Изобретение относится к станкостроению, а именно к способам подачи смазочно-охлаждающей жидкости (СОЖ) в зону алмазно-абразивной металлообработки инструментом с аксиально-смещенным режущим слоем свободно падающей, напорной и воздушно-жидкостной струей с торцов круга.
Известен способ подачи СОЖ в зону при круглом шлифовании, согласно которому при вращении круга вращаются воронки и СОЖ через отверстия в осях попадает во внутренние полости воронок, а оттуда - на торцы круга [1]. Между большими основаниями воронок и торцами круга образован зазор, размер которого лежит в определенных пределах. СОЖ, вытекая через зазор, омывает торцы и проникает в поры круга, при этом за счет лопастей в воронках происходит кавитация СОЖ в слое около торцов круга, что улучшает условия очистки и проникновения СОЖ в поры круга.
Существенным недостатком известного способа является значительная модернизация оборудования, необходимая для реализации этого способа, которая потребует большого количества средств и времени при внедрении, что повышает себестоимость готовой продукции, а сложность конструкции устройства, требующая дополнительный привод, снижает надежность ее работы и усложняет обслуживание и эксплуатацию. Кроме того, эффективность подача СОЖ через поры круга с течением времени резко снижается по причине засорения и закупорки пор круга отходами шлифования и загрязнением СОЖ, а это приводит к быстрому засаливанию круга и прижогам на обрабатываемой поверхности заготовок.
Другим недостатком известного способа является невозможность использования его при применении высокоэффективных снижающих температуру шлифования кругов с аксиально-смещенным режущим слоем.
Задача изобретения - повышение эффективности охлаждения за счет улучшения условий проникновения СОЖ между торцовыми воздушными потоками и торцами круга непосредственно в осциллирующую зону резания за счет образования приторцовых впадин и целевое направление в них приторцовых потоков СОЖ, способствующих обеспечению равномерного охлаждения всей осциллирующей площади контакта круга и изделия, а также повышению качества, производительности шлифования труднообрабатываемых материалов, склонных к дефектообразованию в виде прижогов и микротрещин и стойкости круга благодаря уменьшению засаливаемости.
Это достигается применением способа подачи смазочно-охлаждающей жидкости (СОЖ) в зону шлифования, включающий ее подачу через сопла в конические шайбы-воронки с наклонными лопастями на их внутренней поверхности на торцы круга, причем подачу СОЖ осуществляют на торцы алмазно-абразивного круга с аксиально-смещенным режущим слоем, который закрепляют на шпинделе с помощью упомянутых шайб-воронок и имеет ступицу и синусоидальный диск с периферийным аксиально-смещенным режущим слоем, выполненный из условия образования радиальных торцевых впадин и выступов, расположенных в шахматном порядке на торцах круга, при этом используют конические шайбы-воронки с отверстиями в основании конусов для подвода СОЖ к торцам круга и устанавливают их с торцов круга, совмещая отверстия в шайбах-воронках с радиальными торцевыми впадинами круга, величина которых в осевом направлении круга равна половине высоты круга по выступам, причем количество торцовых выступов n круга определяют в зависимости от степени понижения температуры по формуле:
n=π·D/P,
где D - наружный диаметр круга, м;
Р - период синусоиды, определяемый по формуле:
P=2(B/2)2·Vи·C/(10·a),
В - высота круга по вершинам, м;
Vи - частота вращения инструмента, м/с;
а - температуропроводность материала заготовки, м2/с;
С - коэффициент синусоидальности, определяемый по формуле:
С=(1-kk)/(kА+kB·Vотн),
Vотн - относительная скорость перемещения заготовки, определяемая по формуле:
Vз - частота вращения заготовки, м/с;
kk, kA, kB - коэффициенты, зависящие, соответственно, от относительной скорости и степени понижения температуры, имеющие значения соответственно степени понижения температуры на 10%, 20%, 30%, 40% - kk10%=0,18; kA10%=1; kB10%=0,1; kk20%=0,28; kA20%=1; kB20%=0,32; k30%=0,53; kA30%=0,53, kB30%=0,75; kk40%=0,74, kA40%=5; kB40%=1,7.
