Изобретение относится к производству абразивных порошков, которые могут быть использованы при изготовлении различных инструментов, а также как самостоятельный продукт. В качестве абразивных порошков могут быть использованы порошки алмазов, кубического нитрида бора, поликристаллических сверхтвердых материалов, электрокорунда и др.
Известны абразивные порошки, на поверхность которых нанесено непрерывное покрытие, например из металла (патент США № 2411867, ФРГ № 936619), из стекла (патент США № 2216728), из органических материалов (Авт.св. № 281202). Абразивные порошки, как правило, имеют рельефную поверхность, которая включает как выступающие части, так и впадины. Выступающие части в основном представляют собой плоскости усеченных конусов, ребра различной степени округлости; впадины- чаще всего - в виде щелевидных углублений, раковин и др. На монокристаллах алмаза иногда специально создают шероховатости травлением в различных средах (патент США № 5062865, кл. 51/295, 1989 г.). Покрытия на порошки наносятся способами, обеспечивающими нанесение материала в виде непрерывного покрытия как на выступающих частях, так и на поверхностях впадин, вплоть до заполнения впадин материалом покрытия. Основной целью нанесения покрытия является улучшение удержания зерна в матрице инструмента, повышение теплопроводности рабочего слоя, что позволяет интенсифицировать режимы резания и тем самым увеличить эффективность работы инструмента.
Наиболее близким аналогом изобретений являются алмазные порошки, поверхность которых снабжена непрерывным металлическим покрытием, имеющим шероховатую поверхность. Такие порошки хорошо удерживаются в матрице инструмента и, кроме того, улучшают эффективность шлифования. Порошки получают нанесением непрерывного слоя металла на поверхность порошка с последующим его травлением до получения слегка протравленной шероховатой поверхности с сохранением непрерывности слоя металла (патент США № 3528788, кл. 51-295, 1967 г.).
Выполнение шероховатого покрытия на поверхности абразивного порошка улучшает удержание его в связке, однако эффективность такого порошка реализовывается недостаточно, т.к в первоначальный момент шлифования с обрабатываемой поверхностью контактирует металл, а зерно вступает в работу только после того, как металл с зерна будет стерт обрабатываемым материалом, т.е. абразивная способность порошка снижается и особенно это проявляется при использовании порошков в свободном виде (пасты, суспензии) или в инструментах на органических связках.
Техническим результатом изобретения является повышение режущей способности покрытых абразивных порошков.
Технический результат достигается тем, что в абразивных порошках, у которых рельефная поверхность включает выступающие части и впадины, покрытие выполнено только во впадинах рельефа поверхности порошка.
Абразивные порошки могут иметь покрытие во впадинах в виде слоя, по меньшей мере, повторяющего контур впадины рельефа, либо материал покрытия может полностью или частично заполнять впадину рельефа.
В предложенном способе изготовления абразивных порошков с прерывистым покрытием, включающем нанесение на рельефную поверхность порошка непрерывного покрытия и частичное его удаление, последний удаляют, по меньшей мере, с выступающих частей порошка. Для выполнения покрытия в виде слоя, повторяющего контур впадины, на зерно первоначально наносят покрытие, повторяющее рельеф зерна, а для частичного или полного заполнения впадин покрытие наносят в таком количестве, чтобы полностью заполнить впадины рельефа зерна, а затем удаляют материал покрытия с выступающих частей и частично из впадин рельефа.
Удаление покрытия с выступающих частей порошка может быть осуществлено любым известным способом, например, механической обработкой порошка либо механической обработкой порошка с одновременным его травлением.
