Изобретение относится к режущим инструментам ручного пользования, используемым в столярном деле, раздел В 27 С 17/02 - рубанки, В 27 С 1/04 - рейсмусовые станки (строгальные станки для придания заготовке заданной толщины)
Уровень техники.
В качестве строгающего инструмента в фуговально-рейсмусовом станке может использоваться ручной рубанок со смещенным углом разворота режущей кромки строгающего ножа. Ее угол разворота по отношению к продольной оси строгания составляет от 90° до 45°. Его ближайшими аналогами являются: 1. Ручной рубанок с жестко заданным углом разворота режущей кромки строгающего ножа по отношению к продольной оси строгания на 70° (20°). США Янв. 8, 1985 г. Патент 4492260 2. Ручной рубанок с переменньм, изменяемым углом разворота от 90° до 45° строгающего ножа (железки) по отношению к продольной оси строгания. СССР 07.08.1986 г. Авторское свидетельство №1248801 А1.
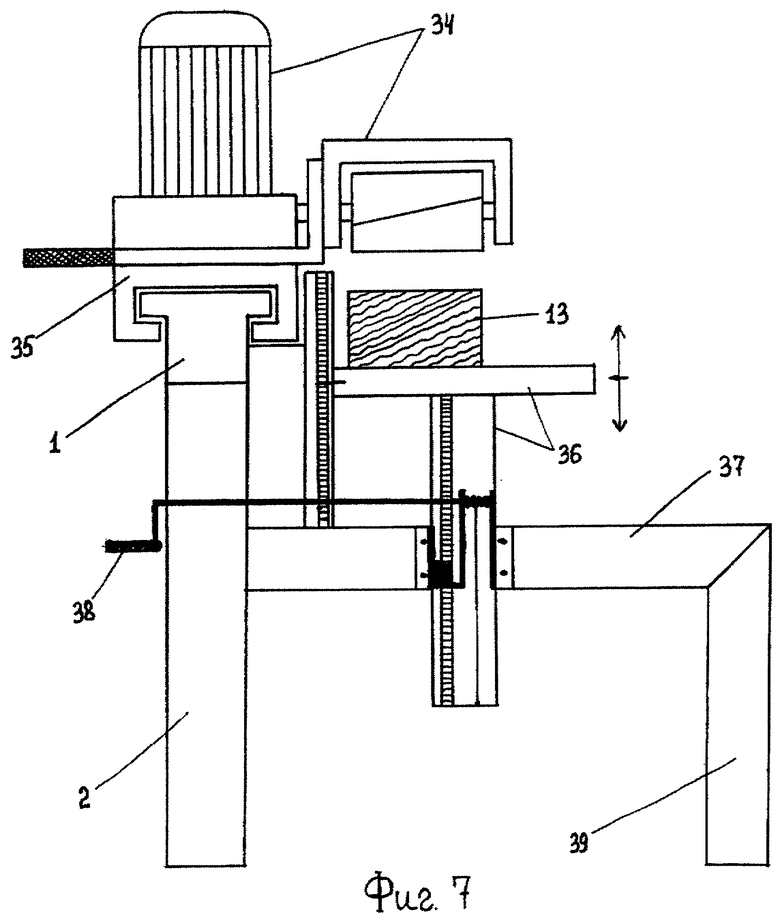
Ближайшим аналогом заявленного фуговально-рейсмусового устройства является выпускаемый ныне шведской фирмой LOGOSOL многофункциональный распиловочно-строгальный станок (пилорама) Logosol M-7, изображенный на принципиальной схеме Фиг.7. Он состоит из направляющей балки 1, установленной на вертикальных стойках 2 и сменных деревообрабатывающих агрегатов 34, устанавливаемых на скользящую по балке платформу 35. Высота распиловки и глубина строгания (или фрезерования) регулируется с помощью двух подъемных этажерок 36, установленных на горизонтальных перекладинах 37 опирающихся на ножки 33 и приводимых в движение подъемным механизмом 38, осуществляющих подъем и опускание закрепленной на них обрабатываемой заготовки 13 относительно нерегулируемого по высоте положения деревообрабатывающего агрегата 34.
Цель изобретения.
Расширение технических возможностей домашних мастерских, мелкосерийных производств и строительных артелей. Экономия полезной площади используемых помещений.
Основное преимущество схемы скользящего рубанка над поверхностью обрабатываемой доски в том, что она не требует удваивания длины пространства, на котором происходит процесс фугования (или рейсмусования).
