Изобретение относится к технологии машиностроения, к обработке металлов резанием, может быть использовано при глубинном периферийном шлифовании материалов, предрасположенных к дефектообразованию в виде прижогов и микротрещин, и предназначено для осуществления шлифования деталей с регулированием теплового потока, направленного в деталь.
Известно устройство для комбинированного шлифования, включающее сборный абразивный круг, выполненный в виде жестко закрепленных на корпусе элементов с крупнозернистым абразивным слоем и элементов с мелкозернистым абразивным слоем, связанных с механизмом их радиального перемещения [1].
Недостатками известного устройства являются ударные воздействия абразивных элементов на обрабатываемую поверхность заготовки, которые не обеспечивают плавности процесса, уменьшают виброустойчивость, обусловленную наличием впадин, снижают прочность инструмента, качество и производительность обработки.
Известно устройство для комбинированного шлифования, включающее в себе сборный абразивный круг, выполненный в виде жестко закрепленных на корпусе элементов с крупнозернистым абразивным слоем и элементов с мелкозернистым абразивным слоем, связанных с механизмом их радиального перемещения, последний установлен между корпусом и абразивонесущими элементами и выполнен в виде эластичного баллона с источником регулируемого давления, при этом устройство снабжено упругими прокладками, расположенными между баллоном и элементами с крупнозернистым абразивным слоем [2].
Недостатками известного устройства являются ударные воздействия прерывистых абразивных элементов на обрабатываемую поверхность заготовки, которые не обеспечивают плавности процесса, уменьшают виброустойчивость, обусловленную наличием впадин, снижают прочность инструмента, качество и производительность обработки.
Задачей изобретения является повышение качества и производительности абразивной обработки за счет периодического, последовательного воздействия на обрабатываемую поверхность центральной части инструмента с абразивным аксиально-смещенным режущим слоем, работающей в режиме осциллирующего шлифования, а затем воздействием кольцеобразных переменной ширины сечения рабочих абразивных органов, при этом сохранив достоинства непрерывного процесса и преимущества прерывистого шлифования.
Поставленная задача решается предлагаемым сборным кругом для комбинированного шлифования, который содержит центральный диск и рабочие органы, установленные с возможностью радиального перемещения, причем центральный диск выполнен со ступицей и с нанесенным на его периферии аксиально-смещенным режущим абразивным слоем, а рабочие органы - кольцеобразными, с переменным по ширине сечением и с нанесенным на их периферии абразивным слоем, при этом рабочие органы расположены на ступице центрального диска с его торцов.
Кроме того, сборный круг снабжен торцовыми крышками, распорными коническими кольцами и эластичными баллонами с источником регулируемого давления для радиального перемещения рабочих органов, причем эластичные баллоны установлены с торцов рабочих органов и внутри них между торцовыми крышками и распорными коническими кольцами, поджатыми с противоположного от баллона торца пружинами сжатия, опертыми в торцы центрального диска.
При этом кольцеобразные рабочие органы выполнены пружинными с Г - образными концами, образующими замок с пружиной сжатия для уменьшения диаметра рабочих органов, и с внутренней конической поверхностью, сопряженной с наружной поверхностью упомянутых распорных колец.
