Изобретение относится к цветной металлургии, в частности к устройствам для получения магния электролизом расплавленного сырья.
Известно устройство для подвода тока к анодам магниевого электролизера и способ его монтажа (А.с. СССР №1103601, опубл. 10.05.99 г., бюл.13). Устройство содержит токоподводящие шины, прижатые к боковым поверхностям головки углеграфитого блока анода, и трубчатую систему охлаждения, при этом токоподводящие шины охватывают головку блока анода в виде полуобоймы и нижней своей частью заглублены в перекрытие электролизера, а сверху анодная головка укрыта съемной пластиной, под которой расположены каналы и теплопроводящие элементы охлаждения, заглубленные в тело анода, причем в верхней кромке полуобойм выполнены пазы под трубы системы охлаждения. Это позволяет повысить срок службы анода путем охлаждения анодных головок и упростить монтаж.
Способ монтажа устройства включает прижатие токоподводящих шин к боковым поверхностям головки графитового блока анода, установку съемной пластины, крепление полуобойм с помощью болтов или шпилек к вертикальным стенкам выступающей над перекрытием головки анода, подвод тока через обоймы к анодным брусьям.
Недостатком данного устройства является то, что оно сложно в изготовлении и обслуживании и приводит к большим затратам электроэнергии за счет падения напряжения и к снижению производительности устройства за счет низкого срока службы анодов.
Известно устройство для подвода тока к анодам магниевого электролизера с верхним вводом анодов (А.с. СССР №158073, опубл. 1963 г., бюл.20), состоящее из анодного блока, металлических медных или алюминиевых токоподводящих шин, закрепленных к головке анодного блока с помощью болтов или заливкой расплавленным металлом, например чугуном, алюминием или магнием. Токоподводящие шины прикреплены с обеих сторон к верхней части блока анода болтами, пропущенными сквозь тело анода. Токоподводящие шины выполнены в виде отливок с залитыми в их теле стальными водоохлаждаемыми трубами.
Недостатком такого устройства является большое количество болтовых соединений (5-6 на каждый брус) со стальными накладками, требующих их подтягивания. Падение напряжения в контакте растет до 100 мВ, что приводит к потерям электроэнергии и разрушению контакта и снижению срока службы анода.
Известно устройство для подвода тока к анодам магниевого электролизера и способ его монтажа (А.с. СССР №616348, опубл. 25.07.78, бюл. 27). Устройство включает графитовые анодные блоки с глухими отверстиями, в которые вставлены стальные штыри - 3-4 на каждый брус, спаянные с графитом и сваренные с медной токоподводящей шиной. В теле брусьев имеется зона промежуточной эвтектики.
Монтаж устройства осуществляют за счет создания давления на контактную поверхность 5-6 кгс/см2 и пропускания через эту поверхность переменного тока большой силы с плотностью порядка 100 А/см2. При этом контакт разогревается до температуры 835°С и образуется жидкая эвтектика "железо-медь", а при 1155°С - эвтектика "железо-углерод". Происходит сваривание стальных штырей с медной шиной и одновременно задавливание жидкой эвтектики "сталь-графит" в поры графита. Затем контакт охлаждают. Это позволяет снизить падение напряжения в контакте.
Известно устройство для подвода тока к анодам магниевого электролизера и способ его монтажа (Один из путей энергосбережения в производстве магния. - Б.Е.Патон, В.И.Лакомский, В.А.Лебедев и др. - Цветные металлы, 2004. - №6, стр.90-93), по количеству общих признаков принятые за ближайшие аналоги-прототипы. Устройство включает углеродистый анодный блок магниевого электролизера, токоподводящую шину, электроконтактные пробки, установленные (вварены) в массив углеродного блока, металлические компенсаторы из материала токоподводящей шины в виде тонких прутков, приваренных веерообразно к наружной поверхности токоподводящей шины.
Способ монтажа включает вваривание электроконтактных пробок с помощью горелки-дуготрона в углеродистый анодный блок, присоединение к анодному блоку токоподводящей шины с помощью компенсаторов, приваренных веерообразно к токоподводящей шине. За счет улучшения качества сварных швов срок службы устройства значительно повысился.