Данная цель достигается тем, что в ручном фуговально-рейсмусовом станке, содержащем несущую балку, установленную на нижней подставке, и строгающий инструмент, согласно изобретению несущая балка выполнена по боковым сторонам со сквозными вертикальными прямоугольными с закругленньми углами отверстиями, на несущей балке установлены две вертикальные, параллельно идущие направляющие опоры с круглыми сквозными отверстиями по бокам, имеющие на внешних боковых сторонах прямоугольные накладные пластины с круглыми сквозными отверстиями для установки стягивающих штырей с резьбой, и соединительные элементы на боковых торцах направляющих опор, связывающие опоры в единое целое, причем на верхних торцах вертикальных направляющих опор установлены накладки, выполненные в виде прямоугольных полос с шириной, равной или большей ширины верхних торцов вертикальных направляющих опор, при этом вертикальные направляющие опоры снабжены механизмом плавной регулировки высоты их подъема и двумя шкалами уровня высоты подъема, а с обеих сторон стягивающих штырей установлены затягивающие элементы.
В качестве строгающего инструмента может быть использован ручной рубанок с установленными на нем крутящимися элементами или электрорубанок или электрофуганок, установленный на двухполосных скользящих салазках. Станок может состоять из отдельных секций, соединяемых вместе посредством крепежных элементов. В другом варианте исполнения в ручном фуговально-рейсмусовом станке, содержащем несущую балку, установленную на нижней подставке, и строгающий инструмент, согласно изобретению несущая балка выполнена по боковым сторонам со сквозными вертикальными прямоугольными с закругленными углами отверстиями, на несущей балке установлены две вертикальные, параллельно идущие направляющие опоры с круглыми сквозными отверстиями по бокам, имеющие на внешних боковых сторонах прямоугольные накладные пластины с круглыми сквозньми отверстиями для установки стягивающих штырей с резьбой, и соединительные элементы на боковых торцах направляющих опор, связывающие опоры в единое целое, при этом вертикальные направляющие опоры снабжены механизмом плавной регулировки высоты их подъема и двумя шкалами уровня высоты подъема, а с обеих сторон стягивающих штырей установлены затягивающие элементы, причем на верхней плоскости несущей балки установлен металлический профиль для погонажного рейсмусования, а на вертикальных направляющих опорах жестко закреплен при помощи двух уголков строгающий инструмент, выполненный в виде электрорубанка или электрофуганка с передним и задним прижимными валиками, установленными посредством кронштейнов. Кроме того, заявлен ручной рубанок для работы на указанном станке, содержащий металлическую платформу с поперечной прорезью для выхода стружки и закрепленные винтами переднюю и заднюю ручки, строгающий нож, устанавливаемый под острым или прямьм углом относительно продольной оси строгания и закрепленный стопорньм винтом, опору для установки строгающего ножа. Согласно изобретению металлическая платформа выполнена П-образной с перевернутыми вверх ребрами жесткости, при этом по внешним сторонам ребер жесткости расположены точки опоры на горизонтальную и вертикальную плоскости, выполненные в виде установленных на неподвижных осях крутящихся элементов, причем точки опоры на горизонтальную плоскость расположены соосно, а точки опоры на вертикальную плоскость установлены на кронштейнах, кроме того, опора для установки строгающего ножа имеет сдвоенный механизм регулировки строгающего ножа.
Сущность изобретения. Если взять любой рубанок и поставить его на середину стоящей, на ребре доски стандартной шестиметровой длины, то будет видно, что задать строго горизонтальную линию отстругиваемому ребру доски можно лишь в том случае, если этот рубанок установить на направляющие опоры, расположенные с обеих сторон относительно обрабатываемой поверхности и обеспечить ему плавное и ровное скольжение по этим направляющим над поверхностью обрабатываемой заготовки. Таким образом, появляется возможность фугования досок, т.е. задания эталонной плоскости относительно которой будет отстругиваться противоположная сторона. А если направляющие опоры имеют возможность перемещаться вверх-вниз относительно рабочего стола, тогда появляется возможность с их помощью задать нужную высоту обрабатываемой доски. Таким образом, можно регулировать ее конечную ширину, а, положив доску плашмя, можно, отстрогать ее строго заданной толщины. Кроме этого, все четыре угла обрабатываемой заготовки будут иметь строго прямые углы в 90°.
Данная схема позволяет фуговать ребра обрабатываемых досок стандартной шестиметровой длины перед нарезанием на них шпунта, осуществлять строгание в размер заготовок для производства столярных изделий, таких как окна, двери, мебель и т.п. Простота конструкции и низкая стоимость изделия делает его доступным для бытового применения в домашних мастерских, а также в небольших кустарных артелях и строительных бригадах.
