УРОВЕНЬ ТЕХНИКИ
Настоящее изобретение, в общем, касается одноразового нижнего белья и, в частности, нижнего белья, включающего один или более компонентов, имеющих нарушения непрерывности, такие как щель или вырез, и способов их изготовления.
Одноразовому нижнему белью может быть придано множество разных форм. Например, одноразовым впитывающим изделиям может быть придана форма типа трусов, натягивающихся изделий или изделия типа подгузника, который протягивается между ног и закрепляется на талии с помощью различных систем застегивания. Обычно нижнее белье включает основной элемент для тела, который закрепляется на теле пользователя. В некоторых вариантах осуществления одноразовое изделие включает переднюю и заднюю обращенную к телу панель, соединенную со впитывающей вставкой. Впитывающая вставка часто прикреплена к обращенной к телу поверхности обращенных к телу панелей или расположена между обращенной к телу панелью и наружным покрытием, причем обращенные к телу панели и/или наружное покрытие ограничивают способность впитывающей вставки расширяться в направлении от тела пользователя.
Часто один или более компонентов основного элемента для тела, такие как наружное покрытие, изготовлены из одного куска материала, в котором вырезаны отверстия для ног, например, путем вырубания. Материал, вырезанный при формировании отверстий для ног, площадь которого может составлять до 20-30% от общей площади наружного покрытия, обычно представляет собой отходы, которые необходимо удалять или перерабатывать. Кроме того, размер отверстий для ног, формируемых в обычном цельном наружном покрытии путем вырубания штампом, обычно является фиксированным. Поэтому такая процедура может быть дорогостоящей и трудоемкой и делает производственную линию менее универсальной, поскольку для изготовления изделий разных размеров необходимо заменять штампы и вносить изменения в технологию.
Для решения проблемы, связанной с образованием отходов, некоторые изделия изготовлены из передней и задней секций, сформированных из одного полотна, которые разделены на связанные друг с другом половины, как это описано, например, в патенте США US №5858151 и Заявке на патент Японии 03-176053 А. Однако полотна в патенте США US №5858151 имеют перекрывающиеся участки ластовицы, которые непосредственно прикреплены друг к другу. Соответственно, затруднительно менять общий размер изделия, чтобы оно подходило пользователям разного размера, и диапазон размеров ограничивается степенью перекрывания участков.
Основной элемент подгузника, описанного в Заявке на патент Японии 03-176053 А, требует, чтобы два полотна были смещены в машинном направлении, а затем основные элементы подгузника размещались над противолежащими выемками, сформированными в передней и задней поясных полосах. Однако основной элемент подгузника прикрепляется к обращенной к телу поверхности поясных полос. Сами по себе поясные полосы могут ограничить способность основного элемента подгузника расширяться в направлении от тела пользователя.
Кроме того, некоторые типы одноразового нижнего белья изготовлены из одного или более эластичных материалов, ламинированных на неэластичный материал. В некоторых типах изделий в одном из слоев, например в неэластичном материале, обеспечены прорези, чтобы позволить расширение слоистого материала, но прорезь не обеспечивает нарушения непрерывности по всей толщине слоистого материала или слоя эластичного материала. В другом типе нижнего белья в эластичном материале, таком как верхний слой, продолжающийся по всей длине изделия, обеспечены прорези, которые раскрываются, чтобы через них могли проходить экссудаты.
КРАТКОЕ СОДЕРЖАНИЕ ИЗОБРЕТЕНИЯ
Вкратце, в одном объекте способ изготовления нижнего белья предусматривает перемещение полотна материала обращенной к телу панели в продольном машинном направлении, формирование прорези в полотне, разрезание полотна материала обращенной к телу панели вдоль продольного машинного направления и тем самым формирование полотна задней обращенной к телу панели и полотна передней обращенной к телу панели и присоединение ластовицы к полотнам задней и передней обращенных к телу панелей. При присоединении к полотнам задней и передней обращенных к телу панелей ластовица закрывает прорезь.
В другом объекте способ изготовления одноразового нижнего белья предусматривает перемещение полотна материала обращенной к телу панели в продольном машинном направлении, формирование прорези в полотне в поперечном машинном направлении и присоединение ластовицы к полотну. Ластовица продолжается в поперечном машинном направлении и закрывает прорезь.
В еще одном объекте одноразовое нижнее белье включает переднюю обращенную к телу панель, имеющую обращенную к телу поверхность и обращенную к одежде поверхность, пару противоположных, разнесенных по бокам первых боковых краев, первый поясной край и первый край ластовицы, продольно разнесенный от первого поясного края. Нижнее белье также включает заднюю обращенную к телу панель, имеющую обращенную к телу поверхность и обращенную к одежде поверхность, пару противоположных, разнесенных по бокам вторых боковых краев, второй поясной край и второй край ластовицы, продольно разнесенный от второго поясного края. Первый и второй края ластовицы продольно разнесены друг от друга. По меньшей мере одна из передней и задней обращенных к телу панелей имеет вырез, сформированный в них смежно соответственно по меньшей мере одному из первого и второго краев ластовицы. Ластовица соединена с обращенными к одежде поверхностями передней и задней обращенных к телу панелей и закрывает вырез. Наружное покрытие имеет длину меньше, чем длина нижнего белья при ее измерении между соответствующими первым и вторым поясными краями. Наружное покрытие прикреплено к обращенной к одежде поверхности по меньшей мере одной из передней и задней обращенных к телу панелей, имеющих вырез, и закрывает присоединенный к ним участок ластовицы.
В еще одном объекте одноразовое нижнее белье включает переднюю обращенную к телу панель, которая имеет пару противоположных разнесенных по бокам первых боковых краев, первый поясной край и первый край ластовицы, продольно разнесенный от первого поясного края. Задняя обращенная к телу панель имеет пару противоположных, разнесенных по бокам вторых боковых краев, второй поясной край и второй край ластовицы, продольно разнесенный от второго поясного края. Первый и второй края ластовицы продольно разнесены друг от друга и по меньшей мере один из первого и второго краев ластовицы имеет по меньшей мере одну продольно продолжающуюся прорезь, образованную в нем. Ластовица соединена с обращенными к одежде поверхностями передней и задней обращенных к телу панелей и закрывает по меньшей мере одну прорезь.
Различные объекты обеспечивают значительные преимущества по сравнению с другими одноразовым нижним бельем и способами. Например, и без ограничений вырез, образованный в передней и задней обращенных к телу панелях, обеспечивает доступ к ластовице, присоединенной к обращенной к одежде стороне обращенных к телу панелей, например, чтобы позволить прохождение экссудатов в ластовицу. Напротив, если ластовица присоединена к обращенной к телу поверхности обращенных к телу панелей, вырез позволяет ластовице расширяться в направлении от тела пользователя, например, при поступлении жидкости.
Прорезь, образованная в передней или задней обращенной к телу панели или в них обеих, также обеспечивает значительные преимущества. В частности, прорезь снижает усилие, необходимое для удлинения обращенных к телу панелей при надевании изделия на пользователя. Кроме того, при раскрывании прорезь обеспечивает доступ к ластовице, присоединенной к обращенной к одежде поверхности обращенной к телу панели или позволяет ластовице расширяться в направлении от тела пользователя, если она присоединена к обращенной к телу поверхности обращенной к телу панели.
Приведенные выше параграфы представлены в качестве общего введения и не предназначены для ограничения объема приведенной ниже формулы изобретения. Предпочтительные в настоящее время варианты осуществления наряду с другими преимуществами будут лучше поняты с помощью приведенного ниже подробного описания, рассматриваемого совместно с прилагаемыми чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - схематичный вид сверху, иллюстрирующий способ изготовления впитывающего изделия.
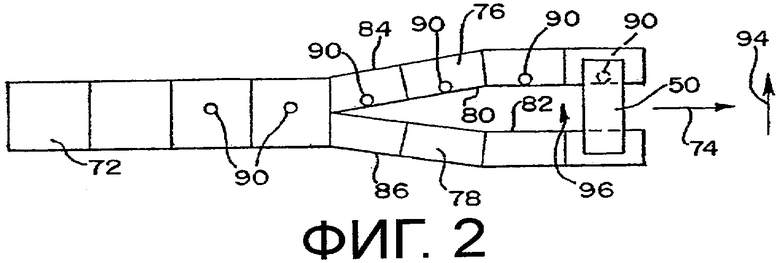
Фиг.2 - схематичный вид сверху, иллюстрирующий альтернативный способ изготовления впитывающего изделия.
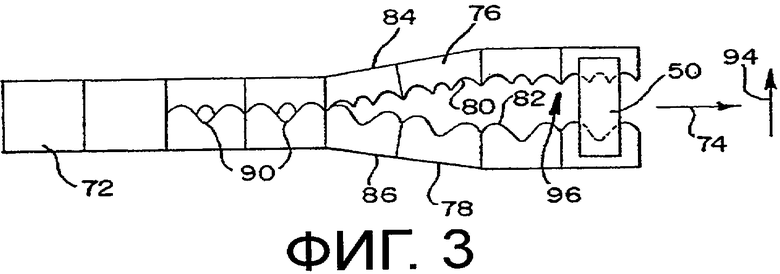
Фиг.3 - схематичный вид сверху, иллюстрирующий альтернативный способ изготовления впитывающего изделия.
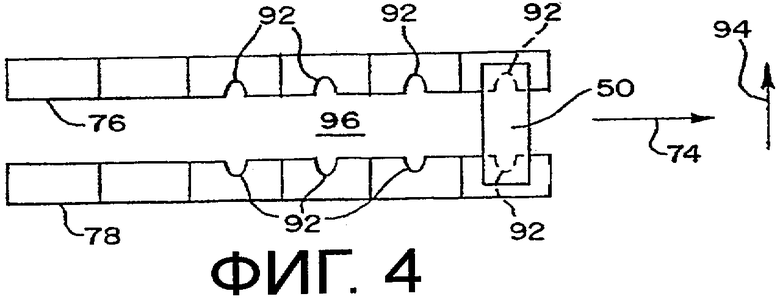
Фиг.4 - схематичный вид сверху, иллюстрирующий альтернативный способ изготовления впитывающего изделия.
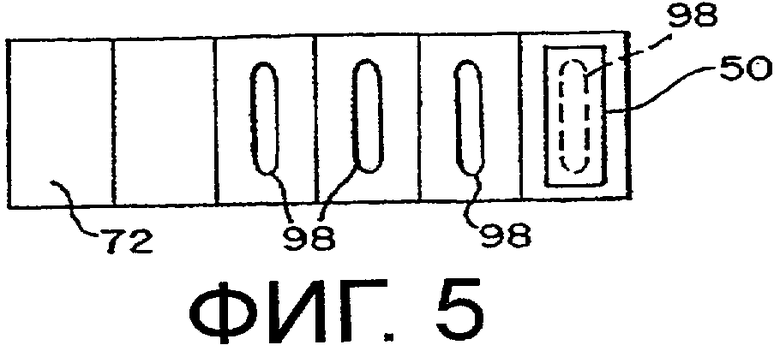
Фиг.5 - схематичный вид сверху, иллюстрирующий альтернативный способ изготовления впитывающего изделия.
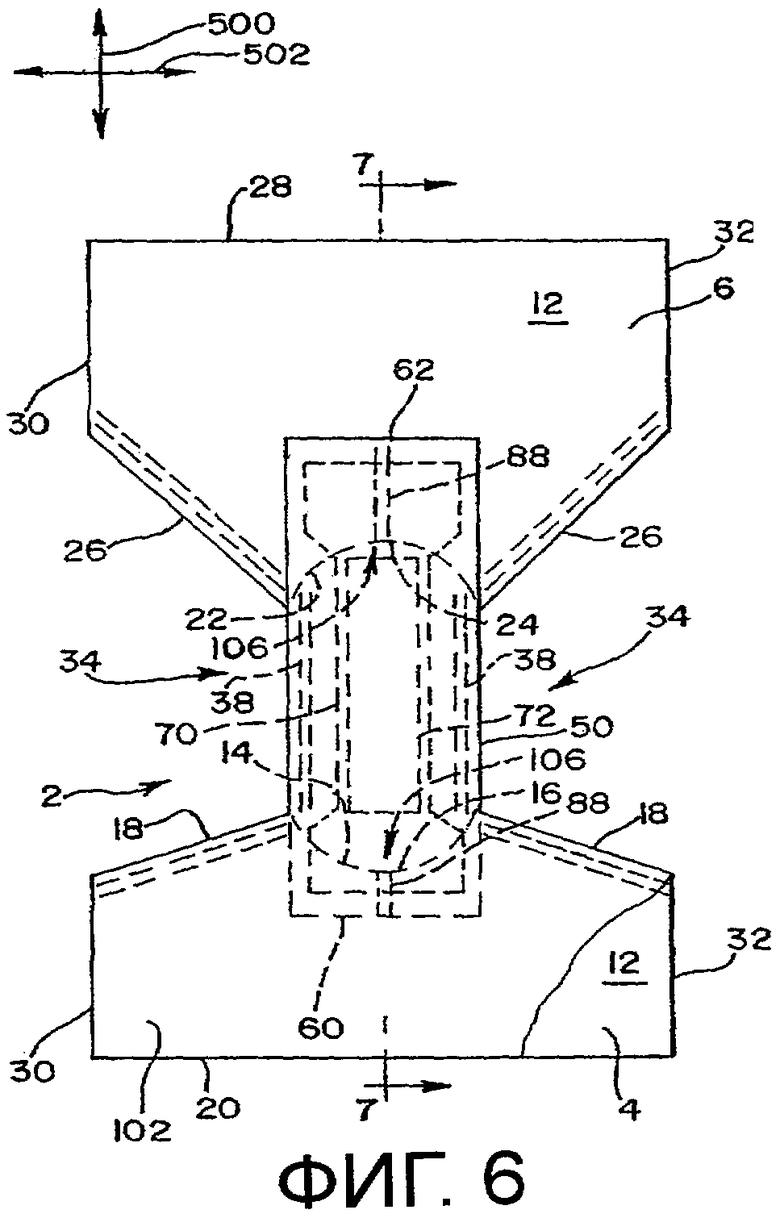
Фиг.6 - вид сверху со стороны тела одноразового впитывающего изделия в раскрытом состоянии с частичным вырезом передней обращенной к телу панели.
