Изобретение относится к производству железобетона методом твердения бетона под давлением и может быть использовано при изготовлении объемных, плоских и линейных бетонных и железобетонных элементов.
Известна пресс-форма для изготовления бетонных и железобетонных изделий по авторскому свидетельству СССР №799945, кл. В 28 В 3/00, 1981 г., содержащая камеру гидростатического прессования с эластичной рубашкой, формообразующими вкладышами и торцовыми заглушками. Формообразующий вкладыш выполнен в виде жестких элементов, соединенных между собой упругими фильтрами и установленных в камере прессования посредством упругих переходных колец, а торцовые заглушки снабжены приспособлением для закрепления арматуры и ограничителями хода при ее натяжении.
Недостатком этой пресс-формы является повышенная материалоемкость, наличие большого количества деталей, снижающее точность изготовления изделий.
Известна пресс-форма для изготовления бетонных и железобетонных изделий по авторскому свидетельству СССР №743874, кл. В 28 В 7/06, 1980 г., принятое заявителем за прототип. Она содержит обойму с днищем, подпружиненные относительно крышки и днища соответственно, пуансон и поддон, и бортоснастку с эластичными вкладышами. Пресс-форма снабжена размещенным между обоймой и бортоснасткой кондуктором, наружная поверхность которого, сопрягаемая с рабочей поверхностью обоймы, выполнена по форме усеченной пирамиды, а эластичные вкладыши размещены по высоте пресс-формы, разделены фильтрующим материалом и имеют прерывистую жесткую окантовку, высота которой не менее высоты вкладышей.
Недостатком этой пресс-формы является ее большая стоимость, ограниченность ресурса гидравлической камеры и сложность обеспечения требуемой точности размеров изделия. Кроме того, регулирование соотношения продольного и поперечного деформирования бетонной смеси в известной конструкции не представляется возможным, что не обеспечивает требуемую в ряде случаев (например, при изготовлении блоков обделки тоннелей и т.д.), точность размеров изделия.
Технической задачей предлагаемого изобретения является снижение материалоемкости пресс-формы, обеспечение возможности регулирования точности размеров изготавливаемой продукции, обеспечение более продолжительного срока службы, создание более простой конструкции пресс-формы.
Поставленная задача решается тем, что предлагаемая пресс-форма снабжена механизмом бокового обжатия, который установлен внутри силовой рамы и выполнен в виде парных реек с пазами и распорок, входящих в указанные пазы, образовав шарнирное соединение силовой рамы с опалубкой, а крышка и днище снабжены упругими элементами.
Кроме того, механизм бокового обжатия установлен с каждой стороны опалубки, а крышка выполнена в виде траверсы.
Кроме того, упругие элементы выполнены в виде резиновых уплотнений.
Кроме того, механизм бокового обжатия выполнен в виде парных домкратных реек, разделенных роликами, которые установлены с возможностью перемещения по рейкам.
На фиг.1 изображена пресс-форма для изготовления бетонных и железобетонных изделий до ее заполнения и приложения давления, общий вид, вертикальный разрез.
На фиг.2 - общий вид, вертикальный разрез, пресс-форма после ее заполнения и приложения давления.