Сущность способа поясняется чертежами.
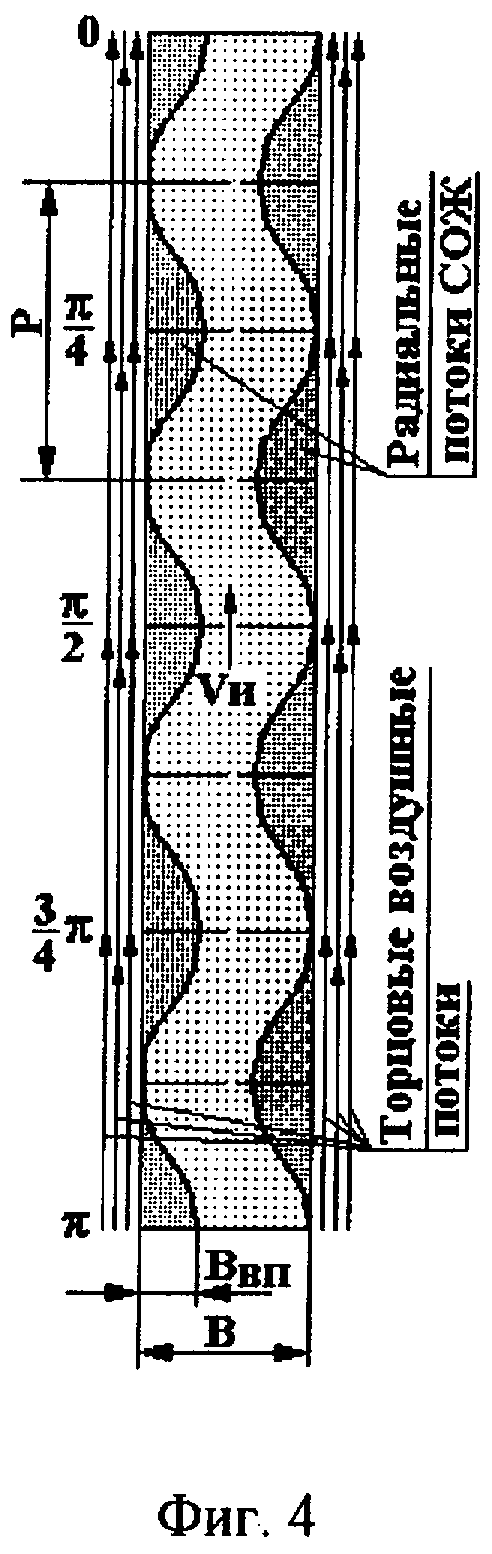
На фиг.1 приведено устройство, реализующее предлагаемый способ подачи СОЖ, частичный продольный разрез; на фиг.2 - вид слева по А на фиг.1; на фиг.3 - общий вид шлифовального круга, имеющего ступицу и синусоидальный диск с периферийным аксиально-смещенным режущим слоем; на фиг.4 - развертка следа круга (размером в пол-оборота) на обрабатываемой поверхности с указанными зонами попадания СОЖ и торцовыми воздушными потоками.
Предлагаемый способ предназначен для подачи смазочно-охлаждающей жидкости в зону шлифования через сопла и конические шайбы-воронки на торцы круга с аксиально-смещенным режущим слоем.
СОЖ через два сопла 1 подается на торцы алмазно-абразивного круга 2, выполненного с возможностью размещения на инструментальном шпинделе 3 шлифовального станка (не показан). Круг снабжен двумя коническими шайбами-воронками 4 с наклонными лопастями 5 на их внутренней конической поверхности и с отверстиями 6 в основании конусов для подвода СОЖ к торцам круга 2. Шайбы-воронки 4 установлены с каждого торца круга 2, который получают известными способами, например формованием, и который имеет ступицу 7, синусоидальный диск 8 с периферийным аксиально-смещенным режущим слоем 9 из условия образования радиальных торцевых впадин 10, 11 и выступов, расположенных в шахматном порядке на торцах круга 2.