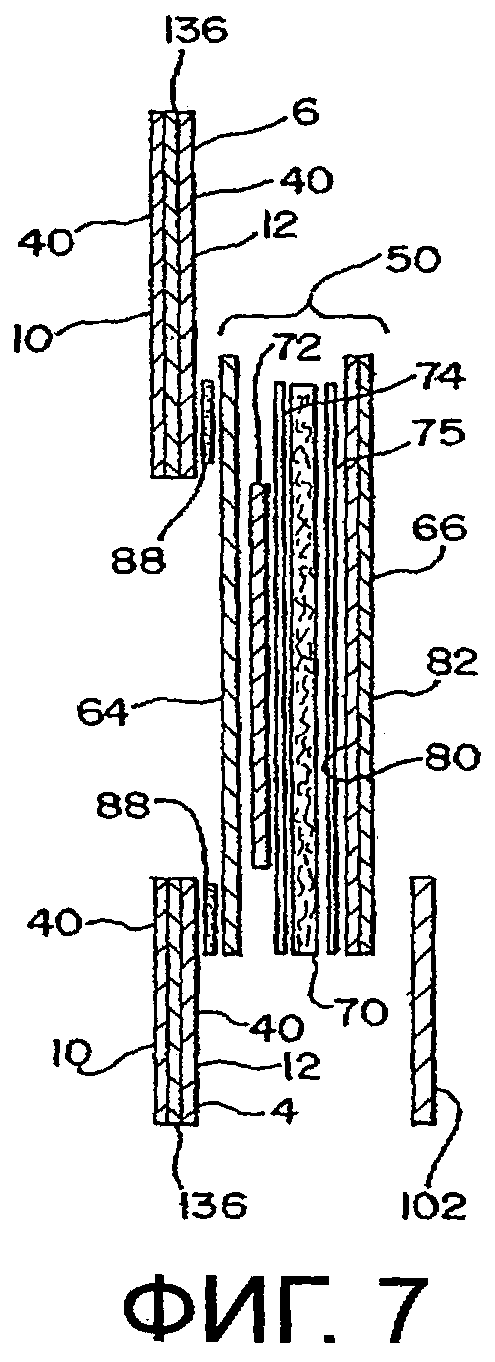
Фиг.7 - вид в сечении одноразового впитывающего изделия вдоль 7-7 по фиг.6.
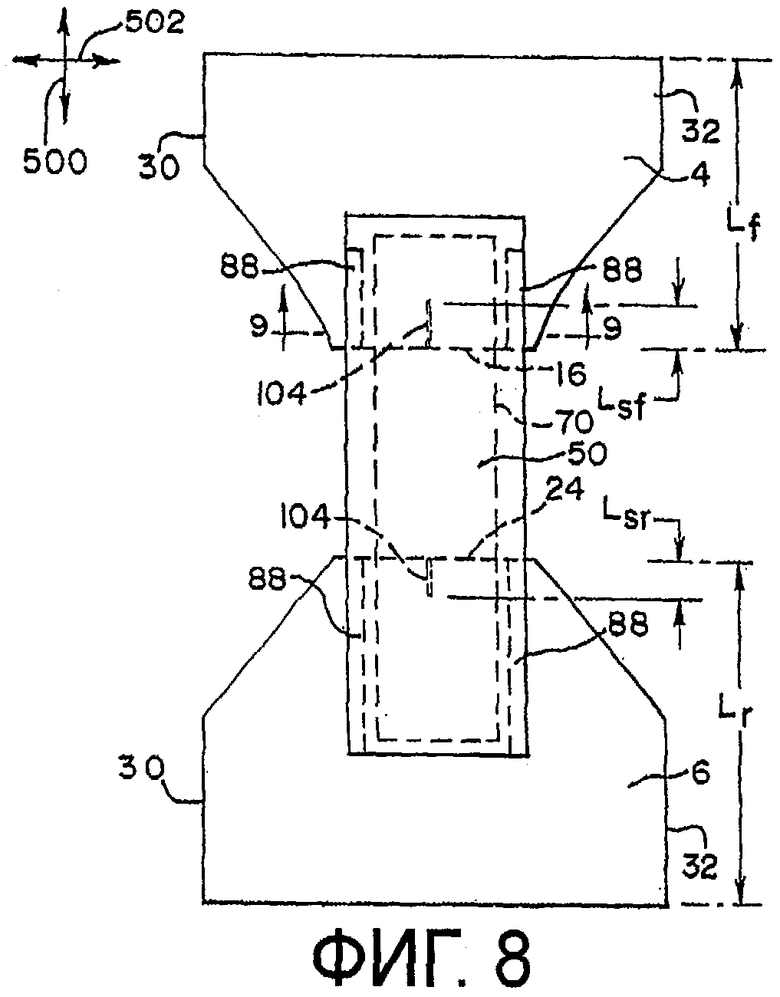
Фиг.8 - вид сверху со стороны тела альтернативного варианта выполнения одноразового изделия в раскрытом состоянии.
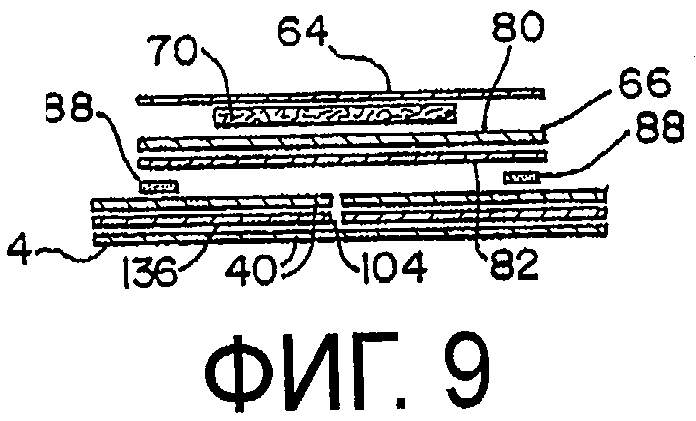
Фиг.9 - вид в сечении одноразового впитывающего изделия вдоль 9-9 по фиг.8.
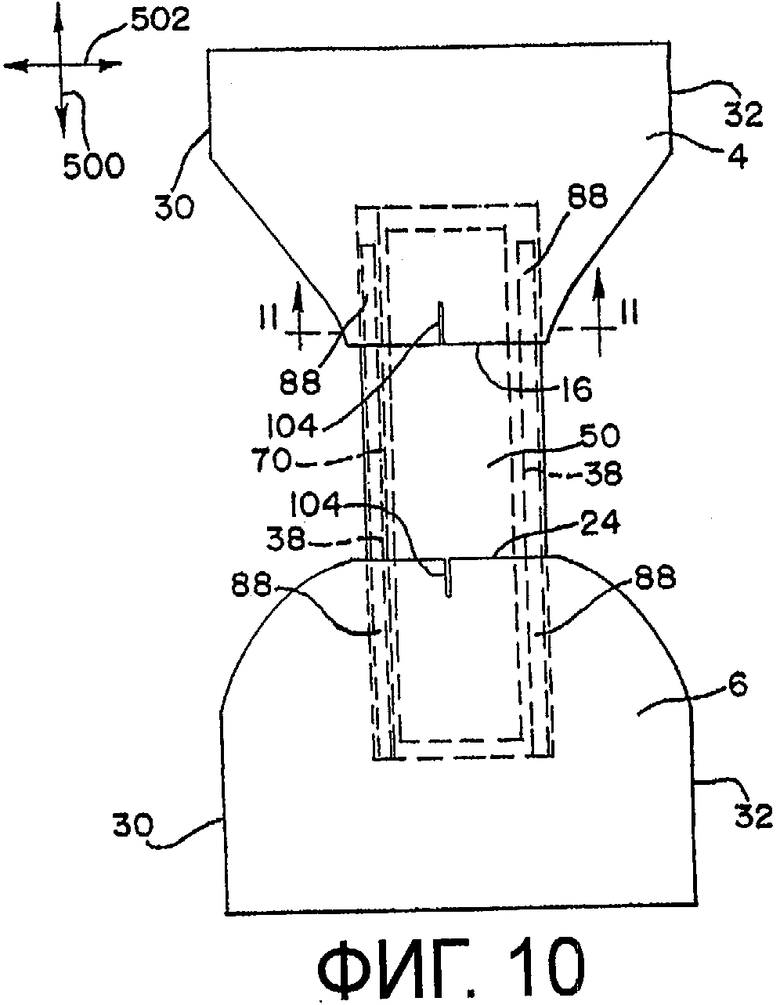
Фиг.10 - вид сверху обращенной к одежде панели альтернативного варианта выполнения одноразового изделия нижнего белья в раскрытом состоянии.
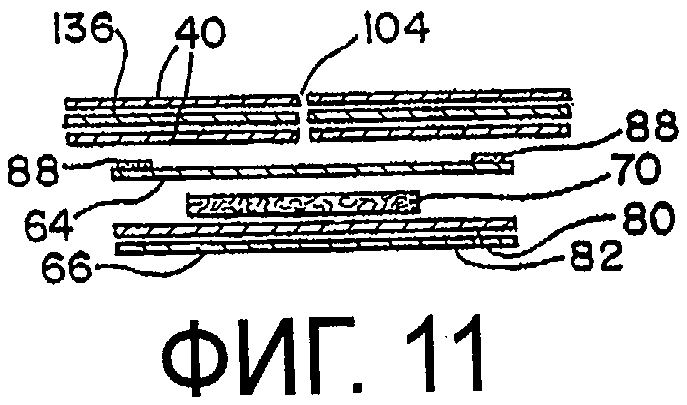
Фиг.11 - вид в сечении одноразового изделия вдоль 11-11 фиг.10.
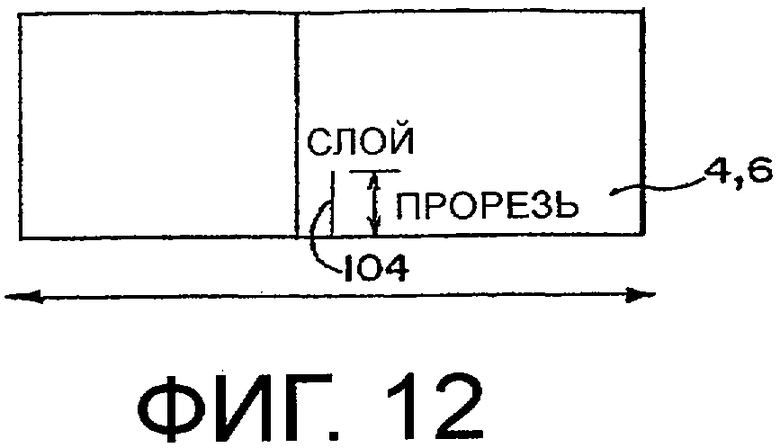
Фиг.12 - вид сверху участка полотна обращенной к телу панели в нерастянутом состоянии с образованной в ней прорезью.
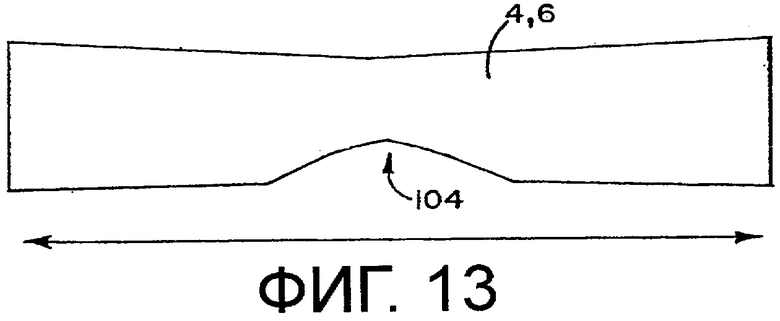
Фиг.13 - вид сверху участка полотна обращенной к телу панели по фиг.12 в растянутом состоянии.
Фиг.14 - схематичное графическое представление усилия, необходимого для удлинения обращенной к телу панели, в зависимости от выраженного в процентах ее удлинения для различных конфигураций обращенной к телу панели.
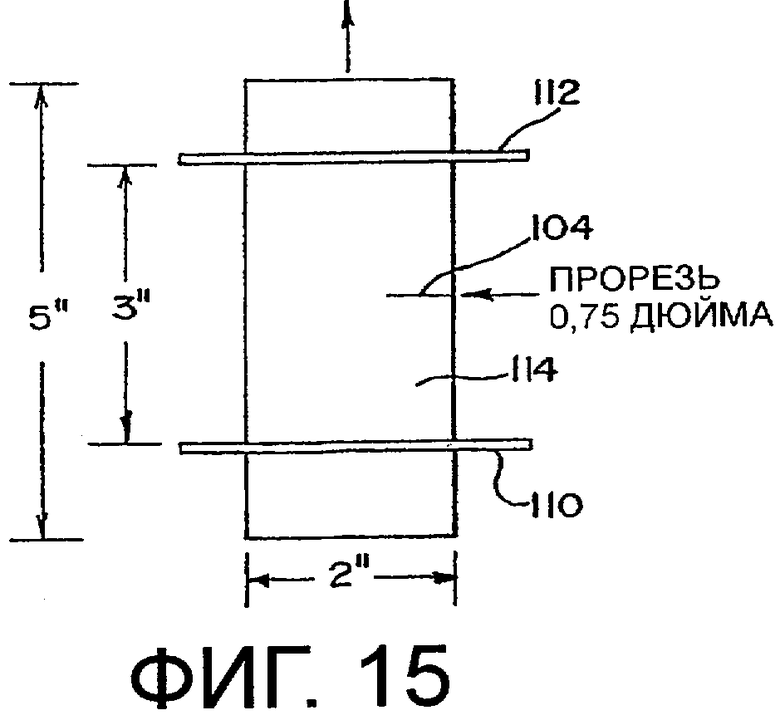
Фиг.15 - схематичное представление исследуемого образца и методики изучения зависимости нагрузки от выраженной в % деформации.