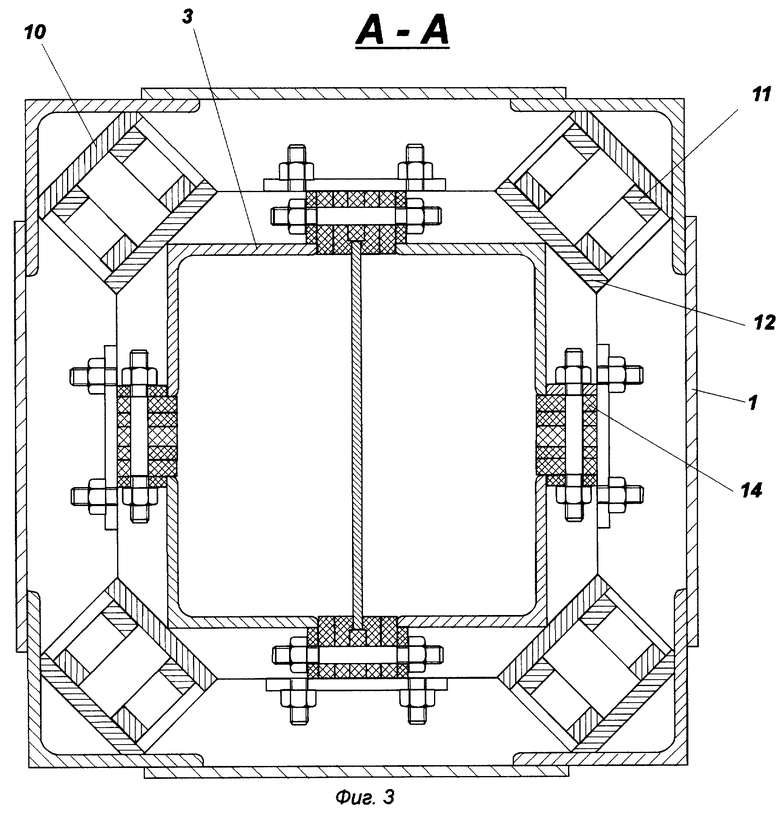
На фиг.3 - горизонтальный разрез А-А на фиг.1, пресс-форма до ее заполнения и приложения давления.
На фиг.4 - горизонтальный разрез Б-Б на фиг.2, пресс-форма после ее заполнения и приложения давления.
На фиг.5 - пресс-форма со вторым вариантом механизма бокового обжатия до ее заполнения и приложения давления.
На фиг.6 - пресс-форма со вторым вариантом механизма бокового обжатия после ее заполнения и приложения давления.
Предлагаемая пресс-форма содержит неподвижную силовую раму 1 с откидными болтами 2, подвижную опалубку 3, крышку 4 и днище 5. Крышка 4, выполненная в виде траверсы, и днище 5 снабжены упругими элементами, выполненными в виде верхнего резинового уплотнения 6 и нижнего резинового уплотнения 7. К верхнему резиновому уплотнению 6 закреплены упругие полусферы 8, имеющие вырез для установки монтажных элементов 9. Пресс-форма снабжена механизмом бокового обжатия, который установлен внутри силовой рамы 1 и выполнен в виде парных реек 10, имеющих овальные пазы, в которые входят распорки 11, образовав шарнирное соединение силовой рамы 1 с опалубкой 3, которая, в свою очередь, снабжена рейками 12, имеющими овальные пустоты для установки распорок 11.
Внутреннее пространство опалубки 3 образует полость 13 для размещения в ней бетонной смеси и формования изделий. Причем на боковой поверхности опалубки 3 установлены эластичные вкладыши 14.
В качестве варианта механизм бокового обжатия может быть выполнен в виде парных домкратных реек 15, разделенных роликами 16, которые установлены с возможностью перемещения по рейкам 15. При перемещении домкратных реек 15 относительно друг друга происходит их раздвижка посредством катящихся по наклонным плоскостям домкратных реек 15 роликов 16. Раздвижка домкратных реек создает в бетонной смеси необходимое опрессовочное давление. В этом случае обеспечивается замена трения скольжения при повороте распорок 11 на трение качения роликов 16, в результате чего экономится энергия на создание необходимого давления на бетонную смесь.
Изготовление изделия производится следующим образом.
В полость 13 опалубки 3 подготовленной пресс-формы устанавливают (при необходимости) арматуру и укладывают бетонную смесь. Затем устанавливают крышку 4 с монтажными элементами 9 и с помощью пресса создают усилие на крышку 4. При этом элементы подвижной опалубки 3 перемещаются относительно силовой рамы 1, распорки 11 поворачиваются и происходит смятие эластичных вкладышей 14 и обжатие бетонной смеси. При достижении необходимого уплотнения бетона крышка 4 фиксируется на силовой раме с помощью откидных болтов 2.
После набора бетоном соответствующей прочности откидные болты 2 раскручиваются, изделие освобождается от избыточного давления и крышка 4 снимается с силовой рамы 1. При этом эластичные вкладыши 14 разжимают элементы подвижной опалубки 3, в результате чего образуется распалубочный зазор и изделие вынимается из опалубки 3 и пресс-формы.
