Группа изобретений относится к области строительства, в частности к способам выполнения штукатурных и других работ по изготовлению стен с использованием маячковых профилей.
Известен способ изготовления поверхности стены путем нанесения на основу стены рабочей смеси, вдавливания в нее маячковых профилей, повторного нанесения на основу стены рабочей смеси до получения ее слоя толщиной, превышающей высоту маячковых профилей, и выравнивания поверхности стены с помощью правила, скользящего по выступающим частям маячкового профиля (Астахов Г.И. и др. Штукатурные работы. М.: Госстройиздат, 1957, с.85, 86).
Используемый для реализации способа маячковый профиль не позволяет обеспечить строгую вертикальность поверхности стен и ее ровную поверхность, поскольку под нажимом правила он может вдавливаться в рабочую смесь на неконтролируемую глубину и прогибаться в местах неровностей на основе стены. Кроме того, толщина готового штукатурного слоя определяется высотой используемого маячкового профиля, что при необходимости соблюдения различных требований к штукатурке (простая, улучшенная, высшего качества) требует наличия набора маячковых профилей различной высоты.
Задачей изобретения является обеспечение получения высококачественной поверхности стен.
Техническим результатом изобретения является обеспечение требуемой жесткости маячковых профилей при установке их на стене в местах неровностей на основе стены, обеспечение вертикальности готовых стен и возможность получения слоя рабочей смеси нужной толщины.
Технический результат достигается тем, что в способе изготовления поверхности стены путем нанесения на основу стены рабочей смеси, вдавливания в нее маячковых профильных балок с шагом, не превышающим длину правила, повторного нанесения на основу стены рабочей смеси до получения ее слоя, толщиной превышающего высоту маячковых профильных балок, и выравнивания поверхности стены с помощью правила, скользящего по выступающей части маячковой профильной балки, согласно изобретению используют маячковые профильные балки с установленными вдоль них регулировочными винтами таким образом, чтобы регулировочные винты размещались, в том числе в местах неровностей на основе стены, после вдавливания маячковых профильных балок в рабочую смесь выдвигают регулировочные винты до упора в основу стены таким образом, чтобы было обеспечено вертикальное положение маячковых профильных балок, требуемая толщина слоя рабочей смеси.
При необходимости в местах неровностей основы стены регулировочные винты целесообразно устанавливать с меньшим шагом, чем на ровной поверхности.
Технический результат достигается также тем, что маячковая профильная балка для изготовления поверхности стены содержит продольный несущий элемент, соединенные с ним две перфорированные боковые стенки с отходящими от них в противоположные стороны перфорированными основаниями, край каждого основания изогнут с образованием продольного трехгранного выступа, первая грань которого перпендикулярна основной части основания, вторая - параллельна этой части, а третья крайняя грань образует со второй гранью угол не менее 90°.
Кроме того, угол, образованный второй и третьей гранями основания, предпочтительно равен 135°.
Часть отверстий перфорации боковых стенок и оснований могут быть расположены по линии сгиба боковая стенка - основание, так что одна часть площади каждого отверстия расположена на боковой стенке, а другая - на основании, при этом линия сгиба боковая стенка - основание проходит через центры указанных отверстий, которые могут иметь круглую, или овальную, или иную форму.
Балка может быть снабжена продольной направляющей вставкой, расположенной в углублении продольного несущего элемента и имеющей выпуклую рабочую поверхность в поперечном сечении.
В другом варианте выполнения стенки углубления продольного несущего элемента могут быть сплющены с образованием ребра жесткости с внутренней стороны продольного несущего элемента.
Изобретение поясняется чертежами.
