в патентной заявке США №10,646,978, McCormack и Shawver, поданной 22 Августа 2003 г., которая называется «Микропористые дышащие эластичнее пленки, способы их выполнения и применения при ограниченном использовании или одноразовом продукте», которая включена сюда полностью посредством ссылки.
В еще одном варианте выполнения изобретения, ячеистую эластичную пленку можно использовать для обеспечения дышащей способности, когда дышащий эластичный многослойный материал является предпочтительным. Дышащая ячеистая эластичная пленка может быть произведена путем смешивания эластичной полимерной смолы с веществом с открытыми ячейками, которое разлагается или вступает в реакцию для высвобождения газа, который образует ячейки в эластичной пленке. Вещество с открытыми ячейками может быть азодикарбонамидом, фторуглеродом, растворителями с низкой точкой кипения, такими как, например, метиленхлорид, вода или другие вещества, такие как известны специалистам в данной области, как вещества с открытыми ячейками или пенообразующие вещества, которые будут образовывать пар при температуре, которая имеется в пленке в процессе экструзии. Ячеистые эластичные пленки описаны в международной заявке РСТ № PCT/US 99/31045 (WO 00/39201, опубликованной 06 июля 2000), Thomas и др., включенной сюда полностью посредством ссылки.
В качестве другого примера может быть предпочтительно обеспечивать дышащую способность многослойному материалу в условиях, когда барьерные свойства не являются особенно важными или нежелательны. В таких случаях или сам эластичный пленочный слой или весь эластичный многослойный материал может быть апертурирован или перфорирован для обеспечения многослойного материала, способного позволить прохождение паров или газов. Такие перфорации или отверстия могут быть выполнены с помощью способов, известных в данной области, таких как, например, щелевое выполнение отверстий или штыревое выполнение отверстий с помощью нагретых штырей или штырей с температурой окружающей среды.
Возвращаясь к Фиг.2, схематично показан другой вариант выполнения способа по изобретению, с помощью которого можно производить двухслойные или трехслойные нетканые/выдуваемые пленочные эластичные многослойные материалы, имеющие или эластичные свойства в поперечном машинном направлении, или эластичные свойства в машинном направлении, или эластичные свойства и в поперечном машинном направлении, и в машинном направлении. Вариант выполнения способа по Фиг.2, в общем, обозначенный позицией 106, очень похож на вариант выполнения, показанный на Фиг.1, за исключением того, что способ 106 может, при желании, направлять волокнистое нетканое полотно или полотна вдоль путей, отличных от Фиг.1, обеспечивая первый контакт волокнистого нетканого полотна или полотен со стороной или сторонами эластичного пленочного листа в некотором месте процесса, после того как смятый пленочный лист вышел из сплющивающего зажима 112. Однако, при желании, способ, показанный на Фиг.2, можно использовать для выполнения эластичного многослойного материала, растяжимого в поперечном машинном направлении, как описано в отношении Фиг.1. То есть одно или оба волокнистых нетканых полотна 118, 120 можно разматывать с подающих роликов 122, 124 и направлять вокруг направляющих роликов 126, 128 для ламинирования со стороной или сторонами образующегося пленочного листа в сплющивающем зажиме 112, образованном между роликами 114, 116, когда выдуваемый пленочный пузырь 110 сплющивают в сплющивающем зажиме 112.
Однако способ 106 также можно использовать для формирования эластичных многослойных материалов, растяжимых в машинном направлении. Когда предпочтительно выполнить эластичные многослойные материалы, имеющие растяжимость и восстанавливаемость в машинном направлении, первое волокнистое нетканое полотно 118 и/или второе волокнистое нетканое полотно 120 могут быть направлены мимо сплющивающего зажима 112 для ламинирования с эластичным пленочным листом во втором зажиме 160, образованном между роликами 162 и 164. Ролики 114 и 116 приводят в действие с первой скоростью, а ролики 162 и 164 приводят в действие со второй скоростью. Когда вторая скорость превышает первую скорость, сплющиваемый эластичный пленочный лист будет испытывать усилие натяжения в машинном направлении, когда он перемещается через сплющивающий зажим 112 и второй зажим 160.