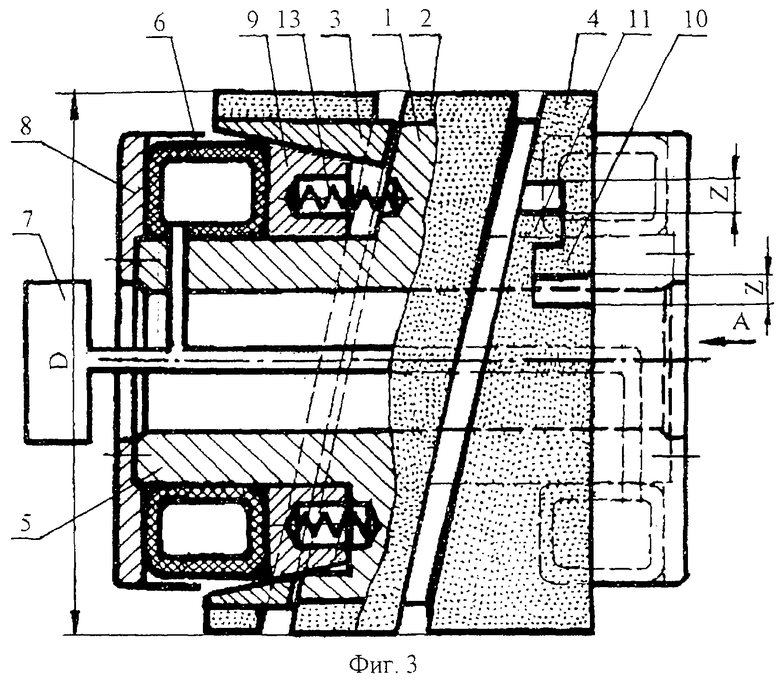
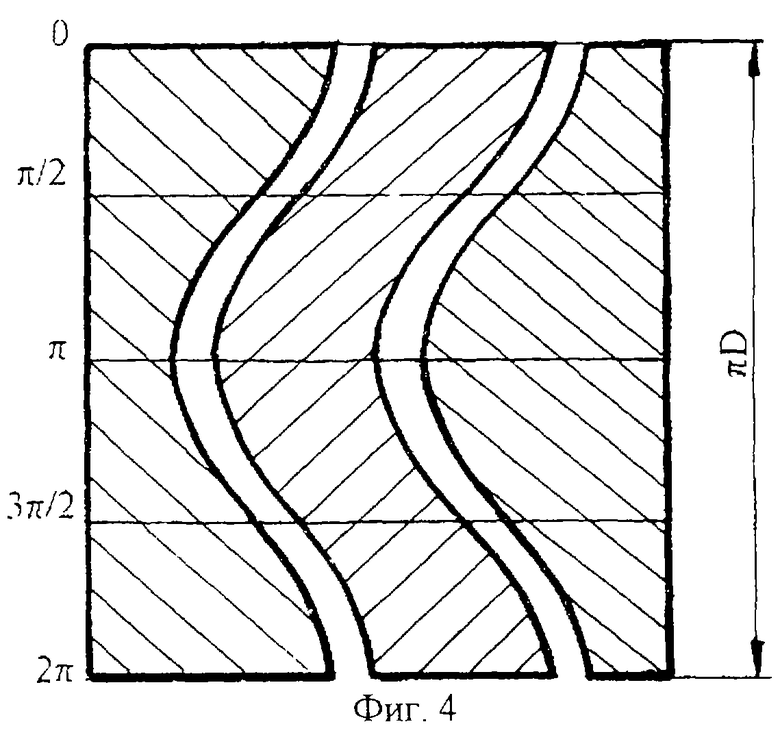
На фиг. 1 показан сборный круг с аксиально-смещенным режущим слоем для комбинированного шлифования, работающий в режиме чернового шлифования, частичный продольный разрез; на фиг.2 - развертка следов абразивных частей круга на обрабатываемой поверхности заготовки, работающего в режиме чернового шлифования; на фиг.3 - сборный круг, работающий в режиме чистового шлифования, частичный продольный разрез; на фиг.4 - развертка следов абразивных частей круга на обрабатываемой поверхности заготовки, работающего в режиме чистового шлифования; на фиг.5 - развертка следов абразивных частей круга на обрабатываемой поверхности заготовки, работающего в режиме возможного варианта чернового шлифования; на фиг.6 - вид по А на фиг.3.
Сборный круг с аксиально-смещенным режущим слоем для комбинированного шлифования (фиг. 1, 3, 6) выполнен в виде центрального диска 1 с абразивным слоем 2 и кольцеобразных рабочих органов 3 и 4 с абразивным слоем, установленных с торцов диска 1 на ступице 5 с возможностью радиального перемещения.
Черновое шлифование осуществляют центральным диском 1 с нанесенным на периферию аксиально-смещенным режущим абразивным слоем 2, которое позволяет ужесточить режимы резания не опасаясь прижогов и микротрещин, возникающих по причине высокой температуры в зоне резания. Таким образом, повышение производительности черновой обработки производится за счет осцилляции зоны резания центрального диска 1. На фиг.2 сплошной линией показана развертка следа абразивной части центрального диска на обрабатываемой поверхности заготовки, работающего в режиме чернового шлифования, а пунктирной линией - не участвовавшие в работе остальные режущие элементы.