Станок может быть в двух основных вариантах исполнения: 1) с ручным рубанком, имеющим ширину строгания 60 мм и 100 мм; 2) с электрорубанком любой ширины от 60 мм до 350 мм, который может использоваться как перемещаемый по направляющим опорам над обрабатываемой заготовкой, так и жестко закрепленным на направляющих опорах, где обрабатываемая заготовка подается спереди под встречное вращение строгающего барабана (использование в качестве рейсмус-приставки). Длина станка для бытового применения составляет: от 50 см в том случае, когда необходима рейсмус-приставка для электрорубанка и длиннее: 1,52 м 2,44 м; 3,05 м, т.е. определяется форматом серийно выпускаемых стандартных листов фанеры. Станок длиной в 7 м изготавливается из листа фанеры, имеющего не стандартную длину, склеенного специально для этой цели. Станки большей длины серийно выпускать нецелесообразно, возможно лишь их штучное производство.
Формат досок, обрабатываемых ручным рубанком, шириной 60 мм составляет: фугование ребер отделочных и половых досок толщиной от 20 мм до 55 мм и шириной (т.е. в перевернутом положении - высотой) до 150 мм, фугование и рейсмусование брусков форматом 60×60 мм и меньше. Ручной рубанок шириной 100 мм позволяет строгать такую же высоту (до 150 мм), но ширина строгания у него соответственно будет 100 мм, а в эту ширину укладывается большинство заготовок для производства столярных изделий.