На фиг.1 условно показано зерно с непрерывным покрытием (известное решение);
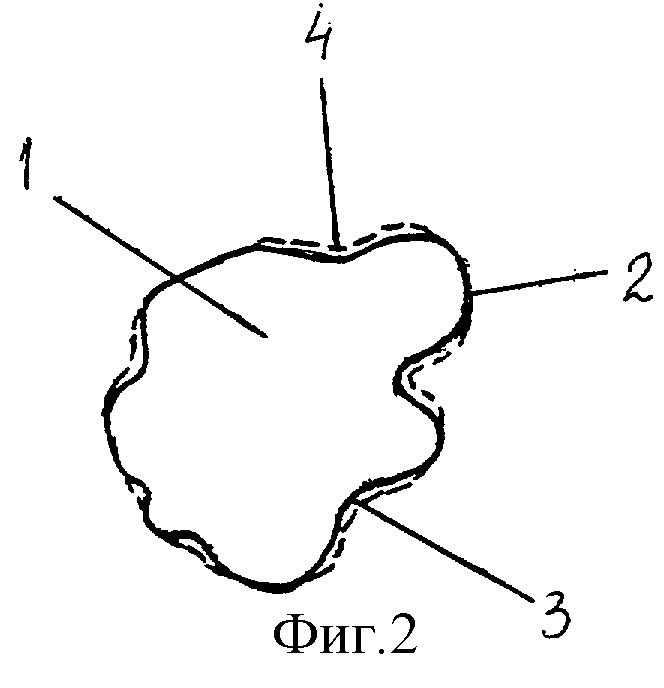
На фиг.2 условно показано зерно с покрытием во впадинах в виде слоя, повторяющего контур впадины рельефа зерна;
На фиг.3 условно показано зерно с покрытием, частично заполняющим впадины;
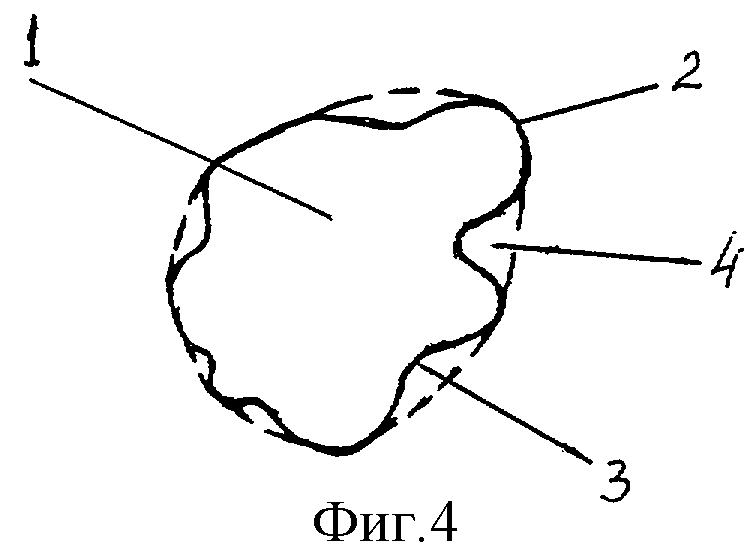
На фиг.4 условно показано зерно с покрытием, полностью заполняющим впадины.
Абразивный порошок 1, например, алмазный, в зависимости от марки, включает зерна в виде монокристаллов, сростков, агрегатов, обломков и др., поверхность которых имеет различного рода неровности, включающие выступающие части 2 и впадины 3, в том числе трещиноватой формы, в виде раковин и др. Впадины 3 рельефа поверхности зерен порошка снабжены покрытием 4, которое может быть выполнено в виде слоя, повторяющего контур впадины рельефа (фиг.2), либо материал покрытия частично (фиг.3) либо полностью (фиг.4) заполняет впадины на поверхности зерна. Выступающие части поверхности зерна не имеют покрытия.
Выполнение покрытия определяется требованиями, предъявляемыми к инструменту. Например, если необходимо, чтобы порошок более прочно удерживался в органической связке инструмента, то покрытие выполняют в виде тонкого слоя на стенках впадины рельефа, для инструментов на металлических связках материал покрытия может частично заполнять впадины рельефа. Если необходим более интенсивный отвод тепла при эксплуатации инструмента, материала покрытия может полностью заполнять впадины рельефа.
Абразивный порошок с прерывистым покрытием изготавливают следующим образом. Вначале на рельефную поверхность порошка наносят непрерывное покрытие, т.е. покрытие наносят на все части рельефа, после чего часть его, т.е. покрытие, по меньшей мере, на выступающих частях рельефа поверхности порошка удаляют.
Для выполнения покрытия во впадине рельефа в виде слоя, повторяющего, по меньшей мере, контур впадины, первоначальное непрерывное покрытие также выполняют в виде слоя, который повторяет рельеф поверхности зерна. Для частичного или полного заполнения впадин рельефа материал покрытия первоначально наносят на поверхность порошка в количестве, необходимом для полного заполнения впадин. Затем удаляют это покрытие так, чтобы во впадине оставался материал покрытия на уровне выступающих частей зерна, либо материал покрытия удаляют до частичного удаления его из впадины.
В качестве материала покрытия обычно используются различные металлы, такие как медь, никель, хром, молибден, железо или сплавы медь - титан, медь - цирконий, медь - олово - титан и другие, различные неметаллические покрытия, например, стекло и т.п.
Покрытие может быть выполнено различными способами: гальваническим, химическим, карбонильным, катодным напылением, из расплава и т.п. Например, ионным напылением можно наносить на абразивные порошки покрытие в виде слоя толщиной от 2 мкм. Способом нанесения покрытия из расплава материал покрытия может полностью заполнять впадины рельефа поверхности порошка.