Чистовое шлифование осуществляют кольцеобразными с переменным по ширине сечением рабочими органами 3 и 4 с периферийным абразивным слоем путем их радиального перемещения. Переменное по ширине сечение рабочих органов 3 и 4 дополняет до прямого цилиндра аксиально-смещенную режущую абразивную поверхность центрального диска 1.
Радиальное перемещение рабочих органов 3 и 4, расположенных с торцов центрального диска 1, осуществляется эластичными баллонами 6 с источником 7 регулируемого давления. Баллоны 6 установлены с торцов диска 1 внутри кольцеобразных рабочих органов 3 и 4 между торцовыми крышками 8 и распорными коническими кольцами 9. При этом кольцеобразные с переменным по ширине сечением рабочие органы 3 и 4 выполнены пружинными, внутренняя поверхность которых коническая и сопрягается с наружной поверхностью распорных колец 9, при этом концы 10 и 11 рабочих органов 3 и 4 выполнены Г-образными и образуют замок с пружиной сжатия 12, стремящейся уменьшить в диаметре кольцеобразные рабочие органы 3 и 4. На фиг.4 показана развертка следов абразивных частей круга на обрабатываемой поверхности заготовки, работающего в режиме чистового шлифования. Как видно, при чистовом переходе повышается качество и производительность обработки за счет ввода новых режущих абразивных поверхностей.
Переход с режима чистового шлифования на режим черновой обработки осуществляется уменьшением давления в эластичных баллонах 6, перемещением распорных конических колец 9 от центрального диска 1 к торцам его ступицы 5 под действием пружин 13 сжатия и уменьшения в диаметре кольцеобразных рабочих органов 3 и 4 за счет действия пружин 12 сжатия, расположенных в замках.
Работа с кругом осуществляется следующим образом.
Черновая обработка производится неподвижным центральным диском 1 с аксиально-смещенным режущим слоем 2. В это время абразивные слои элементов 3 и 4 не касаются обрабатываемой поверхности - давление воздуха в эластичных баллонах 6 отсутствует (фиг.1, 2).
После снятия основного чернового припуска элементом 1 повышают давление в эластичных баллонах 6. За счет повышения давления эластичные баллоны 6 воздействуют на распорные конические кольца 9, которые, преодолевая сопротивление пружин 13, перемещаются в продольном направлении, приближаясь к центральному диску 1. При этом кольца 9, сопрягаясь с конической внутренней поверхностью упругих кольцеобразных рабочих органов 3 и 4, радиально перемещают последние. Рабочие органы 3 и 4, увеличиваясь в диаметре и достигая диаметра D центрального диска, производят чистовую обработку совместно с центральным абразивным диском 1 (фиг.3, 4) или, второй вариант, без него (фиг. 5).
Величиной перемещения режущей поверхности подвижных рабочих органов 3 и 4 и их жесткостью можно управлять в широких пределах изменением давления в эластичных баллонах 6.
Известно [3] , что снизить теплонапряженность процесса шлифования можно путем использования прерывистых кругов, имеющих на периферийной режущей поверхности впадины и выступы, как в аналоге и прототипе [1, 2].
В работе предлагаемого круга для комбинированного шлифования также происходит прерывание процесса резания, например, при черновой обработке благодаря аксиально-смещенному режущему слою центрального диска 1 для ряда поперечных сечений обрабатываемой заготовки, например, сечения Б-Б; В-В и др. (см. фиг.2). Это прерывание обеспечивается как благодаря осцилляции режущего слоя центрального диска 1, так и наклону внутренних торцов абразивных режущих органов 3 и 4.
Таким образом, температура в средней зоне шлифования сборного круга для конкретного поперечного сечения заготовки понижается, так как обработка производится с определенными интервалами и за время разрыва процесса происходит охлаждение поверхности детали.
Под тепловым насыщением понимают такое состояние поверхности, когда ее температура достигает максимума и сохраняется определенное время. При этом состоянии возможно образование дефектов, ухудшающих эксплуатационные свойства деталей.
За счет интервалов, полученных как благодаря наклону внутренних торцов абразивных рабочих органов, так и аксиально-смещенному режущему слою центрального диска, разрыва процесса удается заметно снизить температуру в зоне резания и избежать появления дефектов шлифования.