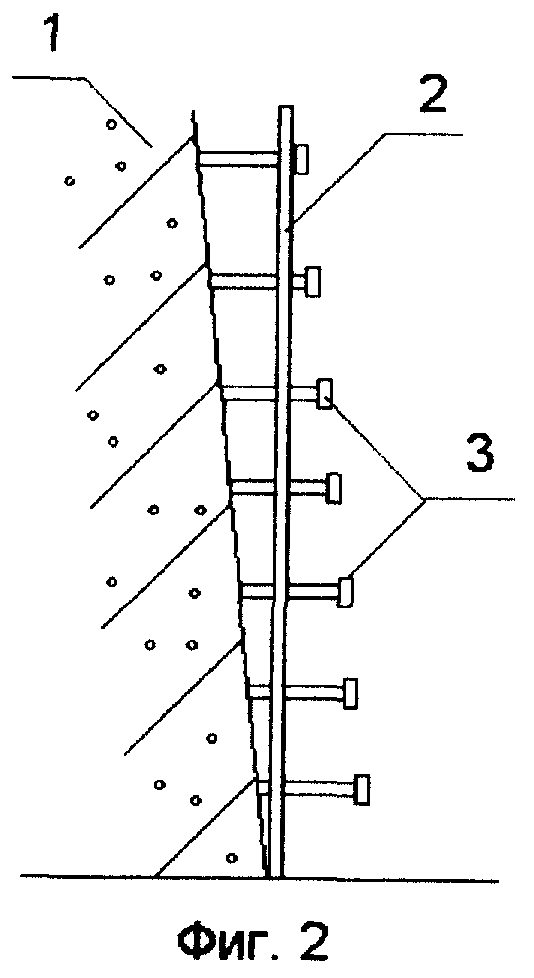
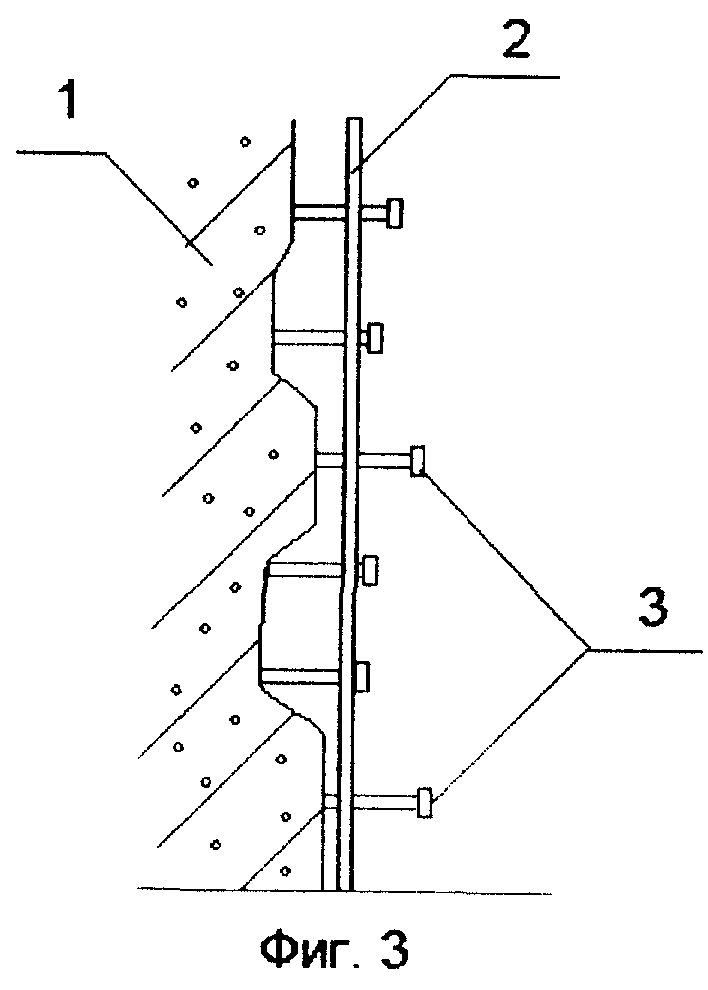
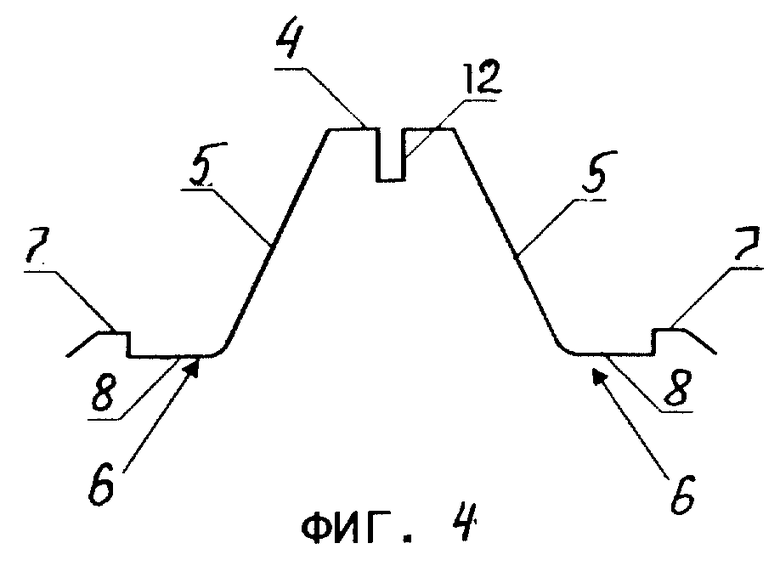
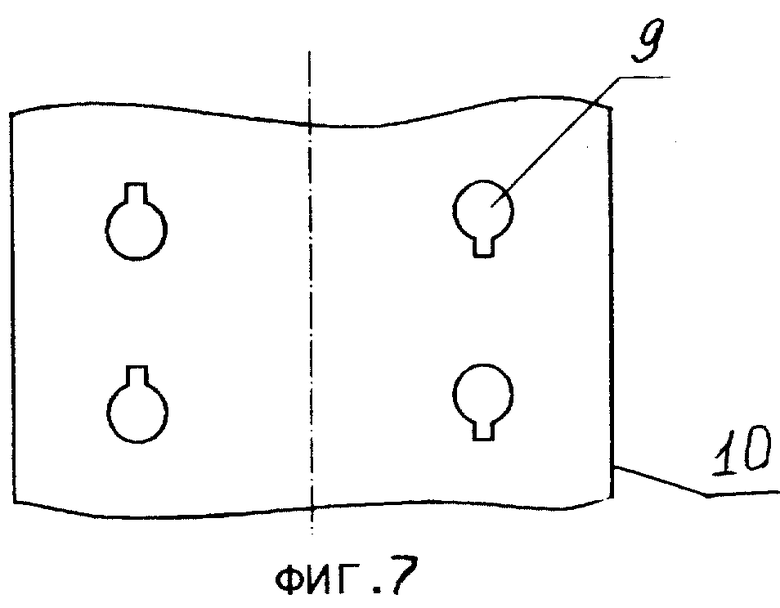
На фиг.1 и фиг.2 показана схема установки маячковой профильной балки на основе стены, имеющей отклонение от вертикальности; на фиг.3 - схема установки маячкового профиля на основе стены, имеющей неровности; на фиг.4-6 - варианты выполнения маячковых профильных балок; на фиг.7 - схема расположения отверстий под регулировочные винты на стальной заготовке; на фиг.8 - расположение отверстий перфорации на линии сгиба боковая стенка - основание.
Способ изготовления поверхности стены реализуется следующим образом (фиг.1-3).
На основу 1 стены, требующую отделки (штукатурки), наносят лепками через каждые ˜30 см растворенную смесь. В нее вдавливают маячковые профили 2 в вертикальном направлении с шагом, не превышающим длину правила - инструмента для разравнивания рабочей смеси.
Для предлагаемого способа используют маячковые профильные балки (профили) 2, в которых по их длине установлены в отверстиях регулировочные винты 3. При установке маячковых профилей 2 их положение выравнивают по вертикальному отвесу и фиксируют их с помощью регулировочных винтов 3, которые вворачивают до упора в основу 1 стены. При этом одновременно с помощью винтов 3 задается требуемая толщина штукатурного слоя. В местах неровностей на основе 1 стены (фиг 3) установка ввернутых до упора регулировочных винтов 3 обеспечивает жесткость маячковых профилей 2 при надавливании на них правила, что, в свою очередь, обеспечивает ровную поверхность стены.