Второй тип станка с использованием электрорубанка конструируется под каждую модель электрорубанка с учетом особенностей предполагаемой специфики обрабатываемых изделий, т.е. их ширина, высота и длина, вес заготовки. В бытовом варианте исполнения в качестве базового строгающего инструмента используются производимые латвийской фирмой RIBER электрорубанки с шириной строгания 100 мм и 110 мм. В совокупности получаем возможность (фугования ребер досок высотой 150-200 мм, а также строгание и рейсмусование заготовок шириной 100-110 мм.
Перечень фигур чертежей и иных материалов.
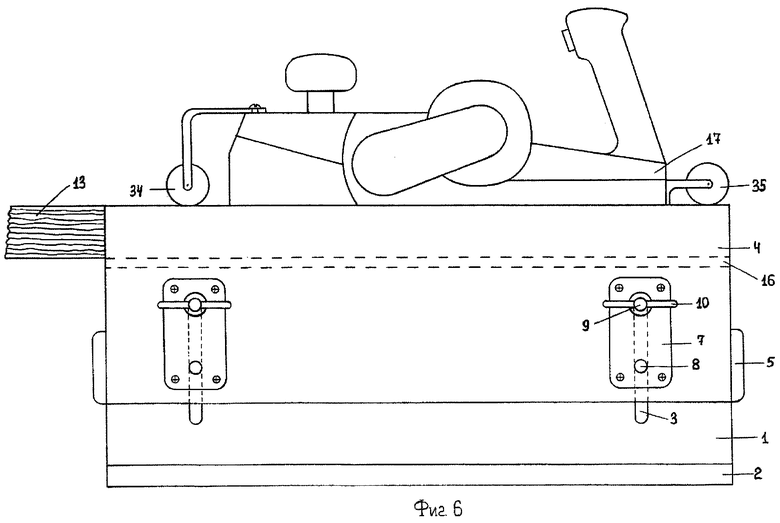
Фиг.1 - Ручной фуговально-рейсмусовый станок, использующий ручной рубанок в качестве строгающего инструмента. Вид с торца.
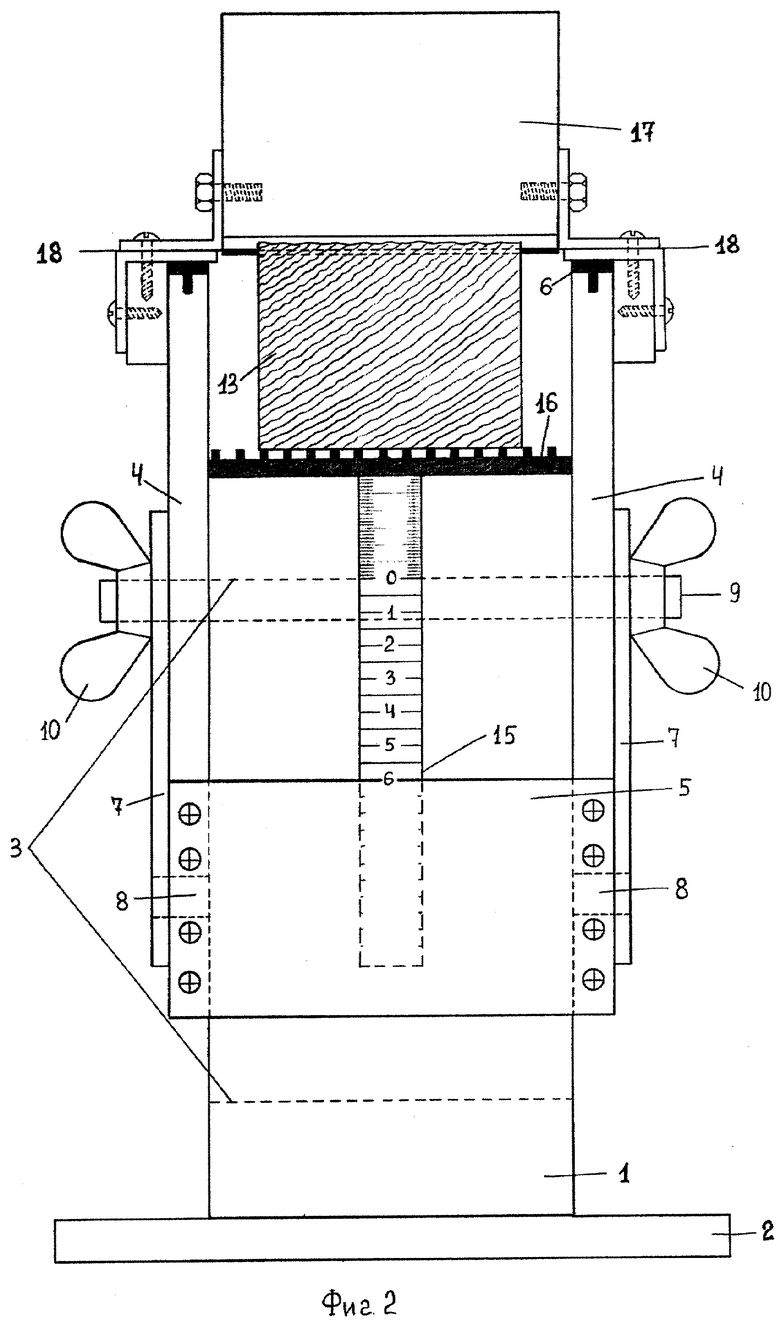
Фиг.2 - Ручной фуговально-рейсмусовый станок, использующий электрорубанок или электрофуганок в качестве строгающего инструмента. Вид с торца.
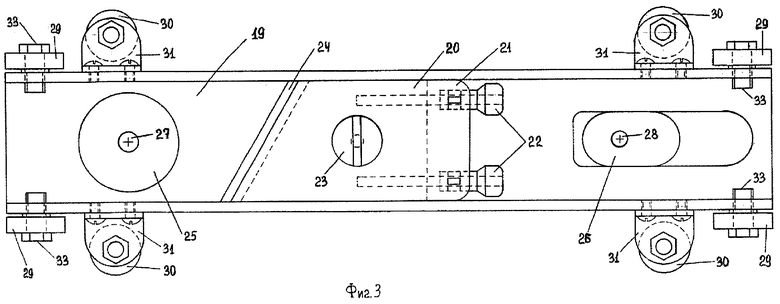
Фиг.3 - Ручной рубанок с установленными на нем крутящимися элементами. Вид сверху.
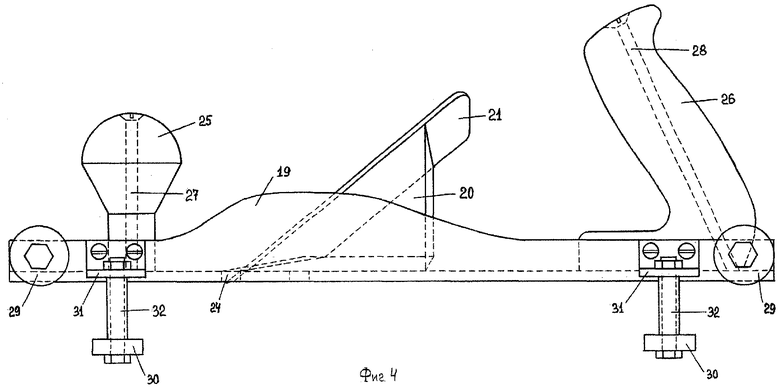
Фиг.4 - Ручной рубанок с установленными на нем крутящимися элементами. Вид сбоку.