Недостатком данного устройства является то, что при монтаже пучок компенсаторов рассыпается, что приводит к неудобству установки их в отверстие, кроме того, указанная конструкция является не совсем прочной в месте контакта с углеродным анодным блоком.
Технический результат направлен на устранение недостатков прототипа и на увеличение прочности крепления, улучшение условий монтажа, снижение перегрева бруса и тем самым приводит к увеличению производительности устройства, т.е. повышению выхода по току на 5-10%.
Технический результат достигается тем, что предложено устройство для подвода тока к анодам магниевого электролизера, включающее углеродистый анодный блок магниевого электролизера, токоподводящую шину, компенсаторы в виде пучка прутков, жестко установленных в массив углеродного блока с помощью электроконтактных пробок из электропроводного материала и приваренных веерообразно к наружной поверхности токоподводящей шины, новым является то, что оно дополнительно снабжено съемным держателем-центратором в виде кольца с опорами для размещения компенсаторов, а на верхнем торце углеродистого анодного блока выполнены отверстия со смещением относительно друг друга, в которых размещены электроконтактные пробки и установлены компенсаторы, при этом между токоподводящей шиной и углеродистым анодным блоком выполнен зазор.
Кроме того, отверстия смещены на расстояние 150-200 мм относительно друг друга.
Кроме того, глубина отверстий равна 30-40 мм.
Кроме того, диаметр прутка компенсатора равен 9 мм, а его длина равна 170 мм.
Кроме того, компенсаторы попарно приварены к токоподводящей шине с двух сторон.
Кроме того, зазор между токоподводящей шиной и углеродистым анодным блоком равен 10-15 мм.
Для монтажа устройства для подвода тока к анодам магниевого электролизера предложен способ, включающий установку в массив углеродистого анодного блока пучка прутков компенсаторов с помощью электроконтактных пробок из расплавленного электропроводного материала, веерообразное приваривание пучков компенсаторов к наружной поверхности токоподводящей шины, новым является то, что предварительно в верхней