При необходимости в местах неровностей регулировочные винты 3 могут быть установлены с меньшим шагом, чем на ровной поверхности. Это обеспечивается тем, что маячковые профили 2 выполняют с малым шагом отверстий под винты 3, и винты 3 устанавливают не в каждом отверстии, а через одно, или два, или более, а в местах неровностей, требующих повышенной жесткости, устанавливают в свободные отверстия дополнительные винты 3.
После затвердевания растворной смеси и, следовательно, фиксации положения маячковых профилей, на стену снизу вверх наносят рабочий раствор слоем, превышающим по толщине высоту маячковых профилей с винтами.
Как только нанесенный на стену рабочий раствор начнет схватываться (примерно через 3-5 мин), поверхность стены выравнивают с помощью правила, скользящего по выступающим частям маячковых профилей, при этом удаляют излишки штукатурного раствора, заполняют все неровности (углубления) на основе стены.
Предлагаемый способ может быть реализован с помощью маячковой профильной балки следующей конструкции.
Маячковая профильная балка 2 содержит профильный несущий элемент 4 и соединенные с ним две перфорированные боковые стенки 5 с отходящими от них в противоположные стороны перфорированными основаниями 6. Свободные края оснований 6 изогнуты с образованием продольного трехгранного выступа 7 (изгиба). Первая грань выступа 7 перпендикулярна основной части 8 основания 6, вторая - параллельна этой части, а третья крайняя грань образует со второй тупой угол, предпочтительно 135°. Край третьей грани предпочтительно лежит в одной плоскости с основной частью 8 основания 6.
На основной части 8 основания 6 размещены отверстия 9 под регулировочные винты 3. Изгибы 7 придают основаниям 6 балки необходимую жесткость.
Изгибы 7 обеспечивают образование дополнительной внутренней полости под балкой высотой h рабочей смесью, чем обеспечивается повышенная сцепляемость профильной балки с материалом заливки.
Две симметричные крайние грани изгиба 7, расположенные под углом 135 градусов, повышают жесткость балки.
Балка снабжена пластмассовыми регулировочными винтами 3, вставляемыми в отверстия 9 основания 6 балки, для обеспечения регулировки необходимого уровня балки, горизонтального уровня полов, вертикальности стен, требуемой толщины слоя рабочей смеси.
Маячковая профильная балка изготавливается из плоской стальной заготовки 10 на профилегибочных станах, обеспечивающих строгую симметричность поперечного сечения профиля балки и прямолинейность в продольном направлении.
Предварительная перфорация стальной заготовки предусматривает расположение двух симметричных групп отверстий 9 и 11 под регулировочные винты и под арматуру и для прохождения смеси, причем последние расположены таким образом, что через центры проходит линия сгиба "боковая стенка - основание".
Данное расположение отверстий 11 облегчает и ускоряет заполняемость внутренней полости профильной балки бетоном или другой рабочей смесью за счет расположения одной части отверстия 11 на боковой стенке 5 балки, а второй части - на основании 6 балки.
Отверстия 11 могут быть круглые или овальные или любой другой конфигурации.
В первом варианте выполнения продольный несущий элемент 4 выполнен с продольным углублением (желобом) 12 (фиг.4).
В другом варианте (фиг.5) профильная балка снабжена продольной направляющей пластиковой вставкой 13, размещенной в желобе 12 балки, имеющем различную форму поперечного сечения, например форму усеченного вертикальной плоскостью или неусеченного "ласточкина хвоста". Такую же форму имеют верхняя и нижняя часть вставки 13. Пластиковая вставка 13 позволяет увеличить высоту профильной балки.
В третьем варианте (фиг.6) стенки желоба закатаны, так что они образуют ребро 14 жесткости на продольном несущем элементе 4 профиля.
Отверстия 9 под регулировочные винты выполнены круглыми с пазом в зоне кромки отверстия. Края паза отогнуты в противоположные стороны с образованием винтовой линии для захода в резьбу винта (фиг.6).
Отверстия 9 под регулировочные винты (фиг.7) на основании 6 профиля маячковой балки штампуются с выбранным шагом (20-30 мм) симметрично относительно боковых стенок профиля, но с пазами, направленными в противоположные стороны. Такая схема штамповки стальной заготовки под профиль приводит к тому, что выступающие "вниз" относительно плоскости заготовки полуокружности получаемых винтовых отверстий 9 под регулировочные винты расположены симметрично относительно продольной оси заготовки под профиль.