Отверстия 6 расположены в основании конусов шайб-воронок 4, по форме представляют собой пол-эллипса, по количеству равны количеству впадин на торцах круга и при сборке совпадают с радиальными торцевыми впадинами 10 и 11 круга 2.
В процессе вращения круга СОЖ из сопел 1 подается в круговую коническую шайбу-воронку 4, захватывается лопастями 5, заполняет внутреннее коническое пространство воронки и попадает в отверстия 6. Вытекая под действием центробежной силы из отверстий 6 воронок 4, СОЖ растекается по радиальным пазам 10 и 11 круга 2, которые расположены против отверстий и расширяются к периферии круга, заставляя СОЖ свободно течь к периферийной рабочей поверхности абразивного круга. Торцовые воздушных потоки, энергия которых настолько велика, что достаточна для отбрасывания струй СОЖ, подаваемых извне свободным поливом при работе традиционных кругов, в данном случае действуют только по вершинам синусоидальных торцов круга и не препятствуют попаданию СОЖ в зону обработки. СОЖ под действием центробежной силы вытекает по радиальным пазам 10 и 11 и охлаждает свободным поливом только что освобожденную благодаря осцилляции круга зону резания.
Число торцовых радиальных пазов n определяется в зависимости от степени понижения температуры [3] по формуле:
где D - наружный диаметр круга, м;
Р - период синусоиды, определяемый по формуле:

В - высота круга по вершинам, м;
Vи - частота вращения инструмента, м/с;
а - температуропроводность материала заготовки, м2/с,
С - коэффициент синусоидальности, определяемый по формуле:

Vотн - относительная скорость перемещения заготовки, определяемая по формуле:
Vз - частота вращения заготовки, м/с;
kA, kB - коэффициенты, зависящие от степени понижения температуры, выбираются по таблице;
kk - коэффициент, зависящий от относительной скорости, выбирается по таблице
Значения постоянных коэффициентов
Величина впадин Ввп в осевом направлении равна половине высоты В круга, взятая по выступам.
Предлагаемый способ, реализуемый кругом, имеющим удобную для закрепления его на шпинделе с помощью шайб-воронок ступицу с торцами, перпендикулярными продольной оси, а диск - синусоидальную форму с периферийным аксиально-смещенным режущим слоем, позволяет:
- снизить температуру шлифования в зоне контакта на 30...40%;
- шлифовать заготовки с более форсированными режимами, не вызывая появления прижогов и микротрещин. За счет этого производительность обработки возрастает в 2...3 раза;
- сохранять длительное время хорошую режущую способность зерен, работающих в режиме самозатачивания, число правок уменьшить в 3...5 раз, общую стойкость кругов увеличить в 2...3 раза;
- сократить брак и добиться виброустойчивости на операциях шлифования заготовок из сталей и сплавов, предрасположенных к прижогам и трещинам;
- существенно улучшить условия проникновения СОЖ в зону обработки.
Пример 1. Определить количество торцовых впадин для подачи СОЖ и геометрические параметры абразивного круга с синусоидальной торцовой поверхностью и аксиально-смещенным режущим слоем для круглого и плоского шлифования периферией круга.
Режимы шлифования: частота вращения круга Vи=35 м/с, частота вращения заготовки Vз=0,5 м/с; глубина шлифования t=0,25·10-3 м; наружный диаметр инструмента Dи=0,2 м; высота круга В=0,02 м; материал заготовки - сталь 12Х2Н4А с температуропроводностью а=3·10-6 м2/с; степень понижения температуры kT=30%.
Определяем относительную скорость перемещения заготовки по формуле:

Определяем коэффициент синусоидальности по формуле:

Определяем величину периода синусоиды по формуле:

Из полученных данных определяем число торцовых впадин на круге с синусоидальной периферией диаметром 200 мм:

Округляем число торцовых впадин до n=8 и определяем параметры алмазно-абразивного круга с синусоидальной периферией:

Принимаем величину впадин в осевом направлении Ввп=В/2=10 мм.
Пример 2. По данным примера 1 определить число торцовых впадин для понижения температуры на 10%, 20% и 40%.