Это усилие натяжения в машинном направлении будет вызывать растягивание или удлинение эластичного пленочного листа в машинном направлении. Поскольку пленочный лист является эластичным, при удалении или ослаблении натяжения пленка будет втягиваться по направлению к ее исходной длине в машинном направлении. Когда пленка втягивается или становится короче в машинном направлении, первое волокнистое нетканое полотно 118 и/или второе волокнистое нетканое полотно 129, которые соединены со стороной или сторонами эластичной пленки, будут собираться в складки или образовывать сборки. Полученный эластичный многослойный материал может растягиваться в машинном направлении до той степени, когда складки или сборки в волокнистом нетканом полотне или полотнах могут вернуться в плоское состояние и позволить эластичной пленке удлиняться. Эластичный многослойный материал 134 затем направляют вокруг направляющего ролика 136 к сматывающему ролику 138, чтобы смотать для хранения, или вместо этого его можно направлять к различным операциям преобразования или формирования продукта, без сматывания и хранения в форме рулона. Следует отметить, что если желательно производить эластичный многослойный материал, имеющий растяжимость и восстанавливаемость только в машинном направлении, нет необходимости уделять особое внимание выбору или производству полотна материала, имеющего растяжимость в поперечном машинном направлении.
Кроме того, способ, показанный на Фиг.2, можно использовать для производства эластичных многослойных материалов, имеющих свойства растяжимости и восстанавливаемости как в машинном направлении, так и в поперечном машинном направлении. Когда первое и/или второе волокнистые нетканые полотна, подаваемые к процессу, по своей природе являются растяжимыми в поперечном машинном направлении или обработаны для придания большей растяжимости в поперечном машинном направлении, полученный многослойный материал будет растягиваться в машинном направлении с помощью технологии образования складок, описанной непосредственно выше, и будет иметь растяжимость в поперечном машинном направлении благодаря растяжимости в поперечном машинном направлении нетканых полотен. Как было описано относительно Фиг.1, волокнистое нетканое полотно или полотна могут быть обеспечены в виде рулонов предварительно суженного материала или могут быть сужены в процессе с помощью вытягивания с натяжением в машинном направлении, обеспечиваемого зажимом 160, в котором ролики 162 и 164 приведены в действие с линейной скоростью, превышающей скорость, с которой нетканое полотно или полотна разматывают с подающих роликов. Также, как было описано относительно Фиг.1, способ 106 по Фиг.2, возможно, может включать зажимы 140 и 146 с возрастающим растягиванием, образованные между парными роликами 142, 144 и 148, 150 с канавками, соответственно, которые можно использовать для придания увеличивающегося растягивания в поперечном машинном направлении одному или обоим волокнистым нетканым полотнам 118 или 120. И для поточного сужения, и для поточного увеличивающегося растяжения, кроме того, также может быть желательно подавать тепло к волокнистым нетканым полотнам, чтобы ослабить полотно и способствовать сужению или увеличивающемуся растягиванию, как было описано выше.
Способ, показанный на Фиг.2, дополнительно предусматривает аппликаторы 130 и 132 для адгезива, которые можно использовать для покрытия поверхности или части поверхности первого волокнистого нетканого полотна 118 и/или второго волокнистого нетканого полотна 120 адгезивной композицией, чтобы способствовать соединительному ламинированию волокнистого полотна или полотен с эластичным пленочным листом. Как описано выше, аппликаторы 130 и 132 для адгезива могут быть любыми подходящими устройствами, которые известны в данной области, такие как, например, аппликатор для распыления расплавленного адгезива или аппликатор для щелевого нанесения адгезива. Альтернативно, волокнистое нетканое полотно или полотна могут быть ламинированы с соединением с эластичным пленочным листом при использовании нагретых роликов 162, 164 в зажиме 160 и/или при использовании дополнительного нагретого гравированного средства или средства точечного соединения, которые хорошо известны в данной области.