части торца углеродистого анодного блока выполняют отверстия, сушат их сжатым воздухом, разогревают верх блока, в каждое отверстие заливают расплавленный электропроводный материал, затем устанавливают в него скрепленный держателем-центратором пучок компенсаторов, охлаждают блок с образованием в отверстии электроконтактной пробки, удаляют держатель-центратор и приваривают компенсаторы с двух сторон к токоподводящей шине.
Кроме того, углеродистый анодный блок разогревают до температуры 900-1000°С.
Выполнение отверстий на верхнем торце углеродистого анодного блока на определенную глубину 30-40 мм и установка в отверстие электроконтактной пробки и компенсаторов позволяет создать более прочное соединение между углеродистым анодным блоком и токоподводящей шиной и тем самым улучшить контакт.
Держатель-центратор, установленный на компенсаторах, позволяет улучшить монтаж компенсаторов в отверстия и тем самым улучшить условия обслуживания устройства.
Заявленная группа изобретений соответствует требованию единства изобретения, поскольку заявленные устройство для подвода тока к анодам магниевого электролизера и способ его монтажа образуют единый изобретательский замысел.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными (идентичными) всем существенным признакам изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном устройстве для подвода тока к анодам магниевого электролизера и способу его монтажа, изложенных в пунктах формулы изобретения. Следовательно, заявленное изобретение соответствует условию "новизна"
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного устройства и способа его монтажа. В результате поиска не было обнаружено новых источников и заявленные объекты не вытекают явным образом для специалиста, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований для достижения технического результата. Следовательно, заявленное изобретение соответствует условию "изобретательский уровень"
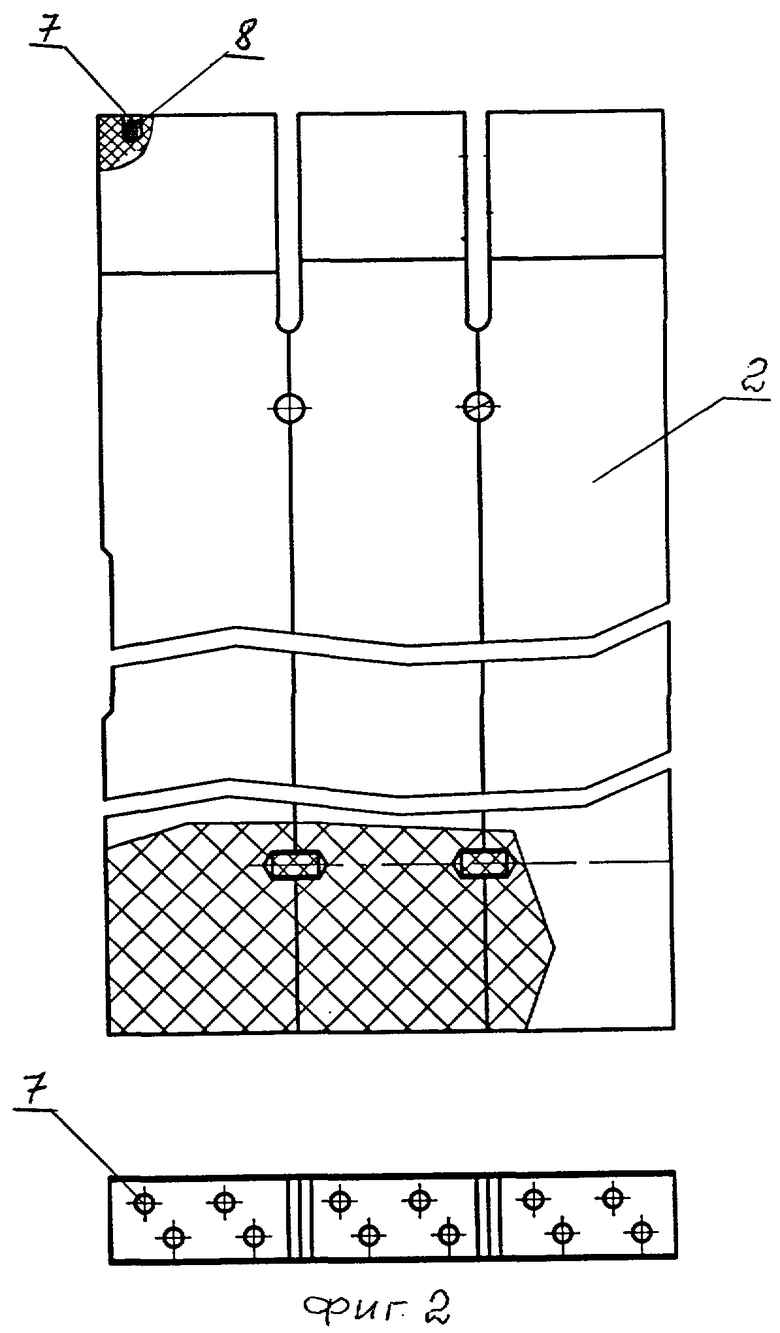
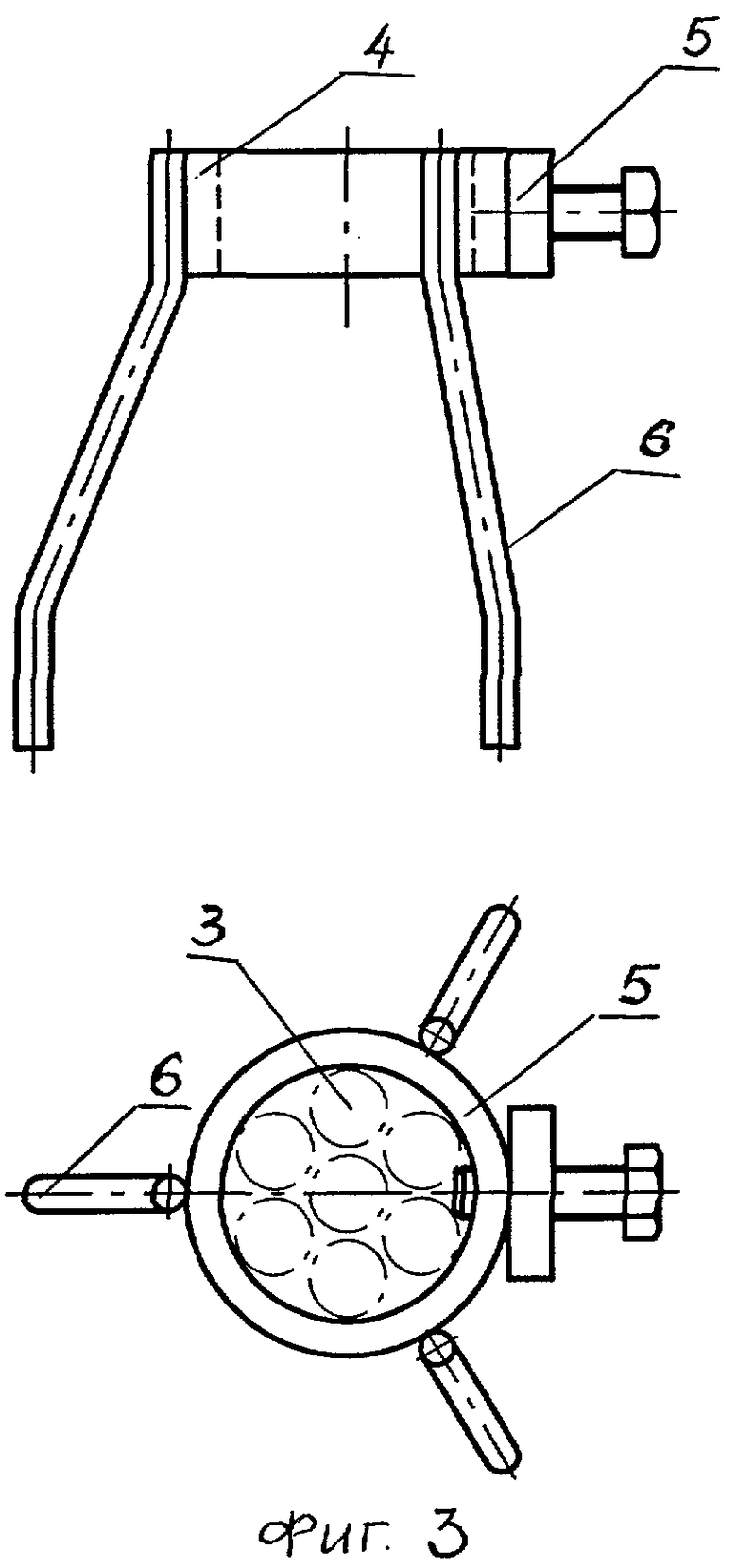
На фиг.1 показано устройство для подвода тока к анодам магниевого электролизера, фиг.2 - углеродистый анодный блок и на фиг.3 - держатель-центратор.