Произведя расчеты по выше приведенным формулам определяем число торцовых впадин для понижения температуры на 10%, 20% и 40% для круга диаметром 200 мм, соответственно, n10%=1; n20%=2; n40%=20.
Наличие у круга у торцовых поверхностей радиальных пазов и шайб-воронок обеспечивает целенаправленную подачу СОЖ поливом, уменьшает температуру заготовки не только в результате лучшего подвода СОЖ, но и вследствие меньшего трения круга о поверхность заготовки, а это, безусловно, уменьшает опасность появления прижогов и шлифовочных трещин на шлифуемой поверхности.
Предлагаемый способ подачи смазочно-охлаждающей жидкости в зону шлифования улучшает условия выноса шлама из зоны резания, снижает вероятность появления прижогов и микротрещин, что повышает производительность процесса обработки и обеспечивает возможность повышения износостойкости инструмента с аксиально-смещенным режущим слоем и снижает расход абразива.
Источники информации
1. А.с. СССР 1373549, МКИ4 В 24 В 55/02. Устройство для подачи СОЖ через поры круга. Е. С. Киселев и др. 4124275/31-08, 24.09.86; 15.02.88; Бюл. №6 - прототип.
2. Кащук В.А., Верещагин А. Б. Справочник шлифовщика. - М.: Машиностроение, 1988. - С.245.
3. Якимов А.В. Абразивно-алмазная обработка фасонных поверхностей. - М.: Машиностроение, 1984. - С.118-124.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИНУСОИДАЛЬНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ | 2004 |
|
RU2275294C1 |
| УСТРОЙСТВО ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2004 |
|
RU2271920C1 |
| СИНУСОИДАЛЬНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ | 2005 |
|
RU2284258C1 |
| АБРАЗИВНЫЙ КРУГ | 1998 |
|
RU2137594C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2004 |
|
RU2275296C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ КАНАВОК ОТВЕРСТИЙ ВРЕЗАНИЕМ | 2004 |
|
RU2276003C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОГО ЗУБОХОНИНГОВАНИЯ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273551C1 |
| ЗУБЧАТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273552C1 |
| СБОРНЫЙ КРУГ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2218267C2 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
Изобретение относится к области абразивной обработки и может быть использовано при обработке шлифовальным кругом с аксиально-смещенным режущим слоем с подачей смазочно-охлаждаюшей жидкости (СОЖ). СОЖ подают через сопла в конические шайбы-воронки с наклонными лопастями на их внутренней поверхности на торцы круга с аксиально-смещенным режущим слоем. Круг имеет ступицу и синусоидальный диск с периферийным аксиально-смещенным режущим слоем. Последний выполнен из условия образования радиальных торцовых впадин и выступов, расположенных в шахматном порядке на