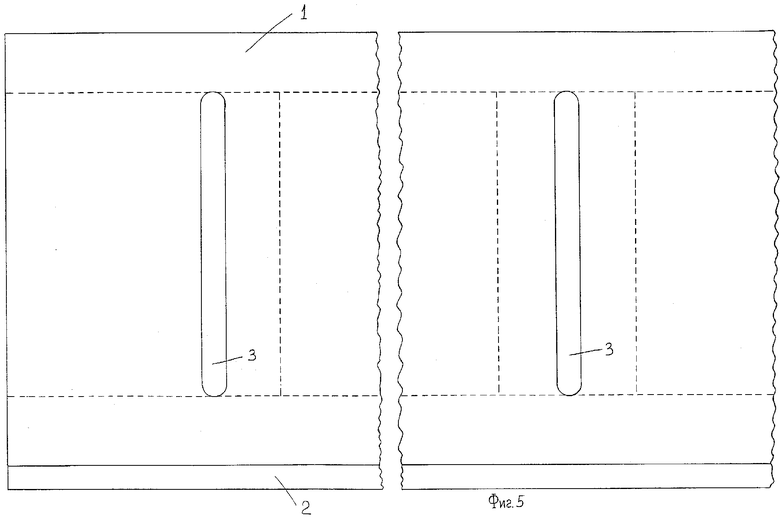
Фиг.5 - Несущая балка. Вид сбоку.
Фиг.6 Рейсмус-приставка. Вид сбоку.
Фиг.7 - Ближайший аналог, принципиальная схема. Вид с торца.
Сведения, подтверждающие возможность осуществления изобретения.
Ручной фуговально-рейсмусовый станок Фиг.1 предназначен для использования в качестве строгающего инструмента ручного рубанка 12 с установленными на нем крутящимися элементами (в данном случае подшипниками) 14, с помощью которых осуществляется его горизонтальное поступательно-возвратное перемещение в процессе строгания. Под рубанком установлена обрабатываемая заготовка 13.
Также станок содержит: несущую балку 1 с вертикальными, прямоугольными с закругленными углами, сквозными отверстиями 3 по боковым сторонам; несущая балка служит основой всего устройства, на которую устанавливаются остальные элементы конструкции; нижнюю подставку 2, обеспечивающую станку устойчивое положение; две вертикальные с боковьми круглыми, сквозными отверстиями, параллельно идущие направляющие опоры 4, имеющие на внешних боковых сторонах прямоугольные накладные металлические пластины 7 с круглыми, сквозными отверстиями 8 для установки стягивающих штырей с резьбой 9; на верхних торцах вертикальных направляющих опор специальные накладки 6, выполненные в виде прямоугольной полосы, увеличивающей площадь верхнего торца, либо (Фиг.2) в виде накладной полосы, улучшающей скольжение и равной ему по ширине, для обеспечения свободного перемещения по ним строгающего инструмента 17; соединительные элементы 5 на боковых торцах вертикальных направляющих опор, связывающие опоры в единое целое, обеспечивающие им синхронное изменение высоты подъема; механизмы 11 плавной регулировки высоты подъема вертикальных направляющих опор; две шкалы 15 уровня высоты подъема вертикальных направляющих опор; затягивающие элементы 10, установленные с обеих сторон стягивающих штырей 9, обеспечивающие жесткую фиксацию устойчивого положения вертикальных направляющих опор.
На Фиг.5 изображен вид сбоку несущей балки 1 с нижней подставкой 2 и показаны вертикальные прямоугольные с закругленными углами сквозные отверстия 3.
Ручной рубанок Фиг.3, 4 содержит: металлическую П-образную платформу 19, перевернутую ребрами жесткости вверх, имеющую поперечную прорезь 24 для выхода образующейся в процессе строгания стружки наружу; две ручки: переднюю 25, закрепленную винтом 27, и заднюю 26, закрепленную винтом 28, для захвата рубанка руками;
строгающий нож 21, имеющий остроугольную (с одним острым углом) или прямоугольную (обычную) форму своей режущей части, устанавливаемый режущей кромкой под острым или прямым углом относительно продольной оси строгания и под углом от 20° до 45° относительно подошвы рубанка; опору 20 дня установки строгающего ножа, имеющую спереди стопорный винт 23 для жесткой фиксации строгающего ножа, а сзади сдвоенный механизм регулировки 22 строгающего ножа; несколько точек опоры 29 на горизонтальную плоскость (опирающиеся на специальные накладки 6, увеличивающие площадь верхних торцов вертикальных направляющих опор), выполненных на базе крутящихся элементов (подшипников), расположенных по внешним сторонам ребер жесткости П-образной платформы рубанка, установленных на неподвижных осях 33, расположенных соосно; несколько точек опоры 30 на вертикальную плоскость (на внешние боковые стороны вертикальных направляющих опор, позволяющих рубанку удерживать прямолинейное направление движения вдоль этих опор), выполненных на базе крутящихся элементов (подшипников), расположенных по внешним сторонам ребер жесткости П-образной платформы рубанка, установленных на кронштейнах 31 с неподвижными осями 32.
Количество опорных колес (в данном случае подшипников), обеспечивающих перемещение рубанка по горизонтальной плоскости, может быть каким угодно большим, лишь бы оно было целесообразным. Минимальное же их количество составляет четыре штуки, что вполне достаточно для нормальной "езды" по прямой туда-обратно.