Конструктивное решение предлагаемой пресс-формы позволяет создавать объемное обжатие бетонной смеси в результате поступательного движения подвижной опалубки 3 относительно силовой рамы 1 с увеличением доли бокового обжатия в конце прессования при применении поворачивающихся распорок 11. Соотношение бокового обжатия и продольного усилия регламентируется заранее путем установки определенного наклона распорок 11. В отличие от известных решений, где создание бокового усилия на смесь обеспечивается или с помощью гидравлической камеры, или с помощью клинового эффекта, конструктивное решение предлагаемой оснастки более экономично, технологично и улучшает качество изделия.
Использование предлагаемого технического решения обеспечивает возможность регулирования степени обжатия бетонной смеси от перемещения подвижной части пресс-формы и регулирование конечных размеров изделия, снижение энергоресурсов на трение при создании давления. Все это в результате приводит к снижению затрат на производство изделий, обеспечивает большую безопасность труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий под давлением из высокопрочного фибробетона | 2016 |
|
RU2641363C1 |
| СПОСОБ СНИЖЕНИЯ УСАДОЧНЫХ ДЕФОРМАЦИЙ И СИЛОВЫХ ПЕРЕМЕЩЕНИЙ В МОНОЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ ПЕРЕКРЫТИЯХ | 2005 |
|
RU2285095C1 |
| СПОСОБ СНИЖЕНИЯ УСАДОЧНЫХ ДЕФОРМАЦИЙ В МОНОЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ ПЕРЕКРЫТИЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227196C2 |
| СТЫКОВОЕ СОЕДИНЕНИЕ БЕЗБАЛОЧНОГО ЖЕЛЕЗОБЕТОННОГО ПЕРЕКРЫТИЯ С КОЛОННОЙ (ВАРИАНТЫ) | 2000 |
|
RU2194825C2 |
| Взрывная камера | 2015 |
|
RU2619545C1 |
| ОПАЛУБКА ДЛЯ БЕТОНИРОВАНИЯ МОНОЛИТНОГО ПЕРЕКРЫТИЯ | 2001 |
|
RU2213836C2 |
| КОМПЛЕКТ НЕСЪЕМНОЙ ОПАЛУБКИ, СПОСОБ ЕЕ СБОРКИ И СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНЫХ СТЕН ЗДАНИЯ И СООРУЖЕНИЯ В НЕСЪЕМНОЙ ОПАЛУБКЕ ИЗ МОДУЛЬНЫХ ЭЛЕМЕНТОВ | 2013 |
|
RU2561135C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛОНН | 2007 |
|
RU2346124C1 |
| СТЫКОВОЕ СОЕДИНЕНИЕ ЖЕЛЕЗОБЕТОННОГО ПЕРЕКРЫТИЯ С КОЛОННОЙ | 2005 |
|
RU2305159C2 |
| НЕСЪЕМНАЯ ОПАЛУБКА МОНОЛИТНОГО ПЕРЕКРЫТИЯ | 2014 |
|
RU2561127C1 |




Изобретение относится к производству железобетона методом твердения бетона под давлением и может быть использовано при изготовлении объемных, плоских и линейных бетонных и железобетонных элементов. Технической задачей предлагаемого изобретения является снижение материалоемкости пресс-формы, обеспечение возможности регулирования точности размеров изготавливаемой продукции, обеспечение более продолжительного срока службы, создание более простой конструкции пресс-формы. Поставленная задача решается тем, что предлагаемая пресс-форма снабжена механизмом бокового обжатия, который установлен внутри силовой рамы и выполнен в виде парных реек с пазами и распорок, входящих в указанные пазы, образовав шарнирное соединение силовой рамы с опалубкой, а крышка и днище снабжены упругими элементами. Кроме того, механизм бокового обжатия установлен с каждой стороны опалубки, а крышка выполнена в виде траверсы. Кроме того, упругие элементы выполнены в виде резиновых уплотнений. Кроме того, механизм бокового обжатия выполнен в виде парных домкратных реек, разделенных роликами, которые установлены с возможностью перемещения по рейкам. 2 н. и 2 з.п. ф-лы, 6 ил.
| Прессформа для изготовления бетонных и железобетонных изделий | 1977 |
|
SU743874A1 |