торцах круга. Конические шайбы-воронки используют с отверстиями в основании конусов для подвода СОЖ к торцам круга. Совмещают отверстия в шайбах-воронках с радиальными торцовыми впадинами круга, величина которых в осевом направлении круга равна половине высоты круга по выступам. Приведена расчетная формула для определения количества торцовых выступов в зависимости от степени понижения температуры. В результате обеспечивается целенаправленная подача СОЖ поливом, уменьшается температура заготовки, улучшаются условия выноса шлама из зоны резания, снижается вероятность появления прижогов и микротрещин, что способствует повышению качества и производительности обработки. 4 ил., 1 табл.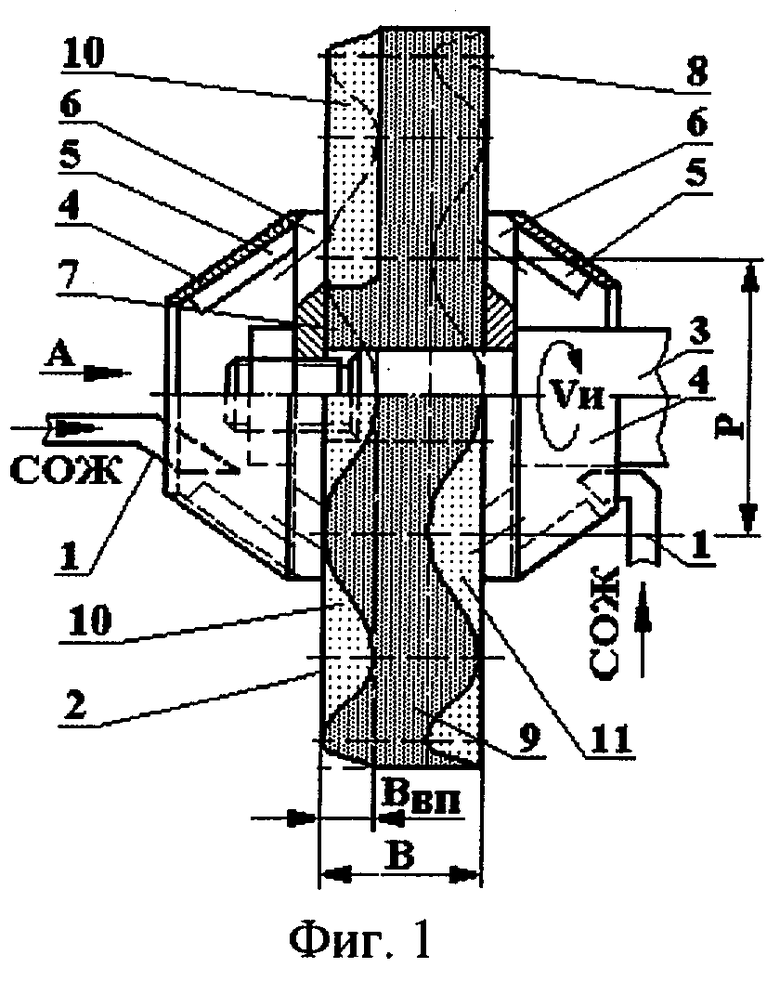
Способ подачи смазочно-охлаждающей жидкости (СОЖ) в зону шлифования, включающий ее подачу через сопла в конические шайбы-воронки с наклонными лопастями на их внутренней поверхности на торцы круга, отличающийся тем, что подачу СОЖ осуществляют на торцы алмазно-абразивного круга с аксиально-смещенным режущим слоем, который размещают на шпинделе с помощью упомянутых шайб-воронок и имеет ступицу и синусоидальный диск с периферийным аксиально-смещенным режущим слоем, выполненный из условия образования радиальных торцовых впадин и выступов, расположенных в шахматном порядке на торцах круга, при этом конические шайбы-воронки используют с отверстиями в основании конусов для подвода СОЖ к торцам круга и устанавливают их с торцов круга, совмещая отверстия в шайбах-воронках с радиальными торцовыми впадинами круга, величина которых в осевом направлении круга равна половине высоты круга по выступам, причем количество торцовых выступов n определяют в зависимости от степени понижения температуры по формуле
n=π·D/P,
где D - наружный диаметр круга, м;
Р - период синусоиды, определяемый по формуле
P=2(B/2)2·VИ·C.(10·a);
В - высота круга по вершинам, м;
VИ - частота вращения инструмента, м/с;
а - температуропроводность материала заготовки, м2/с;
С - коэффициент синусоидальности, определяемый по формуле
C=(1-kk)/(kA+kB·Vотн);
Vотн - относительная скорость перемещения заготовки, определяемая по формуле
Vотн=VЗ·B/2a;
VЗ - частота вращения заготовки, м/с;
kk, kA и kB - коэффициенты, зависящие, соответственно, от относительной скорости и степени понижения температуры и имеющие следующие значения соответственно степени понижения температуры на 10%, 20%, 30%, 40% - kk10%=0,18; kA10%=1; kB10%=0,1; kk20%=0,28; kA20%=1; kB20%=0,32; kk30%=0,53; kA30%=4; kB30%=0,75; kk40%=0,74; kA40%=5; kB40%=1,7.
| Устройство для подачи смазочно-охлаждающей жидкости через поры круга | 1986 |
|
SU1373549A1 |
| Устройство для подачи смазочно-охлаждающих жидкостей | 1980 |
|
SU872234A1 |
| US 3568377 A, 09.03.1971. | |||