Поэтому предлагаемый сборный круг для комбинированного шлифования позволяет ужесточить режимы резания с гарантией бесприжоговой обработки, улучшить качество и повысить производительность.
Предлагаемый сборный круг, составленный из центрального абразивного диска с аксиально-смещенным режущим слоем и скошенными под углом к плоскости перпендикулярной оси вращения внутренними торцами рабочих органов, позволяет совместить достоинства прерывистого шлифования с обычным традиционным - сплошными кругами.
При этом увеличивается прочность инструмента, так как наружные торцы сборного круга перпендикулярны оси вращения, виброустойчивость процесса и площадь резания, захватываемая составным кругом с осциллирующей средней частью, качество и производительность.
Кроме того, снижается расход абразива на единицу съема металла.
Для нормальной работы сборного шлифовального круга необходимо, чтобы зазор Z в замке рабочего органа 3 и 4 (фиг.1, 3) обеспечивал радиальное перемещение его до размера D наружного диаметра центрального диска 1.
Шпинделю со сборным шлифовальным кругом сообщают вращательное движение, заготовке - движения подачи вдоль и поперек обрабатываемой поверхности при обработке плоскостей или заготовку вращают и передают относительное движение подачи вдоль обрабатываемой поверхности и врезание на каждый одинарный или двойной ход стола при круглом шлифовании. Наличие угла наклона внутренних торцов абразивных рабочих органов и центрального диска и зазора между ними обеспечивают открытый доступ СОЖ в зону резания.
Предлагаемый сборный круг обеспечивает снижение величины шероховатости обрабатываемой поверхности на 1-2 класса и расширение технологических возможностей за счет осцилляции и прерывистой в продольном направлении режущей рабочей поверхности круга. При этом улучшаются условия резания, самозатачиваемости и подачи СОЖ, позволяющие повысить качество и производительность обработки.
Проводили обработку отверстия втулки на внутришлифовальном станке мод. ЗК228В. Материал обрабатываемой заготовки - сталь 45 ГОСТ 1050-88, НВ 260, диаметр обрабатываемого отверстия - 130 мм, длина - 65 мм, режущий инструмент - абразивные центральный диск и рабочие органы - 24А 25П С2 5 К8 А. Режимы обработки: скорость заготовки - 40,8 м/мин (100 мин-1), скорость вращения инструмента - 31,4 м/с, частота вращения инструмента - 6000 мин-1, минутная продольная подача - 5390 мм/мин, поперечная подача круга - 0,012 мм/дв. ход.
Помимо центрального диска количество абразивных рабочих органов в сборном шлифовальном круге - 2, форма абразивных рабочих органов - усеченный круглый цилиндр D=100 мм, угол наклона торца к плоскости, перпендикулярной оси вращения центрального диска, α = 3°42′.
Величина радиального перемещения абразивных рабочих органов - до 1 мм на сторону; давление сжатого воздуха - 0,4 МПа.
Охлаждающая жидкость - эмульсия. Обработку осуществляли за 14 проходов черновой обработки и 6 проходов чистовой обработки.
Абразивная обработка по предлагаемому способу комбинированного шлифования позволила в 2,4 раза увеличить подачу на двойной ход, при котором получена качественная обработанная поверхность требуемой шероховатости (Rа=0,63 мкм) без дефектов, прижогов и микротрещин.
Затраченное на обработку время - То=0,43 мин по сравнению с То=1,2 мин - при обработке обычным кругом, позволяет судить о том, что предлагаемый способ повышает производительность в 2,5-3 раза благодаря преимуществам прерывистого шлифования при непрерывном процессе и быстрому переключению на ходу с чернового на чистовой режим обработки.
Использование осцилляции в средней части зоны резания и прерывание последней в продольном направлении позволяет ужесточить режимы резания, снизить теплонапряженность шлифования, повысить виброустойчивость и динамическую уравновешенность благодаря наружным торцам сборного круга, которые перпендикулярны оси вращения, и установки абразивных рабочих частей неуравновешенными частями в противофазе.
Предлагаемый сборный круг позволяет производить переход с чернового на чистовой режим обработки на ходу, без остановки процесса, что сокращает вспомогательное время и увеличивает производительность.