Как было описано выше относительно Фиг.1, когда выдуваемый пленочный пузырь 110 является достаточно охлажденным или прохладным, стороны внутренней поверхности сплющенного пленочного листа не приклеиваются друг к другу при сплющивании пузыря в образующийся пленочный лист в зажиме 112, и либо двухслойный материал двойной ширины, либо два отдельных листа двухслойного материала можно производить при одной операции прохождения многослойного материала, изначально образованного в виде трехслойного материала.
Другое преимущество способа, описанного на Фиг.2, в дополнение к растяжимости и восстанавливаемости в машинном направлении, касается дышащей способности. Если желательно обеспечить дышащий эластичный многослойный материал, и термопластичная полимерная композиция для выдуваемой пленки содержит заполненный эластичный полимер для формирования микропористой эластичной пленки, степень растягивания, обеспеченная для пленочного пузыря в процессе выдувания, может быть недостаточной, чтобы позволить предпочтительные уровни дышащей способности в готовом эластичном многослойном материале. Это может быть, в частности, так, поскольку большая часть соотношения при дутье, которое возникает в процессе выдувания, является результатом течения расплавленного полимера, а не вытягивания охлажденного (т.е. охлажденного или больше не расплавляемого) полимера. Однако в варианте выполнения, описанном выше со ссылкой на Фиг.2, в котором вторая скорость (во втором зажиме 160) превышает первую скорость (в сплющивающем зажиме 112), сплющенный эластичный пленочный лист будет испытывать действие усилия натяжения в машинном направлении при его перемещении через сплющивающий зажим 112 и второй зажим 160. Это усилие натяжения приводит к растягиванию эластичной пленки после того, как пленку по существу остудили или охладили, и может способствовать дополнительному образованию пор вокруг частиц наполнителя или увеличивать размеру пор у предварительно образованных пор, при этом повышая дышащую способность эластичного пленочного листа и полученного многослойного материала.
Хот это и не показано, без отхода от сущности и объема настоящего изобретения можно осуществлять различные дополнительные возможные стадии обработки и/или отделки, известные в данной области, такие как разрезание, обработка, выполнение отверстий, печать изображений или дальнейшее ламинирование эластичного многослойного материала в композит с другими материалами, такими как другие пленки или другие нетканые слои. Общие примеры обработок полотен материала включают электретную обработку для индукции постоянного электростатического заряда в полотне или, альтернативно, антистатические обработки или одну или более обработок для придания смачиваемости или гидрофильности полотну, содержащему гидрофобный термопластичный материал. Обработка добавками для обеспечения смачиваемости может быть включена в расплав полимера в качестве внутренней обработки или может быть добавлена местно в некотором месте после формирования волокон или полотна. Еще один пример обработки полотна включает обработку для придания отталкивающей способности, чтобы снизить поверхностную энергию жидкостей, таких как спирты, альдегиды и кетоны. Примеры таких обработок для отталкивания жидкостей включают фторуглеродные смеси, добавляемые к полотну или волокнам полотна либо местно, либо путем добавления фторуглеродных смесей внутрь к термопластичному расплаву, из которого экструдируют волокна.
В качестве другого примера дополнительной стадии обработки или отделки сам эластичный многослойный материал можно подвергать растягиванию в либо машинном направлении, либо поперечном машинном направлении, либо в обоих направлениях, например, с помощью натяжения в машинном направлении, рам для растягивания и ориентирования или роликов с канавками, для придания дополнительных степеней растяжимости или для придания большей дышащей способности, когда эластичная полимерная композиция содержит композицию с наполненной пленкой. В качестве еще одного примера может быть предпочтительно добавлять участки с управляемой температурой к вариантам выполнения способа, описанным выше, в некоторых точках способа после сплющивания пленочного пузыря и/или после ламинирования волокнистого нетканого полотна (полотен) с эластичной пленкой, для стягивания и/или теплового отжига, и/или охлаждения эластичного ламинированного материала, чтобы способствовать управлению и установке желаемого уровня стягивания в готовом эластичном многослойном материале.