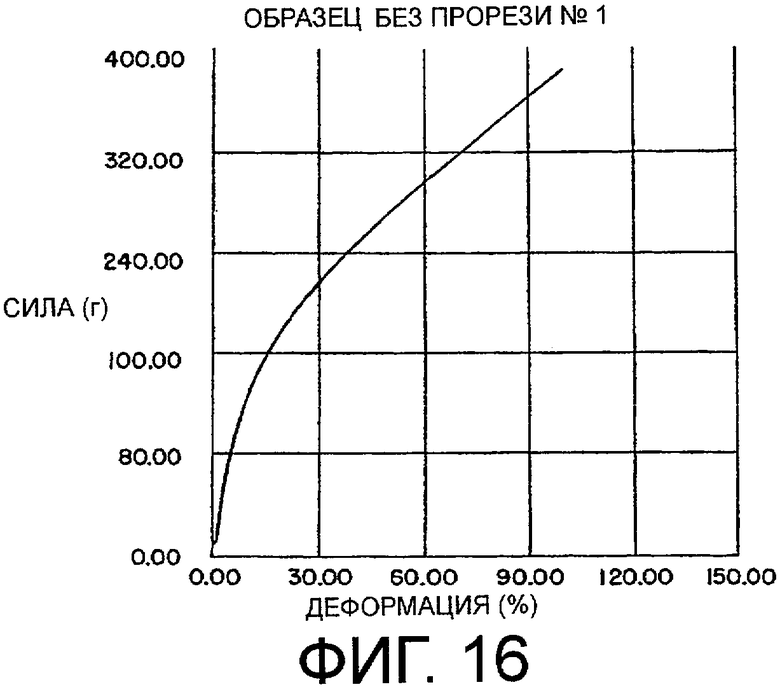
Фиг.16 - график зависимости нагрузки от выраженной в % деформации для первого исследуемого образца без прорези.
Фиг.17 - график зависимости нагрузки от выраженной в % деформации для второго исследуемого образца без прорези.
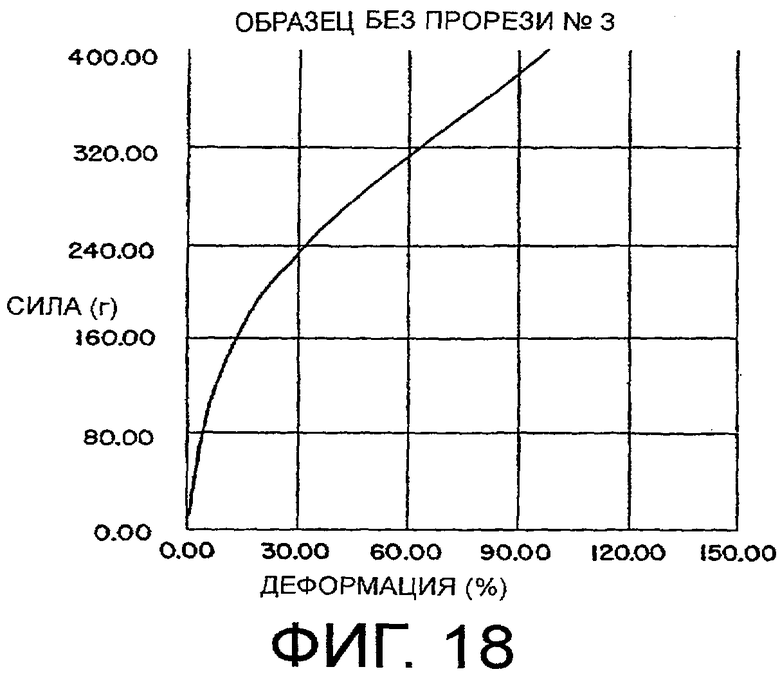
Фиг.18 - график зависимости нагрузки от выраженной в % деформации для третьего исследуемого образца без прорези.
Фиг.19 - график зависимости нагрузки от выраженной в % деформации для четвертого исследуемого образца без прорези.
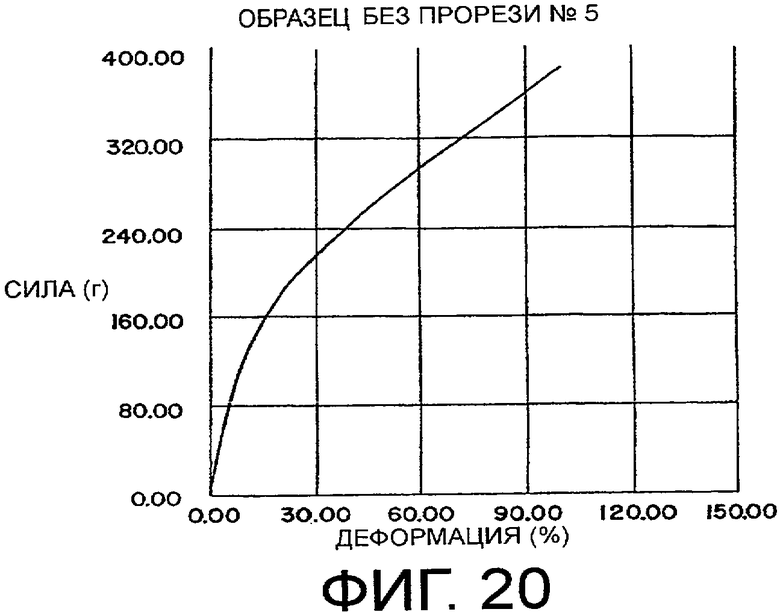
Фиг.20 - график зависимости нагрузки от выраженной в % деформации для пятого исследуемого образца без прорези.
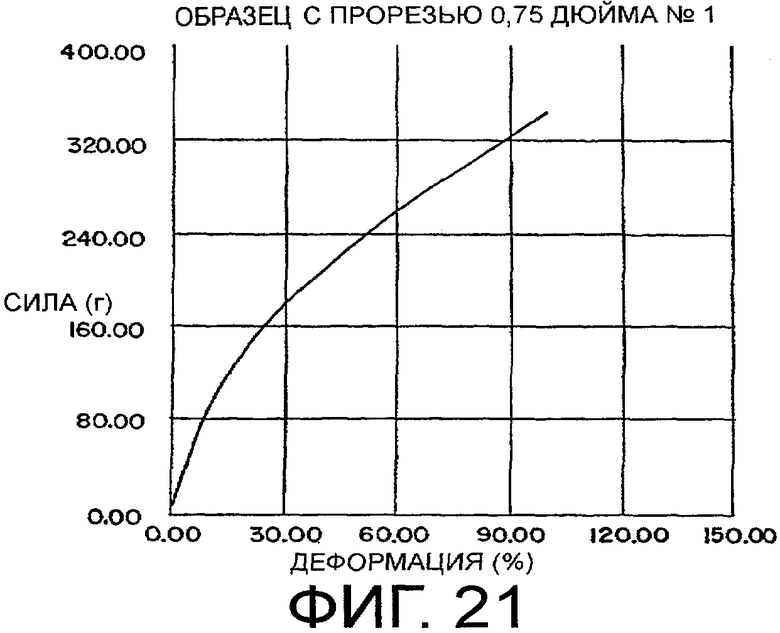
Фиг.21 - график зависимости нагрузки от выраженной в % деформации для первого исследуемого образца с прорезью.
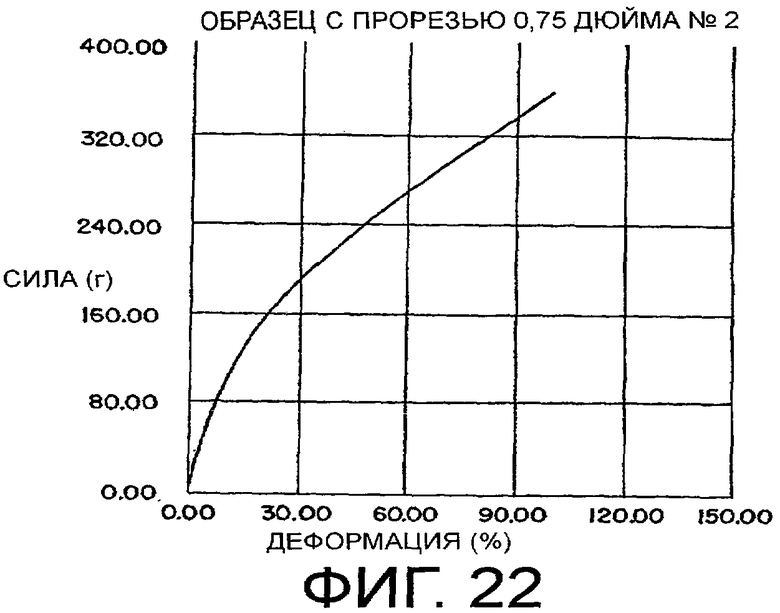
Фиг.22 - график зависимости нагрузки от выраженной в % деформации для второго исследуемого образца с прорезью.
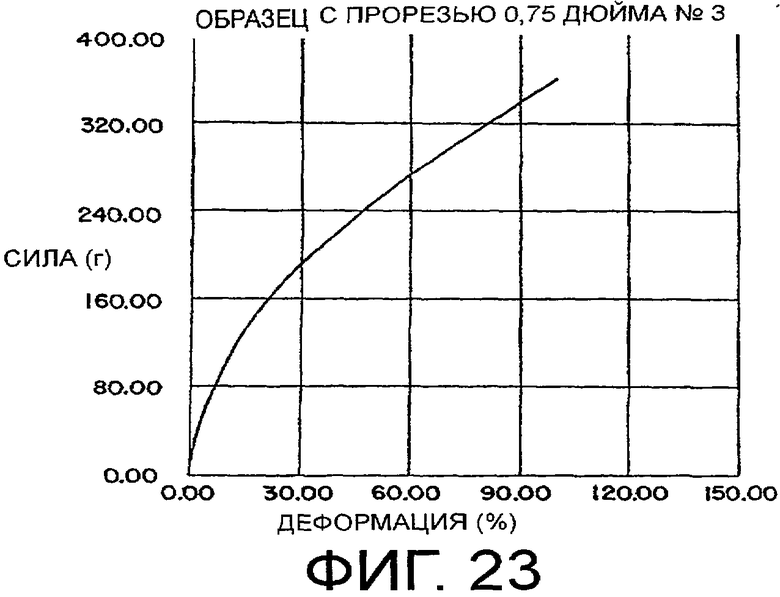
Фиг.23 - график зависимости нагрузки от выраженной в % деформации для третьего исследуемого образца с прорезью.
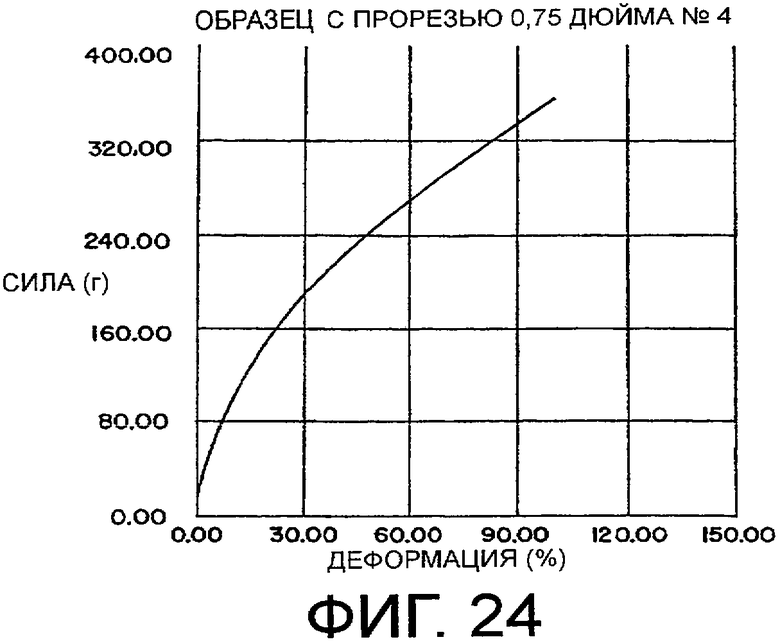
Фиг.24 - график зависимости нагрузки от выраженной в % деформации для четвертого исследуемого образца с прорезью.
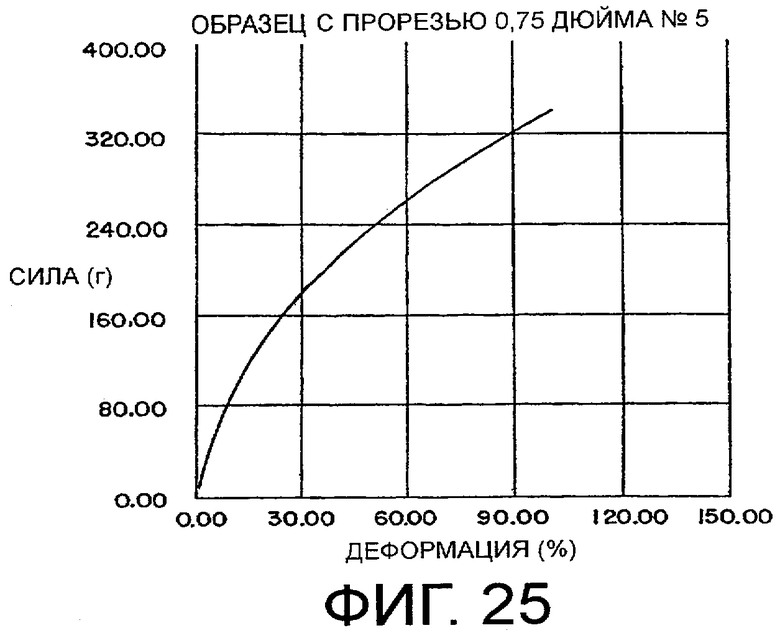
Фиг.25 - график зависимости нагрузки от выраженной в % деформации для пятого исследуемого образца с прорезью.