Частичное удаление покрытия также может быть осуществлено различными способами. Наиболее простым является обкатка покрытых абразивных зерен в барабане совместно с обрабатывающим абразивным порошком. В зависимости от соотношения зернистости абразивных зерен и обрабатывающего абразивного порошка, а также от времени обкатки покрытие может быть удалено только с поверхности выступающих частей зерен, либо частично еще из впадин поверхности зерна. Использование химических реагентов при обкатке также способствует удалению материала покрытия как с выступающих частей рельефа, так и частичное удаление покрытия из впадины, а также химические реагенты ускоряют процесс обработки.
Пример 1. Алмазные порошки зернистостью 315/250 марки АС 20, металлизированные электрохимическим способом никелем, до полного заполнения впадин на поверхности зерен, помещали в барабан со стенками, покрытыми керамическим материалом ЦМ331, вместе с водой и обрабатывающими абразивными порошками - электрокорунд белый, зернистостью 16 (200 мкм). Скорость вращения барабана 0 300 мм - 450 об/мин. Отношение объема абразивного порошка к алмазному 3:1. Время обработки - 3 ч. После такой обработки материал покрытия на поверхности алмазных зерен полностью заполнял впадины рельефа, на выступающих частях материал покрытия отсутствовал.
Пример 2. Все, как в примере 1, однако зернистость абразивного порошка составляла 40/28. Время обработки составило 5 ч. После такой обработки материал покрытия был частично удален из впадин рельефа.
Пример 3. Все, как в примере 1, однако первоначально на поверхность алмазного порошка покрытие наносилось гальваническим способом в виде слоя, повторяющего рельеф покрываемого зерна. После обработки в барабане покрытие было удалено только с выступающих частей алмазного порошка.
Эксперименты показали, что абразивная способность, например, алмазных порошков марки АСМ 28/20 с прерывистым никелевым покрытием, степень металлизации которых составляла 10-50 мас.%, увеличилась в 1,2-1,3 раза по сравнению с абразивной способностью порошков со сплошным покрытием. Таким образом, за счет выполнения покрытия прерывистым можно повысить абразивную способность порошков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ЭЛЕМЕНТОВ ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2011 |
|
RU2484941C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ШЛИФОВАНИЯ АЛМАЗНЫХ ПЛЕНОК, ИМЕЮЩИХ ВНЕШНИЙ СЛОЙ ИЗ ПОЛИКРИСТАЛЛИЧЕСКИХ АЛМАЗОВ НА ПОВЕРХНОСТИ ОСНОВАНИЯ | 2015 |
|
RU2640370C2 |
| АБРАЗИВНЫЙ МАТЕРИАЛ | 2010 |
|
RU2428299C1 |
| Способ изготовления алмазного инструмента | 2015 |
|
RU2611633C2 |
| Способ изготовления алмазного инструмента | 2017 |
|
RU2647723C1 |
| СПОСОБ ФОРМИРОВАНИЯ АЛМАЗНО-АБРАЗИВНОГО КРУГА КОМБИНИРОВАННОЙ ЗЕРНИСТОСТИ ВОЗДУШНО-АБРАЗИВНОЙ СТРУЕЙ | 2008 |
|
RU2371304C1 |
| АЛМАЗНО-АБРАЗИВНЫЙ КРУГ С КОМБИНИРОВАННОЙ ЗЕРНИСТОСТЬЮ | 2008 |
|
RU2358853C1 |
| Способ получения поликристаллических алмазных материалов | 2015 |
|
RU2625693C2 |
| Абразивный инструмент | 1980 |
|
SU901043A1 |
| СПОСОБ УСКОРЕННОГО ФОРМИРОВАНИЯ МАКРОТОПОЛОГИИ ВЫСТУПОВ ИНСТРУМЕНТА В ВИДЕ ПРЕРЫВИСТОГО КРУГА | 1997 |
|
RU2136477C1 |

Изобретение относится к производству абразивных порошков с прерывистым покрытием и может быть использовано при изготовлении различных инструментов, а также как самостоятельный продукт. В абразивных порошках, имеющих рельефную поверхность с выступающими частями и впадинами, выполнено покрытие только во впадинах рельефной поверхности. Для чего сначала на рельефную поверхность наносят непрерывное покрытие. Затем осуществляют частичное удаление материала покрытия, по меньшей мере, с выступающих частей рельефной поверхности. В результате повышается режущая способность абразивных порошков. 2 н. и 5 з.п. ф-лы, 4 ил.
| US 3528788 А, 15.09.1970 | |||
| ЕР 0313323 A1, 26.04.1989 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ КРУГОВ | 1992 |
|
RU2008185C1 |
| 0 |
|
SU401652A1 | |