В качестве другого примера альтернативного варианта выполнения нет необходимости подавать волокнистое нетканое полотно или полотна к процессу формирования эластичного многослойного материала в виде предварительно произведенных смотанных в рулон полотен. Вместо этого волокнистое нетканое полотно или полотна могут быть произведены в смежной операции фильерного производства, выдувания из расплава или кардочесания и направлены непосредственно в виде только что образованного волокнистого нетканого полотна для ламинирования в процесс производства эластичного многослойного материала. В качестве другого примера, хотя волокнистые нетканые полотна были описаны здесь как полотна, произведенные из неэластичных полимеров, это не требуется, и подходящие волокнистые нетканые полотна также можно производить с использованием одного или более эластичных полимеров и/или смесей эластичных и неэластичных полимеров.
Примеры
Пример 1
В качестве конкретного примера варианта выполнения вышеописанного способа производства эластичных многослойных материалов, трехслойный эластичный ламинат, имеющий растяжимость и восстанавливаемость в поперечном машинном направлении, может быть произведен следующим образом. Волокнистые нетканые полотна могут быть суженными полипропиленовыми полотнами фильерного производства, имеющими вес основы около 34 г/м2 в суженной конфигурации и могут подаваться в рулонах к процессу, такому как показан на Фиг.1. Волокнистые нетканые полотна могут быть полипропиленовыми неткаными полотнами фильерного производства, выполненными по существу в соответствии с учениями патента США №4,340,563, Appel и др., например, которые затем сужают путем растягивания в машинном направлении по существу в соответствии с учениями о суженных полотнах, как в патенте США №5,336,545, 5,226,992, 4,981,747 или 4,965,122, Morman и сматывают в рулоны, подлежащие разматыванию в процессе ламинирования. Волокнистые нетканые полотна могут подаваться в виде полотен фильерного производства, шириной 19 дюймов (около 48,3 сантиметров) для выполнения эластичного многослойного материала, имеющего ширину около 19 дюймов (около 48,3 сантиметров).
Эластичная пленка может выдуваться путем подачи гранулированного эластичного блок-сополимера, такого как полистирол-поли(этилен-бутилен)-полистирол или SEBS блок-сополимера, доступного от Kraton Polymers of Houston, Техас под торговым наименованием KRATON® 1657G к линии выдувания пленки. Предпочтительно такой SEBS эластичный полимер может быть смешан с одним или более полиолефинами и/или веществами, повышающими клейкость, для улучшения технологичности и/или улучшения желаемых свойств конечной формы пленки. Примерные смеси эластичных полимеров с полиолефинами и веществами, повышающими клейкость, описаны в патенте США №4,789,699, Kieffer и Wisneski, включенном сюда полностью посредством ссылки.
Примерная линия для выдувания пленки доступна от Davis-Standard, Покатук, Коннектикут и продается как линия для выдувания пленки Killion, в заданной конфигурации (экструдер полимера, кольцевая форма для пленки, диаметром 3 дюйма (7,62 сантиметра) и выдувающее устройство). Эластичная полимерная композиция или композиция смеси эластичного полимера может быть нагрета до около 200°С и экструдирована к кольцевой форме для пленки со скоростью около 175 фунтов /ч (около 79,4 кг/ч). Расплавленная композиция эластичной пленки, экструдированная из кольцевой формы, затем может выдуваться посредством подачи воздуха с температурой окружающей среды, чтобы выдувать пленочный пузырь до коэффициента выдувания около 4 перед сплющиванием пленочного пузыря. Пленочный пузырь затем может быть сплющен в сплющивающем зажиме с образованием образующегося пленочного листа, имеющего ширину около 19 дюймов (около 48,3 сантиметров) и вес основы приблизительно 30 г/см2.