Минимальное количество колес (подшипников), обхватывающих вертикальные направляющие опоры с внешних сторон, составляет четыре штуки, что обеспечивает рубанку абсолютно устойчивое положение. Они полностью исключают возможность его схождения со своего прямолинейного пути.
Для возврата рубанка в начальную точку его необходимо либо откатить назад по "монорельсу", либо прокатив вперед, снять и, перенеся его на начальную позицию, вновь установить на вертикальные направляющие опоры. Если по каким-то причинам такой вариант неприемлем, то вполне возможно снять два правых (по направлению строгания) направляющих колеса. Это даст возможность свободно переставлять рубанок на любую точку строгания.
Остроугольный строгающий нож, установленный со смещением режущей кромки от 20° до 60° относительно фронтального направления строгания, обеспечивает более ровный срез снимаемой стружки в местах «традиционного аблойда» вокруг сучков и иных «хитросплетений» древесных волокон. Это, в свою очередь, значительно повышает качество обрабатываемой поверхности таких традиционно строительных пород древесины как Сосна и Ель.
Для ручного строгания любой древесины угол разворота режущей кромки и угол наклона строгающего ножа, а также угол его заточки подбирается исключительно опытным путем. И зависят их числовые показатели от расположения и направления волокон в каждой конкретной, отдельно взятой заготовке.
Ручной фуговально-рейсмусовый станок Фиг.2 предназначен для использования в качестве строгающего инструмента электрорубанка или электрофуганка 17, установленного на двухполосные скользящие салазки 18, позволяющие осуществлять горизонтальное перемещение строгающего инструмента над обрабатываемой заготовкой 13. Высота подъема строгающего инструмента определяется при помощи шкалы 15 высоты уровня подъема направляющих опор. Для большого объема погонажного рейсмусования, к примеру, калибрование толщины досок, используется металлический профиль 16, устанавливаемый на верхнюю плоскость несущей балки 1.
Погонажное рейсмусование.
1. На верхнюю плоскость несущей балки 1 установить металлический профиль 16 и закрепить его шурупами.
2. Выставить ножи строгающего вала на 0,5-1,5 мм выше подошвы рубанка.
3. Установить электрорубанок вначале станка и жестко закрепить его четырьмя шурупами на вертикальных направляющих опорах 4, используя для этого имеющиеся специальные крепежные отверстия на скользящих салазках 18.
4. Установить на электрорубанок передний и задний прижимные валики.
5. Включить электрорубанок и начать подачу пиломатериала. Калибрование ширины досок.
1. Для исключения возможности образования щелей в досчатом полу, потолке или стенах необходимо создать главное условие: пиломатериал должен быть сухим, т.е. после обшивки им каркаса доски не должны давать дальнейшую усадку.
Наличие большого количества щелей в доме приводит не к улучшению вентиляции, а к увеличению теплопотерь.
2. После просушки в штабеле, все доски принимают естественную и далеко не идеальную форму в соответствии с расположением волокон и качеством укладки штабеля.
3. Первоначально производится визуальная оценка состояния досок по их кривизне и толщине. В соответствии с этим показателем осуществляется их сортировка. Наиболее прямые доски будут использованы там, где они нужны во всю их длину, а кривые смело пилятся по местам наибольшего изгиба и будут использованы там, где нужна небольшая длина досок.
4. Этап чернового отстругивания производится как для ребер досок, так и для одной из ее сторон, которая впоследствии станет лицевой стороной (если доска используется для внутренней обшивки).
Доска крепится на отдельном рабочем столе имеющем, как правило, такую же длину, как и обрабатываемая заготовка. Для чернового строгания ребер досок используется обычный десятидюймовый рубанок с прямоугольным строгающим ножом, а для отстружки широкой стороны устанавливается нож с полукруглым лезвием или применяется специальный рубанок - Шерхебель.
На этом этапе определяется направление строгания обоих ребер обрабатываемой доски; для этого необходимо помнить, что рабочее помещение должно быть достаточно просторным, чтобы была возможность "крутить" доску, т.е. менять ее сторонами. Если помещение не позволяет производить подобную манипуляцию, то черновое строгание лучше производить на уличном верстаке.
5. Пересортированным с черновой отстружкой доскам необходимо задать эталонную плоскость, т.е. отфуговать одну сторону. Для этого доска устанавливается выпуклой стороной (если она заметна) вверх и фиксируется в ручном фуговально-рейсмусовом станке. Далее производится процесс чистового строгания совмещенного с фугованием.