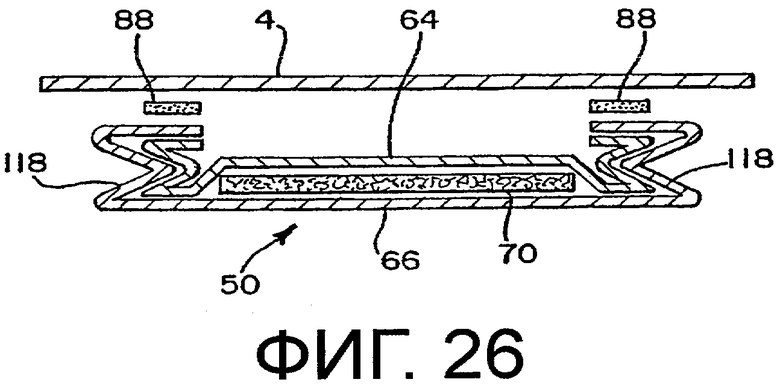
Фиг.26 - вид в сечении альтернативного варианта выполнения ластовицы, прикрепленной к обращенной к телу панели.
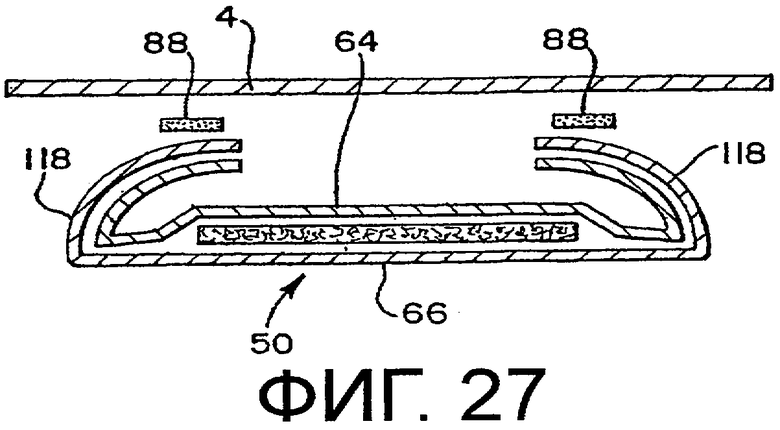
Фиг.27 - вид в сечении альтернативного варианта выполнения ластовицы, присоединенной к обращенной к телу панели.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ В НАСТОЯЩЕЕ ВРЕМЯ ВАРИАНТОВ ВЫПОЛНЕНИЯ
Следует понимать, что при использовании в настоящем изобретении термин "продольный" означает длину или направление по длине 500 или относится к ним. При использовании в настоящем изобретении термин "латерально" ("по бокам") означает расположенный, направленный или продолжающийся в направлении от одной боковой стороны к другой. Термин "первое направление" обычно относится к пути, линии или направлению, а не к вектору, и включает противоположные ориентации вдоль пути, линии или направления и в равной степени относится к ним, включая, например, перемещение вдоль пути, линии или направления в обоих направлениях (как это указано двунаправленными стрелками, относящимися к продольному и боковому направлениям 500, 502 на фиг.6, 8 и 10), но не ограничивается ими. Аналогичным образом, термин "второе направление" обычно относится к пути, линии или направлению, а не к вектору (без зависимости от ориентации), и включает, например, перемещение вдоль пути, линии или направления в обоих направлениях, но не ограничивается ими. В одном примере первое направление определяется одним из продольных или боковых направлений или относится к ним, а второе направление относится к другому продольному или боковому направлению.
Термин "обращенная к телу сторона" следует интерпретировать не как означающую, что она находится в соприкосновении с телом пользователя, а просто как сторону, которая направлена к телу пользователя, независимо от того, надел ли пользователь в действительности нижнее белье, и независимо от того, находятся ли или могут ли находиться промежуточные слои между компонентом и телом пользователя. Аналогичным образом, термин "обращенная к одежде сторона" следует интерпретировать не как означающую, что она находится в соприкосновении с одеждой пользователя, а просто как сторону, которая направлена в сторону от тела пользователя поэтому к любой верхней одежде, которую может надеть пользователь, независимо от того, надел ли пользователь в действительности нижнее белье, независимо от того, надел ли пользователь в действительности верхнюю одежду, и независимо от того, находятся ли или могут ли находиться промежуточные слои между компонентом и любой верхней одеждой.
Термин "машинное направление" означает направление движения, когда различные элементы и полотна движутся по технологической линии и подвергаются обработке. Следует понимать, что в машинном направлении могут перемещаться различные отдельные элементы или полотна, но различные машинные направления не обязательно параллельны или ориентированы в одном и том же направлении. Например, первый компонент, такой как полотно, может перемещаться в первом машинном направлении, которое в основном перпендикулярно направлению перемещения другого компонента, такого как впитывающая вставка, во втором машинном направлении.
Термин "поперечное машинное направление" или "поперечное направление" означает направление, в основном перпендикулярное машинному направлению.
Термин "ниже по ходу потока (технологической линии)" означает, что один элемент расположен ближе к выходному или содержащему готовый продукт участку машины и/или завершению обработки, чем другой элемент. Напротив, термин "выше по ходу потока (технологической линии)" означает, что элемент расположен ближе к входному участку машины или началу обработки, чем другой элемент. Например, выходной участок расположен ниже по ходу потока, чем входной участок, и наоборот, входной участок расположен выше по ходу потока, чем выходной участок.
Выражения "прикреплен с возможностью удаления", "прикрепление с возможностью удаления", "соединен с возможностью удаления", "высвобождаемо прикреплен", "высвобождаемо связан" и их варианты относятся к двум или большему количеству элементов, соединенных или обладающих возможностью соединения друг с другом, так что элементы склонны оставаться соединенными при отсутствии разделяющей силы, приложенной к одному, обоим или всем элементам, и элементы способны к отсоединению в случае приложения разделяющей силы. Необходимая разделяющая сила обычно больше действующей при ношении впитывающего изделия.
Выражения "прочно соединены", "прочно присоединены", "прочно прикреплены", "прочно связаны" и их варианты относятся к двум или большему количеству элементов, соединенных или обладающих возможностью соединения друг с другом, так что они не отсоединяются друг от друга или иным образом не разделяются и не предназначены для отсоединения или разделения при обычном использовании и применении впитывающего изделия.
Термин "полотно" означает непрерывный поток материала, изготовленного из одного или большего количества слоев или подложек, независимо от того, может ли он содержать расположенные на нем не являющиеся непрерывными, дискретные элементы.
Термины "соединение", "присоединение", "связывание", "прикрепление" и их варианты в широком смысле относятся к двум или большему количеству элементов, соединенных друг с другом непосредственно или с помощью одного или большего количества расположенных между ними элементов.
Термин "вырезание" означает, что удален участок материала. Термин "прорезание" означает разрезание, при котором материал не удаляется.
Ссылаясь на Фиг.6-11, нижнее белье 2 включает первую, переднюю обращенную к телу панель 4 и вторую, заднюю обращенную к телу панель 6. Термин "обращенная к телу панель" относится к участку (участкам) нижнего белья, изготовленного из одного или большего количества слоев или подложек или из одного или большего количества кусков или компонентов, который (которые) расположен(ы) вокруг по меньшей мере поясной части пользователя, включая, например, нижнюю часть спины, ягодицы, бедра и живот. Первая и вторая обращенные к телу панели имеют внутреннюю, обращенную к телу поверхность 10 и наружную, обращенную к одежде поверхность 12. Первая, передняя обращенная к телу панель 4 имеет первый край 14, образующий участок 16 ластовицы и участок 18 отверстия для ног, и второй концевой край 20, который в одном варианте выполнения является линейным, но может принимать другие формы. Аналогичным образом, вторая, задняя обращенная к телу панель 6 имеет первый край 22, образующий участок 24 ластовицы и участок 26 отверстия для ног, и второй концевой край 28, который показан линейным, но может принимать другие формы. У первой и второй обращенных к телу панелей имеется наружный боковой край 30, 32, сформированный вдоль наружной периферии противоположных боковых участков первой и второй обращенных к телу панелей. Следует понимать, что наружные боковые края передней и задней обращенных к телу панелей могут иметь одинаковую или разную длину по отношению друг к другу.
Один или более, а в одном варианте выполнения несколько, в смысле два или более, эластичных элементов прикреплены к каждой из первой и второй панелей, обращенных к телу. В одном варианте выполнения множество эластичных элементов разнесены через по существу весь поясной участок передней и задней обращенных к телу панелей, хотя они могут быть разнесены через меньшую длину. Например, эластичные элементы могут продолжаться вдоль верхнего поясного участка и вдоль нижнего концевого края, частично образуя отверстие 34 для ног. Эластичные элементы могут продолжаться вдоль всех краев 14, 22 или только вдоль их участков 18, 26 отверстий для ног.
В одном варианте выполнения передняя обращенная к телу панель имеет неэластифицированную область, в которой не имеется эластичных элементов или других эластичных или эластомерных изнаночных элементов, включенных в нее или образующих любой участок толщины или поперечного сечения сечению обращенной к телу панели в этой области. Следует понимать, что в альтернативном варианте выполнения одну или более отдельных поясных полос, с эластичными элементами или без них, можно прикрепить к передней или задней обращенной к телу панели или к ним обеим, предпочтительно вдоль их верхних концевых краев 20, 28. Аналогичным образом, одну или большее количество отдельных полос для ног можно прикрепить к передней или задней обращенной к телу панели или к ним обеим вдоль открытых участков 18, 26 для ног, находящихся рядом с отверстиями 34 для ног. Альтернативно, одну или обе обращенные к телу панели можно сформировать без каких-либо эластичных элементов.
Различные эластичные элементы для талии и для ног можно сформировать из резиновых или других эластомерных материалов. Одним подходящим материалом является эластичный материал LYCRA®. Например, различные эластичные элементы можно сформировать из LYCRA® XA Spandex толщиной 540, 740 или 940 децитекс Т-127 или Т-128, выпускаемой компанией Е.I.duPont De Nemours and Company с представительством в Wilmington, Delaware.
Предпочтительно, каждая обращенная к телу панель 4,6 образована в виде композитного или слоистого материала, также называемого подложкой или ламинатом, с расположенной между ними эластичной сердцевиной 136. В одном варианте выполнения эластичная сердцевина 136 выполнена из эластомерной пленки или нетканого эластичного или растяжимого материала, включающего, например, сополимеры стирола и изопрена, бутадиена или полиолефина, сополимеры полиолефинов, натуральный или синтетический бутадиеновый каучук, полиуретаны, полиамиды, сложные полиэфиры и продукты совместной экструзии/смеси указанных выше материалов, но не ограничиваясь ими. Эластичную сердцевину можно сформировать в виде мембраны или множества эластичных прядей, как это описано выше. В одном варианте выполнения два или более слоев 40 соединены с эластичной сердцевиной 136 и/или друг с другом с помощью различных адгезивов, таких как горячее плавление, или посредством других технологий, включая, например, ультразвуковое связывание и герметизацию термосваркой, но не ограничиваясь ими. В одном варианте осуществления два слоя изготовлены из нетканого материала, такого как нетканый материал фильерного способа производства, нетканый материал из кардного прочеса или других известных материалов. Таким образом, обращенные к телу панели изготавливаются из растяжимого/эластичного материала.
При использовании в настоящем изобретении взаимозаменяемые термины "растяжимый" и "эластичный" и их варианты относятся к материалу, который может удлиняться или деформироваться (растягиваться) при приложении растягивающего усилия и при прекращении воздействия растягивающего усилия материал может сокращаться и становиться более коротким. Вследствие гистерезиса материал может не обладать способностью полностью восстанавливать свою исходную длину, которой он обладал до растяжения. Таким образом, растягивающийся, или эластичный материал можно растянуть и после сокращения материал будет стремиться возвратиться к своей исходной форме.
При использовании в настоящем изобретении термин "растяжимый" означает способность к удлинению и обеспечивает выбранное удлинение при приложении растягивающего усилия, при этом также обеспечивая выбранную длительную деформацию при приложении растягивающего усилия, а затем позволяя ослабление в течение выбранного периода времени, начиная сразу же после прекращения воздействия растягивающего усилия. Предпочтительно, если длительная деформация является остаточной деформацией. Предпочтительно выбранное удлинение и длительная деформация происходят по меньшей мере вдоль бокового поперечного сечения изделия, хотя следует понимать, что они могут происходить вдоль продольного направления или в обоих направлениях. В одном варианте выполнения материал способен удлиняться по меньшей мере приблизительно на 1 см при воздействии растягивающего усилия, равного 11,8 г/см, и дополнительно обеспечивает остаточную деформацию по меньшей мере около 20% при приложении растягивающего усилия 19,70 г/см, с последующим предоставлением возможности ослабления при воздействии нулевой нагрузки в течение периода времени, равного 1 мин. Различные растягивающиеся материалы и другие приемлемые материалы, которые можно использовать для обращенных к телу панелей и впитывающего композитного материала, который может включать удерживающий участок, верхний слой и изнаночный слой, но не ограничивается ими, описаны в патенте США US №6264641 под названием "Expandable Cover Garment" (Изделия с растягиваемым покрытием), который включен сюда посредством ссылки.