Устройство для подвода тока включает токоподводящую шину 1, углеродистый анодный блок 2, компенсаторы 3 в виде пучка прутков, приваренных веерообразно к наружной поверхности токоподводящей шины, съемный держатель-центратор 4 в виде кольца 5 с опорами 6, в котором размещены компенсаторы, и отверстия 7 глубиной на 30-40 мм, выполненные на верхнем торце углеродистого анодного блока со смещением относительно друг друга на расстояние 150-200 мм, в которых размещены электроконтактные пробки 8 и установлены компенсаторы, а между токоподводящей шиной и углеродистым анодным блоком выполнен зазор 9.
Пример работы устройства для подвода тока к магниевым электролизерам.
Монтаж устройства
На верхнем торце углеродистого анодного блока 2 сверлят отверстия 7 на глубину 30-40 мм. Отверстия 7 выполняют со смещением относительно друг друга на расстоянии 150-200 мм. Затем отверстия продувают сжатым воздухом для очистки от графитовой пыли, которая является вредным компонентом для установки электроконтактной пробки. Предварительно готовят компенсаторы 3 из алюминиевых прутков длиной 170 мм и диаметром, равным 9 мм, в количестве 5-7 штук. Пучок прутков-компенсаторов 3 закрепляют в нижнем конце путем полуавтомата ПШ107ва с электродной проволокой типа Свак5 диаметром 1,2 мм. Компенсаторы 3 устанавливают в держателе-центраторе 4, выполненном в виде кольца 5, к которому приварены 3-4 опоры 6 из проволоки диаметром 3-4 мм. Затем дуготроном прогревают верхнюю часть торца углеродистого анодного блока до температуры 900-1000°С, отверстия 7 заполняют электроконтактной пробкой 8 в виде расплавленного сплава из алюминия. В отверстия 7 устанавливают приготовленный пучок компенсаторов 3 с зазором 3-5 мм. Блок 2 охлаждают, снимают держатель-центратор 4. Пучок компенсаторов 3 разгибают веерообразно под углом 18-20°С и приваривают их к токоподводящей шине 1 с двух сторон. Сварку осуществляют полуавтоматом ПШ107ва в среде аргона. При этом анодный блок 2 и токоподводящую шину 1 устанавливают с зазором 9 в 10-15 мм для осуществления быстрого охлаждения связей.