Предлагаемый сборный круг для комбинированного шлифования может найти применение на любых металлообрабатывающих предприятиях, занимающихся шлифованием труднообрабатываемых материалов, и позволяет последовательно на ходу вводить в работу центральный диск и рабочие органы, из которых составлен сборный круг, угол наклона внутренних торцов диска и рабочих органов и установка их неуравновешенными частями в противофазе диаметрально противоположно позволяет повысить производительность обработки за счет оптимизации теплонапряженности процесса при обработке различных материалов и качество процесса за счет осцилляции средней части зоны резания, а также сократить вспомогательное время.
Источники информации
1. Авт. св. СССР 1328177, кл. В 24 D 17/00, 1985.
2. Авт. св. СССР 1703429, кл. В 24 D 5/06 // В 24 D 17/00. Устройство для комбинированного шлифования. К.Б.Окенов и О.В. Чернов. Заявка 4461209/08, заявл. 03.05.88, опубл. 07.01.92. Бюл. 1 - прототип.
3. Якимов А.В. Оптимизация процессов шлифования. - М.: Машиностроение, 1975, с.45-58.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ ИНСТРУМЕНТОМ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2002 |
|
RU2211131C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2212326C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2002 |
|
RU2217295C2 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2211754C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2219039C2 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2217289C2 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2218266C2 |
| КОМБИНИРОВАННЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2253561C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2004 |
|
RU2252854C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ СБОРНЫМ ПРЕРЫВИСТЫМ КРУГОМ | 1998 |
|
RU2155662C2 |



Изобретение относится к обработке металлов резанием и может быть использовано при глубинном периферийном финишном шлифовании материалов, предрасположенных к дефектообразованию, с регулированием теплового потока, направленного в деталь. Сборный круг содержит центральный диск со ступицей и рабочие органы, установленные на ней с возможностью радиального перемещения с торцов диска. На периферии последнего нанесен аксиально-смещенный режущий абразивный слой. Рабочие органы выполнены кольцеобразными, с переменным по ширине сечением и с абразивным слоем на их периферии. Такая конструкция позволяет производить переход с чернового на чистовой режим обработки на ходу, что повышает производительность и качество обработки, а также снижает теплонапряженность шлифования. 2 з.п. ф-лы, 6 ил.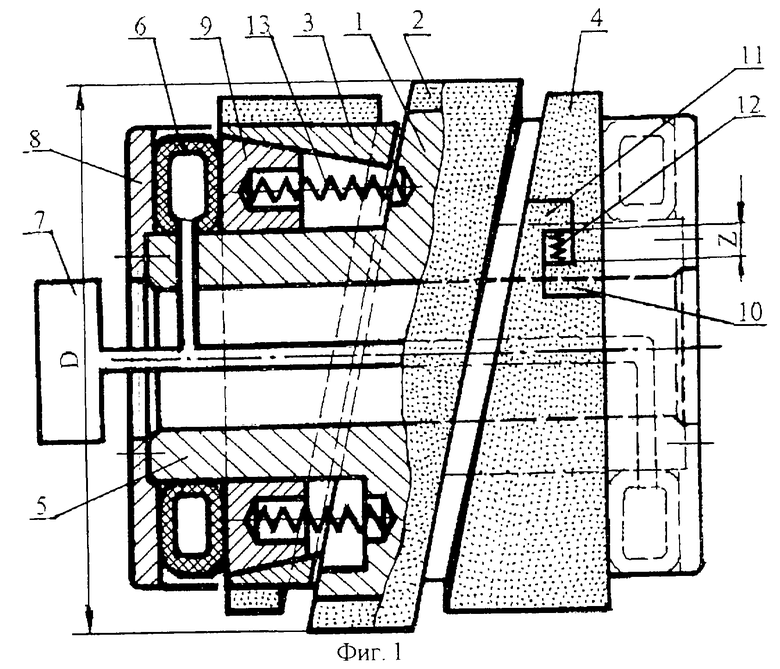
| Устройство для комбинированного шлифования | 1988 |
|
SU1703429A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1996 |
|
RU2153968C2 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2147983C1 |
| GB 1445313, 11.08.1976. | |||