Подходящая технология получения зависимости соответствующей растягивающей нагрузки от кривой растягивания и определения степени удлинения и/или параметров сокращающей силы для выбранного компонента или материала - Стандартный метод испытания D882 ASTM (Tensile Method for Tensile Properties of Thin Plastic Sheeting) от декабря 1995 г. со следующими параметрами. "Шириной" исследуемого образца является ширина в поперечном направлении, которую обычным образом можно определить для исследуемого образца, и предпочтительно, чтобы она составляла примерно 2 дюйма (около 5,04 см). Во время исследования ширина исследуемого образца перпендикулярна направлению приложения растягивающей силы. Например, для представленной конфигурации "ширина" исследуемого образца обычно соответствует длине компонента в продольном направлении изделия. Начальное разделение между зажимами устройства для исследования растяжения составляет 3 дюйма (7,62 см) и перемещающиеся зажимы перемещаются с постоянной скоростью, равной 50 мм/мин. Перемещающиеся зажимы останавливаются при удлинении, равном 50 мм, на 10 с, а затем возвращаются в свое исходное положение со скоростью, равной 50 мм/мин. Кривую зависимости сила - удлинение для полного цикла растяжение - сокращение можно записать с помощью обычного компьютера, снабженного имеющимся в продаже программным обеспечением, таким как TestWorks for Windows, версия 3.09, которое выпускает компания MTS System Corporation, расположенная по адресу 14000 Technology Drive, Eden Prairie, MN. Полученные данные нормируют и приводят в соответствующих единицах силы на единицу длины для "ширины" образца (например, грамм-сила/дюйм, или Ньютон/дюйм, или грамм-сила/см, или Ньютон/см).
Следует понимать, что обращенные к телу панели могут быть выполнены из одного слоя или подложки нетканого материала, двухслойной подложки нетканого материала без эластичной сердцевины или более, чем из двух слоев или подложек. Разумеется, следует понимать, что для формирования слоев обращенной к телу панели можно использовать другие трикотажные или тканые материалы, нетканые материалы, эластомерные материалы, полимерные пленки, слоистые материалы и т.п. Термин "нетканое" полотно или материал при использовании в настоящем изобретении означает полотно, обладающее структурой индивидуальных волокон или нитей, которые переплетены, но не каким-либо определенным образом и без использования ткачества или вязания, как в случае трикотажных или тканых материалов.
В одном варианте выполнения материал обращенной к телу панели можно прикрепить к эластичной сердцевине, такой как эластомерный слой или эластичные пряди или ленты, которые были удлинены и сокращены, так что материал сосборивается при ослаблении эластичного элемента (эластичных элементов). Альтернативно, материал может быть сосборен и ламинирован на неудлиненные эластичные элементы. В одном предпочтительном варианте выполнения обращенная к телу панель включает эластичный слоистый материал со сборками, изготовленный из основных листов, соединенных с расположенными между ними удлиненными эластичными элементами.
В различных предпочтительных вариантах выполнения материал обращенной к телу панели может быть, по существу, воздухопроницаемым. Материал обращенной к телу панели также может быть в основном влагопроницаемым или в основном влагонепроницаемым. В конкретных конфигурациях материал обращенной к телу панели может быть, по существу, неэластомерным. В других объектах обращенные к телу панели могут включать эластомерный материал, который является эластомерно растяжимым по меньшей мере вдоль латеральной ширины изделия и продольной длины изделия или вдоль обоих направлений. Примеры таких эластомерных композитных материалов могут включать изготовленный из непрерывной нити слоистый материал, соединенный с вытяжкой (ННСМВ), слоистый материал с вертикальными волокнами (СМВВ), слоистый материал, соединенный с сужением (CMC), слоистый материал, соединенный с вытяжкой (СМВ), слоистый материал, соединенный с вытяжкой и с сужением (СМВС), или слоистый материал, соединенный с термической вытяжкой с сужением, и т.п., а также их комбинации. Примеры материалов ННСМВ, CMC, СМВ и СМВС описаны в патентах США US №№5226992, 4981747, 4965122, 5336545, 5385775, 5414470, 4720415, 4789699, 4781966, 4657802, 4652487, 4655760, 5116662 и 5114781 и 6323389, которые включены в настоящее изобретение посредством ссылки. Примеры материалов ВСМ описаны в патентной заявке США №60/204307, поданной 15 мая 2000 г., под названием "Method and Apparatus for Producing Laminated Articles" и публикации PCT заявки WO 01/88245 А2, которые переуступлены компании Kimberly-Clark Worldwide, Inc., владельцу настоящей заявки, и полные описания обоих документов полностью включены в настоящее изобретение посредством ссылки. Такие слоистые материалы могут обеспечить улучшенное сочетание ощущения ткани на ощупь и эластомерной растяжимости. Обращенные к телу панели могут быть изготовлены из материалов, которые являются эластичными или эластомерными и способны к биаксиальному растяжению или растяжению в боковом/продольном направлении или которые представляют собой удлиняющиеся композитные материалы. К обращенным к телу панелям могут быть присоединены дополнительные эластичные элементы для талии и для ног, но они не являются обязательными.
В одном варианте выполнения материал обращенной к телу панели является удлиняемым, но ему не придана эластичность. Например, обращенная к телу панель может быть изготовлена из пленки или нетканого материала, который прикреплен посредством адгезивов или термического соединения к растяжимому нетканому материалу. Альтернативно, обращенная к телу панель может быть выполнена из низкомодульной пленки, такой как полученная из этиленметилакрилата (ЭМА).
Как показано для вариантов выполнения по фиг.6-11, эластичность придана обращенным к телу панелям 4, 6 в целом, так что обращенные к телу панели в целом могут удлиняться и принимать форму тела пользователя без образования сколько-нибудь значительных промежутков между обращенной к телу панелью и телом пользователя и без сопутствующего увеличения объема материала, которому не придана эластичность.
В одном варианте осуществления обращенные к телу панели являются "дышащими", тканеподобными, многонаправленными слоистыми материалами, способными к растяжению или удлинению. В одном варианте выполнения нетканые слои предварительно сужены, например, от около 10 до около 80% в продольном направлении, что обеспечивает растяжимость в продольном направлении при воздействии минимального усилия.
В одном варианте выполнения обращенные к телу панели 4, 6 выполнены из нетканых слоистых материалов, состоящих из двух слоев, продольно растяжимого полипропиленового нетканого материала фильерного способа производства, обладающего поверхностной плотностью, равной 0,60 унций/ярд2, с удлиненными полосами из эластичного материала LYCRA®, расположенного между слоями фильерного материала, и затем адгезивно соединенного с ним. В частности, материал обращенной к телу панели сужен в поперечном направлении. При использовании в настоящем изобретении термин "сужен" и его варианты относится к любому материалу, который сужен в одном направлении путем приложения растягивающей силы в направлении, которое перпендикулярно необходимому направлению сужения. Способы, которые можно использовать для такого сужения материала, включают, например, способы вытяжки, но не ограничиваются ими. Затем эластичный материал удлиняют в машинном направлении и прикрепляют к материалу обращенной к телу панели. После этого эластичному материалу предоставляют возможность сократиться так, чтобы вытянутый с сужением нетканый материал фильерного способа производства сосборился с формированием складок в боковом (машинном) направлении и тем самым образовалась эластично сосборенная обращенная к телу нетканая панель с продольной растяжимостью. При использовании в настоящем изобретении термин "сосборивание" и его варианты означает сморщивание или сокращение с образованием складок или морщин, которые следует понимать, как включающие микрогофрирование.
Таким образом, обращенная к телу панель может удлиняться и в продольном, и в боковом направлении для облегания тела пользователя при надевании изделия. В частности, когда пользователь натягивает изделие на свои бедра, нетканые слоистые панели, обращенные к телу, растягиваются в боковом направлении, при этом ножные области передней и задней обращенных к телу панелей облегают промежность и контуры тела пользователя. В то же время материал обращенной к телу панели продолжается в продольном направлении, чтобы соответствовать форме ягодиц и живота пользователя. Растяжимость обращенных к телу панелей соответствует естественным изгибам тела пользователя и обеспечивает прилегание к телу. Когда обращенная к телу панель продолжается в продольном направлении, увеличивается расстояние между латерально продолжающимися эластичными элементами, включенными в один вариант выполнения.
Предпочтительно нетканый материал обращенной к телу панели является, по существу, гидрофобным и его можно обработать поверхностно-активным веществом или иным образом, чтобы придать необходимую степень смачиваемости и гидрофильности. В одном предпочтительном варианте выполнения обращенная к телу панель представляет собой полипропиленовый нетканый материал фильерного способа производства сетчатого переплетения, изготовленный из волокон размером около 1,6 денье, сформированных в полотно, имеющее поверхностную плотность около 0,6 унций/ярд2. Одним подходящим нетканым материалом является Corinth, обладающий поверхностной плотностью, равной 0,60 унций/ярд2, изготовленный из волокон тониной 1,6 денье несмачиваемый материал фильерного способа производства сетчатого переплетения, изготовленный с помощью металлоценового катализатора (EXXON ACHIEVE 2854 РР), выпускающийся компанией Kimberly-Clark Corporation, владельцем настоящей заявки.
Ластовицу 50 различных типов нижнего белья, соединяющую переднюю и заднюю обращенные к телу панели 4, 6, можно сложить так, чтобы совместить боковые края 30, 32 передней и задней обращенных к телу панелей 4, 6, после чего их можно прочно скрепить швом с образованием отверстия для ног 34. Шов можно сформировать путем соединения, прошивания или другого способа прикрепления боковых краев. Альтернативно, изделие может оставаться "открытым", когда обращенные к телу панели высвобождаемо прикрепляют с помощью одного или более соединительных элементов, как это описано ниже.
В одном варианте выполнения изделие включает комбинацию боковых краев, которые скреплены с образованием шва, и соединительных элементов, которые позволяют регулировать прилегание нижнего белья. В других вариантах выполнения соединительные элементы применяются сами по себе, без шва. Например, в одном варианте выполнения соединительные элементы предпочтительно присоединены к передней обращенной к телу панели и продолжаются внутрь относительно наружного бокового края передней обращенной к телу панели и от положения присоединения, которое предпочтительно разнесено внутрь от бокового края. На обращенной к телу панели может быть сформирован или к ней прикреплен элемент для присоединения, предназначенный для приема повторно застегиваемого участком соединительного элемента. Одна или более ослабленных линий могут быть обеспечены вдоль передней или задней обращенных к телу панелей, так что одна или обе обращенные к телу панели могут разрываться. Ослабленные линии могут содержать перфорацию или иную серию разрезов, утоньшение, разрыв или разделение материала или полоску материала другого типа, соединяющие участки панели, обращенной к телу панели, которые легче разорвать или разрушить, чем другой ее материал, что позволяет пользователю или изготовителю разделять участки обращенной к телу панели. Например, нижнее белье можно разорвать по ослабленным линиям после надевания на пользователя или до этого. В одном варианте осуществления соединительные элементы прикреплены к обращенной к одежде поверхности обращенной к телу панели.
Следует понимать, что в других вариантах выполнения соединительные элементы могут быть прикреплены к задней обращенной к телу панели и взаимодействовать с передней обращенной к телу панелью или, наоборот, к передней обращенной к телу панели и соединять их с задней обращенной к телу панелью, предпочтительно вдоль по меньшей мере отрезка участка, которому не придана эластичность. В одном варианте выполнения соединительные элементы прочно прикреплены к наружной, обращенной к одежде поверхности передней и/или задней обращенной к телу панели и высвобождаемо взаимодействуют с наружной, обращенной к одежде поверхностью передней и/или задней обращенной к телу панели, хотя следует понимать, что соединительные элементы могут быть прочно прикреплены к внутренней, обращенной к телу поверхности передней и/или задней обращенной к телу панели и присоединяются с возможностью отсоединения к внутренней, обращенной к телу поверхности передней и/или задней обращенной к телу панели.
При включении в одноразовое впитывающее нижнее белье соединительные элементы могут содержать повторно застегиваемый участок, такой как представляющий собой множество крючковых элементов, адгезивов, таких как чувствительные к нажатию адгезивы, кнопки, молнии, заклепки и другие высвобождаемые и повторно прикрепляемые устройства. В различных вариантах выполнения соединительный элемент включает один, два или большее количество язычков. В одном варианте выполнения соединительный элемент содержит несущий элемент, который предпочтительно прочно прикреплен к боковым участкам передней обращенной к телу панели посредством адгезивных соединений, ультразвуковых соединений, термических соединений, пробивания иглами, прошивания или других известных типов скрепления. В альтернативных вариантах выполнения соединительные элементы можно прочно прикрепить к задней обращенной к телу панели или к передней обращенной к телу панели или к ним обеим, например, по шву, как объяснено выше.
Ссылаясь на варианты выполнения по фиг.6-11, ластовица 50 образована в виде отдельного дополнительного узла, соединенного с обращенной к телу или обращенной одежде поверхностью 10, 12 обращенных к телу панелей 4, 6. В любом варианте выполнения ластовица имеет первую и вторую противоположные ограниченные концевые края 60, 62. Ластовица 50 соединяет промежуток между концевыми краями 14, 22 обращенных к телу панелей 4, 6 и соответственно присоединена к этим обращенным к телу панелям в местах 88 прикрепления. Ластовица 50, которая перекрывает обращенные к телу панели или основной элемент для тела, может быть минимально прикреплена к ним, так чтобы место прикрепления имело ширину от около 10 до около 100% от ширины впитывающей вставки. Например, ластовица 50 может быть прикреплена к обращенным к телу панелям 4, 6 вдоль продольных боковых краев ластовицы (фиг.8-11) или, альтернативно, вдоль центральной линии (фиг.6 и 7), так чтобы края впитывающей вставки не были присоединены к обращенным к телу панелям и основному элементу для тела. В другом варианте выполнения к обращенным к телу панелям может быть прикреплен весь участок ластовицы, который с ними перекрывается. Ластовицу можно прикрепить к обращенным к телу панелям, когда они находятся в растянутом или нерастянутом состоянии.