Это позволяет использовать при получении на профилегибочном стане из стальной перфорированной заготовки профиля требуемого поперечного сечения симметричный относительно оси профилирования (оси заготовки) калибровочный инструмент, что приводит к стабильности процесса профилирования и обеспечивает точность геометрических размеров получаемого стального профиля как в продольном, так и в поперечном направлениях.
Отверстия 9, отперфорированные по плоскости основания 6 и не занятые регулировочными винтами 3, позволяют, с одной стороны, при вдавливании в раствор, нанесенный лепками для крепежа профиля 1 растворной смесью, выдавливаться излишкам растворной смеси наружу, обеспечивая, тем самым, нужную глубину погружения профиля, а с другой стороны, обеспечивают попадание во внутреннюю полость маячковой профильной балки штукатурной или другой смеси, улучшая, тем самым, сцепляемость маячковой профильной балки с получаемой нивелируемой поверхностью.
Круглые или овальные отверстия 11, отперфорированные по линии сгиба "основание - боковая стенка" стального профиля маячковой профильной балки, кроме облегчения попадания во внутреннюю полость стального профиля рабочей смеси позволяют в случае технологической необходимости армировать карты заливки проволочной арматурой.
Изгибы 8 основания 6 стального профиля маячковой профильной балки, с одной стороны, улучшают фиксацию профиля при его вдавливании в крепящую растворную смесь, а с другой стороны, образуют дополнительную внутреннюю полость, заполняемую рабочей смесью, что повышает сцепляемость с основой маячковой профильной балки с получаемым слоем нивелируемой поверхности.
Предлагаемая конструкция маячковой профильной балки позволяет, используя, один и тот же стальной профиль - основной элемент конструкции, получать с помощью регулировочных винтов различные толщины штукатурных слоев.
Предлагаемая конструкция маячковой профильной балки позволяет использовать для изготовления основного элемента конструкции - стального холодногнутого профиля - заготовки из стали экономичных толщин - 0,5-0,80 мм. Изгиб стального профиля под воздействием правила или другого разравнивающего устройства на местах возможных пустот основы стены предупреждается установкой в этих местах дополнительных пластиковых регулировочных винтов (минимальный шаг установки регулировочных винтов - 20 мм).
Предлагаемая конструкция маячковой профильной балки (за счет регулировки с помощью винтов) не требует идеального выравнивания основы стены, что значительно экономит стоимость работ (и их ускорение) по укладке нужного слоя нивелируемой поверхности.



Изобретение относится к области строительства, в частности к способам выполнения штукатурных и других работ по изготовлению стен с использованием маячковых профилей. Изобретение позволит обеспечить получение высококачественной поверхности стен. Способ изготовления поверхности стены путем нанесения на основу стены рабочей смеси, вдавливания в нее маячковых профильных балок, повторного нанесения на основу стены рабочей смеси до получения ее слоя, толщиной превышающего высоту маячковых профильных балок, и выравнивания поверхности стены с помощью правила, скользящего по выступающим частям маячковой профильной балки. Используют маячковые профильные балки с установленными вдоль них регулировочными винтами таким образом, чтобы регулировочные винты размещались в местах неровностей на основе стены с шагом, меньшим, чем на ровной поверхности. После вдавливания маячковых профильных балок в рабочую смесь выдвигают регулировочные винты до упора в основу стены таким образом, чтобы было обеспечено вертикальное положение маячковых профильных балок, требуемая толщина слоя рабочей смеси. 2 н. и 6 з.п. ф-лы, 8 ил.
| АСТАХОВ Г.И | |||
| и др | |||
| Штукатурные работы | |||
| М.: Госстройиздат, 1957, с.85-86.RU 4984 U1, 16.09.1997.RU 2094574 C1, 27.10.1997.RU 19069 U1,10.08.2001.RU 21298 U1, 10.01.2002.US 5867949 A, 09.02.1999.US 5390453 A, 21.02.1995. |