6. Калибрование ширины обрабатываемых досок. Для этой цели доски с стогованной одной стороной промеряют по их минимальной ширине и в соответствии с ее величиной сортируют. Далее с помощью подъемных механизмов устанавливают высоту направляющих опор, т.е. задают фиксированное значение ширине обрабатываемых досок и производят строгание второго ребра. Таким образом, производится рейсмусование - строгание в размер.
7. При использовании электрорубанка отпадает необходимость в черновом строгании, но необходимость в определении направления волокон "по шерсти" или "против шерсти" все же остается.
Рейсмус-приставка Фиг.6 отличается от базовой конструкции фуговально-рейсмусового станка тем, что сверху на вертикальных направляющих опорах отсутствуют специальные накладки для скольжения, у строгающего инструмента отсутствуют салазки для передвижения (скольжения) над обрабатываемой заготовкой.
Электрорубанок 17 жестко закреплен с помощью двух боковых уголков на вертикальных опорах 4, он имеет передний 34 и задний 35 прижимные валики со своими установочными кронштейнами. На верхнюю плоскость несущей балки установлен металлический профиль 16 для погонажного рейсмусования. Обрабатываемая заготовка 13 подается спереди под встречное вращение строгающего вала, ножи которого выставлены на 0,5-1,5 мм выше подошвы рубанка для свободного прохождения обработанной части заготовки под приемной частью подошвы электрорубанка и верхней плоскостью несущей балки станка, что исключает заклинивание обрабатываемой заготовки между электрорубанком и станком.
Для удобства пользования фуговально-рейсмусовым станком его конструкция может быть выполнена в сборно-разборном варианте, состоящим из отдельных секций, имеющих заданную длину и соединяемых вместе посредством крепежных элементов, образующих фуговально-рейсмусовый станок необходимой длины с дискретным шагом, равным длине одной секции. Предназначен для использования в качестве строгающего инструмента электрорубанка или электрофуганка, имеющего установленные двухполосные скользящие салазки.
На всей длине станка должно быть не больше 2-3 стыков, но оптимально это 1-2 стыка. Так, при длине одной секции в 3,5 м, которая перекрывает основную часть диапазона длин заготовок, используемых в столярном деле, можно вторую такую же секцию держать в кладовке на случай необходимости обрабатывать доски для строительных нужд стандартной шестиметровой длины. Второе преимущество сборно-разборной конструкции в том, что она значительно облегчает транспортировку станка с одного места в другое, от одного строительного объекта к другому.
| название | год | авторы | номер документа |
|---|---|---|---|
| РУЧНОЙ ЭЛЕКТРОРУБАНОК | 1971 |
|
SU315597A1 |
| УНИВЕРСАЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1993 |
|
RU2060878C1 |
| МЕХАНИЗИРОВАННЫЙ РУБАНОК | 1996 |
|
RU2136487C1 |
| Электрорубанок | 1981 |
|
SU1014709A1 |
| Ручной рубанок | 1983 |
|