Устройство работает следующим образом.
Постоянный ток от преобразовательной подстанции по ошиновке подводят к группе электролизеров к шинопроводам - анодному и катодному. При включении электролизера с верхним вводом анодов перед сушкой к шинопроводу подключают все электроды. После заливки в электролизер расплава карналлита и разогрева расплава до температуры 690-720°С создают межэлектродное расстояние и при создании силы тока 175 кА на анодах выделяется хлор, а на катодах - магний.
Таким образом, устройство для подвода тока к анодам магниевого электролизера и способ его монтажа позволяет увеличить прочность крепления, улучшить условия монтажа, снизить перегрев бруса и тем самым увеличить производительность устройства, т.е. повысить выход по току на 5-10%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОКОНТАКТНОЕ СОЕДИНЕНИЕ МАГНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2290456C1 |
| ЭЛЕКТРОКОНТАКТНЫЙ УЗЕЛ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ МАГНИЯ | 2005 |
|
RU2290459C1 |
| СПОСОБ ОБРАЗОВАНИЯ ЛИТЫХ ЭЛЕКТРОКОНТАКТНЫХ ПРОБОК | 2008 |
|
RU2385976C2 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА ТОКА К ЭЛЕКТРОЛИЗЕРАМ С НИЖНИМ ВВОДОМ АНОДОВ ДЛЯ ПОЛУЧЕНИЯ МАГНИЯ | 2005 |
|
RU2285063C1 |
| ТОКОВВОД ЭЛЕКТРОТЕРМИЧЕСКИХ ВЫСОКОАМПЕРНЫХ УСТРОЙСТВ | 1994 |
|
RU2083059C1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ | 2005 |
|
RU2303654C2 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2270889C2 |
| КАТОДНЫЙ ТОКОВЕДУЩИЙ СТЕРЖЕНЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2007 |
|
RU2348743C2 |
| КАТОДНЫЙ ТОКОПОДВОДЯЩИЙ СТЕРЖЕНЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2016 |
|
RU2657682C2 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2308548C2 |
Изобретение относится к цветной металлургии, в частности к устройствам для получения магния электролизом расплавленного сырья. Технический результат направлен на увеличение прочности крепления, улучшение условий монтажа, снижение перегрева бруса и тем самым приводит к увеличению производительности устройства, т.