Место прикрепления может продолжаться по всей длине участка перекрывания ластовицы, только вдоль участка длины или в точке, например, примерно посередине между концами 60, 62 ластовицы. В другом варианте выполнения (не показан) место прикрепления может быть сформировано из множества дискретных мест прикрепления, продольно разнесенных вдоль центральной линии. В других альтернативных вариантах осуществления концевые края ластовицы 50 можно прикрепить к обращенным к телу панелям или ластовицу можно прикрепить к обращенным к телу панелям вдоль ее концевых краев 14, 22.
В одном варианте выполнения, представленном на фиг.6-11, ластовица сформирована в виде впитывающей вставки 50, которая включает, по существу, влагопроницаемый верхний слой 64, подкладку и, по существу, влагонепроницаемый изнаночный слой 66. Удерживающий участок 70 расположен или вставлен между верхним слоем и изнаночным слоем, которые соединены друг с другом. Следует понимать, что термин "впитывающая вставка" означает любой материал или узел, способный впитывать жидкости или экссудаты организма, и она может быть изготовлена из одного материала или компонента, например, в виде удерживающего участка, или может быть изготовлена в виде композита из нескольких компонентов. Также следует понимать, что термин "ластовица" означает любой элемент, изготовленный из любого материала, включая, например, без каких-либо ограничений описанные в настоящем изобретении применительно к обращенным к телу панелям и впитывающим вставкам, и не ограничивается впитывающими вставками и/или материалами. Например, ластовица может быть изготовлена из одного или большего количества слоев нетканого материала. Также следует понимать, что если ластовица не включает впитывающего материала, она все же может применяться совместно с различными одноразовыми впитывающими подушечками, такими как подушечки для взрослых, страдающих недержанием, и/или женские гигиенические подушечки, так чтобы улучшать рабочие характеристики и удобство использования этих подушечек путем удерживания их в непосредственной близости от тела пользователя.
Ссылаясь на фиг.6-11, верхний слой 64, изнаночный слой 66 и другие компоненты впитывающей вставки можно соединить, например, с помощью адгезивного соединения, ультразвукового соединения, термического соединения, пробивания иглами, прошивания или любых других типов соединения, известных в данной области техники, а также их комбинаций. Например, для соединения верхнего слоя и изнаночного слоя и любых других компонентов, описанных в настоящем изобретении, можно использовать равномерный непрерывный слой адгезива, узорный слой адгезива, распыленный узор адгезива или любую последовательность конструкционных соединений связей в виде линий, спиралей или пятен.
В одном варианте выполнения один или большее количество эластичных элементов 38 ластовицы расположены между верхним слоем и изнаночным слоем вдоль их боковых краев. Эластичные элементы 38 могут продолжаться в продольном направлении по всей длине впитывающей вставки или только вдоль ее участка.
Во впитывающую вставку также предпочтительно включать дополнительные слои, включая, например, принимающий и распределяющий жидкость слой 72, также называемый буферным или передающим слоем. В одном варианте выполнения передающий слой располагается не по всей длине впитывающей вставки и он короче, чем удерживающий участок.
В одном варианте выполнения удерживающий участок 70, передающий слой 72 и другие компоненты, такие как тонкие слои, свободно перемещаются (не являются закрепленными) между изнаночным слоем 64 и верхним слоем 66, которые скреплены только по своим периферическим краям. Альтернативно, удерживающий участок 70, передающий слой 72 и другие компоненты прикреплены к изнаночному слою 66 и/или верхнему слою 64 на минимальном участке. Например, удерживающий участок может быть прикреплен к изнаночному слою вдоль места прикрепления, расположенного вдоль центральной линии удерживающего участка. Альтернативно или в сочетании с соединением изнаночного слоя, передающий слой или удерживающий участок может быть минимально прикреплен к верхнему слою. В этом случае удерживающий участок 70, передающий слой 72 и другие компоненты не ограничивают и, по существу, не воздействуют на боковую растяжимость и способность к удлинению впитывающей вставки 50 и, в частности, верхнего слоя и изнаночного слоя, по меньшей мере один из которых прикреплен к основному элементу для тела.
В другом альтернативном варианте выполнения удерживающий участок прикреплен вдоль центральной линии в точке, расположенной посередине между двумя концами удерживающего участка. В этом варианте выполнения удерживающий участок также не ограничивает и не изменяет способность к растяжению и способность к удлинению в боковом или продольном направлении 500, 502 впитывающей вставки и, в частности, верхнего слоя и изнаночного слоя.
В других вариантах выполнения верхний слой соединен с изнаночным слоем не непосредственно, а путем прикрепления верхнего слоя к промежуточным слоям, таким как буферный слой или удерживающий участок, которые, в свою очередь, прикреплены к изнаночному слою. Впитывающая вставка также может включать защитные манжеты или защитные средства для управления протеканием, сформированные вдоль противоположных продольно продолжающихся краев впитывающего композитного материала.
В одном варианте выполнения изнаночный слой 66 является растяжимым, эластичным, влагонепроницаемым элементом. Альтернативно, изнаночный слой может быть влагопроницаемым, например, если на удерживающем участке используется дополнительный барьерный слой. В одном варианте выполнения, показанном на фиг.7, изнаночный слой 66 представляет собой слоистую структуру, изготовленную из растяжимого, эластичного материала, такого как эластомерная пленка 80, которая ламинирована со слоем 82 растяжимого нетканого материала. Следует понимать, что изнаночный слой можно изготовить из одного слоя или подложки или более чем из двух слоев или подложек. Изнаночный слой может быть растяжимым и в боковом, и в продольном направлении или может быть растяжимым в одном направлении и удлиняемым в другом.
Изнаночный слой 66 предотвращает смачивание различными жидкостями организма и экссудатами и другое загрязнение различного постельного белья или другой верхней одежды, которую пользователь надевает на впитывающее изделие. Изнаночный слой может быть изготовлен из тех же материалов, которые описаны выше в связи с обращенными к телу панелями. В одном варианте выполнения изнаночный слой может включать пленку, которая может быть изготовлена из различных материалов, описанных выше.
Изнаночный слой может включать микропористый, "дышащий" материал, который позволяет газам, таким как пары воды, выходить из впитывающего изделия, при этом, по существу, предотвращая прохождение жидких экссудатов через изнаночный слой. Например, дышащий изнаночный слой может состоять из микропористой полимерной пленки или нетканого материала, на который нанесено покрытие или который другим способом модифицирован для придания ему необходимой степени влагонепроницаемости. Например, подходящая микропористая пленка может представлять собой материал РМР-1, выпускающийся Mitsui Toatsu Chemicals, Inc., компанией с представительствами в Tokyo, Japan; или полиолефиновую пленку ХКО-8044, выпускающуюся компанией 3М Company of Minneapolis, Minnesota. Изнаночный слой также может быть тисненым или на него другим способом может быть нанесен узор или матовая отделка для создания более привлекательного с эстетической точки зрения внешнего вида.
В различных вариантах выполнения, в которых компонент, такой как изнаночный слой, выполнен так, чтобы являться газопроницаемым и одновременно оказывать сопротивление прохождению жидкости на основе воды и обладать ограниченной проницаемостью по отношению к ней, влагостойкий компонент может быть устроен так, чтобы обладать возможностью выдерживать определенный гидростатический напор воды в основном без ее протекания сквозь этот слой. Подходящей методикой определения сопротивления материала просачиванию жидкости является Federal Test Method Standard FTMS 191 Method 5514, 1978 или его эквивалент.
В одном варианте выполнения изнаночный слой является достаточно непроницаемым для жидких и полужидких материалов, чтобы в основном предотвращать нежелательное протекание выделений, определяемых как экссудаты, включая, например, мочу и фекалии. Например, предпочтительно, чтобы изнаночный слой мог выдерживать гидростатический напор, составляющий не менее примерно 45 сантиметров (см), по существу, без протекания. Альтернативно, для обеспечения дополнительных преимуществ изнаночный слой может выдерживать гидростатический напор по меньшей мере около 55 см и может выдерживать гидростатический напор по меньшей мере около 60 см или более.
В одном примере изнаночный слой может состоять из суженных волокон, крепированных волокон, микрогофрированных волокон, полимерных пленок и т.п., а также из их комбинаций. Ткани могут представлять собой тканые или нетканые материалы, такие как материалы фильерного способа производства. Одним примером подходящего удлиняющегося материала является вытянутый с сужением на 60% полипропиленовый нетканый материал фильерного способа производства, обладающий поверхностной плотностью, равной примерно 1,2 унций/ярд2. В одном варианте осуществления материал изнаночного слоя представляет собой трехслойный материал, включающий внутренний и наружный покрывающий слои из полипропиленового материала фильерного способа производства (белый полипропиленовый нетканый материал фильерного способа производства Kimberly-Clark Delta), обладающие поверхностной плотностью, равной 0,46 унций/ярд2, и средний слой из эластомерных прядей Kraton® 666 (разнесены на 3 мм), поверхностной плотностью 10 граммов на квадратный метр (г/м2), удлиненный в 4,5-5,5 раз. Трехслойный материал адгезивно ламинирован посредством адгезива Bostik Findley H2096, нанесенным в количестве 2,5 г/м2.
В другом варианте выполнения изнаночный слой представляет собой вытянутый с сужением слоистый материал подкладки, выполненный из двуслойного материала, состоящего из мягкой совместно экструдированной пленки, ламинированной на вытянутый с сужением нетканый материал. Точнее, материал изготовлен из слоя полипропиленового материала фильерного способа производства (белый полипропиленовый материал фильерного способа производства Kimberly-Clark Delta), поверхностной плотностью 0,4 унций/ярд2, который вытянут с сужением на 35% (до 65% от исходной ширины) до конечного веса основы, равной 0,6 унций/ярд2, и ламинирован на эластичную пленку ХР-8600 толщиной 0,7 мил (совместно экструдированная пленка из полученного с использованием металлоценового катализатора СаСО3 Dow Affinity и Dowlex 2035).
В другом варианте выполнения изнаночный слой представляет собой вытянутую с сужением подкладку, выполненную из полипропиленового материала фильерного способа производства (белый полипропиленовый материал фильерного способа производства Kimberly-Clark Delta), поверхностной плотностью 0,4 унций/ярд2, который вытянут с сужением на 65% (до 35% от исходной ширины) до конечного веса основы, равного 0,7 унций/ярд2.
В различных конструкциях верхний слой 64 может включать различные тканые или нетканые материалы и слоистые материалы, которые могут быть растяжимыми или удлиняемыми. В одном варианте выполнения верхний слой 64 является удлиняемым материалом, таким как вытянутый с сужением нетканый материал фильерного способа производства. Например, верхний слой может представлять собой материал, выдуваемый из расплава, или материал фильерного способа производства, изготовленный из необходимых волокон, а также может представлять собой материал из кардного прочеса. Например, верхний слой и подкладка могут быть изготовлены из, по существу, гидрофобного материала, и гидрофобный материал может быть обработан поверхностно-активным веществом или иным образом, чтобы придать необходимую степень смачиваемости и гидрофильности. В одном предпочтительном варианте выполнения верхний слой представляет собой полипропиленовый нетканый материал фильерного способа производства, изготовленный из волокон размером около 2,8-3,2 денье, сформированных в полотно, обладающее поверхностной плотностью, равной примерно 22 г/м2, и плотностью, равной примерно 0,06 г/см3. Поверхность материала может быть обработана эффективным количеством поверхностно-активного вещества, такого как поверхностно-активное вещество Triton Х-102, при концентрации, равной примерно 0,28%. Поверхностно-активное вещество можно нанести любыми обычными способами, такими как распыление, печать, нанесение кистью и т.п. В другом варианте выполнения верхний слой также может включать эластичный материал, так что он является растяжимым.
Удерживающий участок 70 выполнен из впитывающего материала, которым может являться любой материал, который способен набухать или расширяться при впитывании экссудатов, включая различные жидкости и/или жидкие среды, выводимые или выделяемые пользователем. Например, впитывающий материал может быть изготовлен из сформованных с помощью воздуха, уложенных в воздушном потоке и/или мокрым способом композиционных материалов, состоящих из волокон и обладающих высокой впитывающей способностью материалов, называемых супервпитывающими материалами. Супервпитывающие материалы обычно изготовлены из полиакриловых кислот, таких как FAVOR 880, выпускающийся компанией Stockhausen, Inc. of Greensboro, North Carolina. Волокна могут представлять собой материалы из целлюлозного пуха, такие как Alliance CR-1654, или являться любой комбинацией волокон, изготовленных из сшитой целлюлозы, твердой древесины, мягкой древесины и синтетических волокон. Системы, сформованные аэродинамическим и мокрым способом, обычно включают связующие агенты, которые применяются для стабилизации структуры. Кроме того, в качестве впитывающего материала можно использовать различные пеноматериалы, впитывающие пленки и ткани, изготовленные из супервпитывающих материалов. Различные приемлемые супервпитывающие материалы описаны в патентах США US №№5147343 под названием "Absorbent Products Containing Hydrogels With Ability To Swell Against Pressure", и 5601542 под названием "Absorbent Composite", и 5651862 под названием "Wet Formed Absorbent Composite", которые включены в изобретение посредством ссылки. Кроме того, соотношение обладающих высокой впитывающей способностью частиц может меняться от 0 до 100% и содержание волокнистого материала - от 0 до 100%. Кроме того, можно использовать обладающие высокой впитывающей способностью волокна, такие как Oasis type 121 и type 122, выпускающиеся компанией Technical Absorbent Ltd., Grimsby, Lincolnshire, United Kingdom.