Два волокнистых нетканых полотна могут быть размотаны с их подающих роликов со скоростью около 300 футов/мин (около 91,4 м/мин) и поданы в сплющивающий зажим, как когда выдуваемый пленочный пузырь входит в сплющивающий зажим, так что одно нетканое полотно сжимают с каждой стороны поверхности образующегося пленочного листа с образованием трехслойного материала. Предпочтительно, ролики, образующие сплющивающий зажим, являются нагретыми роликами, чтобы способствовать соединению волокнистых нетканых полотен с образующимся пленочным листом. Затем, ламинированный материал, эластичный в поперечном машинном направлении может быть намотан на сматывающий ролик. Образец такого многослойного материала, эластичного в поперечном машинном направлении, должен иметь возможность растягиваться в поперечном машинном направлении по меньшей мере на 133% от его ширины, а после высвобождения от растяжения с натяжением должен восстанавливаться или стягиваться по меньшей мере на около 50% величины растяжения.
Пример 2
Другой конкретный пример варианта выполнения вышеописанного способа для производства эластичных многослойных материалов, трехслойный эластичный многослойный материал, растягивающийся и восстанавливающийся как в поперечном машинном направлении, так и в машинном направлении, может быть произведен следующим образом. Композиция волокнистых нетканых полотен и эластичной пленки и выдувание эластичного пленочного пузыря могут быть такими, как описано выше относительно Примера 1, со следующими отличиями. Эти волокнистые нетканые полотна могут подаваться в виде полотен фильерного производства, шириной 16 дюймов (около 40,6 сантиметров). Также вместо соединения волокнистых нетканых полотен с образующейся пленкой в сплющивающем зажиме, одно из каждых волокнистых нетканых полотен сначала сжимают на боковой поверхности пленочного листа во втором зажиме в точке процесса после сплющивания образующегося пленочного листа из выдуваемого пленочного пузыря в сплющивающем зажиме, как показано для процесса по Фиг.2
Чтобы способствовать соединению волокнистых нетканых полотен с пленочным листом, волокнистые нетканые полотна предпочтительно могут иметь адгезив, нанесенный на одну боковую поверхность перед контактом этой поверхности с пленочным листом. Адгезив предпочтительно может быть таким, как адгезивные полимеры REXTAC®, доступные от Huntsman Polymers, Хьюстон, Техас, и нанесение такого адгезива предпочтительно можно осуществлять с помощью системы щелевого нанесения адгезива, такой как ВС-62 Porous Coat (Пористое покрытие), доступной от Nordson Corporation, Доусонвилль, Джорджия.
Для образования растяжимости в машинном направлении, ролики, подающие волокнистые нетканые полотна, и ролики второго зажима все могут приводиться в действие со скоростью около 300 футов/минуту (около 91,4 м/мин), при этом ролики сплющивающего зажима приводят в действие со скоростью около 225 футов в минуту (около 86,6 м/мин) или ниже. При приведении в действие сплющивающего зажима с величиной линейной скорости ниже, чем у второго зажима, эластичный пленочный лист будет вытягиваться в машинном направлении в то время, как волокнистые нетканые полотна соединяются с ним во втором зажиме. Также предполагают, что эластичный пленочный лист будет сужаться (становится более узким в поперечном машинном направлении) в процессе растяжения в машинном направлении, например, путем сужения от около 19 дюймов (около 48,3 сантиметров) по ширине до около 16 дюймов (около 40,6 сантиметров).
После того как трехслойный эластичный материал выходит из второго зажима, его можно направлять к сматывающему ролику, чтобы смотать для хранения. Предпочтительно, скорость сматывания сматывающего ролика может быть ниже скорости второго зажима, например, около 225 футов/мин (около 68,6 м/мин), чтобы позволить эластичной пленке стягиваться в машинном направлении собирать в складки волокнистые нетканые полотна. Образец такого многослойного материала, эластичного в поперечном машинном направлении и в машинном направлении, должен иметь возможность растягиваться в машинном направлении и поперечном машинном направлении, или в обоих направлениях на по меньшей мере 133% от его длины или ширины, а после высвобождения натяжения с растяжением должен восстанавливаться или стягиваться на по меньшей мере 50% от величины растяжения.
Эластичные многослойные материалы, образованные с помощью вариантов выполнения способа, описанных здесь, подходят для использования в продуктах медицинского ухода, изделий для защиты одежды, похоронных и ветеринарных изделий и изделий личной гигиены. Примеры таких изделий включают изделия для медицинского ухода и медицинской помощи, такие как хирургические простыни, медицинские халаты и бинты, изделия защитной рабочей одежды, такие как комбинезоны, рабочие куртки, и впитывающие гигиенические изделия для младенцев, детей и взрослых, такие как подгузники, трусы для приучения к туалету, изделия для страдающих недержанием и подушечки, гигиенические прокладки, салфетки и т.п., но не ограничиваются ими.
Способ является многофункциональным и в вариантах выполнения может формировать эластичные многослойные материалы, имеющие свойства растяжимости и восстановления в поперечном машинном направлении, машинном направлении или в обоих, и машинном, и поперечном машинном направлениях. Также поскольку коэффициентом выдувания можно управлять для производства ширины эластичной пленки, полностью соответствующей ширине имеющегося волокнистого нетканого полотна или полотен, подлежащих ламинированию, и/или полностью соответствующей желаемой ширине эластичного ламинированного материала, используемого в готовом продукте, отходы в виде обрезков краев компонентов многослойного материала и/или обрезков самого многослойного материала значительно снижаются. Кроме того, способ, описанный здесь, является предпочтительным, поскольку требует очень незначительного контакта обрабатывающего оборудования с образованным эластичным пленочным листом, и, таким образом, сводя к минимуму обработку пленочного листа, поскольку пленочный лист ламинируют с одним или более волокнистых нетканых полотен, как только он формируется, или вскоре после его формирования.
Хотя различные патенты были включены сюда посредством ссылки, в некоторой степени существует несоответствие между включенным материалом и материалами настоящего описания, следует руководствоваться материалами настоящего описания. Кроме того, хотя изобретение было описано более подробно со ссылкой на конкретные варианты его выполнения, специалисту в данном области будет очевидно, что различные альтернативы, модификации и другие изменения изобретения могут быть сделаны без отхода от сущности и объема настоящего изобретения. Поэтому прилагаемая формула изобретения охватывает все такие модификации, альтернативы и другие изменения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТЯЖИМЫЙ ЛАМИНАТ С УЛУЧШЕННЫМИ СВОЙСТВАМИ РАСТЯЖЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2325283C2 |
| РАСТЯЖИМЫЕ И ПРОНИЦАЕМЫЕ НЕТКАНЫЕ ЗАЩИТНЫЕ ПЕРЧАТКИ | 2006 |
|
RU2407410C2 |
| СООТВЕТСТВУЮЩИЕ КОМПОНЕНТЫ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ ДЛЯ ЕДИНООБРАЗНОГО ВНЕШНЕГО ВИДА | 2010 |
|
RU2571806C2 |
| СТАБИЛЬНОЕ ДЫШАЩЕЕ ЭЛАСТИЧНОЕ ИЗДЕЛИЕ | 1998 |
|
RU2201257C2 |
| ПОДЛОЖКИ, ИМЕЮЩИЕ УЛУЧШЕННЫЕ АДГЕЗИЮ ЧЕРНИЛ И УСТОЙЧИВОСТЬ ОКРАСКИ К ВОЗДЕЙСТВИЮ МАСЛА | 2008 |
|
RU2466230C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, ЭЛАСТИЧНЫЙ В ОДНОМ НАПРАВЛЕНИИ И РАСТЯЖИМЫЙ В ДРУГОМ НАПРАВЛЕНИИ | 2001 |
|
RU2270758C2 |
| НЕТКАНЫЙ КОМПОЗИТНЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ ПЕРФОРИРОВАННУЮ ЭЛАСТИЧНУЮ ПЛЕНКУ | 2007 |
|
RU2439223C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ МНОГОСЛОЙНЫЙ МАТЕРИАЛ С НИЗКИМ КОЭФФИЦИЕНТОМ ПУАССОНА | 2007 |
|
RU2435557C2 |
| КОМПОНЕНТЫ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ С ПЕЧАТНЫМ ИЗОБРАЖЕНИЕМ ДЛЯ ЕДИНООБРАЗНОГО ВНЕШНЕГО ВИДА | 2010 |
|
RU2529109C2 |
| ВПИТЫВАЮЩИЕ ПРЕДМЕТЫ ОДЕЖДЫ С УЛУЧШЕННОЙ ПОСАДКОЙ В ПЕРЕДНЕЙ НОЖНОЙ ОБЛАСТИ | 2009 |
|
RU2497493C2 |

Заявленная группа изобретений относится к способу формирования эластичных пленочных нетканых многослойных материалов и к эластичным многослойным материалам, сформированным с помощью указанного способа. Техническим результатом заявленной группы изобретений является создание более дешевого поточного способа производства эластичных нетканых слоистых материалов совместно с производством эластичного пленочного материала, с помощью которого можно производить множество эластичных слоистых материалов. Технический результат достигается в способе формирования эластичных пленочных нетканых многослойных материалов. Способ предусматривает экструдирование термопластичной полимерной композиции, содержащей эластичный полимер. Затем выдувание экструдированной термопластичной полимерной композиции с образованием выдуваемого пленочного пузыря. Потом направление пузыря к первому зажиму, образованному между парой роликов, для сплющивания пузыря в образующийся пленочный лист. Обеспечение по меньшей мере первого волокнистого нетканого полотна. Направление по меньшей мере первого волокнистого нетканого полотна к зажиму для контактирования со стороной образующегося пленочного листа с образованием многослойного материала, содержащего пленочный лист и по меньшей мере первое волокнистое нетканое полотно. 4 н. и 15 з.п. ф-лы, 2 ил.
1. Способ формирования эластичных пленочных нетканых многослойных материалов, предусматривающий: экструдирование термопластичной полимерной композиции, содержащей эластичный полимер; выдувание указанной экструдированной термопластичной полимерной композиции с образованием выдуваемого пленочного пузыря; направление указанного пузыря к первому зажиму, образованному между парой роликов, для сплющивания указанного пузыря в образующийся пленочный лист; обеспечение по меньшей мере первого волокнистого нетканого полотна; и направление указанного по меньшей мере первого волокнистого нетканого полотна к указанному зажиму для контактирования со стороной указанного образующегося пленочного листа с образованием многослойного материала, содержащего указанный пленочный лист и указанное по меньшей мере первое волокнистое нетканое полотно.
2. Способ формирования эластичных пленочных нетканых многослойных материалов, предусматривающий: экструдирование термопластичной полимерной композиции, содержащей эластичный полимер; выдувание указанной экструдированной термопластичной полимерной композиции с образованием выдуваемого пленочного пузыря; направление указанного пузыря к первому зажиму, образованному между первой парой роликов, для сплющивания указанного пузыря в пленочный лист, причем указанная первая пара роликов вращается с первой скоростью; направление указанного пленочного листа ко второму зажиму, образованному между второй парой роликов, вращающихся со второй скоростью; обеспечение по меньшей мере первого волокнистого нетканого полотна; направление указанного по меньшей мере первого волокнистого нетканого полотна к одному из указанного первого зажима или указанного второго зажима для контактирования со стороной указанного пленочного листа, с образованием многослойного материала, содержащего указанный пленочный лист и указанное по меньшей мере первое волокнистое нетканое полотно.
3. Способ по п.1, дополнительно предусматривающий обеспечение второго волокнистого нетканого полотна и направление указанного второго волокнистого нетканого полотна для контактирования со стороной указанного пленочного листа, противоположного стороне, котактирующей с указанным первым волокнистым нетканым полотном, с образованием многослойного материала, содержащего указанный пленочный лист, имеющий по меньшей мере одно волокнистое нетканое полотно на каждой стороне.
4. Способ по п.1, в котором указанный первый зажим работает с линейной скоростью, превышающей линейную скорость, с которой обеспечивают указанное по меньшей мере одно волокнистое нетканое полотно.
5. Способ по п.1, в котором указанный пленочный лист находится в по меньшей мере частично расплавленном состоянии, когда указанный пленочный лист контактирует с указанным первым волокнистым нетканым полотном.
6. Способ по п.3, в котором указанный пленочный лист находится в по меньшей мере частично расплавленном состоянии, когда указанный пленочный лист контактирует с указанным первым и указанным вторым волокнистыми неткаными полотнами.
7. Способ по п.2, в котором указанный пленочный лист контактирует с указанным первым волокнистым нетканым полотном в указанном втором зажиме, кроме того, указанная вторая скорость превышает указанную первую скорость.
8. Способ по п.1, дополнительно предусматривающий стадию нанесения адгезива на указанное по меньшей мере первое волокнистое нетканое полотно перед контактированием указанного пленочного листа с указанным по меньшей мере первым волокнистым нетканым полотном.
9. Способ по п.2, дополнительно предусматривающий стадии обеспечения по меньшей мере одной пары роликов с канавками и увеличивающегося растягивания указанного по меньшей мере первого волокнистого нетканого полотна перед контактированием указанного пленочного листа с указанным по меньшей мере волокнистым нетканым полотном.
10. Способ по п.9, дополнительно предусматривающий стадии обеспечения по меньшей мере двух пар роликов с канавками и увеличивающегося растягивания указанного первого и второго волокнистых нетканых полотен перед контактированием указанного пленочного листа с указанным первым и вторым волокнистыми неткаными полотнами.
11. Способ по п.1, в котором указанное по меньшей мере первое волокнистое нетканое полотно обеспечивают в суженном состоянии.
12. Способ по п.3, в котором указанные первое и второе волокнистые нетканые полотна обеспечивают в суженном состоянии.
13. Способ по п.1, дополнительно предусматривающий стадии обеспечения дополнительного зажима и соединения указанного многослойного материала в указанном дополнительном зажиме, причем указанное соединение выбрано из группы термического соединения и ультразвукового соединения.
14. Эластичный многослойный материал, сформированный с помощью способа по п.1.
15. Эластичный многослойный материал по п.14, в котором указанный эластичный многослойный материал является эластичным в машинном направлении и в поперечном машинном направлении.
16. Эластичный многослойный материал по п.14, в котором указанный эластичный многослойный материал является дышащим.
17. Эластичный многослойный материал, сформированный с помощью способа по п.3.
18. Эластичнй многослойный материал по п.17, в котором указанный эластичный многослойный материал является эластичным в машинном направлении и поперечном машинном направлении.
19. Эластичный многослойный материал по п.17, в котором указанный эластичный многослойный материал является дышащим.
| WO 9854389 А1, 03.12.1998 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТКАНЕПОДОБНОГО МИКРОПОРИСТОГО СЛОИСТОГО МАТЕРИАЛА ИЗ НЕТКАНОГО ВОЛОКНИСТОГО ПОЛОТНА И ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ, ОБЛАДАЮЩЕГО ПРОНИЦАЕМОСТЬЮ ДЛЯ ВОЗДУХА И ПАРОВ ВЛАГИ И НЕ ПРОПУСКАЮЩЕГО ЖИДКОСТЬ | 1997 |
|
RU2161560C2 |
| US 5914184 А1, 22.06.1999 | |||
| RU 95118172 А, 27.09.1997 | |||
| RU 96102567 А, 20.05.1998 | |||
| WO 9729909 A1, 21.08.1997. | |||