е. повышению выхода по току на 5-10%. Устройство для подвода тока к анодам магниевого электролизера включает углеродистый анодный блок магниевого электролизера, токоподводящую шину, компенсаторы в виде пучка прутков, жестко установленных в массив углеродного блока с помощью электроконтактных пробок и приваренных веерообразно к наружной поверхности токоподводящей шины. Оно дополнительно снабжено съемным держателем-центратором в виде кольца с опорами, в котором размещены компенсаторы, а на верхнем торце углеродистого анодного блока выполнены отверстия со смещением относительно друг друга, в которых размещены электроконтактные пробки и установлены компенсаторы. Компенсаторы попарно приварены к токоподводящей шине с двух сторон, при этом между токоподводящей шиной и углеродистым анодным блоком выполнен зазор. Для монтажа устройства для подвода тока к анодам магниевого электролизера предложен способ, который включает установку в массив углеродистого анодного блока компенсаторов с помощью электроконтактных пробок из расплавленного электропроводного материала, приваривание компенсаторов к токоподводящей шине. При этом предварительно в верхней части торца углеродистого анодного блока выполняют отверстия, сушат их сжатым воздухом, разогревают верх блока до температуры 900-1000°С, в каждое отверстие заливают расплавленный электропроводный материал, затем устанавливают в него скрепленный держателем-центратором пучок компенсаторов, охлаждают блок с образованием в отверстии электроконтактной пробки, удаляют держатель-центратор и приваривают компенсаторы с двух сторон к подводящей шине. 2 н. и 6 з.п. ф-лы, 3 ил.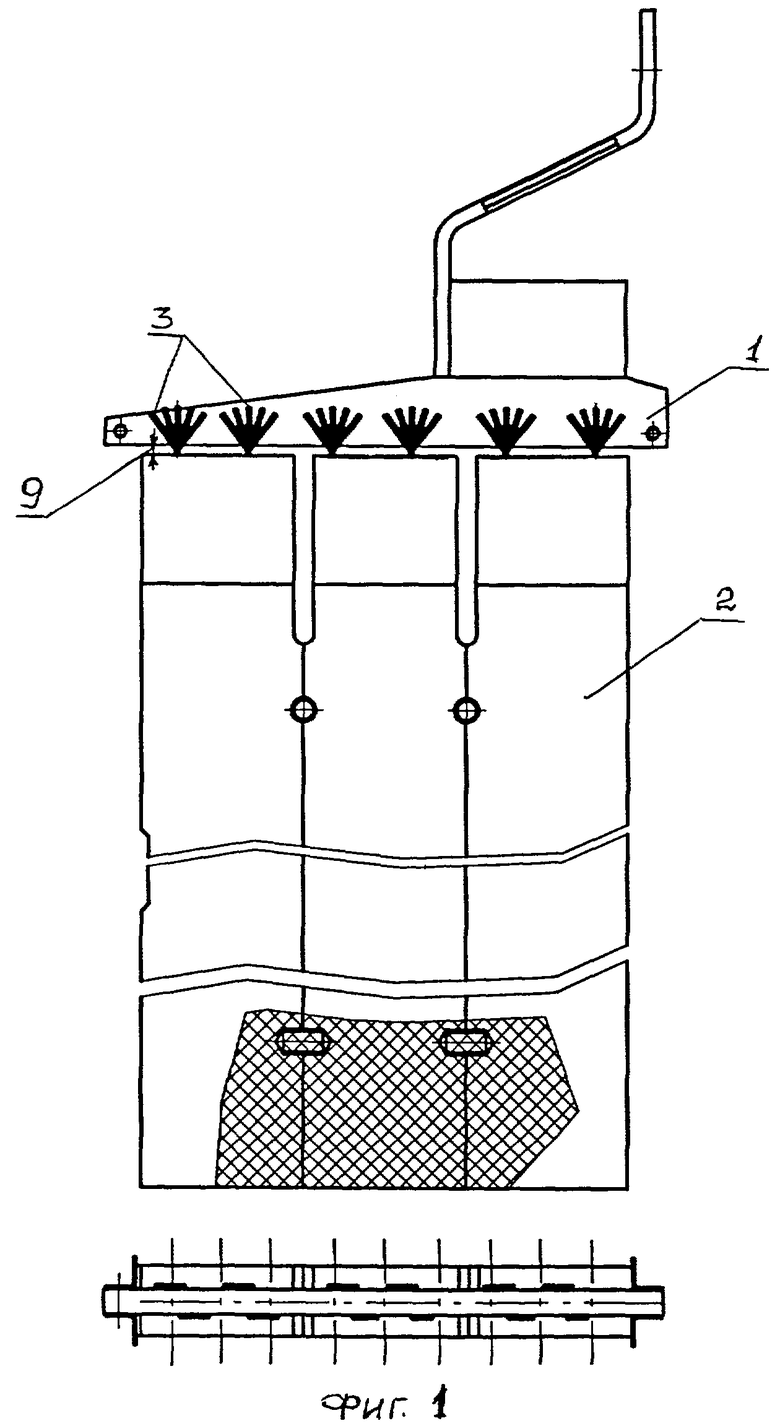
| ПАТОН Б.Е | |||
| и др | |||
| Один из путей энергосбережения в производстве магния | |||
| Ж | |||
| "Цветные металлы" | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| SU 1103601 A1, 10.05.1999 | |||
| Электродный контактный узел электролизеров для получения легких металлов | 1976 |
|
SU616348A1 |
| Переносный прибор для развертывания подшипников передней бабки токарных и тому подобных станков | 1938 |
|
SU54527A1 |
| СЕМЯПРОВОД ПНЕВМАТИЧЕСКОЙ СЕЯЛКИ | 2002 |
|
RU2216900C1 |
| US 4308116 A, 29.12.1981 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