Удерживающий участок предпочтительно может быть выполнен из одно- или двуслойного впитывающего материала. В одном варианте осуществления удерживающий участок имеет форму песочных часов с увеличенными концевыми участками. Альтернативно, удерживающий участок является, по существу, прямоугольным. Удерживающий участок может включать сложенную или многослойную конфигурацию. Аналогичным образом, вся впитывающая вставка может иметь сложенную конфигурацию и различные складки могут быть сформированы из одного или большего количества следующих элементов: изнаночный слой, верхний слой, удерживающий участок и другие компоненты. Удерживающий участок может иметь длину, по существу, равную или немного меньшую, чем длина впитывающей вставки. Удерживающий участок может включать один или более барьерных слоев, прикрепленных к впитывающему материалу. В одном варианте осуществления верхняя тонкая подложка 74 расположена смежно удерживающему участку. Альтернативно, нижняя тонкая подложка 75 может располагаться смежно противолежащей стороне удерживающего участка или тонкая подложка может полностью оборачивать удерживающий участок.
Ссылаясь на фиг.6, 7, 10 и 11, обращенная к телу сторона противоположных концевых областей впитывающей вставки 50 и, в частности, внутренняя, обращенная к телу поверхность верхнего слоя 64 соединена с обращенной к одежде поверхностью 12 первой и второй обращенной к телу панелей 4, 6 в положениях 88 присоединения. В альтернативном варианте выполнения, показанном на фиг.8 и 9, впитывающая вставка и, в частности, ее обращенная к одежде сторона соединена с обращенными к телу поверхностями 10 первой и второй обращенной к телу панелей. Следует понимать, что впитывающая вставка 50 может быть прикреплена с помощью любых описанных выше способов присоединения, включая, например, применение различных клеев, прошивание или другие способы соединения. Впитывающая вставка может быть прикреплена к обращенным к телу панелям с использованием любой конфигурации линий присоединения, спиралей, узоров, пятен и т.п. или прикрепление может быть полным и сплошным.
Ссылаясь на фиг.26, 27, ластовица 50 и, в частности, один или более из верхнего слоя 64, изнаночного слоя 66 и удерживающего участка 70 являются гофрированными и сформированы не менее чем с одной парой складок 118, которые позволяют ластовице 50 разворачиваться, когда материал обращенной к телу панели растягивается или удлиняется. Складки могут быть Z-образными (Фиг.26), С-образными (Фиг.27) или иметь любую другую конфигурацию.
В одном варианте выполнения ластовица 50 прикреплена к материалу обращенных к телу панелей 4, 6 после удлинения материала обращенных к телу панелей. В этом случае материал обращенной к телу панели может быть ослаблен так, чтобы сосборить ластовицу.
В другом варианте выполнения ластовица минимально прикреплена к обращенной к телу панели, например, вдоль линии прикрепления, согласуясь с центральной линией ластовицы. В этом случае ластовица не затрудняет и не ограничивает способности обращенной к телу панели к растяжению.
В другом варианте выполнения, когда одна или обе обращенные к телу панели 4, 6 удлинены вследствие приложения растягивающей силы, впитывающая вставка, которая в одном варианте осуществления включает удлиняемый верхний слой 64 и растягивающийся/эластичный изнаночный слой 66, растягивается или удлиняется совместно с обращенными к телу панелями.
В этих различных вариантах осуществления изнаночный слой 66 можно удлинить на величину, составляющую от около 20 до около 150%, от около 40 до около 125% и от около 50 до около 100%. Поскольку в одном варианте выполнения удерживающий участок 70 является свободно перемещающимся или, альтернативно, минимально прикреплен к растягивающемуся верхнему слою и растягивающемуся/эластичному изнаночному слою, например, вдоль продольной центральной линии, удерживающий участок 70 не ограничивает удлинение изнаночного слоя 66 и верхнего слоя 64 и прикрепленных обращенных к телу панелей 4, 6.
Как показано на фиг.6 и 7, наружное покрытие 102 может быть прикреплено к обращенной к одежде поверхности 12 передней обращенной к телу панели 4 по концевому участку 60 ластовицы 50, так чтобы улучшить его внешний вид. В одном варианте выполнения наружное покрытие имеет, по существу, такую же форму, как и передняя обращенная к телу панель, и имеет длину, которая меньше полной длины нижнего белья при измерении между его противоположными поясными краями. В других вариантах выполнения наружное покрытие имеет площадь, меньшую, чем обращенная к телу панель, но достаточную для закрывания концевого участка впитывающей вставки. В этом варианте выполнения наружное покрытие может иметь различную форму, включая прямоугольную, круглую, трапециевидную и квадратную форму, но не ограничиваясь ими. Предпочтительно наружное покрытие 102 выполнено из нетканого материала, например, из нетканого материала фильерного способа производства. В других вариантах осуществления наружное покрытие также прикреплено к обращенной к одежде стороне задней обращенной к телу панели по концевому участку прикрепленной к ней впитывающей вставки. В еще одном варианте осуществления наружное покрытие продолжается, по существу, по длине нижнего белья и прикреплено к обращенным к одежде поверхностям и передней, и задней обращенных к телу панелей.
В одном варианте выполнения, представленном на фиг.8-13, в края 16, 24 ластовицы передней и задней обращенных к телу панелей имеется сформированная в них расположенная в продольном направлении прорезь 104. В других вариантах выполнения в крае ластовицы образовано много разнесенных друг от друга прорезей. Прорезь 104 закрывается ластовицей 50, которая соединена с обращенной к одежде или обращенной к телу сторонами 10, 12 обращенных к телу панелей 4, 6. Передняя и задняя обращенные к телу панели имеют длину Lf, Lr, а содержащиеся в них прорези, каждая, имеют длину Lsf, Lsr. В различных вариантах выполнения длины прорезей Lsf, Lsr составляют от около 5 до около 75% от длин обращенных к телу панелей Lf, Lr соответственно. В других вариантах выполнения длины прорезей Lsf, Lsr составляют от около 10 до около 50% от длин обращенных к телу панелей Lf, Lr соответственно. В то же время в других вариантах осуществления длины прорезей Lsf, Lsr составляют от около 15 до около 30% от длин обращенных к телу панелей Lf, Lr соответственно. Следует понимать, что прорези можно сформировать только в одной передней или задней обращенной к телу панели. В других вариантах осуществления несколько продольно продолжающихся прорезей образованы в одном или обоих краях ластовицы передней и/или задней обращенных к телу панелей. В различных вариантах выполнения прорезь имеет длину Lsf, Lsr, составляющую между около 0,10 и 1,50 дюйма, между около 0,25 и 1,50 дюйма, между около 0,50 и 1,00 дюйма или около 0,75 дюйма.
Ссылаясь на фиг.6, края 16, 24 ластовицы передней и задней обращенных к телу панелей имеют образованные в них вырезы 106. Вырез 106 продолжается, в общем, внутрь от плоскости, образованной самым внутренним участком ластовицы и в одном варианте осуществления обладает в общем вогнутой формой. Вырез может иметь круглую, полукруглую, овальную, полуовальную, прямоугольную, треугольную, ромбовидную, шестиугольную, пятиугольную, трапециевидную или любую другую форму. В этом случае вырез 106 обеспечивает доступ к расположенной под ним ластовице 50 (в случае прикрепления к обращенной к одежде поверхности обращенной к телу панели) или предоставляет место для расширения ластовицы 50 в направлении наружу от тела пользователя (в случае прикрепления к обращенной к телу поверхности обращенной к телу панели). Прорези 104, сформированные в обращенных к телу панелях, показаны на фиг.8-11, выполняют такую же функцию. Следует понимать, что вырез 106 можно сформировать только в одной передней или задней обращенной к телу панели. В других вариантах осуществления в одной из обращенных к телу панелей имеется прорезь, а в другой имеется вырез. В еще одном варианте осуществления материал, удаленный при формировании выреза (вырезов), не полностью отделяют от обращенной к телу панели (панелей), а сгибают и накладывают на обращенную к телу панель (панели), чтобы обеспечить упрочнение, например, на участке, к которому прикреплена ластовица.
При использовании пользователь надевает нижнее белье на свое тело, натягивая его на свою талию, как изделие типа трусов, или закрепляя на талии с помощью застежек, как изделие типа подгузника. При надевании или закреплении изделия на теле пользователя передняя и задняя обращенные к телу панели 4, 6 удлиняются с переходом от первого состояния, предпочтительно сокращенного, ко второму состоянию, предпочтительно удлиненному по меньшей мере в одном направлении, предпочтительно в боковом направлении 502. Разумеется, обращенные к телу панели также могут удлиняться и в продольном направлении 500 от ластовицы до поясной части. В одном варианте осуществления при надевании на пользователя одна или обе обращенные к телу панели удлиняются в боковом направлении на величину, составляющую от около 20 до около 300%, в другом варианте выполнения - от около 50 до около 200% и еще в одном варианте выполнения - от около 100 до около 150%. Обращенные к телу панели удлиняются вследствие воздействия растягивающей силы, действующей на них, когда они обтягивают тело пользователя.
Ссылаясь на фиг.12-14, когда обращенная к телу панель 4, 6, имеющая образованную в ней прорезь 104, удлиняется в направлении, по существу, перпендикулярном прорези, обращенная к телу панель может легче удлиняться. В сущности, уменьшается усилие, требуемое для удлинения обращенной к телу панели. В этом случае нижнее белье можно сделать таким, чтобы оно легче принимало форму тела пользователя и у пользователя не создавалось ощущения чрезмерного сжатия. Следует понимать, что вырез выполняет такую же функцию.
Ссылаясь на фиг.15-25, представлены результаты исследования материала обращенной к телу панели для определения влияния прорези на усилие, требуемое для удлинения материала. В частности, исследован материал ВСМ, из которого изготавливается обращенная к телу панель. Он представляет собой трехслойный ламинат, имеющий обращенные внутрь и наружу слои из полипропиленового нетканого материала фильерного способа производства (белый полипропиленовый нетканый материал фильерного способа производства Kimberly-Clark Delta), имеющего поверхностную плотность, равную 0,46 унций на квадратный ярд (унций/ярд2), и средний слой из эластомерных прядей Kraton® 666, имеющих поверхностную плотность, равную 10 г на квадратный метр (г/м2) (отстоящий на 3 мм), удлиненный в 4,5-5,5 раз. Трехслойный ламинат адгезивно ламинирован посредством агезива Bostik Findley Н2096, нанесенного в количестве 2,5 г/м2.
Для исследования материала обращенной к телу панели использована следующая методика:
I. Приготовление образца
1. Десять образцов 114 шириной 2 дюйма и длиной 5 дюймов вырезали из листового материала ВСМ. Направлением растяжения материала является длина образца, которая также является направлением выполнения исследования.
2. В пяти образцах делают прорезь 104 длиной 0,75 дюйма, как это показано на фиг.15.
II. Исследование на растяжение
1. Исследование на растяжение проводят с помощью устройства для исследования на растяжение (Модель: Synergie 200 производства компании MTS, расположенной по адресу 14000 Technology Drive, Eden Prairie, MN), помещенного в климатическую камеру, в которой поддерживается температура, равная 23°С, и относительная влажность, равная 50%.
2. Как показано на фиг.15, начальное расстояние между нижним (неподвижным) и верхним (подвижным) зажимами 110, 112 устройства для испытания на растяжение устанавливают равным 3 дюймам.
3. Образец закрепляют в зажимах, так чтобы прорезь находилась посередине между зажимами.
4. Подвижный (верхний) зажим приводят в движение, так чтобы он отодвигался от неподвижного (нижнего) зажима с постоянной скоростью, равной 10 дюйм/мин. Подвижный зажим останавливают при удлинении, равном 3 дюйма (удлинение на 100%). Предельная нагрузка равна 10 кг.
5. Зависимость деформации в % от нагрузки (в г) регистрируют с помощью компьютера, снабженного программным обеспечением TestWorks, версия 3.10, компании MTS.
6. Также регистрируют нагрузку (г) при деформации, равной 100%, и полную энергию (г·см), переданную образцу за время растяжения.
7. Исследуют пять образцов без прорези и 5 образцов с прорезью.
Зависимости деформации в % от нагрузки (г) для десяти образцов приведены на фиг.16-25. Кроме того, в таблицах 1 и 2 для каждого образца приведены значения нагрузки (г) при деформации, равной 100%, и полной энергии (г·см).
Образцы без прорези
Образцы с прорезью
Из данных, приведенных на фиг.16-25 и в таблицах 1 и 2, легко видеть, что при любой данной деформации нагрузка для образцов с прорезью ниже, чем для образцов без прорези. Этот результат показывает, что эластичную панель с прорезью растянуть легче.
Кроме того, средняя нагрузка при деформации, равной 100%, для образцов без прорези составляет около 387 г, тогда как средняя нагрузка при деформации, равной 100%, для образцов с прорезью (прорезь длиной 0,75 дюйма) составляет около 352 г. Таким образом, различие в усилии, требуемом для растягивания образца с прорезью и без прорези, составляет около 10%.
Кроме того, средняя полная энергия, необходимая для растягивания на 100% образцов без прорези, составляет около 1982 г·см, тогда как средняя полная энергия, необходимая для растягивания на 100% образцов с прорезью, составляет около 1731 г·см. Таким образом, различие в энергии, необходимой для растягивания образца с прорезью и без прорези, составляет около 14%.
В другом объекте изготовитель или розничный продавец описанных выше впитывающих изделий предоставляет пользователю инструкцию о том, как действует изделие, например, с помощью текстовой или графической информации на упаковочных материалах. Например, изготовитель или розничный продавец может разъяснить конечному потребителю преимущества растягивающейся/эластичной впитывающей вставки, прорези и/или выреза и обусловленную ими способность обращенных к телу панелей легко принимать форму тела пользователя без ограничений, связанных с удерживающим участком, и тем самым улучшать прилегание и облегание изделия.
Ссылаясь на фиг.1-3, показан способ изготовления одного или большего количества вариантов осуществления описанного выше нижнего белья. В частности, полотно 72 материала обращенной к телу панели разрезают в продольном машинном направлении 74 с образованием полотна 76, 78 передней и задней обращенных к телу панелей в каждой из которых имеется край 80, 82 разреза и наружный боковой край 84, 86. В одном варианте выполнения, как показано на фиг.1 и 2, края 80, 82 разреза являются линейными. В другом варианте выполнения, как показано на фиг.3, края 80, 82 разреза имеют нелинейный профиль и их можно сформировать, например, в виде колеблющегося волнового узора. В одном варианте осуществления полотно разрезают с образованием синусоидального волнового узора, который в широком смысле можно назвать узором, содержащим подъемы и углубления. Узор можно сформировать из колеблющихся кривых или волнообразных элементов или он может включать только различные линейные фрагменты или быть сформированным из них. В этом случае можно изготовить переднюю обращенную к телу панель, обладающую не такой формой, как задняя обращенная к телу панель.
Ссылаясь на варианты выполнения по фиг.1 и 2, для последовательного формирования множества вырезов 90, разнесенных друг от друга в машинном направлении, используют вырубной штамп. Вырезы 90, как это указано выше, могут обладать множеством различных форм, включая круглую форму, представленную на фиг.2, овальную или яйцеобразную, представленную на фиг.1, или полукруглую, полуовальную, прямоугольную, треугольную, ромбическую, шестиугольную, пятиугольную, трапециевидную или любую другую форму, как это указано выше. После формирования выреза 90 полотно разрезают в машинном направлении с формированием краев 80, 82 выреза, как это объяснено выше. Вырез можно выполнить так, чтобы края 80, 82 разреза пересекали вырез 90, как это показано на фиг.1, так чтобы полотна и передней и задней обращенных к телу панелей 76, 78 имели вырез 92, или так, чтобы разрез был смещен в сторону от выреза 90, так чтобы вырез 90 располагался только на одной из обращенных к телу панелей, как это показано на фиг.2. В таком варианте осуществления можно использовать переднюю и заднюю обращенные к телу панели, имеющие различные характеристики деформации и удлинения.
Как показано на фиг.3, края 80, 82 разреза и вырез можно сформировать одновременно, например, с помощью вырубного штампа.
Альтернативно, как это показано на фиг.4, полотно разрезают с формированием полотна 76, 78 передней и задней обращенной к телу панелей или два полотна подают независимо в машинном направлении 94 и вырез 92 формируют в каждом полотне независимо, но в одном варианте осуществления с помощью одного вырубного устройства.
Во всех вариантах осуществления, представленных на фиг.1-4, полотна передней и задней обращенной к телу панелей 76, 78 также раздвинуты или смещены наружу друг относительно друга в боковом поперечном направлении 94, так чтобы образовался промежуток 96 между краями 80, 82 разреза полотен передней и задней обращенной к телу панелей 76, 78. Если, как на фиг.4, полотна 76, 78 подают в устройство в разнесенном состоянии, то смещение не требуется. Ссылаясь на фиг.1-4, ластовица 50 помещена на вырезы 90, 92 и прикреплена к обращенным к телу или обращенным к одежде поверхностям полотен обращенных к телу панелей 76, 78. Затем полотна 76, 78 можно разрезать в поперечном машинном направлении, как это хорошо известно в данной области техники, и сформировать отдельные изделия нижнего белья.
Ссылаясь на фиг.5, вырез сформирован в полотне обращенной к телу панели 72, которое не прорезается или иным образом не разрезается в машинном направлении и обычно располагается в области от одного поясного края изделия до другого. Сверху помещают ластовицу 50 и после прикрепления к обращенной к телу или обращенной к одежде поверхности полотна обращенной к телу панели 72 она закрывает вырез 90. В случае прикрепления к обращенной к телу поверхности обращенной к телу панели ластовица, которая в одном варианте осуществления выполнена в виде впитывающей вставки, расширяется через вырез 98 или отверстие, если при использовании в нее поступает жидкость.
В различных вариантах осуществления расстояние между краями 80, 82 разреза передней и задней обращенной к телу панелей составляет от около 10 до около 800 мм, от около 50 до около 500 мм или от около 100 до около 300 мм. В альтернативном варианте осуществления края 80, 82 разреза и области ластовицы передней и задней обращенных к телу панелей перекрываются и могут быть прикреплены друг к другу. В таком варианте осуществления панели могут быть разнесены на небольшое расстояние или могут быть просто смещены в продольном направлении без какого либо разделения в боковом направлении.
Ориентированные в поперечном машинном направлении прорези 104, сформированные в передней и задней обращенных к телу панелях, можно сформировать таким же образом, как и вырезы 90, 92, описанные выше. В частности, прорези 104 сначала можно сформировать в полотне, которое затем разрезается в продольном машинном направлении через прорези с формированием полотен передней и задней обращенных к телу панелей, в каждом из которых имеется прорезь, направленная перпендикулярно краям разреза. Альтернативно, полотно можно сначала разрезать в машинном направлении и затем сформировать прорези в поперечном машинном направлении до или после разделения полотен передней и задней обращенных к телу панелей. В качестве еще одной альтернативы прорези и края разреза формируют одновременно.
Вырезы 90, 92 и прорези 104 можно сформировать в полотнах обращенных к телу панелей, которые являются эластичными, когда они находятся в растянутом или сокращенном состоянии. Аналогичным образом, ластовицу 50 можно прикрепить к полотнам обращенных к телу панелей 72, 76, 78, когда полотна обращенных к телу панелей находятся в растянутом или сокращенном состоянии. Края, образованные прорезями, по существу соприкасаются, когда полотна обращенных к телу панелей находятся в сокращенном состоянии, и они разделены, когда полотна обращенных к телу панелей находятся в растянутом состоянии. Прорези и вырезы можно сформировать в эластичных элементах для ног, и они могут располагаться по всей длине краев разреза на полотне и передней, и задней обращенных к телу панелей. Если эластичные элементы для ног натянуты, это может привести к раскрыванию прорези или выреза после разделения эластичных элементов для ног. Для устранения такого разделения эластичные элементы для ног можно ослабить или иным образом исключить или удалить.
Следует понимать, что полотна обращенных к телу панелей можно разрезать с формированием краев разреза, находящихся на некотором расстоянии друг от друга в поперечном направлении, а также смещенных в продольном направлении, как это раскрыто, например, и без ограничений, в патентной заявке США №10/261805, поданной 1 октября 2002 г., под названием "Three-Piece Disposable Undergarment and Method in the Manufacturing There of" (Одноразовое нижнее белье из трех частей и способ его производства), которая включена в изобретение посредством ссылки. Прорези или вырезы в полотне обращенной к телу панели, которое смещено вперед относительно другого полотна обращенной к телу панели, расположены параллельно следующим прорезям или вырезам во втором полотне обращенной к телу панели, так что каждый экземпляр нижнего белья включает прорезь или вырез, сформированный в полотне и передней, и задней обращенной к телу панели. Разумеется, следует понимать, что вырез или прорезь можно сформировать только в полотнах передних и задних обращенных к телу панелей.
Хотя настоящее изобретение описано с помощью предпочтительных вариантов выполнения, специалисты в данной области техники должны понимать, что изменения могут быть осуществлены по форме и подробно, не отходя от духа и объема настоящего изобретения. Подразумевается, что приведенное выше подробное описание рассматривается в качестве иллюстративного, а не ограничивающего, и что объем изобретения определяется прилагаемой формулой изобретения, включая все ее эквиваленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩИЕ ПРЕДМЕТЫ ОДЕЖДЫ С УЛУЧШЕННОЙ ПОСАДКОЙ В ПЕРЕДНЕЙ НОЖНОЙ ОБЛАСТИ | 2009 |
|
RU2497493C2 |
| СПОСОБ ВКЛЮЧЕНИЯ НОЖНЫХ ЭЛАСТИЧНЫХ ЭЛЕМЕНТОВ В ОДНОРАЗОВУЮ ВПИТЫВАЮЩУЮ ОДЕЖДУ ТИПА ТРУСОВ И ИЗГОТОВЛЕННЫЕ ДАННЫМ СПОСОБОМ ПРЕДМЕТЫ ОДЕЖДЫ | 2010 |
|
RU2560328C2 |
| ПОВТОРНО ЗАСТЕГИВАЕМЫЙ ПРЕДМЕТ ОДЕЖДЫ С НАЛОЖЕННЫМИ БОКОВЫМИ ПАНЕЛЯМИ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ В ПОПЕРЕЧНОМ НАПРАВЛЕНИИ | 2002 |
|
RU2283638C2 |
| ГЕНДЕРНО СПЕЦИФИЧЕСКИЕ ОДНОРАЗОВЫЕ ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ | 2009 |
|
RU2544150C2 |
| ПОВТОРНО ЗАСТЕГИВАЕМОЕ ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С НАЛОЖЕННЫМИ БОКОВЫМИ ПАНЕЛЯМИ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ В МАШИННОМ НАПРАВЛЕНИИ | 2002 |
|
RU2286759C2 |
| ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ С ПОВТОРНО ЗАСТЕГИВАЮЩИМИСЯ БОКОВЫМИ ШВАМИ И ФУНКЦИЕЙ ПРОСТОЙ УТИЛИЗАЦИИ | 2007 |
|
RU2418570C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОРАЗОВЫХ ВПИТЫВАЮЩИХ ПРЕДМЕТОВ ОДЕЖДЫ С ИСПОЛЬЗОВАНИЕМ ПАНЕЛЕЙ КОРПУСА ИЗ МНОГОСЛОЙНОЙ ЭЛАСТОМЕРНОЙ ПЛЕНКИ | 2010 |
|
RU2527718C2 |
| СООТВЕТСТВУЮЩИЕ КОМПОНЕНТЫ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ ДЛЯ ЕДИНООБРАЗНОГО ВНЕШНЕГО ВИДА | 2010 |
|
RU2571806C2 |
| ОДНОРАЗОВОЕ ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ ПЛОТНО ПРИЛЕГАЮЩИЕ НОЖНЫЕ КРАЯ | 2009 |
|
RU2498791C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПОЯСНОЙ ПОЛОСЫ НА ВПИТЫВАЮЩЕМ ИЗДЕЛИИ | 2004 |
|
RU2358701C2 |



Способ выполнения одноразового нижнего белья предусматривает перемещение полотна материала обращенной к телу панели в продольном машинном направлении, формирование в поперечном машинном направлении прорези в полотне и соединение ластовицы с полотном. Ластовица продолжается в поперечном машинном направлении и закрывает прорезь. В другом объекте способ изготовления нижнего белья предусматривает перемещение полотна материала обращенной к телу панели в продольном машинном направлении, формирование выреза в полотне, разрезание полотна материала обращенной к телу панели вдоль продольного машинного направления и при этом формирование полотна задней обращенной к телу панели и полотна передней обращенной к телу панели и соединение ластовицы с полотнами задней и передней обращенных к телу панелей. При соединении с полотнами задней и передней обращенных к телу панелей ластовица закрывает указанный вырез. Также описано одноразовое нижнее белье, имеющее вырез, и способ его применения. Изобретение позволяет уменьшить отходы при изготовлении изделия. 4 н. и 15 з.п. ф-лы, 2 табл., 27 ил.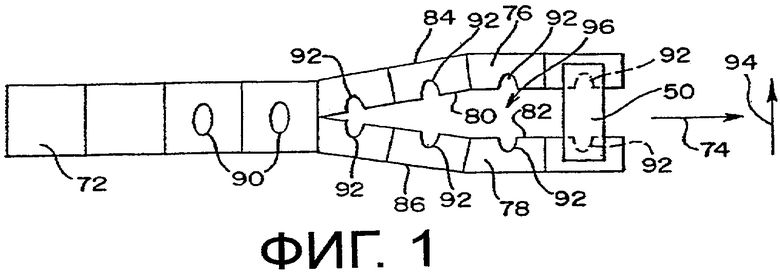
задняя обращенная к телу панель содержит пару противоположных латерально разнесенных вторых боковых краев, второй поясной край и второй край ластовицы, продольно разнесенный от указанного второго поясного края, при этом указанный первый и второй края ластовицы продольно разнесены друг от друга, и по меньшей мере один из первого и второго краев ластовицы содержит по меньшей мере одну продольную продолжающуюся прорезь, образованную в нем; и
ластовица соединена с указанными передней и задней обращенными к телу панелями и закрывает указанную по меньшей мере одну прорезь.
соединение ластовицы с указанным полотном, при этом указанная ластовица продолжается в указанном поперечном машинном направлении и закрывает указанную прорезь.
ластовица соединена с указанными обращенными к одежде поверхностями указанных передней и задней обращенных к телу панелей и закрывает указанный вырез; и
наружное покрытие имеет длину меньше длины указанного нижнего белья при ее измерении между указанными соответствующими первым и вторым поясными краями, причем указанное наружное покрытие, прикрепленное к указанной боковой поверхности, обращенной к одежде по меньшей мере одной из указанных передней или задней обращенных к телу панелей, имеет указанный вырез, образованный в ней, и закрывает по меньшей мере участок указанной ластовицы, соединенной с ним.
| US 4834737 А, 30.05.1989 | |||
| RU 94027289 A1, 10.08.1996 | |||
| Устройство для монтажа роликоопоры ленточного конвейера | 1977 |
|
SU648482A1 |
| US 5062840 А, 05.11.1991. | |||