SU1108010A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044627C1 |
| Механизированный ручной рубанок для острожки древесины | 1961 |
|
SU144002A1 |
| ШПУНТУБЕЛЬ КОНСТРУКЦИИ О. СИМАШОВА | 2003 |
|
RU2246396C2 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДАЧИ ДЕРЕВА В СТАНКАХ ДЛЯ ИЗГОТОВЛЕНИЯ КРОВЕЛЬНОЙ ДРАНИ | 1933 |
|
SU36634A1 |
Изобретение относится к деревообработке, в частности к станкам для изготовления плоских поверхностей. По первому варианту станок содержит несущую балку, установленную на нижней подставке, и строгающий инструмент. Несущая балка выполнена по боковым сторонам со сквозными вертикальными прямоугольными с закруглёнными углами отверстиями, на несущей балке установлены две вертикальные, параллельно идущие направляющие опоры с круглыми сквозными отверстиями по бокам, имеющие на внешних боковых сторонах прямоугольные накладные пластины с круглыми сквозными отверстиями для установки стягивающих штырей с резьбой, и соединительные элементы на боковых торцах направляющих опор, связывающие опоры в единое целое. На верхних торцах вертикальных направляющих опор установлены накладки, выполненные в виде прямоугольных полос с шириной, равной или большей ширины верхних торцов вертикальных направляющих опор, при этом вертикальные направляющие опоры снабжены механизмом плавной регулировки высоты их подъёма и двумя шкалами уровня высоты подъёма, а с обеих сторон стягивающих штырей установлены затягивающие элементы. Также заявлены различные частные случаи конструктивного выполнения данного варианта станка. По второму варианту станок отличается тем, что на верхней плоскости несущей балки установлен металлический профиль для погонажного рейсмусования, а на вертикальных направляющих опорах жёстко закреплён при помощи двух уголков строгающий инструмент, выполненный в виде электрорубанка или электрофуганка с передним и задним прижимными валиками, установленными посредством кронштейнов. Рубанок содержит металлическую платформу с поперечной прорезью для выхода стружки и закреплённые винтами переднюю и заднюю ручки, строгающий нож, устанавливаемый под острым или прямым углом относительно продольной оси строгания и закреплённый стопорным винтом, опору для установки строгающего ножа. Металлическая платформа выполнена П-образной с перевёрнутыми вверх рёбрами жёсткости, при этом по внешним сторонам рёбер жёсткости расположены точки опоры на горизонтальную и вертикальную плоскости, выполненные в виде установленных на неподвижных осях крутящихся элементов. Точки опоры на горизонтальную плоскость расположены соосно, а точки опоры на вертикальную плоскость установлены на кронштейнах, кроме того, опора для установки строгающего ножа имеет сдвоенный механизм регулировки строгающего ножа. Изобретение повышает скорость и качество обработки досок. 3 н. и 3 з.п. ф-лы, 7 ил. 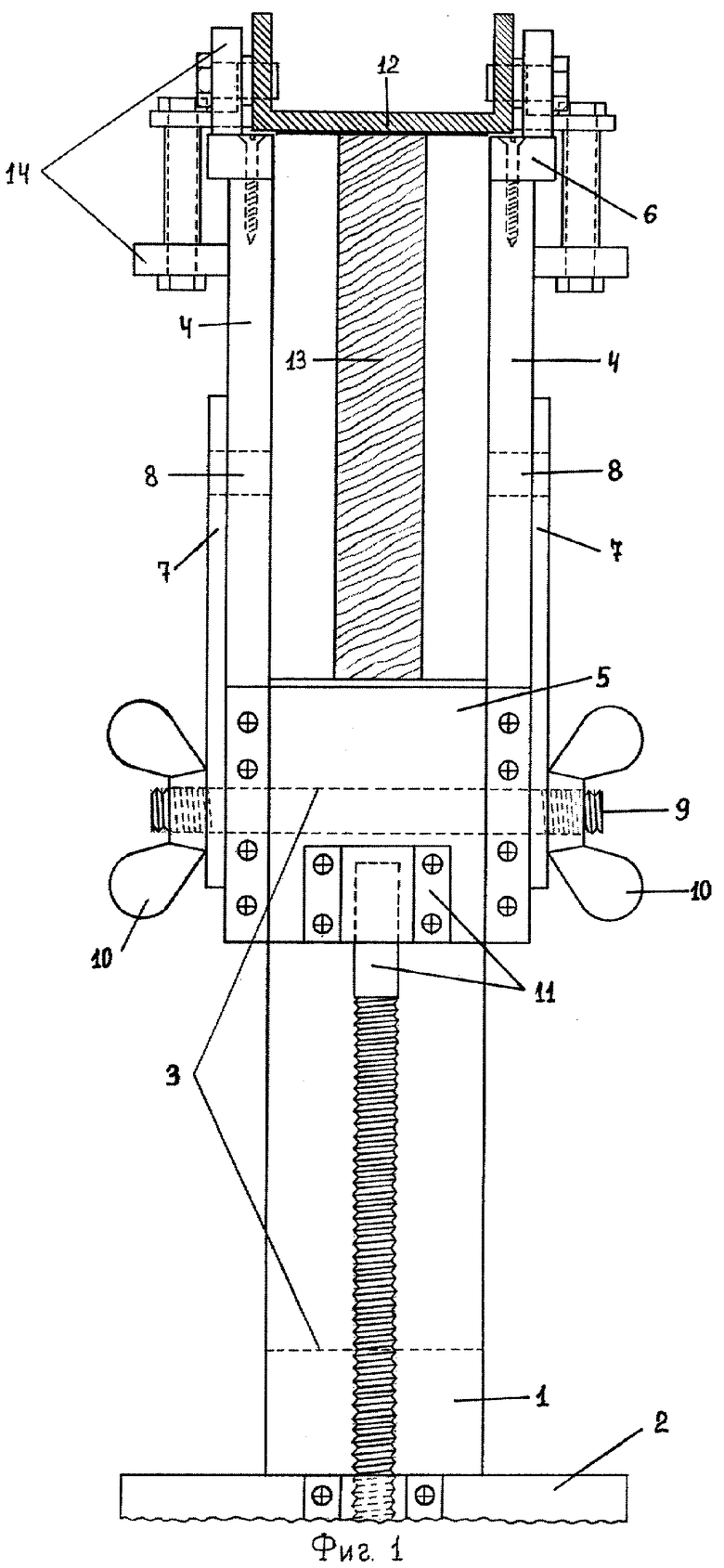
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |

